„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Andrzej Wadas
Montaż i wykonywanie napraw silników komutatorowych
724[05].Z3.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Henryk Kucharski
dr hab. inż. Krzysztof Pacholski
Opracowanie redakcyjne:
mgr inż. Barbara Kapruziak
Konsultacja:
dr inż. Bożena Zając
Korekta:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 724[05].Z3.02,
„Montaż i wykonywanie napraw silników komutatorowych” zawartego w modułowym
programie nauczania dla zawodu elektromechanik 724[05].
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Konstrukcja silników komutatorowych
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
14
4.1.3. Ćwiczenia
15
4.1.4. Sprawdzian postępów
16
4.2. Uzwojenia i ich schematy
17
4.2.1. Materiał nauczania
17
4.2.2. Pytania sprawdzające
27
4.2.3. Ćwiczenia
28
4.2.4. Sprawdzian postępów
29
4.3. Uszkodzenia i naprawa silników komutatorowych
30
4.3.1. Materiał nauczania
30
4.3.2. Pytania sprawdzające
57
4.3.3. Ćwiczenia
57
4.3.4. Sprawdzian postępów
61
5. Sprawdzian osiągnięć
62
6. Literatura
66

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik, który Ci przekazujemy, będzie pomocny w przyswajaniu wiedzy o montażu
i wykonywaniu napraw silników komutatorowych oraz w kształtowaniu umiejętności
przeprowadzania przeglądów silników komutatorowych, sprawdzania ich stanu technicznego
i lokalizowania uszkodzeń.
W Poradniku będziesz mógł znaleźć następujące informacje ogólne:
−
wymagania wstępne, określające umiejętności, jakie powinieneś posiadać, abyś mógł
rozpocząć pracę z poradnikiem,
−
cele kształcenia, czyli wykaz umiejętności, jakie opanujesz w wyniku kształcenia w ramach
tej jednostki modułowej,
−
materiał nauczania, czyli wiadomości teoretyczne konieczne do opanowania treści
jednostki modułowej,
−
zestaw pytań sprawdzających, czy opanowałeś już podane treści,
−
ćwiczenia, zawierające polecenia, sposób wykonania oraz wyposażenie stanowiska pracy,
które pozwolą Ci ukształtować określone umiejętności praktyczne,
−
sprawdzian postępów pozwalający sprawdzić Twój poziom wiedzy po wykonaniu
ćwiczeń,
−
sprawdzian osiągnięć opracowany w postaci testu, który umożliwi Ci sprawdzenie Twoich
wiadomości i umiejętności opanowanych podczas realizacji programu jednostki
modułowej,
−
literaturę związaną z programem jednostki modułowej, umożliwiającą pogłębienie Twej
wiedzy z zakresu programu tej jednostki.
W poradniku został zamieszczony wybrany materiał nauczania, ćwiczenia z zakresu
montażu i wykonywaniu napraw silników komutatorowych, pytania sprawdzające.
Bezpieczeństwo i higiena pracy
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac. Przepisy te poznasz podczas trwania nauki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
Schemat układu jednostek modułowych
724[05].Z3
Montaż i naprawa maszyn elektrycznych
724[05].Z3.01
Montaż i wykonywanie napraw
silników indukcyjnych
724[05].Z3.03
Montaż i wykonywanie napraw
transformatorów małej mocy,
spawarek i zgrzewarek
724[05].Z3.02
Montaż i wykonywanie napraw
silników komutatorowych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
określać zjawiska elektromagnetyczne zachodzące w obwodach magnetycznych,
−
określać właściwości fizyczne i chemiczne materiałów stosowanych do budowy maszyn
elektrycznych,
−
opisywać zasadę działania silników komutatorowych prądu stałego,
−
opisywać zasadę działania silników komutatorowych prądu przemiennego,
−
czytać schematy ideowe,
−
posługiwać się miernikami elektrycznymi,
−
dobierać do wykonywanych pomiarów rodzaj i zakres mierników,
−
korzystać z literatury i kart katalogowych silników komutatorowych,
−
stosować podstawowe prawa i zależności dotyczące obwodów prądu stałego
i przemiennego,
−
stosować zasady bhp i ochrony ppoż. obowiązujące na stanowisku pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
rozpoznać uzwojenia silników komutatorowych na ich schematach,
−
odczytać schematy uzwojeń silników komutatorowych,
−
określić podstawowe parametry uzwojeń na podstawie schematu,
−
odtworzyć
podstawowe
parametry
uzwojeń
zamontowanych
w
silnikach
komutatorowych,
−
skorzystać z danych zawartych na tabliczkach znamionowych silników komutatorowych,
−
narysować schematy wybranych uzwojeń,
−
dobrać narzędzia, materiały i podzespoły do prowadzonych prac,
−
sporządzić zestawienie materiałów i/lub podzespołów potrzebnych do naprawy bądź
remontu silnika,
−
zorganizować stanowisko pracy,
−
wykonać izolację żłobkową,
−
nawinąć cewki różnych rodzajów uzwojeń,
−
wykonać uzwojenia silników metodą wsypywania i układania z góry,
−
połączyć końcówki cewek zgodnie ze schematem,
−
połączyć końcówki uzwojeń z tabliczką zaciskową lub komutatorem,
−
dokonać oględzin i konserwacji silników komutatorowych,
−
przeprowadzić przeglądy silników komutatorowych,
−
zlokalizować uszkodzenia w silnikach komutatorowych na podstawie oględzin
i pomiarów,
−
sprawdzić stan techniczny szczotek, komutatora i szczotkotrzymaczy,
−
sprawdzić stan techniczny elementów i podzespołów przeznaczonych do montażu,
−
wykonać montaż i demontaż podzespołów silników komutatorowych,
−
dokonać wymiany podzespołów mechanicznych w silnikach komutatorowych,
−
przeprowadzić kontrolę bieżącą podczas napraw i remontów silników,
−
określić szacunkowo koszty naprawy silników komutatorowych,
−
sporządzić kosztorys wykonanej naprawy,
−
dobrać materiały i podzespoły wykorzystując różne źródła informacji,
−
wykorzystać technikę komputerową do prowadzenia dokumentacji napraw i przeglądów,
−
wykonać próby odbiorcze maszyn po remontach,
−
zastosować zasady bhp, ochrony ppoż. i ochrony środowiska obowiązujące na stanowisku
pracy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Konstrukcja silników komutatorowych
4.1.1. Materiał nauczania
4.1.1.1. Wiadomości ogólne
Maszyny komutatorowe charakteryzują się dobrymi właściwościami regulacyjnymi –
umożliwiają płynne nastawianie prędkości wirowania w szerokich granicach. Dlatego też są
powszechnie stosowane w napędach maszyn wyciągowych, maszyn walcowniczych,
w trakcji elektrycznej i spalinowo-elektrycznej, w sprzęcie gospodarstwa domowego
(odkurzacze, miksery
,
sokowirówki, wiertarki itp.) i innych.
Podział maszyn komutatorowych ze względu na rodzaj zasilającego napięcia:
−
maszyny prądu stałego,
−
maszyny prądu przemiennego.
Zasadnicze elementy budowy maszyn komutatorowych:
−
stojan,
−
wirnik,
−
obwód elektromagnetyczny maszyny komutatorowej – ma on dwa uzwojenia:
−
uzwojenie wzbudzenia – umieszczone jest na biegunach stojana,
−
uzwojenie twornika – umieszczone jest w żłobkach wirnika.
W maszynach prądu stałego uzwojenie twornika znajduje się w wirującym polu
magnetycznym. Pole to względem stojana jest nieruchome.
W maszynach komutatorowych wielofazowych prądu przemiennego uzwojenie twornika
znajduje się również w wirującym polu magnetycznym, lecz pole to w stosunku do stojana
wiruje z inną prędkością.
Silniki komutatorowe wykonywane są jako:
1) jednofazowe:
–
silniki szeregowe (uniwersalne),
–
silniki bocznikowe,
–
silniki repulsyjne.
2) trójfazowe:
–
silniki Schragego-Richtera,
–
silniki trójfazowe bocznikowe,
–
silniki trójfazowe szeregowe.
4.1.1.2. Kadłuby maszyn komutatorowych
Rolę kadłuba pełni jarzmo, które przewodzi strumień magnetyczny. Kadłub stanowi więc
część konstrukcyjną maszyny. Jarzmo wykonuje się litej stali, np. w postaci zwiniętego
i zespawanego walca z litej płyty stalowej lub z blach.
Kadłub z obu stron zamknięty jest tarczami łożyskowymi. W największych maszynach
z obu stron kadłuba znajdują się tarcze łożyskowe lub stojaki łożyskowe ustawione na płycie
posadowej maszyny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
a)
b)
c)
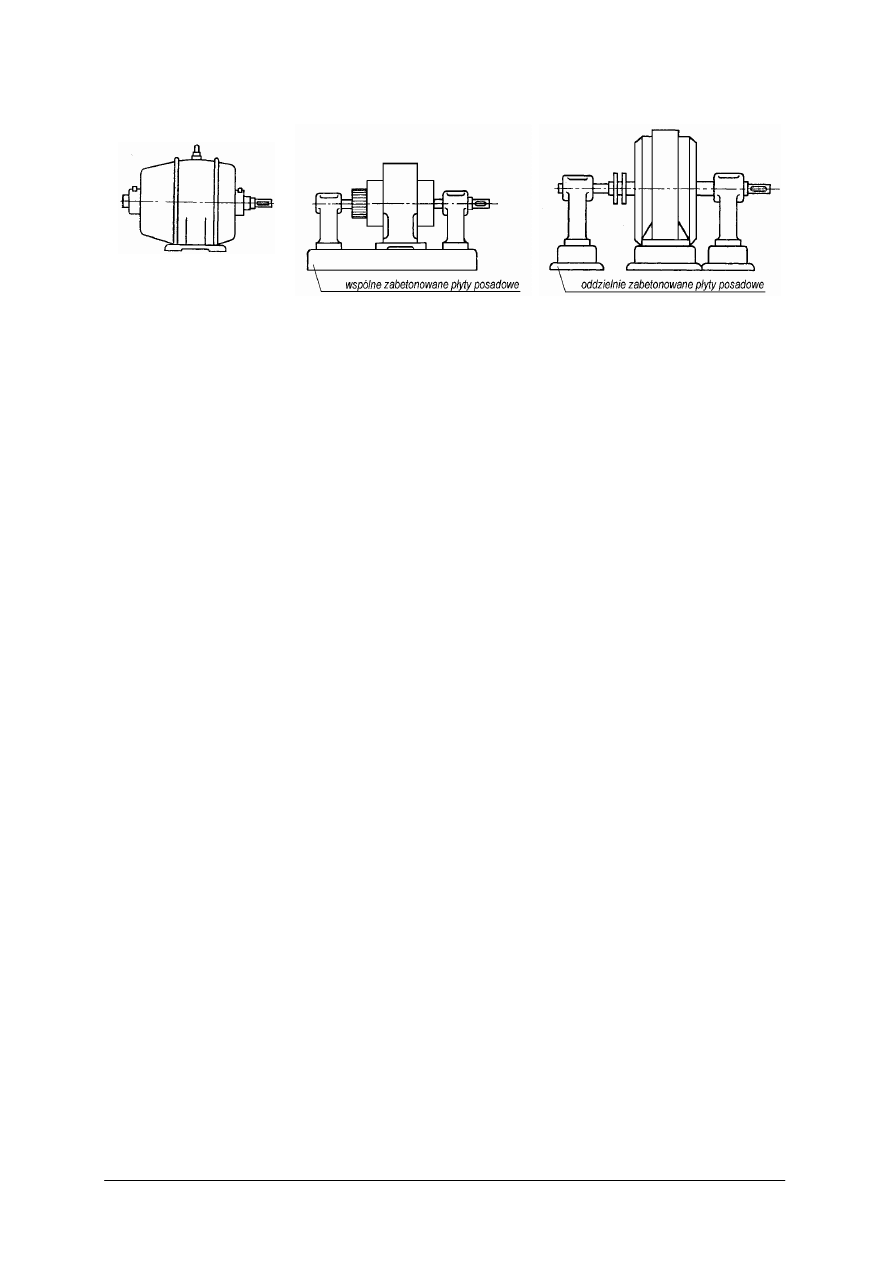
Rys. 1. Przykładowe odmiany budowy maszyn [5]:
a) maszyna na łapach z wałem poziomym, łożyska umieszczone w tarczach,
b) maszyna ułożyskowana na stojakach, ustawiona na płycie posadowej,
c) maszyna ułożyskowana na stojakach, stojaki i kadłub oddzielnie zabetonowane.
W tarczach (lub w stojakach) umieszczone są łożyska toczne (maszyny małej i średniej
mocy) lub łożyska ślizgowe (maszyny dużej mocy). Do jednej z tarcz łożyskowych są
przymocowane sworznie szczotkowe z gwiazdą szczotkową. Gwiazdę szczotkową można
obracać i dzięki temu ustawić szczotki w strefie neutralnej. W strefie tej zezwoje są w czasie
komutacji zwierane w chwili, kiedy ich boki znajdują się w miejscach, w których indukcja jest
równa zeru.
