
Zawód: technik mechatronik
Symbol cyfrowy zawodu: 311[50]
Numer zadania: 5
311[50]-05-132
Czas trwania egzaminu: 240 minut
ARKUSZ EGZAMINACYJNY
ETAP PRAKTYCZNY
EGZAMINU POTWIERDZAJ
=CEGO KWALIFIKACJE ZAWODOWE
CZERWIEC 2013
Informacje dla zdaj
>cego:
1. Materia
Žy egzaminacyjne obejmuj>: ARKUSZ EGZAMINACYJNY z treWci> zadania
i dokumentacj
>, zeszyt ze stron> tytuŽow> KARTA PRACY EGZAMINACYJNEJ oraz KARTB
OCENY.
2. Sprawd
a, czy arkusz egzaminacyjny zawiera 8 stron. Sprawda, czy materiaŽy egzaminacyjne
s
> czytelne i nie zawieraj> bŽCdnie wydrukowanych stron. Ewentualny brak stron lub inne
usterki w materia
Žach egzaminacyjnych zgŽoW przewodnicz>cemu zespoŽu nadzoruj>cego
etap praktyczny.
3. Na KARCIE PRACY EGZAMINACYJNEJ:
/ wpisz
swoj
> datC urodzenia,
/ wpisz swój numer PESEL*.
4. Na KARCIE OCENY:
/ wpisz
swoj
> datC urodzenia,
/ wpisz swój numer PESEL*,
/ wpisz symbol cyfrowy zawodu,
/ zamaluj
kratk
C z numerem odpowiadaj>cym numerowi zadania,
/ przyklej
naklejk
C ze swoim numerem PESEL w oznaczonym miejscu na karcie.
5. Zapoznaj si
C z treWci> zadania egzaminacyjnego, dokumentacj> zaŽ>czon> do zadania,
stanowiskiem egzaminacyjnym i jego wyposa
ceniem. Masz na to 20 minut. Czas ten nie jest
wliczany do czasu trwania egzaminu.
6. Po up
Žywie tego czasu przyst>p do rozwi>zywania zadania. Rozwi>zanie obejmuje
opracowanie projektu realizacji prac okre
Wlonych w treWci zadania, wykonanie prac
zwi
>zanych z opracowywanym projektem i sporz>dzenie dokumentacji z ich wykonania.
7. Zadanie rozwi
>zuj tylko w zeszycie KARTA PRACY EGZAMINACYJNEJ od razu na czysto,
nie otrzymasz dodatkowych kartek. Notatki, pomocnicze obliczenia itp., je
celi nie nalec>
do pracy, obwied
a lini> i oznacz sŽowem BRUDNOPIS. Zapisy oznaczone BRUDNOPIS
nie b
Cd> oceniane.
8. Po rozwi
>zaniu zadania ponumeruj strony pracy egzaminacyjnej. Numerowanie rozpocznij
od strony, na której jest miejsce do zapisania tytu
Žu pracy. Wszystkie materiaŽy, które
za
Ž>czasz do pracy, opisz swoim numerem PESEL* w prawym górnym rogu.
9. Na stronie tytu
Žowej zeszytu KARTA PRACY EGZAMINACYJNEJ, wpisz liczbC stron swojej
pracy i liczb
C sztuk zaŽ>czonych materiaŽów.
10. Zeszyt KARTA PRACY EGZAMINACYJNEJ i KART
B OCENY przekac zespoŽowi
nadzoruj
>cemu etap praktyczny.
Powodzenia!
Arkusz zawiera informacje
prawnie chronione do
momentu rozpocz
Ccia
egzaminu
* w przypadku braku numeru PESEL - seria i numer paszportu lub innego dokumentu potwierdzaj
>cego tocsamoW5.

Zadanie praktyczne
Na linii technologicznej zastosowano automat do ci cia blachy pracuj cy w uk
ładzie
nad
nym. Automat wyposa ono w urz dzenie sterownicze wykorzystuj ce sterownik PLC,
wspó
łpracuj cy z zewn trznym analizatorem jako ci wykonanego ci cia.
Opracuj projekt realizacji prac zwi zanych z monta em, oprogramowaniem i uruchomieniem
urz dzenia sterowniczego automatu.
Na podstawie opisu dzia
łania automatu, wykazu elementów (Zał cznik 1.) oraz modelu
urz dzenia sterowniczego zamontowanego na stanowisku egzaminacyjnym, narysuj schemat
po
ł cze ze sterownikiem PLC elementów rzeczywistego urz dzenia sterowniczego tj. czujników
indukcyjnych, analizatora ci cia, przetwornicy cz stotliwo ci, nap du pi
ły automatu i przycisków
sterowniczych. W KARCIE PRACY EGZAMINACYJNEJ uzupe
łnij list przyporz dkowania.