4.1.1.3. Podstawowe elementy składowe maszyny komutatorowej
Na podstawowe elementy maszyny komutatorowej składają się:
−
obwód magnetyczny maszyny:
−
rdzenia stojana,
−
rdzenia wirnika,
−
uzwojenia:
−
uzwojenia stojana
−
uzwojenia wirnika,
−
elementy konstrukcyjne – stanowią obudowę maszyny i umożliwiają ruch obrotowy
wirnika (tarcze łożyskowe, trzymadła szczotkowe) oraz zapewniają odpowiednie
chłodzenie maszyny a także odpowiednią ochronę maszyny przed działaniem czynników
zewnętrznych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
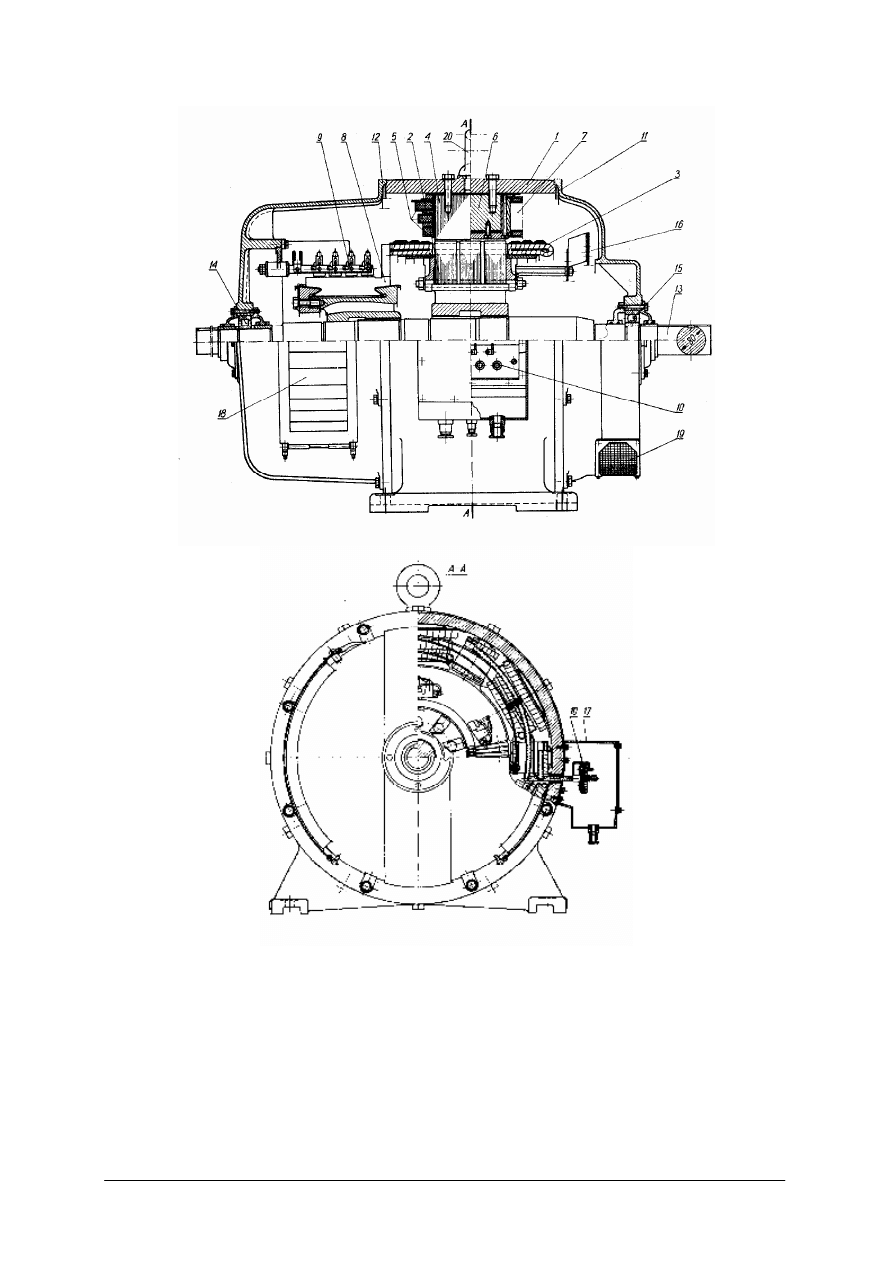
Rys. 2. Podstawowe elementy maszyny prądu stałego [3]:
1 – kadłub,
2 – rdzeń twornika,
3 – uzwojenie twornika,
4 – rdzeń bieguna głównego,
5 – uzwojenie bieguna głównego,
6 – rdzeń bieguna komutacyjnego,
7 – uzwojenie bieguna komutacyjnego,
8 – komutator,
9 – przyrząd szczotkowy,
10 – zaciski,
11 – tarcza łożyskowa po stronie napędu,
12 – tarcza łożyskowa po stronie komutatora,
13 – wał,
14 i 15 – łożyska,
16 – wentylator,
17 – osłona tabliczki zaciskowej,
18 i 19 – osłony otworów wentylacyjnych,
20 – uchwyt do unoszenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Obwód magnetyczny
W maszynach komutatorowych obwód magnetyczny składa się z dwóch części:
−
rdzenia stojana, który jest najczęściej magneśnicą (zadaniem magneśnicy jest wytworzenie
pola magnetycznego); elementami stojana są:
−
jarzmo – jest częścią obwodu magnetycznego, spełnia również rolę konstrukcyjną –
jest kadłubem maszyny,
−
bieguny główne,
−
bieguny pomocnicze (komutacyjne) z uzwojeniem,
−
rdzenia wirnika.
Szczelina między twornikiem i biegunem głównym jest stosunkowo duża (ze względu na
oddziaływanie twornika), nie przekracza jednak kilku milimetrów.
Szczelina miedzy twornikiem a biegunem pomocniczym jest większa, w dużych
maszynach może mieć kilka centymetrów.
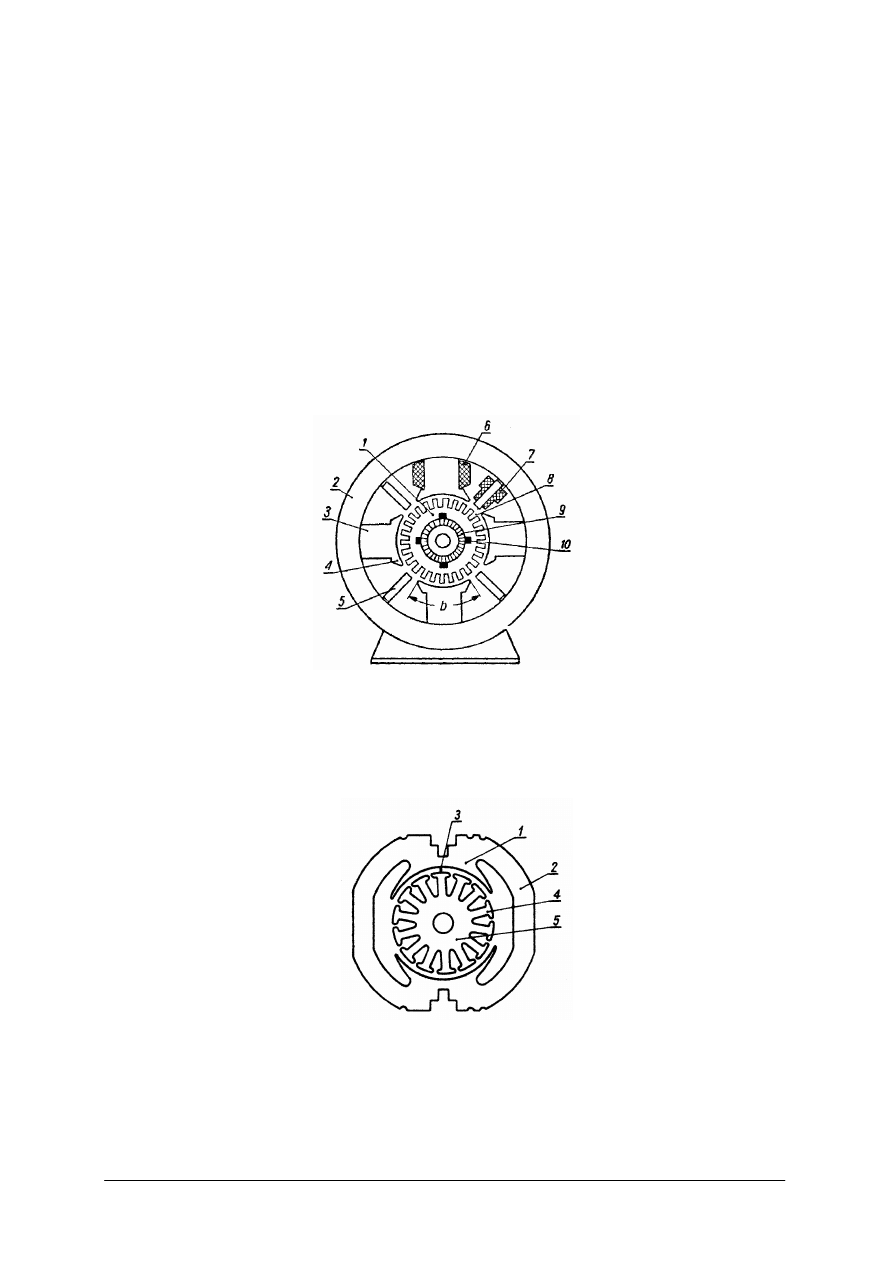
Rys. 3. Szkic budowy maszyny prądu stałego [6]:
1 – twornik, 2 – jarzmo stojana, 3 – biegun główny,
4 – nabiegunnik, 5 – biegun komutacyjny, 6 – uzwojenie
wzbudzające, 7 – uzwojenie biegunów komutacyjnych,
8 – uzwojenie twornika, 9 – komutator, 10 – szczotki,
b – nabiegunnik bieguna.
Rys. 4. Obwód magnetyczny silnika uniwersalnego [6]:
1 – bieguny główne, 2 – jarzmo stojana, 3 – szczelina
powietrzna, 4 – zęby, 5 – jarzmo wirnika.
W maszynach prądu stałego (za wyjątkiem małych maszyn) pole magnetyczne jest
wytwarzane przez elektromagnes, którego uzwojenie jest umieszczone na biegunach
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
głównych. Pole magnetyczne w rdzeniu bieguna jest praktycznie stałe, natomiast
w nabiegunniku występuje pulsacja strumienia spowodowana przez otwarte żłobki wirnika.
Z tego względu, w celu
zmniejszenia strat od prądów wirowych, nabiegunniki i rdzenie
biegunów wykonuje się z pakietu blach. Nabiegunnik bieguna głównego jest zwykle dość
szeroki i zajmuje około 2/3 podziałki biegunowej (b
≈
2/3
τ
)
. Prawie wszystkie maszyny
komutatorowe (za wyjątkiem małych maszyn) są wyposażone w bieguny pomocnicze.
Bieguny pomocnicze są elektromagnesami, których uzwojenie jest umieszczone
najczęściej na litym rdzeniu stalowym. Uzwojenie tych biegunów jest zawsze połączone
szeregowo z uzwojeniem twornika.
Wirnik najczęściej pełni rolę twornika. Składa się on z podzespołów:
−
rdzenia wykonanego z pakietu blach (ze względu na prądy wirowe),
−
uzwojenia twornika umieszczonego w żłobkach rdzenia,
−
komutatora.
Komutator
Komutator składa się z wielu miedzianych wycinków, izolacji i konstrukcji nośnej.
Wycinki wykonywane są z tzw. miedzi twardej komutatorowej: są to pręty o przekroju
trapezowym ciągnionym na zimno. Zwiększenie trwałości uzyskuje się dzięki domieszkom
kadmu lub chromu.
Dla mocowania końców uzwojeń w komutatorze, w wycinkach komutatora wykonywane
są specjalne wycięcia (na rys. 5 wycięcia zaznaczone są liniami przerywanymi). Przy małej
średnicy komutatora lutowanie przewodów do wycinków komutatora wykonuje się przy
pomocy chorągiewek.
Komutator osadzony jest na wale wirnika, na specjalnej piaście (rys. 5). Wycinki
komutatora są izolowane od siebie mikanitem, odizolowane są także od piasty. Grubość
izolacji międzywycinkowej wynosi od 0,2 ÷ 2 mm (w zależności od napięcia maszyny).
Szerokość wycinka wynosi zwykle kilka milimetrów.
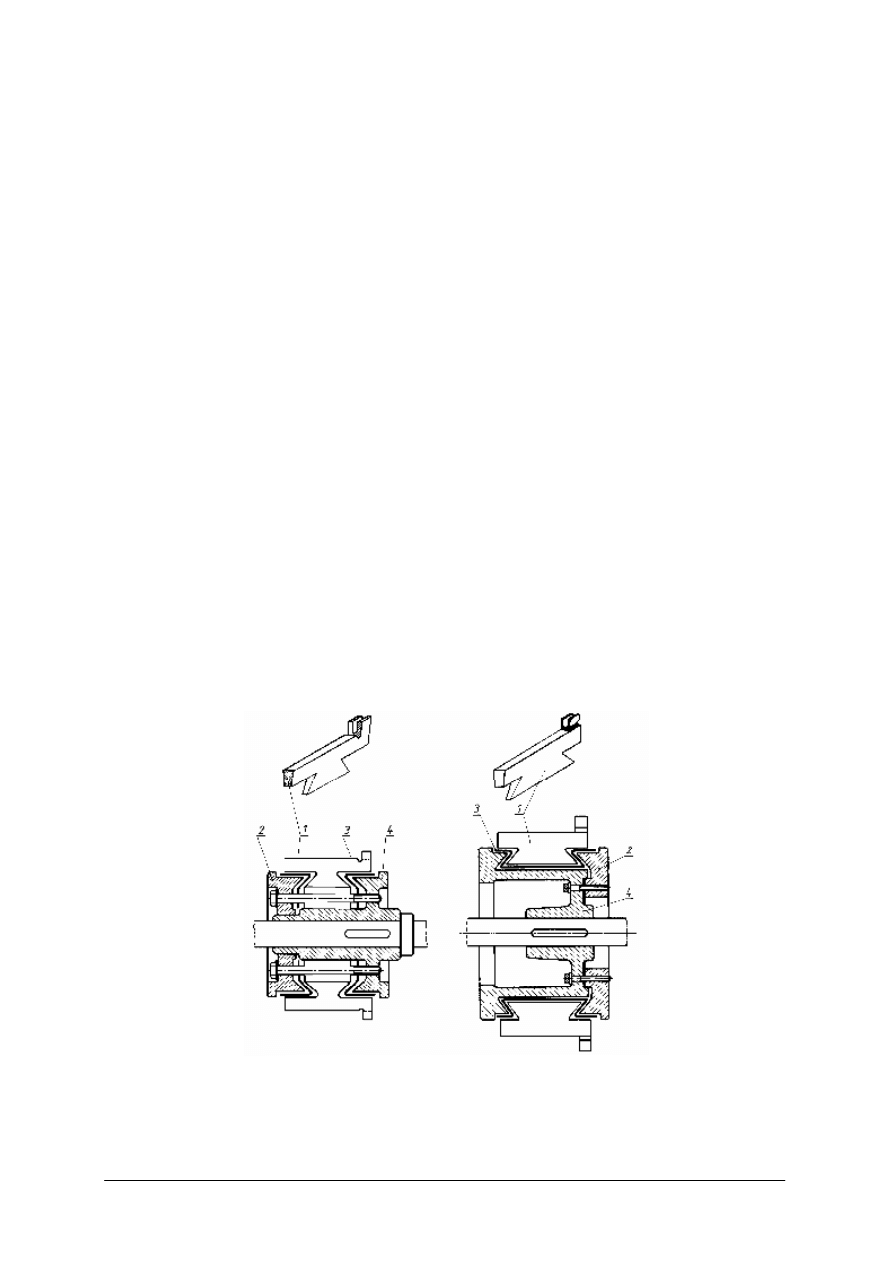
Rys. 5. Budowa komutatora [1]:
1 – wycinek komutatora, 2 – pierścień dociskowy,
3 – kołnierz mikanitowy, 4 – piasta.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
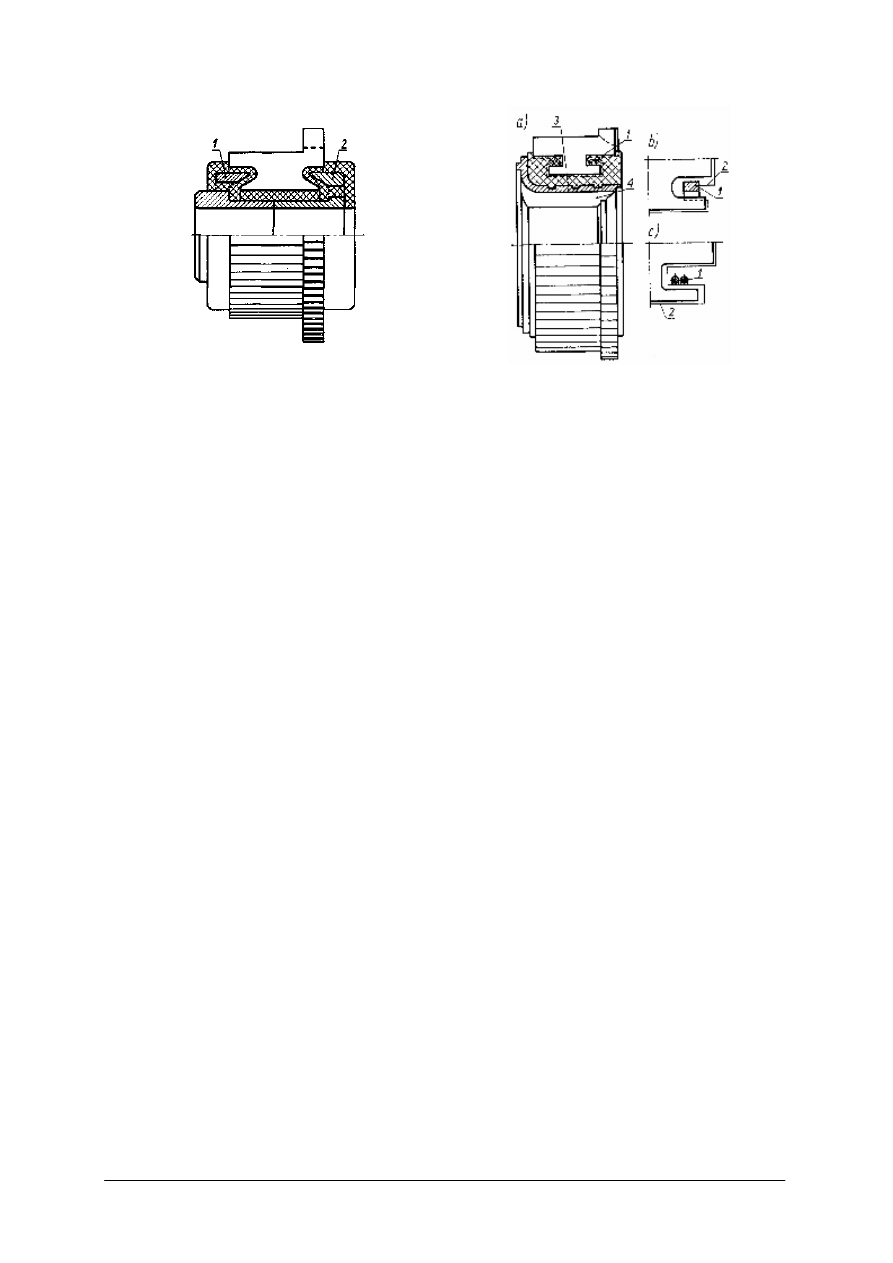
Rys. 6. Komutator o wycinkach zaprasowanych
w korpusie z tłoczywa wzmocnionym stalowymi
pierścieniami stożkowymi [2]:
1 – pierścień wzmacniający, 2 – przekładka
mikanitowa.