Sporz d , w formie diagramu stanów lub schematu blokowego, algorytm dzia
łania urz dzenia
sterowniczego automatu zgodnie z opisem (Za
ł cznik 1.).
Napisz program sterowniczy w j zyku LAD (schemat drabinkowy) lub FBD (schemat bloków
funkcyjnych), zapewniaj cy prac urz dzenia sterowniczego przy za
ło eniu stałej pr dko ć
przesuwu blachy (analizator An1 oraz wej cia UP i DN przetwornicy cz stotliwo ci Fal1 nie s
obs
ługiwane).
Prze lij program do sterownika PLC, skontroluj poprawno
ć działania urz dzenia
sterowniczego, wykonuj c próbne uruchomienie modelu zamontowanego na stanowisku
egzaminacyjnym. Wprowad ewentualne poprawki do programu i algorytmu.
Sporz d dokumentacj z wykonanych prac.
Projekt realizacji prac powinien zawiera
ć:
1. Tytu
ł pracy egzaminacyjnej zgodny z tre ci zadania.
2. Za
ło enia do projektu realizacji prac zawieraj ce wykaz sygnałów wej ciowych
i wyj ciowych dla ka dego elementu urz dzenia sterowniczego pod
ł czonego do
sterownika PLC.
3. Wykaz dzia
ła zwi zanych z monta em, oprogramowaniem i uruchomieniem urz dzenia
sterowniczego automatu.
4. Wykaz elementów, narz dzi i sprz tu kontrolno-pomiarowego, potrzebnych do monta u
i oprogramowania urz dzenia sterowniczego.
5. Algorytm dzia
łania urz dzenia sterowniczego w formie diagramu stanów lub schematu
blokowego.
Dokumentacja z wykonania prac powinna zawiera
ć:
1. Uzupe
łnion list przyporz dkowania oraz schemat poł cze elementów wej ciowych
i wyj ciowych ze sterownikiem PLC.
2. Wnioski dotycz ce poprawno ci dzia
łania programu sterowniczego urz dzenia.
3. Podpisane numerem PESEL dwa zrzuty ekranu zawieraj ce:
Strona 2 z 8

− program załadowany do pami ci sterownika wraz z komentarzami wyja niaj cymi
dzia
łanie programu,
− widoczn konfiguracj zastosowanych bloków funkcjonalnych.
UWAGA:
Zrzuty z ekranu umie
ć w dokumencie edytora tekstu (format A4 o orientacji pionowej), plik
dokumentu zapisz na pulpicie w folderze, którego nazw jest twój numer PESEL, folder skopiuj
do pami ci USB i popro przewodnicz cego zespo
łu nadzoruj cego etap praktyczny
o wydrukowanie pliku.
Do wykonania zadania wykorzystaj:
Opis dzia
łania automatu do ci cia blachy ................................................................. Za
ł cznik 1.
oraz
zamieszczon w KARCIE PRACY EGZAMINACYJNEJ List przyporz dkowania.
Do wykonania zadania przygotowano stanowisko wyposa one w:
1. Komputer z oprogramowaniem po
ł czony ze sterownikiem PLC.
2. Model urz dzenia sterowniczego pi
ły, składaj cy si z płyty z zamontowanymi i sprawnymi
elementami pod
ł czonymi do wej ć i wyj ć sterownika PLC, tj.:
− wej cie 1 – przycisk S1,
− wej cie 2 – przycisk S2,
− wej cie 3 – przycisk sterowniczy zwierny, NO o samoczynnym powrocie (zamiast
czujnika indukcyjnego F1),
− wej cie 4 – przycisk sterowniczy zwierny, NO bez samoczynnego powrotu (zamiast
czujnika indukcyjnego F2),
− wej cie 5 – przycisk sterowniczy zwierny, NO bez samoczynnego powrotu (zamiast
wej cia RM czujnika indukcyjnego An1),
− wej cie 6 – przycisk sterowniczy zwierny, NO bez samoczynnego powrotu (zamiast
wej cia RL czujnika indukcyjnego An1),
− wyj cie 1 – lampka sygnalizacyjna (zamiast wej cia FWD przetwornicy cz stotliwo ci Fal1),
− wyj cie 2 – lampka sygnalizacyjna (zamiast wej cia UP przetwornicy cz stotliwo ci Fal1),
− wyj cie 3 – lampka sygnalizacyjna (zamiast wej cia DN przetwornicy cz stotliwo ci Fal1),
− wyj cie 4 – lampka sygnalizacyjna (zamiast wej cia RUN nap du piły Fal2).