Rys. 7. Komutator o wycinkach zaprasowanych
w korpusie z tłoczywa wzmocnionym pierścieniami
[2]:
a), c) – pierścienie z drutu, b) – pierścienie z pręta
o przekroju prostokątnym, 1 – pierścień wzmacniający,
2 – przekładka mikanitowa, 3 – tuleja stalowa,
4 – wzdłużny otwór wentylacyjny.
Szczotki
W komutatorowych maszynach elektrycznych zestyk ślizgowy zapewnia szczotka.
W zależności od napięcia, prądu, prędkości kątowej, styku ślizgowego oraz indukcyjności
zezwojów komutujących stosowane są różne rodzaje szczotek. W maszynach na duże prądy
i małe napięcia (rozruszniki, spawarki) stosuje się szczotki o możliwie małym spadku napięcia
na styku ślizgowym (wykonane z miedziografitu lub brązografitu). W maszynach na wyższe
napięcia stosuje się szczotki elektrografitowe o spadku napięcia na styku ślizgowym rzędu
2 V.
Dla zwiększenia rezystancji w obwodzie zezwoju zwartego w czasie komutacji oraz dla
zapewnienia lepszej stabilności mechanicznej styku ślizgowego często stosuje się szczotki
składające się z dwóch, a niekiedy z trzech części.
W przypadku wymiany szczotek należy pamiętać, aby stosować zawsze szczotki jednego
typu zalecanych przez producenta maszyny. Jeśli to jest niemożliwe, można stosować inny typ
szczotek o podobnych charakterystykach, ale wówczas należy wymienić wszystkie szczotki
w maszynie. Zastosowanie różnych typów szczotek może spowodować nierównomierne
obciążenie poszczególnych szczotek i wskutek tego można doprowadzić do pogorszenia
jakości komutacji.
Uzwojenia
W komutatorowej maszynie występują uzwojenia:
−
uzwojenie biegunów głównych (uzwojenie wzbudzające) – zadaniem jego jest
wytworzenie głównego pola magnetycznego w maszynie; wykonane jest w postaci cewki
nałożonej na biegun; w przypadku pola magnetycznego wytworzonego przez magnes
trwały, uzwojenia wzbudzającego nie ma,
−
uzwojenie biegunów komutacyjnych – służy do poprawy warunków pracy maszyny;
wykonane jest podobnie do uzwojenia biegunów głównych, nie występuje w maszynach
małej mocy,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
−
uzwojenie twornika umieszczone na wirniku; sposób wykonania tego uzwojenia wpływa
na wartość napięcia w prądnicy lub wartość momentu w silniku; uzwojenia twornika są
dość różnorodne i złożone.
Uzwojenia wzbudzenia i twornika mogą być połączone szeregowo lub równolegle.
W związku tym istnieją dwie główne grupy silników: silniki szeregowe i silniki bocznikowe.
Silniki szeregowe
W silniku szeregowym prądu przemiennego zmienia się jednocześnie kierunek prądu
w tworniku i kierunek strumienia wytworzonego przez uzwojenie szeregowe, dlatego też
kierunek momentu napędowego pozostaje nie zmieniony. W stojanie znajduje przemienny
strumień, dlatego dla zmniejszenia strat w rdzeniu silnika bieguny i jarzmo wykonuje się
z blach. Silnik może pracować przy zasilaniu zarówno prądem stałym, jak i przemiennym,
silniki tak wykonane noszą nazwę silników uniwersalnych.
Zasada działania jednofazowego szeregowego silnika komutatorowego jest taka sama jak
silnika szeregowego prądu stałego.
Charakterystyki mechaniczne silników jednofazowych szeregowych są podobne do
charakterystyk silników szeregowych prądu stałego.
Regulację prędkości obrotowej silnika jednofazowego szeregowego małej mocy uzyskać
można przez:
−
szeregowe włączenie rezystancji w obwód zasilania tego silnika,
−
zmianę liczby zwojów uzwojenia wzbudzającego.
Budowa tych silników jest stosunkowo prosta.
Silniki dużych mocy wyposażone są dodatkowo w:
−
uzwojenie kompensacyjne – pozwala ono skompensować indukcyjność główną uzwojenia
twornika,
−
bieguny komutacyjne – zadaniem jest poprawa warunków komutacji.
Silniki bocznikowe
Silnik komutatorowy jednofazowy o wzbudzeniu bocznikowym ma taką samą budowę,
jak silnik szeregowy, lecz uzwojenie wzbudzające jest wykonane z drutu o znacznie mniejszym
przekroju i ma dużą liczbę zwojów. Uzwojenie wirnika posiada bardzo małą reaktancję
a uzwojenie wzbudzające, które jest włączone równolegle do niego, ma reaktancję znacznie
większą.
Aby w silniku powstał moment elektromagnetyczny, należy skompensować indukcyjność
uzwojenia wzbudzającego. W tym celu w obwód wzbudzenia włącza się odpowiednio dobraną
pojemność C. Ze względu na tę niekorzystną właściwość silników bocznikowych, silniki te
w praktyce stosowane są rzadko.
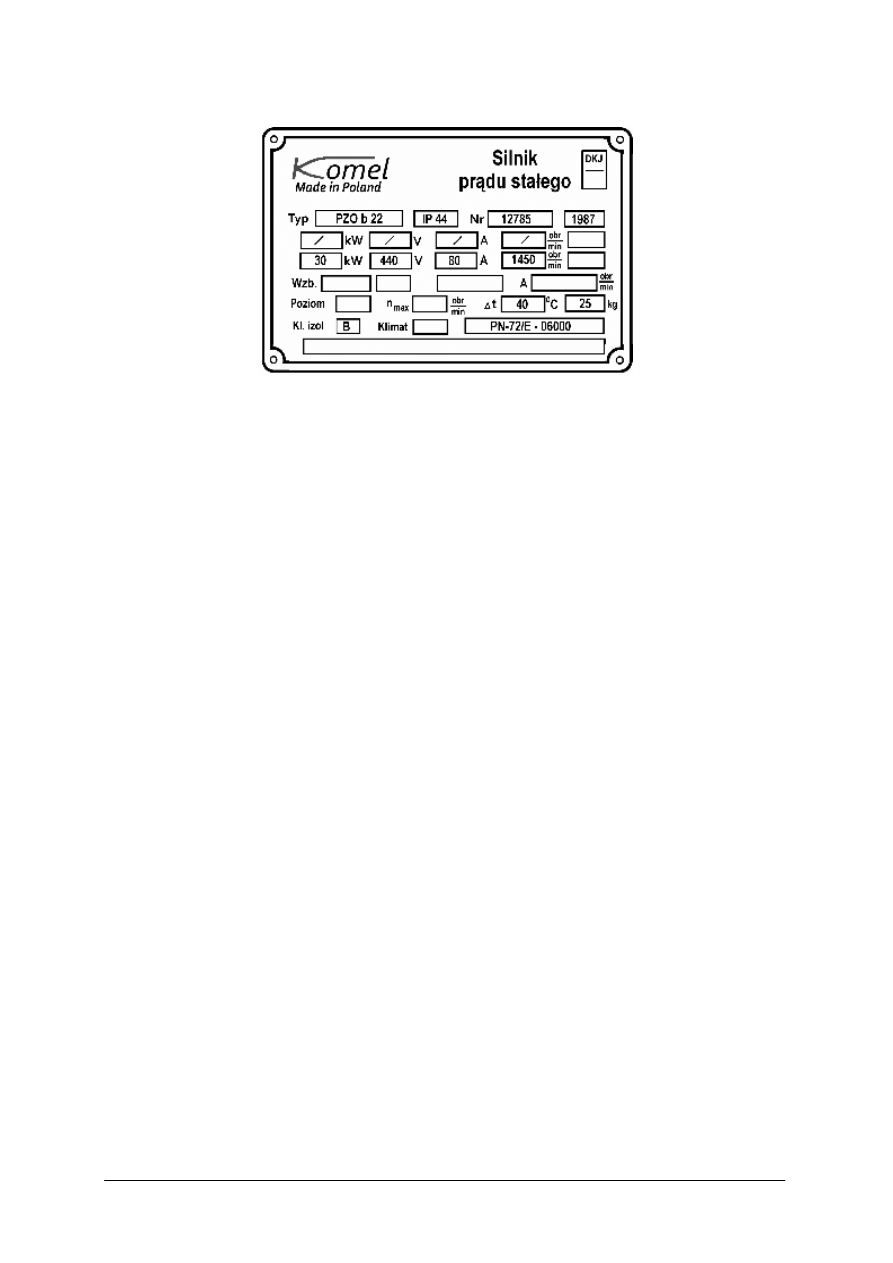
Tabliczka znamionowa
Na tabliczce znamionowej umieszcza się podstawowe wielkości znamionowe mające
istotny wpływ na właściwości silnika. Wszystkie dane znamionowe, które nie zostały
umieszczone na tabliczce znamionowej maszyny oraz informacje dodatkowe (np. wymiary)
podaje się w katalogach silników.
Na tabliczce znamionowej silnika powinny znajdować się następujące dane:
−
moc znamionowa P
N
,
−
napięcie znamionowe uzwojenia stojana U
1N
,
−
prąd znamionowy uzwojenia stojana I
1N,
−
prędkość obrotowa znamionowa wirnika n
N
.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Rys. 8. Tabliczka znamionowa [1].
W katalogach silników znajdują się wszystkie dane tabliczki znamionowej oraz
dodatkowo:
−
u – przeciążalność znamionowa momentem – stosunek momentu użytecznego
krytycznego M
k
do momentu użytecznego znamionowego M
N
,
−
I
1rN
– prąd rozruchowy znamionowy (jako krotność prądu znamionowego I
1N
)
−
M
rN
– moment użyteczny rozruchowy znamionowy (jako krotność momentu użytecznego
znamionowego M
N
) przy rozruchu bezpośrednim silnika,
−
I
10N
– prąd jałowy silnika,
−
J – moment bezwładności,
−
wymiary gabarytowe,
−
zasady montażu,
−
warunki eksploatacji silnika,
−
i inne dane ekspolatacyjne.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie cechy charakterystyczne wykazują silniki komutatorowe prądu przemiennego?
2. Jakie cechy charakterystyczne mają silniki uniwersalne?
3. Jak reguluje się prędkość obrotową w silnikach szeregowych komutatorowych?
4. Jak jest zbudowany obwód magnetyczny maszyny komutatorowej prądu stałego?
5. Jak jest zbudowany obwód magnetyczny maszyny komutatorowej prądu przemiennego?
6. Który element najczęściej spełnia rolę twornika a który magneśnicy?
7. Dlaczego jarzmo maszyny komutatorowej prądu stałego można wykonywać nie tylko
z blachy?
8. Jak wykonuje się izolację blach stojana i wirnika maszyny komutatorowej?
9. Jaka jest rola kadłuba maszyny komutatorowej?
10. Jaka jest rola szczotek?
11. Jaka jest rola wirników maszyn komutatorowych.
12. Jaką rolę spełnia komutator?
13. Co to jest tabliczka zaciskowa i do czego ona służy?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ podstawowe parametry silnika komutatorowego prądu stałego na podstawie
tabliczki znamionowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić rodzaj silnika otrzymanego do wykonania ćwiczenia,
2) spisać z tabliczki znamionowej dane,
3) przedstawić znamionowe parametry silnika.
Wyposażenie stanowiska pracy:
−
silnik komutatorowy prądu stałego,
−
zestawy tabliczek znamionowych silników komutatorowych prądu stałego,
−
zeszyt do ćwiczeń,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie,
−
papier do pisania.
Ćwiczenie 2
Określ podstawowe parametry silnika komutatorowego prądu przemiennego na podstawie
tabliczki znamionowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić rodzaj silnika otrzymanego do wykonania ćwiczenia,
2) spisać z tabliczki znamionowej dane,
3) przedstawić znamionowe parametry silnika.
Wyposażenie stanowiska pracy:
−
silnik komutatorowy prądu przemiennego,
−
zestawy tabliczek znamionowych silników komutatorowych prądu przemiennego,
−
zeszyt do ćwiczeń,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie,
−
papier do pisania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
4.1.2. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) sklasyfikować maszyny komutatorowe ze względu na rodzaj napięcia
zasilania?
2) przedstawić sposób chłodzenia w maszynie komutatorowej?
3) odczytać dane z tabliczki znamionowej?
4) objaśnić budowę obwodu magnetycznego maszyny komutatorowej prądu
stałego?
5) objaśnić budowę obwodu magnetycznego maszyny komutatorowej prądu
przemiennego?
6) zanalizować różnice we właściwościach pomiędzy silnikiem
komutatorowym prądu stałego a silnikiem komutatorowym prądu
przemiennego?
7) omówić rolę, jaką spełniają wycinki komutatora?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
4.2. Uzwojenia i ich schematy
4.2.1. Materiał nauczania
4.2.1.1. Rodzaje uzwojeń
Podział uzwojeń silników komutatorowych ze względu na funkcję, jaką spełniają
w obwodzie elektrycznym maszyny:
−
uzwojenie wzbudzenia – uzwojenie zasilane; zadaniem jego jest wytworzenie pola
magnetycznego, występuje w silnikach komutatorowych prądu stałego i przemiennego.
−
uzwojenie twornika – uzwojenie, w którym indukują się napięcia.
−
uzwojenie komutacyjne,
−
uzwojenia kompensacyjne.
Podział uzwojeń ze względu na sposób sprzężenia ze strumieniem magnetycznym:
−
skupione – wszystkie zwoje sprzężone są z całym strumieniem głównym,
−
rozłożone – sprzężone są w danej chwili z różną liczbą linii głównego pola
magnetycznego.
−
Rys. 9. Zezwój 3-zwojny (N = 3) [1]:
a) schemat elektryczny, b) szkic.
Boki uzwojeń leżące w żłobkach są bokami czynnymi. Połączenia tych boków (znajdują
się one poza rdzeniem – patrz rys. 10) noszą nazwę połączeń czołowych i powinny być jak
najkrótsze. Szeregowo połączone zwoje o liczbie N tworzą zezwój.
Rys. 10. Zwój uzwojenia [1]:
a) zwój falisty, b) zwój pętlicowy,
1 – boki, 2 – połączenia czołowe, Y – poskok uzwojenia.
Stosując różne kryteria można dokonać podziału uzwojeń:
1) podział ze względu na kształt zezwoju:
−
pętlicowe:
−
proste a = p,
−
dwukrotne a = 2p,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
−
faliste:
−
proste a = 1,
−
wielokrotne a = m, gdzie m oznacza krotność uzwojenia.
2) podział ze względu na rozpiętość zezwoju:
−
średnicowe – uzwojenie, którego poskok równa się podziałce biegunowej,
−
skrócone (cięciwowe) – uzwojenie, którego poskok różni się od podziałki
biegunowej. Ponieważ poskok jest najczęściej mniejszy od podziałki biegunowej,
dlatego uzwojenie takie nazwa się uzwojeniem skróconym (rys. 11).
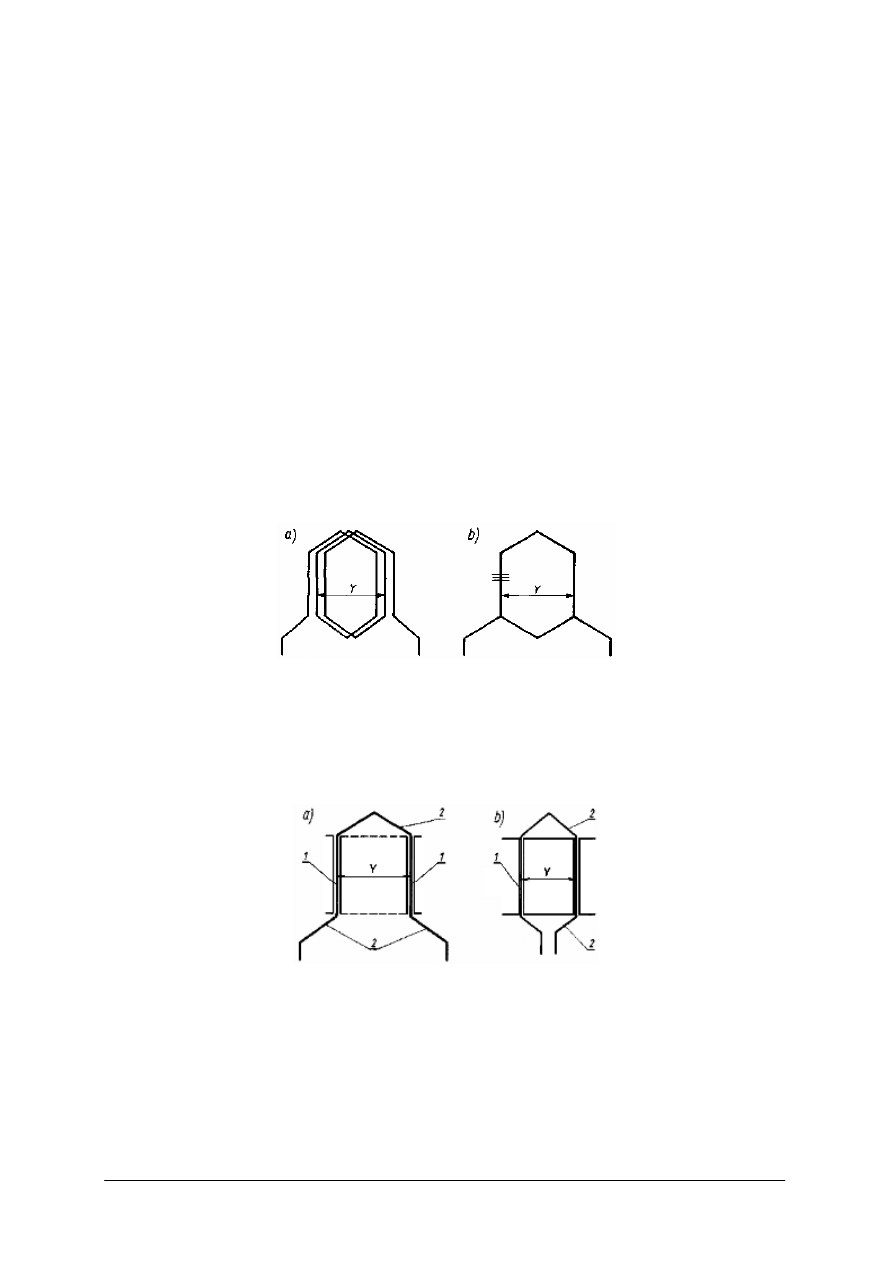
Rys. 11. Rozpiętość zezwojów w maszynie dwubiegunowej [3]:
a) rozpiętość zezwojów w maszynie dwubiegunowej,
b) strumień obejmowany przez zezwoje:
– a-b zezwój średnicowy,
– a-c zezwój cięciwowy skrócony,
– a-d zezwój cięciwowy wydłużony.
4.2.1.2. Podstawowe parametry uzwojeń oraz ich schematy
Wielkości charakterystyczne opisujące uzwojenia i występujące między nimi zależności
Q – liczba żłobków na tworniku,
K – liczba wycinków komutatora,
Z = Q∙u – liczba boków zezwojów na tworniku,
U – liczba boków zezwoju na żłobek i warstwę,
a – liczba par gałęzi równoległych,
– podziałka biegunowa – jest to odległość między osiami dwu sąsiednich
różnoimiennych biegunów, mierzona na obwodzie maszyny (wewnętrzny
obwód stojana lub zewnętrzny obwód wirnika o średnicy D). Określa ona
również odległość między sąsiednimi osiami neutralnymi, tj. miejscami,
w których wartość indukcji w szczelinie jest równa zeru.
−
podziałka biegunowa wyrażona w jednostkach długości:
p
πD
τ
2
=
,
τ
−
wyrażona liczbą żłobków:
p
Q
τ
2
p
=
,
N
c
– zwojność zezwoju (liczba zwojów w zezwoju),
N – liczba zwojów połączonych w szereg,
Y
c
– poskok komutatorowy,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Y
Q
– poskok żłobkowy – rozpiętość zezwoju mierzona w żłobkach, tzn.
odległość między lewym a prawym bokiem tego samego zezwoju, mierzona
liczbą żłobków,
Y
1
= uY
Q
+ 1 – poskok częściowy pierwszy (rozpiętość zezwoju) – odległość między
lewym a prawym bokiem tego samego zezwoju, mierzona liczbą boków na
obwodzie twornika,
Y
2
– poskok częściowy drugi – odległość między prawym bokiem jednego
zezwoju a lewym kolejno z nim połączonego zezwoju następnego, mierzona
liczbą boków na obwodzie twornika,
Y=Y
t
± Y
2
, Y
= 2Y
c
– poskok całkowity – odległość między lewymi (albo prawymi) bokami
kolejno ze sobą połączonych zezwojów, mierzona liczbą boków na
obwodzie twornika,
Y
c
– poskok komutatorowy – odległość między początkiem a końcem zezwoju,
mierzona liczbą wycinków komutatora,
Y
sz
– poskok szczotkowy – odległość między dwiema sąsiednimi różnoimiennymi
szczotkami, mierzona liczbą wycinków komutatora.
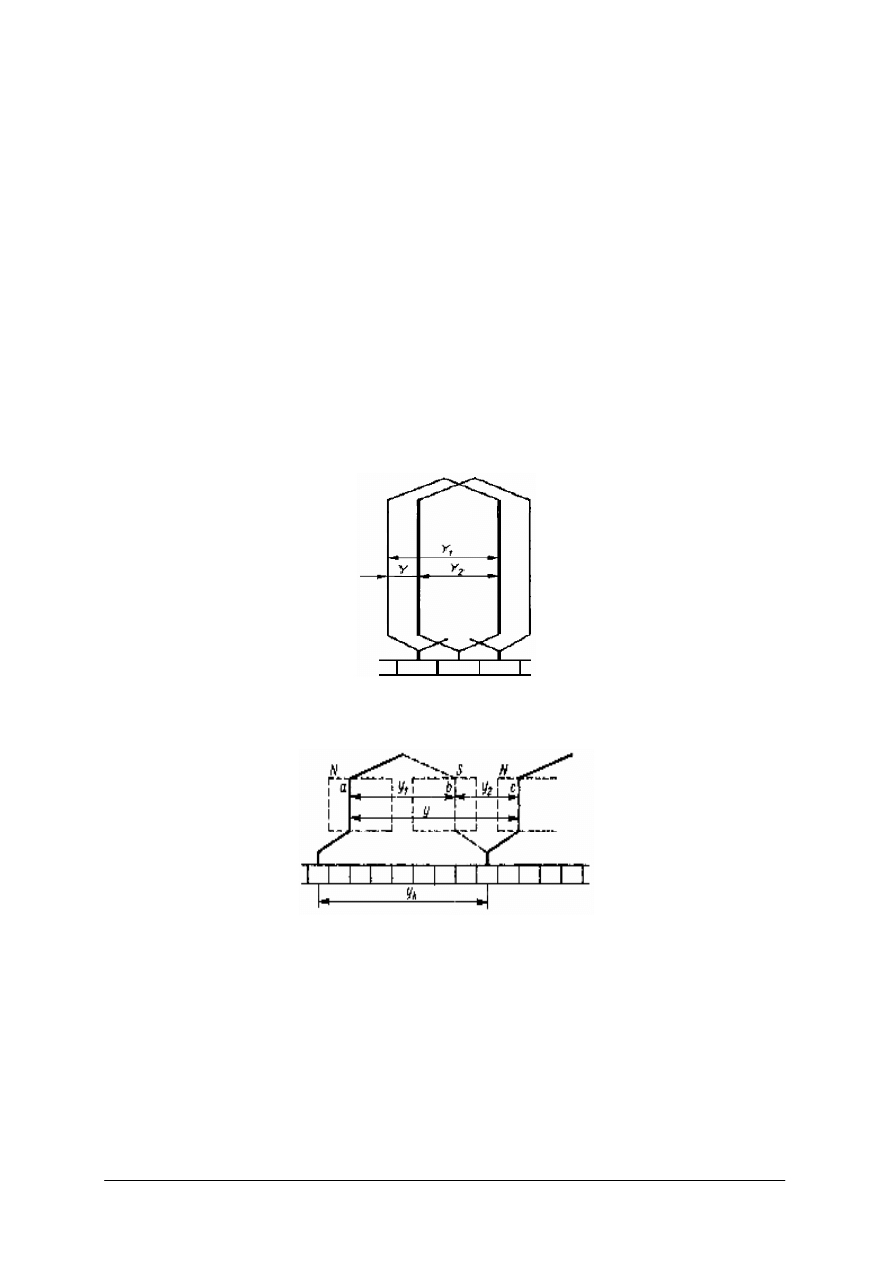
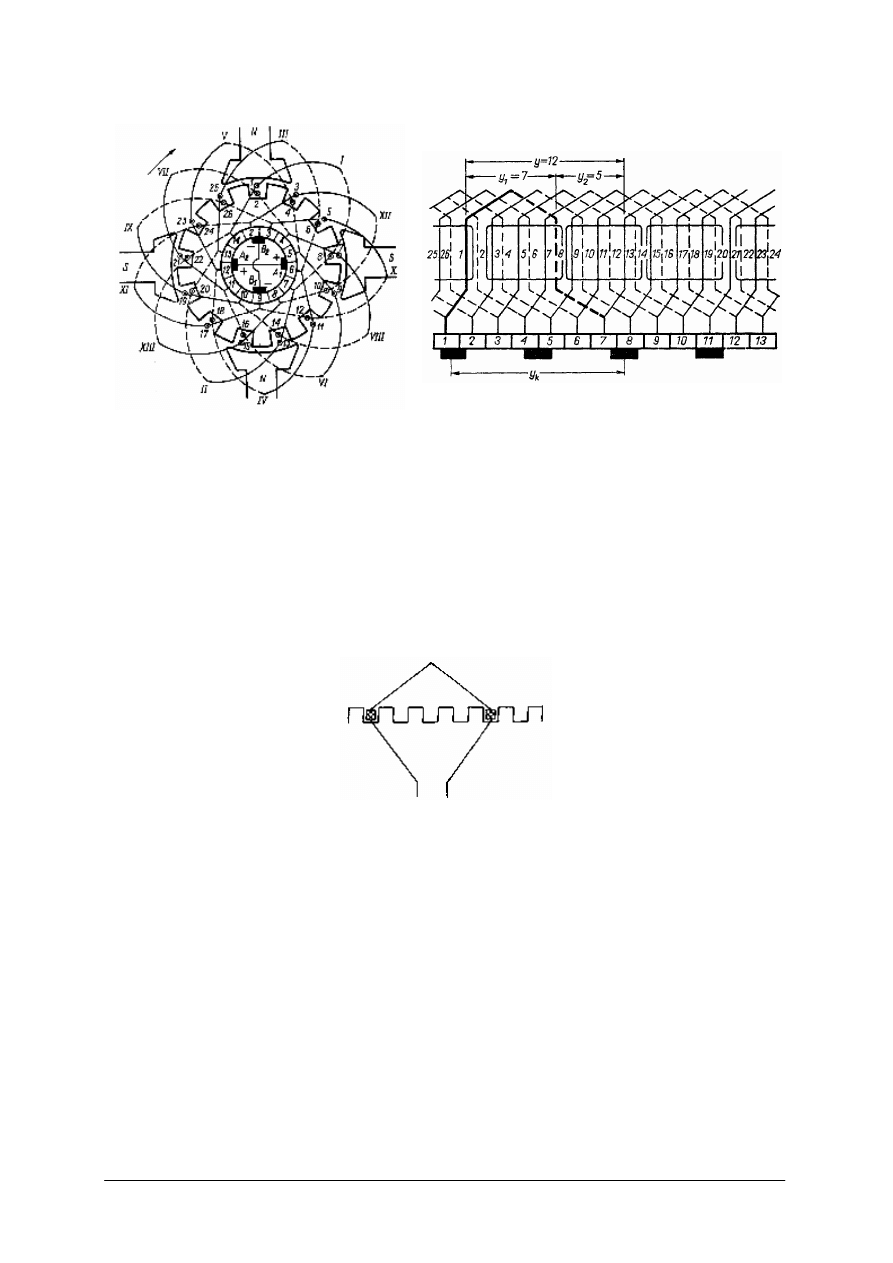
Rys. 12. Poskoki w uzwojeniu pętlicowym prostym [3]:
Y – poskok całkowity uzwojenia, Y
1
– poskok częściowy pierwszy,
Y
2
– poskok częściowy drugi.