3. Dokumentacj stanowiskow , zawieraj c informacje o elementach zastosowanych
w modelu urz dzenia sterowniczego.
Czas przeznaczony na wykonanie zadania wynosi 240 minut.
Strona 3 z 8
Za
ł cznik 1.
Opis dzia
łania automatu do ci cia blachy
W urz dzeniu sterowniczym automatu zastosowano sterownik PLC wspó
łpracuj cy z:
− przyciskami sterowniczymi S1, S2,
− czujnikami indukcyjnymi F1, F2,
− analizatorem jako ci ci cia An1,
− nap dem liniowym piły Fal2,
− przetwornic cz stotliwo ci steruj c nap dem podaj cym blach Fal1.
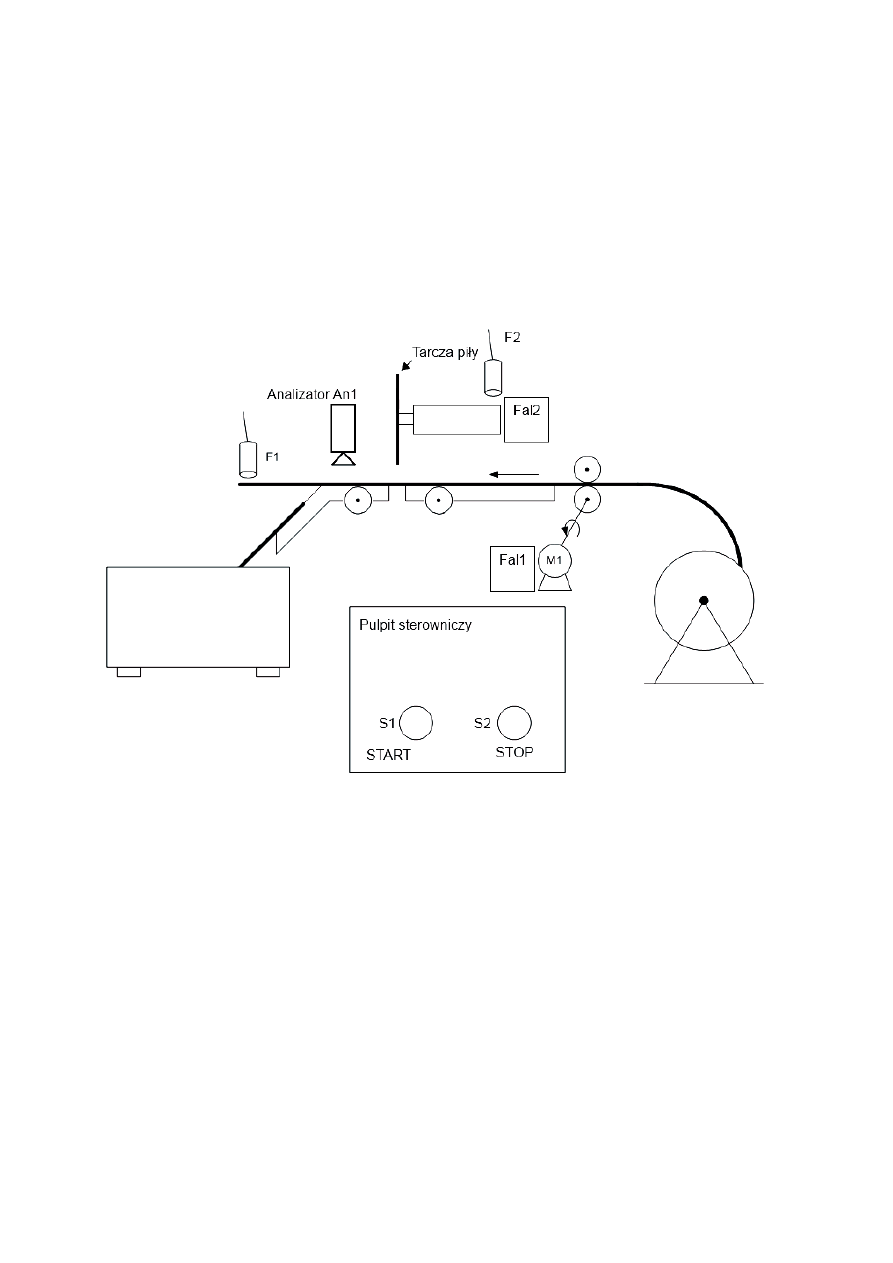
Rys. 1. Budowa automatu do ci cia blachy
Po w
ł czeniu zasilania, urz dzenie sterownicze znajduje si w stanie ZATRZYMANIE. Nap d
podawania blachy oraz pi
ła s zatrzymane, przy czym piła znajduje si w pozycji spoczynkowej -
bazowej (aktywny czujnik F2).