Rys. 13. Poskoki w uzwojeniu falistym prostym [3].
Sposoby rysowania schematów uzwojenia:
−
schematy rozwinięte na płaszczyźnie (rys. 15, 16b), w których przedstawia się żłobki
iwycinki
komutatora uporządkowane w kolejności tak samo jak w maszynie. Cały zezwój,
zawierający N
c
zwojów, rysuje się w postaci dwóch boków połączonych przewodami,
reprezentującymi połączenie czołowe. Linią ciągłą oznacza się boki leżące w górnej
warstwie żłobka, a linią przerywaną – boki leżące w dolnej warstwie. Po stronie
komutatora rysuje się połączenia końców zezwojów z poszczególnymi wycinkami, a po
stronie przeciwnej rysuje się połączenia czołowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
−
schematy kołowe (biegunowe) uzwojeń (rys. 16a). Przedstawiają one widok maszyny
z przodu z uwidocznionymi połączeniami czołowymi tylnymi.
Rys. 14. Uzwojenie pętlicowe proste [4]:
2p = 4, Q = 16, K = 16, u = 2.
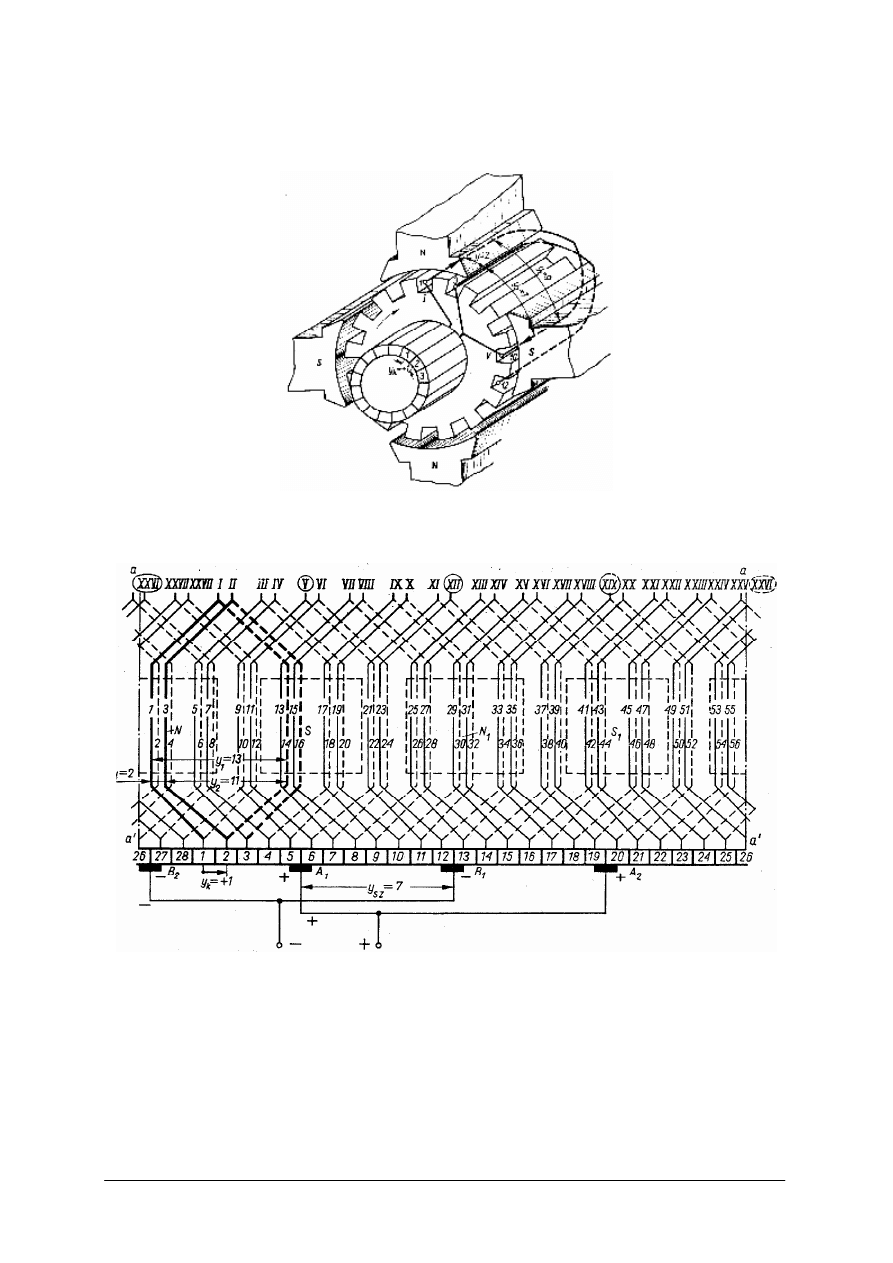
Rys. 15. Rozwinięty schemat uzwojenia pętlicowego prostego o parametrach [4]:
Q = 14, K = 18, 2p = 4, u = 4
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
a) schemat kołowy
b) schemat płaski
Rys.16. Uzwojenie faliste proste [4]
4.2.1.3. Budowa uzwojeń
Uzwojenie jednowarstwowe
Uzwojenie jednowarstwowe jest to uzwojenie, w którym wszystkie boki zezwojów leżące
w żłobkach tworzą jedną warstwę.
Bok zezwoju, zawierający w sobie N
c
zwojów, może wypełniać cały żłobek. Na
rysunku 17 przedstawiony jest schemat rozmieszczenia boków zezwojów w żłobkach
uzwojenia bębnowego jednowarstwowego. Pokazany jest przekrój boków w żłobkach,
schemat połączeń czołowych tylnych.
Rys. 17. Schemat
rozmieszczenia
boków
zezwojów
w żłobkach
uzwojenia
bębnowego jednowarstwowego [3].
Uzwojenie wykonywane jest bezpośrednio na tworniku przez maszyny nazywane
nawijarkami. Tego typu uzwojenie stosuje się najczęściej w maszynach o małych mocach
znamionowych.
Uzwojenie dwuwarstwowe
Uzwojenie bębnowe dwuwarstwowe jest to uzwojenie, w którym boki zezwojów leżące
w żłobkach tworzą dwie warstwy, przy czym lewe boki wszystkich zezwojów leżą w jednej
warstwie, np. górnej, a prawe boki w drugiej warstwie, np. dolnej (rys. 18).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
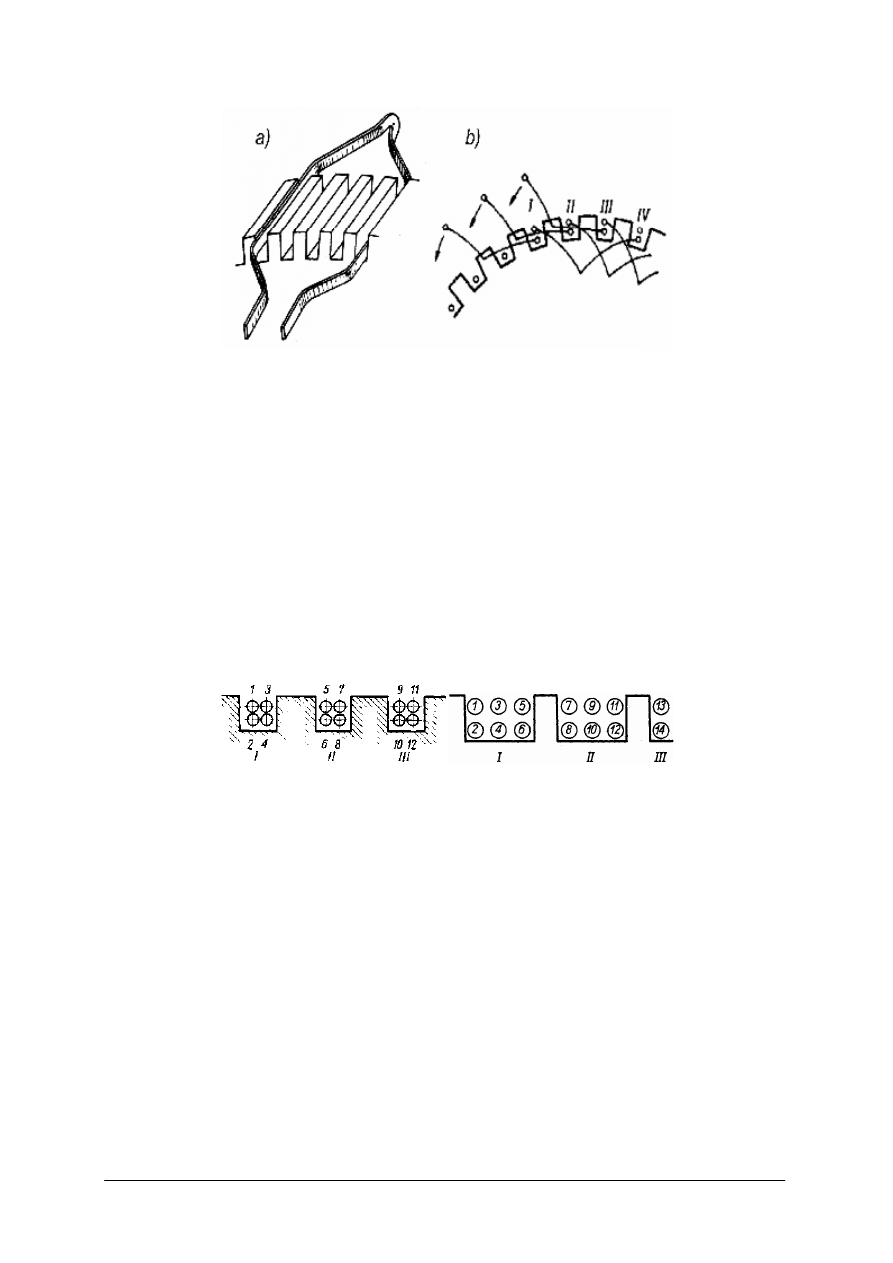
Rys. 18. Ułożenie zezwoju w uzwojeniu bębnowym dwuwarstwowym
oraz wkładanie zezwojów do żłobków twornika [3].
Zezwoje uzwojenia dwuwarstwowego są wykonane poza twornikiem na odpowiednich
szablonach, a do żłobków twornika są wkładane już w postaci ukształtowanej. Na rysunku 18a
pokazano ułożenie zezwoju w uzwojeniu bębnowym dwuwarstwowym, a na rys. 18b sposób
wkładania zezwojów uzwojenia dwuwarstwowego do żłobków. Boki prawe układa się w
dolnej warstwie uzwojenia. Pierwsze boki lewe zostają chwilowo nie włożone do żłobka. Te
boki wkłada się do górnych warstw żłobków dopiero wtedy, kiedy trafiają one do żłobków
z włożonymi już prawymi bokami w dolnej warstwie. Następne zezwoje wkłada się i bokiem
lewym (warstwa górna) i bokiem prawym (warstwa dolna). Po obejściu obwodu twornika
i włożeniu wszystkich boków prawych do warstwy dolnej, wkłada się do warstwy górnej te
boki lewe, które początkowo nie zostały włożone do żłobków.