Po wci ni ciu przycisku START urz dzenie sterownicze przechodzi do stanu PRACA. Nast puje
uaktywnienie zespo
łu podawania blachy, poprzez odpowiednie wysterowanie wej cia FWD
przetwornicy cz stotliwo ci Fal1 (Rys. 2.).
Uwaga:
po ka dym przywróceniu zasilania, przetwornica ustawiona jest na 50% maksymalnej pr dko ci.
Strona 4 z 8
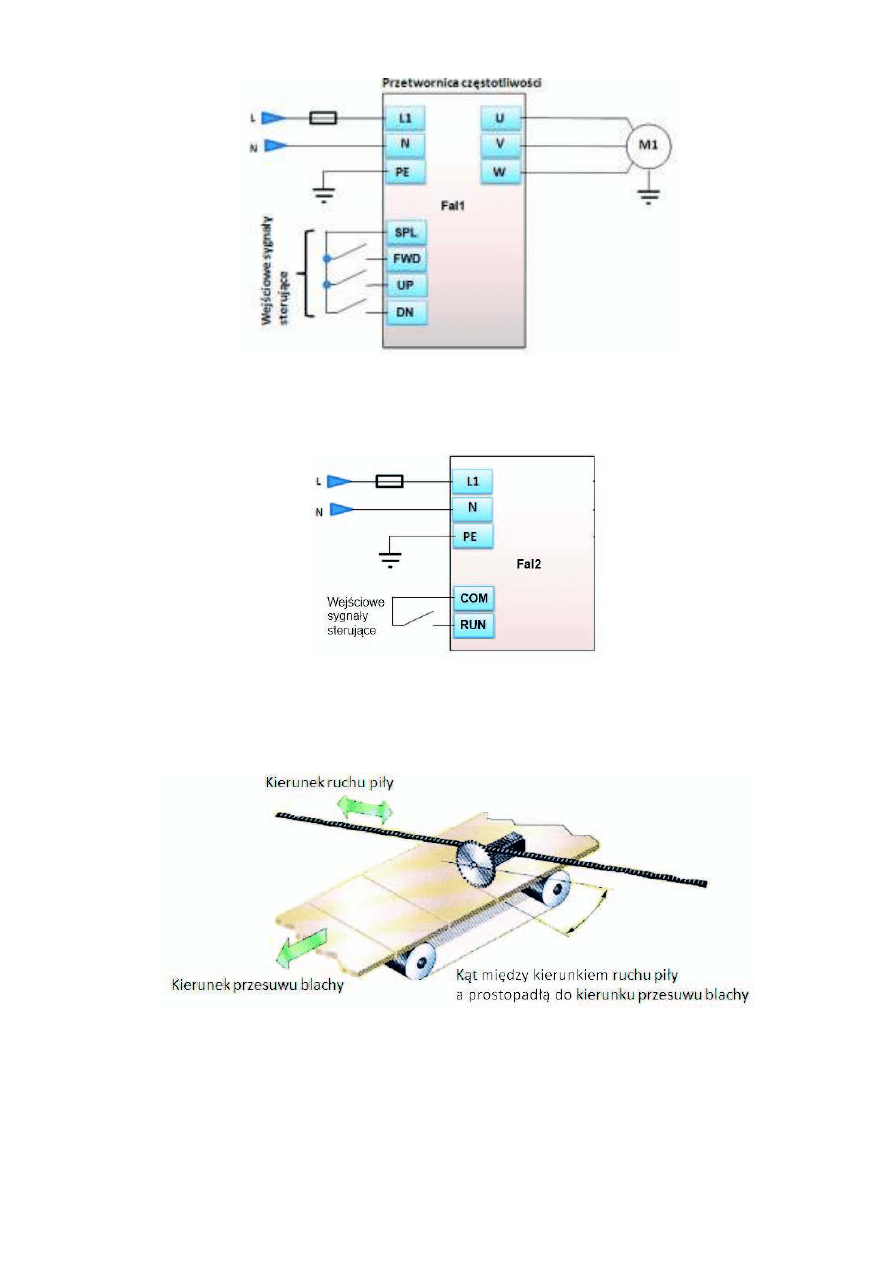
Rys. 2. Przetwornica cz stotliwo ci silnika M1
W chwili, gdy blacha zostanie wykryta przez czujnik F1 (na wyj ciu F1 pojawia si stan wysoki),
uruchamiany jest proces ci cia poprzez wysterowanie wej cia RUN nap du pi
ły Fal2 (Rys. 3.).