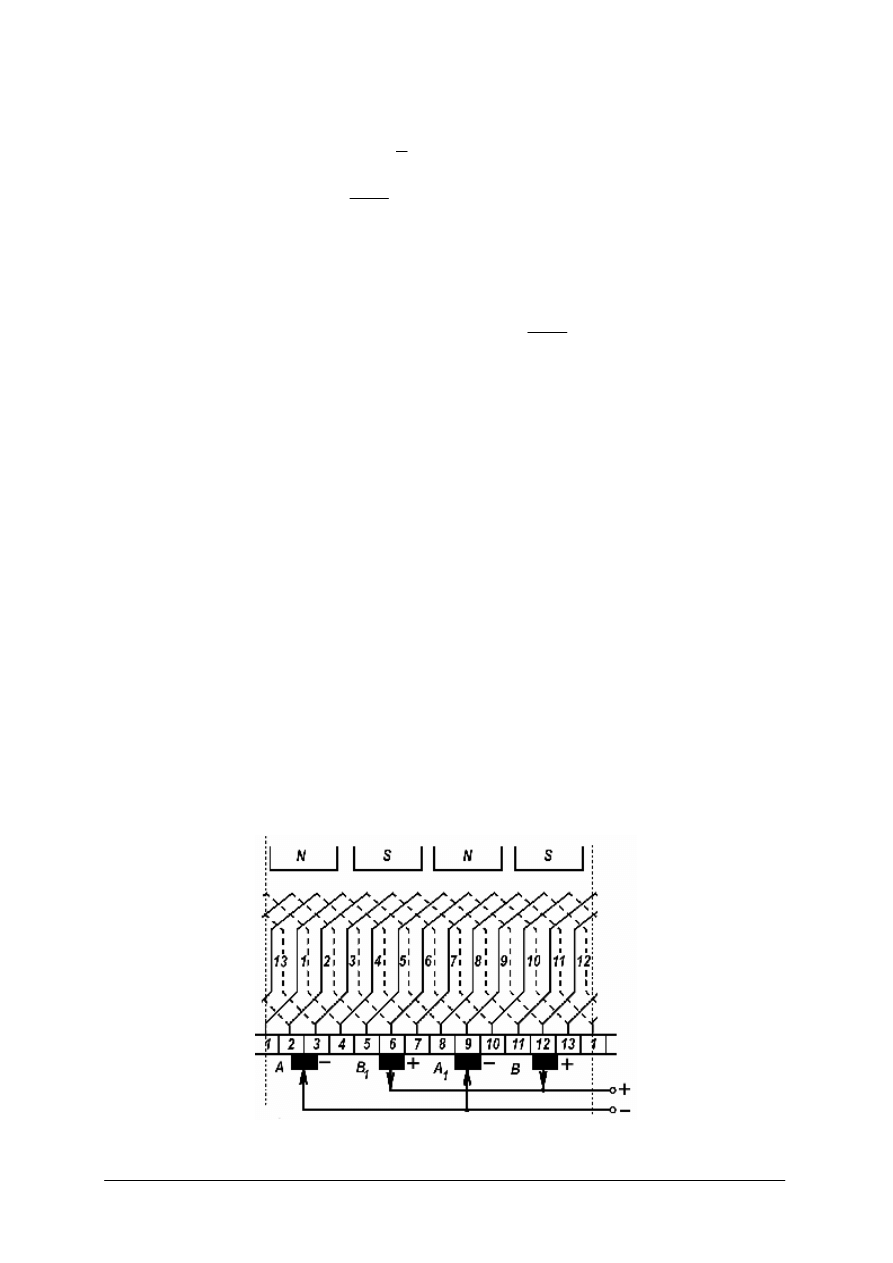
Na rysunku 19 pokazana jest jedna z zasad numeracji boków uzwojenia dwuwarstwowego
w żłobkach.
Rys. 19. Zasada numeracji boków i żłobków uzwojenia dwuwarstwowego dla u = 2 i u = 6 [3]
4.2.1.4. Komutacja
Komutacja
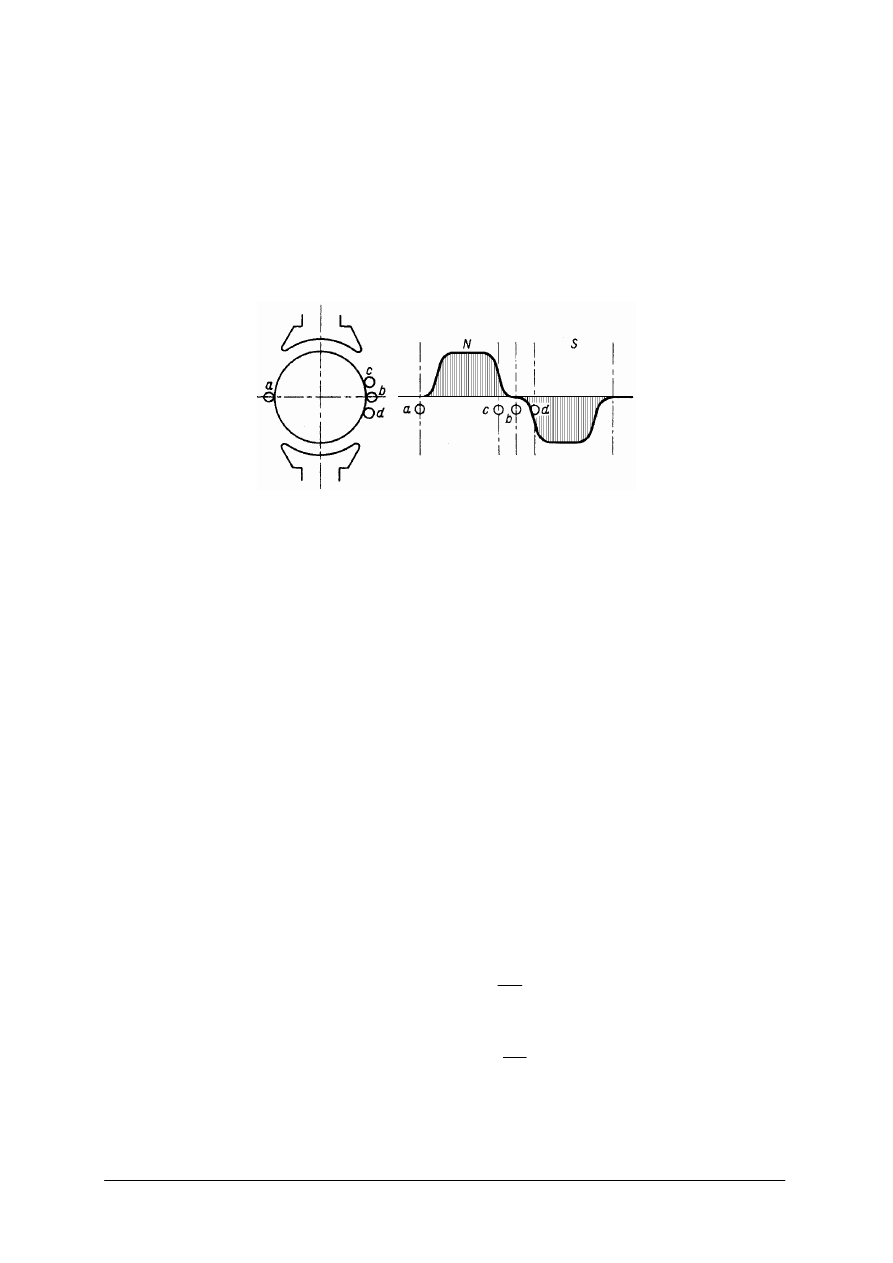
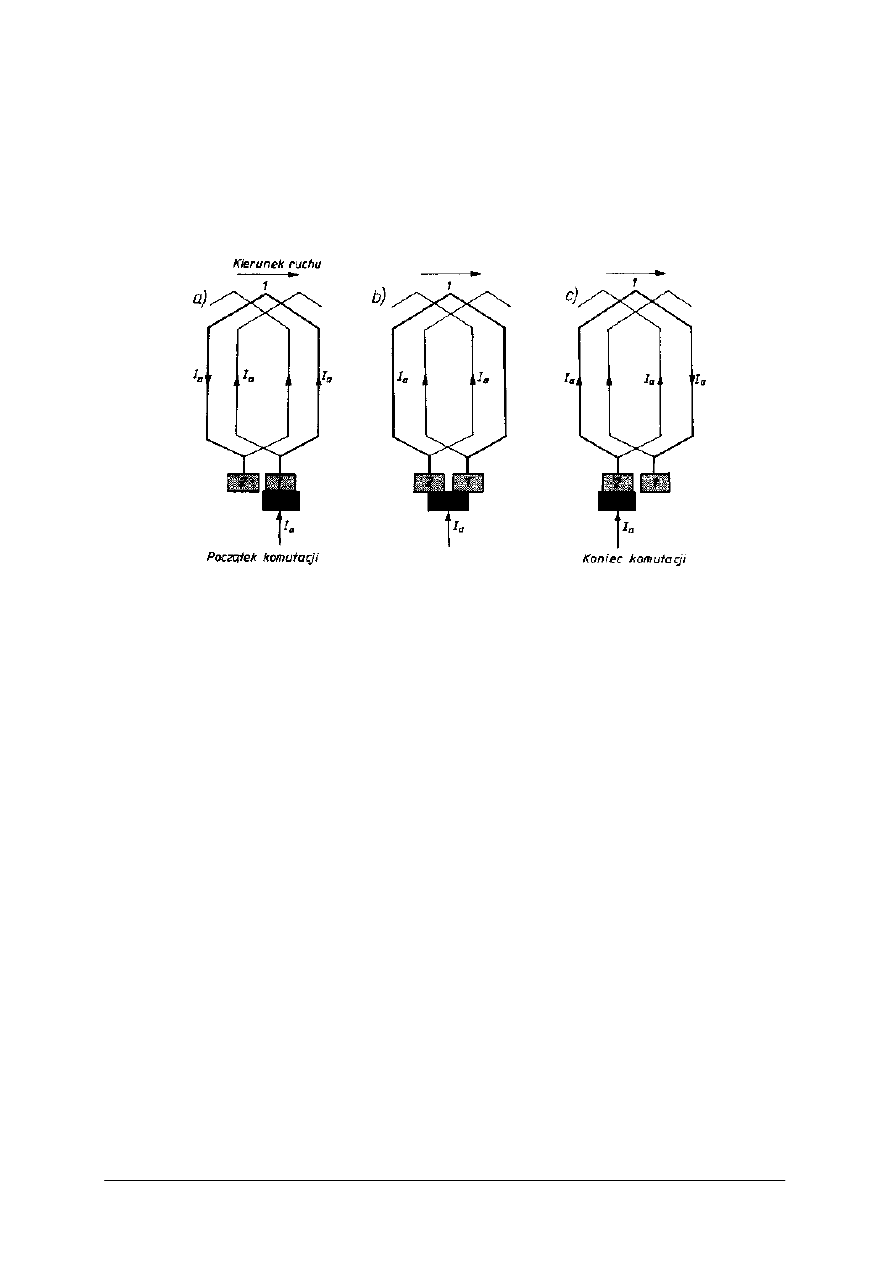
Zezwój, przemieszczając się ze strefy jednego bieguna głównego, wchodzi w strefę
neutralną, w której znajdują się szczotki (rys. 20a). Przechodząc z jednej gałęzi równoległej do
drugiej, następuje w nim zmiana kierunku prądu na przeciwny. Zmiana kierunku prądu
następuje więc w chwili, gdy zezwój jest zwierany przez szczotkę (rys. 20b). Proces zmiany
kierunku prądu w zezwoju i występujący przy tym zespół zjawisk nazywamy komutacją.
Zła komutacja wywołuje iskrzenie, które może być przyczyną zniszczenia szczotek
i komutatora.
Przyczyny złej komutacji:
−
mechaniczne:
−
nierówność powierzchni komutatora,
−
zanieczyszczenie lub niecentryczność komutatora,
−
złe przyleganie szczotek,
−
drgania szczotek itp.,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
−
elektromagnetyczne:
−
wysunięcie szczotek ze strefy neutralnej,
−
niewłaściwy przebieg komutacji,
−
zbyt duża wartość napięcia międzywycinkowego,
−
zbyt duża gęstość prądu na styku między szczotką a komutatorem.
Rys. 20. Zmiany kierunku prądu w zezwoju komutowanym [1].
Ocena jakości komutacji
Przy badaniu maszyny ocenia się komutację po intensywności iskrzenia szczotek.
Stopnie iskrzenia:
1
– nieobecność iskier (komutacja ciemna).
1
1
/
4
– słabe punktowe iskrzenie pod nieznaczną częścią szczotki, w przybliżeniu pod
1
/
4
wszystkich szczotek. Przy iskrzeniu określonym tym stopniem na komutatorze nie
pozostają jakiekolwiek ślady.
1
1
/
2
– słabe iskrzenie w przybliżeniu połowy powierzchni wszystkich lub niektórych
szczotek. Taką komutację dopuszcza się również dla wszelkich obciążeń, od stanu
jałowego do pełnego obciążenia znamionowego.
2
– iskrzenie pod większą częścią powierzchni szczotki występujące pod większością lub
pod wszystkimi szczotkami. W przypadku takiej komutacji przy długotrwałej lub
ciągłej pracy pozostają na komutatorze ślady poczernienia, na szczotkach ślady
wypalenia. Taki stopień iskrzenia dopuszczalny jest przy krótkotrwałych
przeciążeniach, zmianach kierunku wirowania (jeżeli przewiduje się sposoby dla
złagodzenia uderzeń prądu).
3
– znaczne iskrzenie wszystkich szczotek niedopuszczalne przy pracy ciągłej lub
długotrwałej. Przy takiej komutacji powierzchnia komutatora czernieje, a szczotki
wypalają się i niszczą. Występuje tu niebezpieczne iskrzenie. Dopuszcza się takie
iskrzenie tylko przy bezpośrednim załączaniu (bez stopni oporowych) lub przy
zmianie kierunku wirowania pod warunkiem, że szczotki i komutator pozostają
w stanie nadającym się do dalszej pracy.
Przy ocenie komutacji według podanych stopni obserwuje się szczotki od strony ich
krawędzi wchodzących i schodzących z wycinków (najwygodniej przy osłoniętym,
zaciemnionym komutatorze). Jest to ocena subiektywna, co jest jej wadą. Pomimo to pozwala
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
ona na zakwalifikowanie maszyny pod względem prawidłowości pracy komutatora
i szczotek.
Rys. 21. Stopnie iskrzenia szczotek [2].
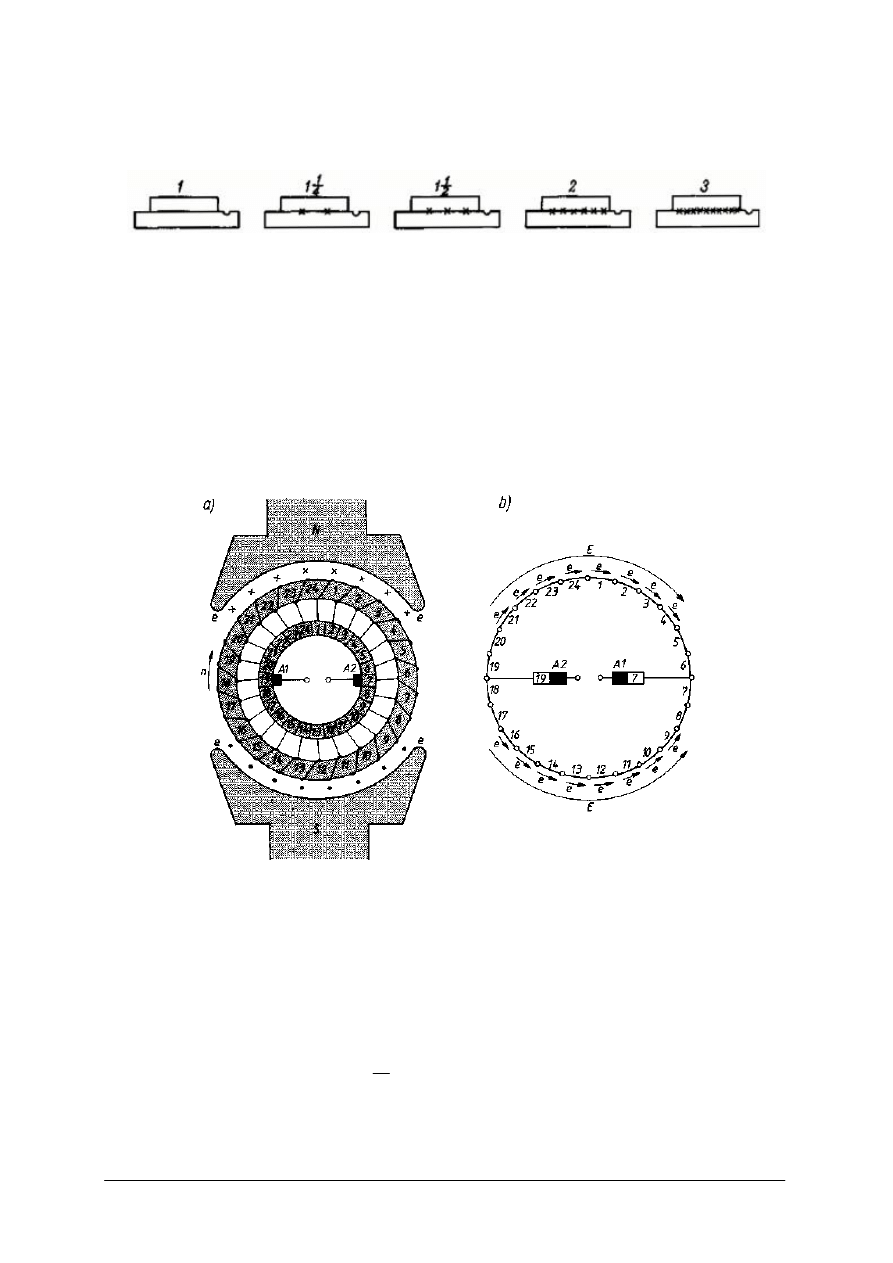
4.2.1.5. Symetria uzwojenia wirnika i ustawienie szczotek
Uzwojenie składające się z zezwojów połączonych ze sobą tworzy obwód zamknięty.
Szczotki odbierające prąd dzielą uzwojenie na gałęzie równoległe (liczba gałęzi
równoległych zależy od rodzaju uzwojenia);
po usunięciu rdzenia wirnika (tylko teoretycznym
usunięciu – w praktyce bez uszkodzenia cewki jest to niemożliwe) gdyby uzwojenie
rozciągnąć, powstałby okrąg – obwód jak na rys. 22b. Przy obracaniu się wirnika
poszczególne zezwoje, a wraz z nimi wycinki komutatora zmieniają swoje położenie, mimo to
schemat elektryczny uzwojenia nie ulega zmianom. Uzwojenie ma stale jedną parę gałęzi
równoległych.
Rys. 22. Uzwojenie maszyny dwubiegunowej [1]:
a) szkic, b) schemat poglądowy.
Warunkiem prawidłowej pracy maszyny prądu stałego jest brak prądów wyrównawczych
między gałęziami równoległymi uzwojenia, czyli w każdej chwili napięcia indukowane w tych
gałęziach powinny być sobie równe.
Uzwojenie musi więc spełniać tzw. warunki symetrii uzwojenia:
1. W każdej gałęzi równoległej musi być taka sama liczba boków, czyli liczba boków
uzwojenia twornika musi być podzielna przez liczbę gałęzi równoległych:
=
a
K
liczba całkowita

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
2. Każdemu bokowi jednej gałęzi musi odpowiadać bok każdej innej gałęzi o takim samym
indukowanym w nim napięciu przy takiej samej indukcji. W każdym żłobku znajdują się co
najmniej dwa boki, dlatego też do spełnienia powyższego warunku wystarczy, aby:
=
a
Q
liczba całkowita
3. Odpowiednie boki wszystkich gałęzi równoległych powinny być rozmieszczone
w jednakowych polach. Aby to było spełnione, na każdą gałąź musi przypadać taka sama
liczba biegunów. Wystarczy więc spełnienie warunku:
=
a
p
2
liczba całkowita
Ponadto muszą być spełnione dodatkowe warunki:
elektryczne:
– każdy zezwój musi mieć taką samą liczbę zwojów,
– w każdym żłobku musi być taka sama liczba boków,
– każdy zezwój musi mieć taki sam poskok,
magnetyczne: – indukcja magnetyczna musi mieć taki sam rozkład pod każdym biegunem,
mechaniczne: – grubość wycinków komutatora musi być jednakowa,
– szczelina powietrzna musi być jednakowa pod wszystkimi biegunami,
– podziałka biegunowa musi mieć stałą wartość.
Dla pracy maszyny prądu stałego ważne jest ustawienie szczotek. Szczotki należy
umieszczać tak, aby zwierały one zezwój, w którym nie indukuje się napięcie, gdy znajduje się
on w strefie neutralnej (obojętnej) tzn. między biegunami, gdzie indukcja magnetyczna jest
równa zeru.
4.2.1.6. Zasady sporządzania schematów uzwojeń
Rodzaje uzwojeń i ich obliczanie
W zależności od wartości napięcia i prądu maszyny zezwoje twornika są łączone:
−
w równoległe gałęzie – dla dużych prądów,
−
szeregowo – dla dużych napięć.
Najczęściej stosowane są uzwojenia:
−
pętlicowe proste i wielokrotne,
−
faliste proste i wielokrotne.
WZORY DO OBLICZANIA PARAMETRÓW UZWOJEŃ
Uzwojenie pętlicowe proste (równoległe)
Uzwojenie pętlicowe nazywa się prostym, gdy Y
c
= 1, tzn. gdy oba zezwoje następujące
po sobie leżą tuż koło siebie i nie są oddzielone zezwojami należącymi do innego uzwojenia.
Uzwojenie pętlicowe proste charakteryzuje się tym, że 2a = 2p (liczba gałęzi
równoległych jest równa liczbie biegunów). Szczotka jest nieco szersza niż wycinek
komutatora.
Zestawienie wzorów dla uzwojenia pętlicowego
Przykładowe dane: Q, 2p, u, Y
c
= l, 2a = 2p,
Obliczenia:
1. Liczba boków w całym uzwojeniu: z = Q∙u
2. Poskok całkowity: Y = 2∙Y
c
= 2
3. Liczba wycinków komutatora:
2
z
K
=

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
4. Poskok żłobkowy (przyjmujemy liczbę całkowitą):
p
Q
Y
2
Q
≤
5. Poskok częściowy pierwszy Y
l
= u∙Y
Q
+ 1
6. Poskok częściowy drugi: Y
2
= Y
l
– Y
Wzory do sprawdzenia symetrii uzwojenia:
;
a
K ∙
;
2
a
p
;
a
Q
muszą być liczbami
całkowitymi.
Uzwojenie pętlicowe wielokrotne
Jeżeli prąd twornika jest znaczny w stosunku do napięcia, to w przypadku stosowania
uzwojenia pętlicowego prostego należy zwiększyć liczbę biegunów, aby zwiększyć liczbę
gałęzi równoległych w uzwojeniu. To wpływa jednak na wzrost kosztu maszyny. Dlatego
skonstruowano uzwojenie pętlicowe dwukrotne, dla którego: 2a = 4p i Y
c
= 2,
Oznacza to, że między sąsiednimi bokami tego samego zezwoju jest umieszczony bok
drugiego uzwojenia, takiego jak poprzednie. Szerokość szczotki w przypadku zastosowania
uzwojenia dwukrotnego jest większa niż szerokość dwóch wycinków komutatora.
Zestawienie wzorów dla uzwojenia pętlicowego dwukrotnego:
Przykładowe dane: Q, 2p, u, Y
c
=2, 2a = 4p,
Obliczenia:
1. Liczba boków w całym uzwojeniu: z = Q∙u
2. Poskok całkowity: Y = 2∙Y
c
= 4
3. Liczba wycinków komutatora:
2
z
K
=
4. Poskok żłobkowy (przyjmujemy liczbę całkowitą):
p
Q
Q
2
Y
≤
5. Poskok częściowy pierwszy: Y
l
= u∙Y
Q
+ 1
6. Poskok częściowy drugi: Y
2
= Y
l
– Y
Sprawdzenie symetrii uzwojenia należy przeprowadzić tak jak dla poprzedniego
uzwojenia.
Uzwojenie faliste proste
W uzwojeniu pętlicowym poszczególne gałęzie równoległe leżą każda pod inną parą
biegunów. Powoduje to niekiedy asymetrię na skutek ewentualnej nierównomierności pól
magnetycznych pod biegunami. Wady tej nie mają uzwojenia faliste, w których każda gałąź
równoległa leży pod wszystkimi biegunami, co eliminuje asymetrię indukowanych sił
elektromotorycznych.
Dla uzwojenia falistego: Y= Y
1
+ Y
2
a poskok komutatorowy:
p
K
Y
1
C
±
=
.
Uzwojenie faliste proste ma zawsze dwie gałęzie równoległe, niezależnie od liczby
biegunów. Zezwoje są łączone szeregowo, stąd uzwojenia faliste noszą nazwę uzwojeń
szeregowych.
Zestawienie wzorów dla uzwojenia falistego prostego
Przykładowe dane: Q, 2p, u, 2a = 2
Obliczenia:
1. Liczba boków w całym uzwojeniu: z = Q∙u
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
2. Poskok całkowity: Y = 2∙Y
c
,
3. Liczba wycinków komutatora:
2
z
K
=
,
4. Poskok komutatorowy:
p
K
Y
1
C
±
=
,
5. Poskok częściowy pierwszy Y
l
= u∙Y
Q
+ 1
6. Poskok częściowy drugi Y
2
= Y
l
– Y
Sprawdzenie symetrii uzwojenia należy przeprowadzić tak jak dla poprzedniego
uzwojenia. Dodatkowo spełniony musi być warunek:
p
K
Y
1
C
±
=
jest liczbą całkowitą.
Uzwojenie faliste wielokrotne
Cechą charakterystyczną uzwojeń wielokrotnych jest to, że liczba gałęzi równoległych
tego uzwojenia nie zależy od liczby biegunów i może być dobrana w granicach: 2 < 2a ≤ 2p.
Uzwojenie to ma cechy uzwojenia falistego prostego, a różni się od niego liczbą gałęzi.
Uzwojenie to powstaje z pojedynczych uzwojeń falistych prostych, przy czym stosuje się tyle
tych uzwojeń, ile ma być par gałęzi równoległych, gdyż każde uzwojenie faliste proste ma
2 gałęzie równoległe Uzwojenie faliste wielokrotne oblicza się wg tych samych wzorów,
co uzwojenie faliste proste.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Czy maszyna prądu stałego może nie mieć uzwojenia wzbudzającego?
2. Jaki jest sposób podziału uzwojenia na gałęzie równoległe?
3. Co znaczy określenie, że uzwojenie powinno być symetryczne?
4. Jakie są warunki symetrii uzwojenia?
5. Co nazywamy strefą neutralną (obojętną) w maszynie?
6. Jak powinny być ustawione szczotki w maszynie i jaka powinna być ich ilość?
7. Czym się różni uzwojenie pętlicowe proste od uzwojenia pętlicowego dwukrotnego?
8. Dla uzwojenia, którego schemat podano na poniższym rysunku, odczytaj wartości
następujących wielkości: Q, 2p, K, y, Y
2
, Y, Y.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
9. Czym się różni uzwojenie pętlicowe od uzwojenia falistego?
10. Jakie zalety ma uzwojenie faliste w stosunku do uzwojenia pętlicowego?
11. Jak dzielimy uzwojenia ze względu na rozpiętość zezwoju?
12. W jakich jednostkach mierzymy odległość boków jednego zezwoju?
13. Jak dzielimy uzwojenia ze względu na rozpiętość zezwoju?
4.2.3. Ćwiczenia
Ćwiczenie 1
Narysuj schemat rozwinięty uzwojenia pętlicowego na podstawie przedstawionego
modelu wirnika z przeciętymi połączeniami czołowymi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z przedstawionym modelem wirnika z przeciętymi połączeniami czołowymi
uzwojenia pętlicowego,
2) sprawdzić, ilu piętrowe jest to uzwojenie,
3) sprawdzić, ilu warstwowe jest to uzwojenie,
4) określić poszczególne poskoki uzwojenia,
5) określić ilość zwojów zezwoju,
6) narysować schemat rozwinięty uzwojenia,
7) dokonać analizy przeprowadzonego ćwiczenia.
Wyposażenie stanowiska pracy:
−
plansze, foliogramy różnego rodzaju uzwojeń silników komutatorowych,
−
model wirnika z przeciętymi połączeniami czołowymi
uzwojenia pętlicowego,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie,
−
papier do pisania.
Ćwiczenie 2
Narysuj schemat rozwinięty uzwojenia falistego na podstawie przedstawionego modelu
wirnika z przeciętymi połączeniami czołowymi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z przedstawionym modelem wirnika z przeciętymi połączeniami czołowymi
uzwojenia falistego,
2) sprawdzić ilu piętrowe jest to uzwojenie,
3) sprawdzić ilu warstwowe jest to uzwojenie,
4) określić poszczególne poskoki uzwojenia,
5) określić ilość zwojów zezwoju,
6) narysować schemat rozwinięty uzwojenia,
7) dokonać analizy przeprowadzonego ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Wyposażenie stanowiska pracy:
−
plansze, foliogramy różnego rodzaju uzwojeń silników komutatorowych,
−
model wirnika z przeciętymi połączeniami czołowymi
uzwojenia falistego,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie,
−
papier do pisania.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wskazać, które z uzwojeń jest tańsze z punktu widzenia zużycia materiału
nawojowego?
2) określić rozpiętość zezwoju na podstawie rysunku uzwojenia?
3) wskazać kryterium podziału uzwojeń na pętlicowe i faliste?
4) przedstawić podział uzwojeń ze względu na rozpiętość zezwoju?