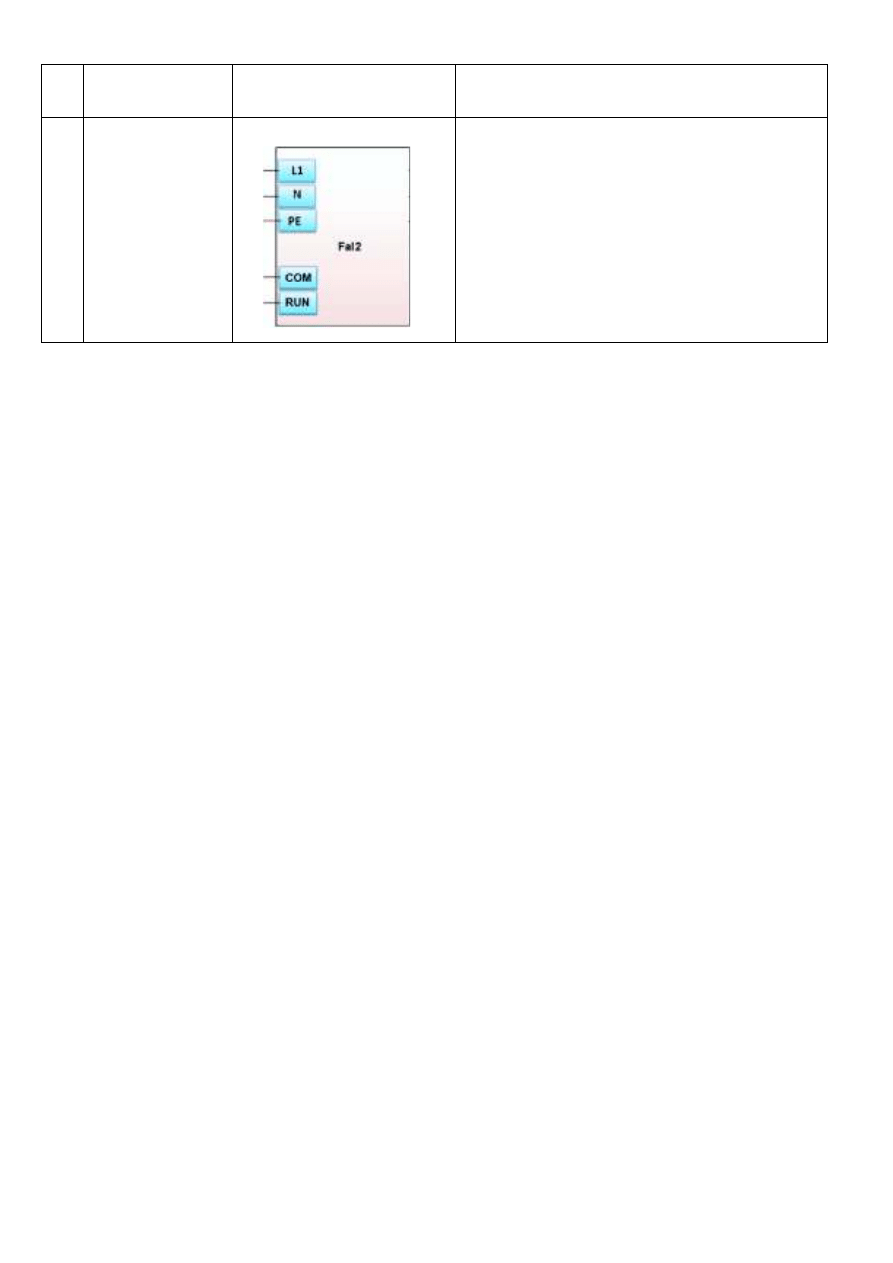
Rys. 3. Sterownik pi
ły
Sygna
ł RUN jest deaktywowany w momencie opuszczenia przez pił pozycji bazowej (czujnik
F2 nie wykrywa obecno ci pi
ły). Po wykonaniu ci cia piła automatycznie wraca do pozycji
bazowej. Podczas powrotu pi
ła jest uniesiona, proces ci cia nie zachodzi (Rys. 4.).
Rys. 4. Sposób ci cia blachy przez pi
ł
Gdy pi
ła osi gnie pozycj bazow (aktywny czujnik F2), odczytywany jest wynik analizy ci cia z
wyj
ć analizatora An1.
Strona 5 z 8
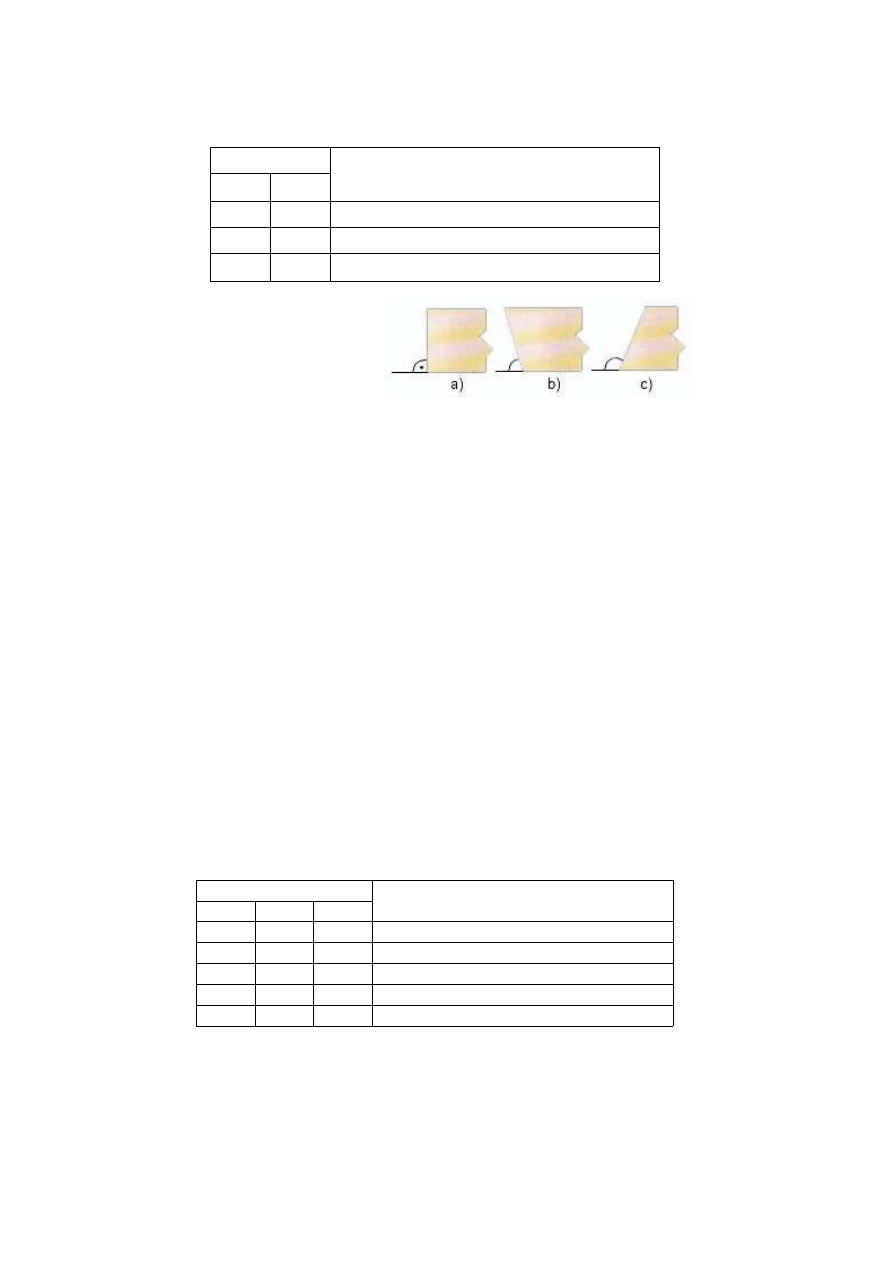
W zale no ci od stosunku pr dko ci ruchu pi
ły do pr dko ci przesuwu blachy, analizator ci cia
zwraca dane zamieszczone w Tabeli 1.
Tabela 1. Wykaz stanów wyj ciowych analizatora ci cia
a) k t prosty – ci cie prawid
łowe
b) k t ci cia mniejszy od k ta prostego
c) k t ci cia wi kszy od k ta prostego
Rys. 5. Przypadki wykonania ci cia blachy
Urz dzenie sterownicze automatu do ci cia blachy zmienia pr dko
ć przesuwu blachy
krokowo co 5% warto ci maksymalnej, w zale no ci od stanu na wyj ciu analizatora An1, przy
czym obowi zuj nast puj ce zasady:
− pocz tkowo przyjmuje si , e pr dko ć nie była zmieniana,
− je eli w ostatnim kroku pr dko ć przesuwu blachy nie była zmieniana, to stan „K t ci cia
wi kszy od k ta prostego” powoduje zmniejszenie pr dko ci, a stan „K t ci cia mniejszy od
k ta prostego” powoduje zwi kszenie pr dko ci,
− je eli w ostatnim kroku pr dko ć przesuwu blachy była zwi kszana, to stan „K t ci cia
mniejszy od k ta prostego” nie zmienia pr dko ci, a stan „K t ci cia wi kszy od k ta
prostego” powoduje jej zmniejszenie,
− je eli w ostatnim kroku pr dko ć przesuwu blachy była zmniejszana, to stan „K t ci cia
wi kszy od k ta prostego” nie zmienia pr dko ci, a stan „K t ci cia mniejszy od k ta
prostego” powoduje jej zwi kszenie,
− stan „K t ci cia poprawny” powoduje, e pr dko ć nie jest zmieniana.
Zmiana pr dko ci nast puje poprzez podanie na wej cia przetwornicy cz stotliwo ci
sygna
łów zgodnych z Tabel 2. Wej cie przetwornicy UP i DN reaguje na zbocze sygnału.
Tabela 2. Wykaz stanów wej
ć przetwornicy cz stotliwo ci silnika M1
Je li operator w dowolnej chwili pracy automatu wci nie przycisk STOP, urz dzenie sterownicze
doko czy proces ci cia (aktywny czujnika F2) i przejdzie do stanu ZATRZYMANIE.
Uwaga:
urz dzenia Fal1, Fal2 pod
ł czone s do sterownika PLC poprzez przeka niki sprz gaj ce.
WYJ
ŚCIE
RM RL
0
0 K t ci cia poprawny
0
1 K t ci cia mniejszy od k ta prostego
1
0 K t prosty wi kszy od k ta prostego
WYNIK POMIARU
WEJ
ŚCIE
FUNKCJA
UP
DN
FWD
0 0
1
x
Zmniejszenie pr dko ci podawania blachy
0
1
0
x
Zwi kszenie pr dko ci podawania blachy
0
0
x Pr dko bez zmian
1
1
x Warto niedopuszczalna – nie u ywa !
x
x
1
Uruchomienie silnika M1
Strona 6 z 8
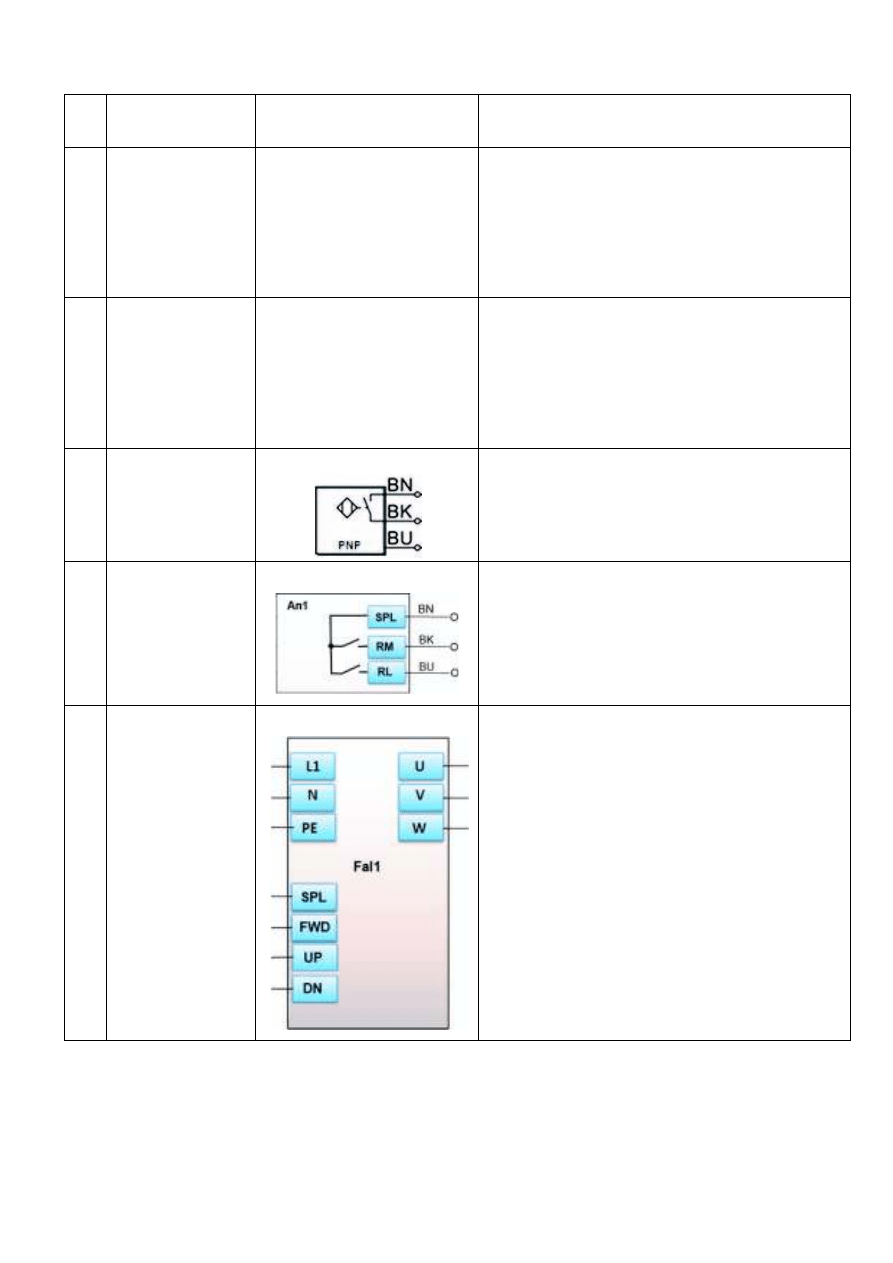
Tabela 3. Wykaz elementów urz dzenia sterowniczego
L.p. Nazwa
Oznaczenie (symbol)
Wybrane parametry katalogowe
1.
Sterownik PLC
PLC
Napi cie zasilania: 24 V DC
Modu wej ciowy: minimum 6 wej 24 V DC
Modu wyj ciowy: minimum 4 wyj cia 24 V DC
Monta : szyna TH 35 lub inny sposób mocowania do
p yty
Programator: komputer klasy PC
J zyk programowania: LAD lub FBD
2.
Przycisk
S1, S2
Przycisk zwierny NO o samoczynnym powrocie
(monostabilny),
U
n
<= 230 V, I
n
= 1,5 A
Monta : szyna TH 35 lub inny sposób mocowania do
p yty.
S1 – przycisk „START”
S2 – przycisk „STOP”
3.
Czujnik indukcyjny
F1, F2
Wyj cia cyfrowe typu PNP, styk NO.
Zakres napi cia roboczego: 10 … 30 VDC
4.
Analizator jako ci
ci cia
An1 (RM, RL)
Analizator ci cia.
Wyj cia cyfrowe typu PNP, styk NO.
Zakres napi cia roboczego: 10 … 30 VDC
Konfiguracj wyj cyfrowych opisuje Tabela 1
5.
Przetwornica
cz stotliwo ci
Fal1 (FWD, UP, DN)
Wysterowanie wej przetwornicy cz stotliwo ciowej
odbywa si na skutek podania sygna u SPL do wej
FWD, UP, DN
Konfiguracj wej cyfrowych opisano w Tabeli 2.
Strona 7 z 8
L.p. Nazwa
Oznaczenie (symbol)
Wybrane parametry katalogowe
6. Nap d pi y
Fal2 (RUN)
Uruchomienie nap du pi y poprzez podanie sygna u
COM na wej cie RUN.
Pi a dokonuje ci cia, a nast pnie wraca do pozycji
bazowej.
Strona 8 z 8

Wyszukiwarka
Podobne podstrony:
egzamin TM 2013 1
egzamin TM 2013 3
egzamin TM 2013 6
egzamin TM 2013 8
egzamin TM 2013 2
egzamin TM 2013 7
egzamin TM 2013 4
Egzamin radcowski 2013 r cywilne
Fizjologia pytania do egzaminu 2012 2013 poprawione
edulandia egzamin gimnazjalny 2013 przyrodnicze
[BSK] Egzamin( 06 2013 ODPOWIEDZI 2
egzamin 12 2013 opracowany
CHOROBY WEWNĘTRZNE GIEŁDA EGZAMIN 12 2013 I TERMIN
Egzamin wiazace 2013
Egzamin krystalografia 2013
EGZAMIN PrzykladoweTematy (2013-2014)
Lista obiektów i dzieł do egzaminu z HAiS 2013 14.pd f
więcej podobnych podstron