5) rozpoznać rodzaje uzwojeń na podstawie schematu uzwojenia?
6) wyjaśnić podział uzwojenia na gałęzie równoległe?
7) wyjaśnić, dlaczego uzwojenie powinno być symetryczne?
8) przedstawić warunki symetrii uzwojenia?
9) wyjaśnić pojęcie strefy neutralnej (obojętnej) w maszynie?
10) objaśnić, jak powinny być ustawione szczotki w maszynie i ile ich
powinno być?
11) objaśnić wpływ zmian liczby biegunów na zmianę prędkości obrotowej?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.3. Uszkodzenia i naprawa silników komutatorowych
4.3.1. Materiał nauczania
Badania i pomiary maszyn komutatorowych
Badania maszyn prądu stałego
Badania maszyn prądu stałego prowadzi się u wytwórcy oraz u użytkowników maszyn.
U wytwórcy maszyn prowadzi się badania pełne i badania niepełne. Badania pełne wykonuje
się na prototypach maszyn w celu stwierdzenia, czy parametry maszyn odpowiadają danym
podanym w warunkach technicznych odbioru (WTO) i czy rozwiązanie konstrukcyjne maszyny
jest poprawne. Badania niepełne wykonuje się dla każdej wyprodukowanej maszyny w celu
wykrycia ewentualnych wad wykonawczych.
Program i warunki prowadzenia badań pełnych i niepełnych są określone obowiązującymi
normami.
I. Badania profilaktyczne
Prowadzone są w warunkach eksploatacyjnych, mają na celu kontrolę parametrów maszyn
charakteryzujących poprawną i niezawodną ich pracę. Badania profilaktyczne prowadzone
w warunkach eksploatacyjnych można podzielić na dwie grupy: badania ciągłe, badania
okresowe.
II. Badania ciągłe
Prowadzone są na maszynach dużej mocy i obejmują pomiar temperatury uzwojeń oraz
kontrolę doziemień. Badania okresowe są prowadzone na wszystkich maszynach i obejmują
pomiar rezystancji izolacji, kontrolę symetrii obwodu magnetycznego i obwodów
elektrycznych oraz przegląd stanu technicznego i stopnia zużycia komutatora i szczotek.
III. Pomiar temperatury uzwojeń
Przeprowadza się go, wykorzystując czujniki (termopary, termistory, rezystory
termometryczne) zabudowane wewnątrz cewek uzwojeń maszyny. Wyjścia z czujników są
przyłączone do rejestratorów wielokanałowych. W ten sposób za pomocą jednego rejestratora
kontrolowana jest temperatura w kilku, a czasem w kilkunastu punktach pomiarowych
maszyny.
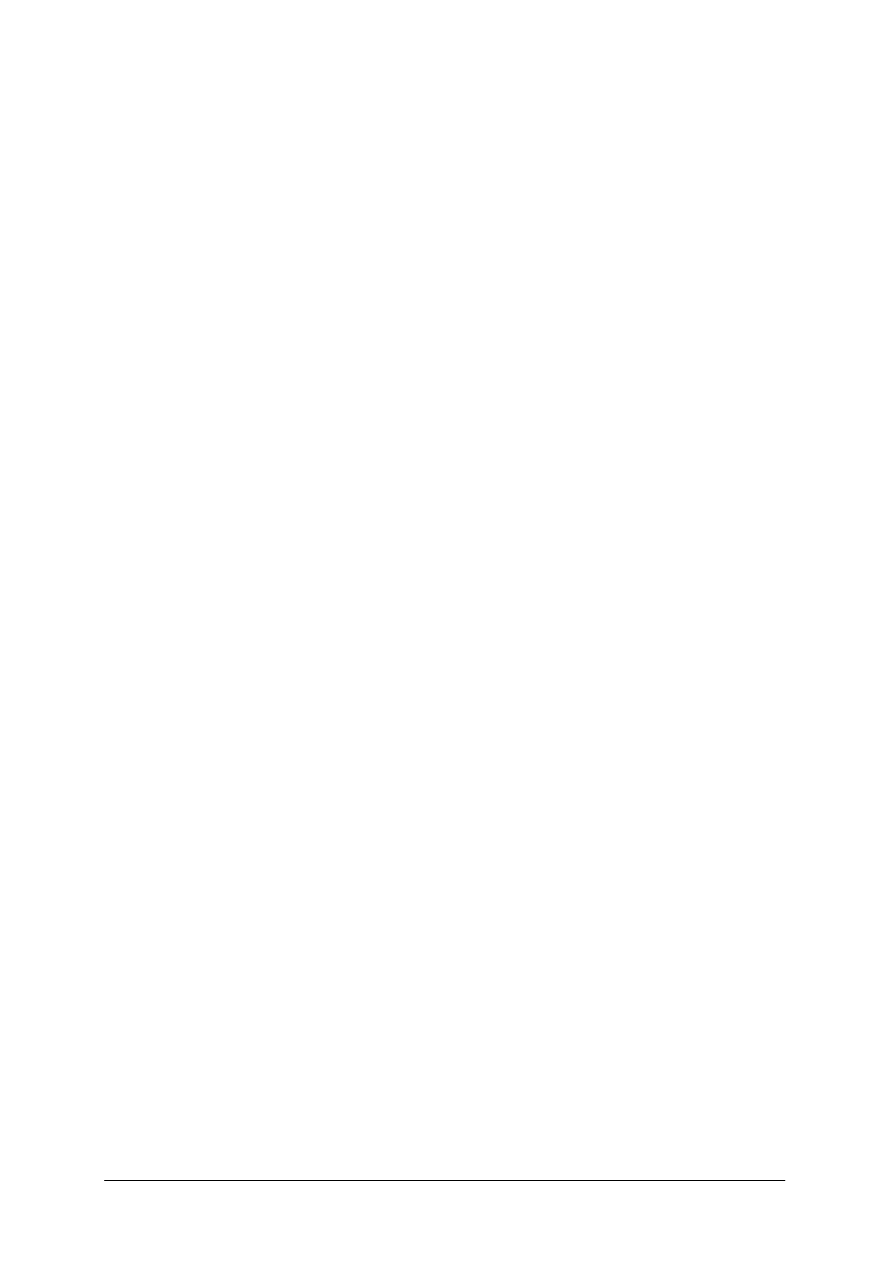
IV. Kontrola doziemienia
Kontrolę doziemienia przeprowadza się w obwodach prądu stałego trwale odizolowanych
od ziemi. Schemat układu rejestrującego doziemienia podano na rys. 23. Rezystory układu
doziemiającego są tak dobrane, aby:
mA
10
2
Z
Z
≤
=
R
U
I
Gdy w obwodzie nie ma drugiego punktu doziemienia, wówczas prąd I
d
= 0. Z chwilą
pojawienia się doziemienia w maszynie prąd I
d
≠ 0. Rejestracja i usunięcie tych doziemień
zabezpieczają maszynę przed niebezpiecznymi zwarciami i gwarantują dalszą niezawodną
pracę maszyn.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 23. Schemat zabezpieczenia maszyny prądu stałego przed
doziemieniem z sygnalizacją doziemień [6].
V. Badania rezystancji izolacji
Badanie to z reguły przeprowadza się megaomomierzem. Napięcie znamionowe
megaomomierza powinno być większe od napięcia znamionowego uzwojenia, dla którego
wykonuje się pomiar rezystancji izolacji.
VI. Symetria obwodu magnetycznego i elektrycznego
Symetria obwodu magnetycznego i elektrycznego maszyny warunkuje poprawną jej pracę.
Kontrolę symetrii obwodu magnetycznego tradycyjnie przeprowadza się poprzez pomiar
równomierności szczelin między biegunami głównymi i twornikiem oraz między biegunami
pomocniczymi i twornikiem. Do sprawdzenia symetrii obwodu magnetycznego można
wykorzystać również czujniki magnetyczne Halla. Czujnik Halla mocuje się do obwodu
wirnika, a następnie wzbudza się obwód magnetyczny i obraca się wolno wirnik, rejestrując
równocześnie napięcie występujące na czujniku Halla. Metoda ta jest bardzo prosta
w realizacji i znacznie dokładniejsza od pomiaru szczelin. Poleca się ją stosować szczególnie
w maszynach wielobiegunowych dużej mocy.
Symetrię obwodu elektrycznego sprawdza się poprzez pomiar rezystancji gałęzi
równoległych uzwojeń stojana oraz rezystancji między poszczególnymi działkami komutatora.
Pomiar przeprowadza się metodą techniczną. Wartość rezystancji między poszczególnymi
działkami komutatora daje informacje o stanie lutowań prętów uzwojenia twornika do
komutatora.
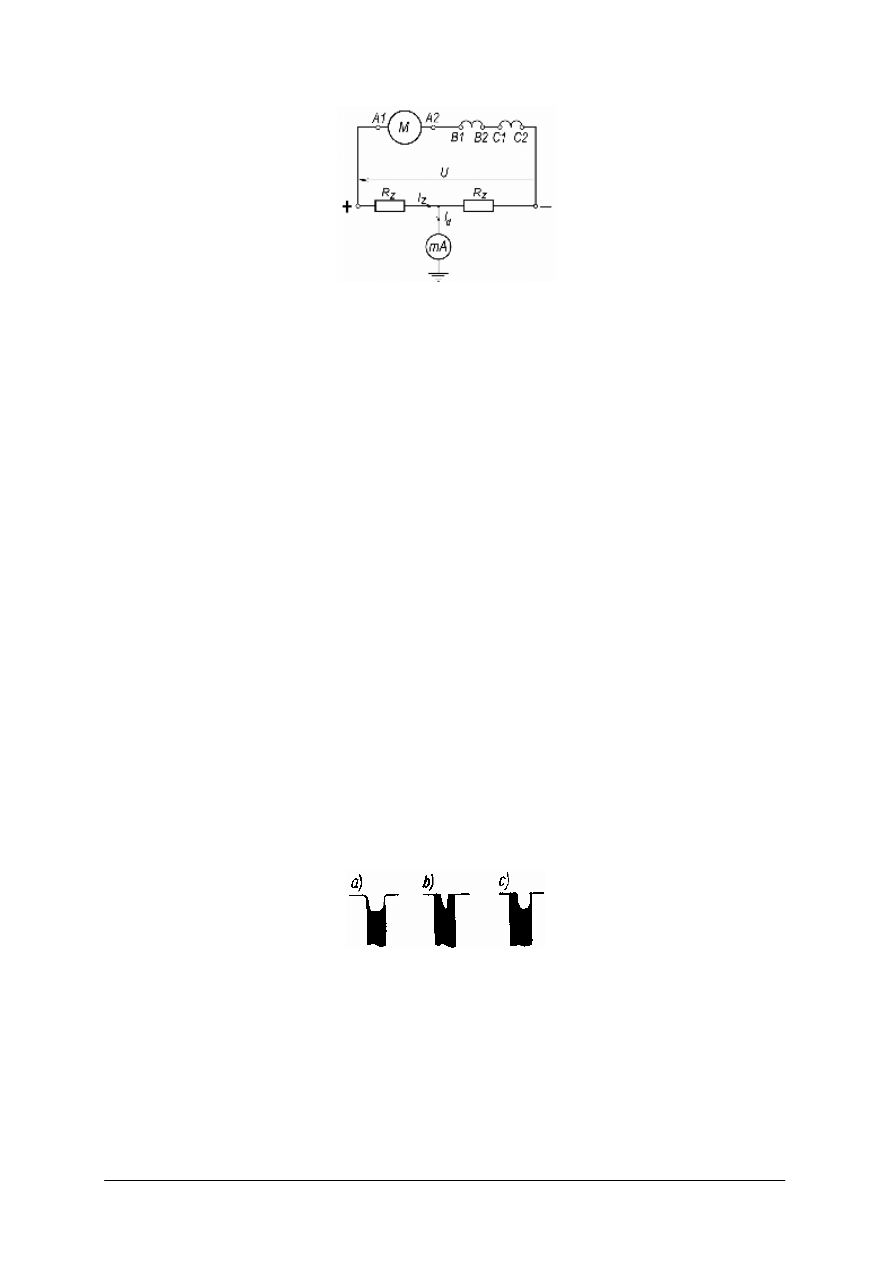
VII. Kontrola stanu technicznego komutatora i szczotek
Obejmuje ona przede wszystkim sprawdzenie politury na powierzchni komutatora,
sprawdzenia owalności komutatora oraz równości jego powierzchni (zapadnięcie bądź
wysunięcie działek).
Rys. 24. Wycięcia izolacji międzywycinkowej i stępienie ostrych krawędzi
działek komutatora:
a) prawidłowe, b, c) nieprawidłowe [6].
Przy owalnej bądź nierównej powierzchni komutatora należy przeprowadzić toczenie
i polerowanie komutatora. W przypadku skorodowanej powierzchni komutatora (pod
wpływem iskrzenia szczotek) należy przeprowadzić szlifowanie i polerowanie. Po każdym
toczeniu i szlifowaniu powierzchni komutatora należy wyciąć izolację między działkami
komutatora (tzw. żłobkowanie), zwracając przy tym uwagę, aby izolacja była wycięta
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
poprawnie (rys. 24) oraz należy stępić ostre krawędzie działek komutatora - zabezpiecza to
przed nadmiernym zużyciem szczotek.
Przegląd szczotek ma na celu wymianę zużytych lub zniszczonych szczotek oraz
ustawienie odpowiedniego docisku szczotek do komutatora. Szczotki wymienione należy
wstępnie dotrzeć, aby całą powierzchnią przylegały do komutatora.
Szczotki w obsadach szczotkowych nie mogą być osadzone zbyt luźno, oraz zapewniony
ma być wymagany nacisk szczotek na powierzchnię ślizgową komutatora lub pierścieni.
Szczotki osadza się w obsadzie z pewnym luzem, umożliwiającym swobodne przesuwanie
się szczotki, lecz niepozwalającym na kołysanie się jej.
Luz między szczotką a ściankami oprawy powinien zawierać się w granicach podanych
w tabeli 1. Wewnętrzne powierzchnie ścianek obsady powinny być płaskie, równe i gładkie.
Pomiary wykonuje się suwmiarką oraz szczelinomierzem wkładanym między szczotkę
a oprawę.
Tabela 1. Luzy między szczotką a ściankami obsady szczotkowej [2]:
Dopuszczalny luz (mm) przy szczotki grubości
Kierunek pomiaru
8÷16 mm
większej niż 16 mm
W kierunku wirowania komutatora
0,1÷0,25
0,15÷0,35
W kierunku osiowym
0,2÷0,4
0,3÷0,5
W przypadku powstania nadmiernego luzu wskutek zużycia się obsad należy obsady
wymienić na nowe. Obsady nitowane mogą się również powiększyć wskutek zluzowania
nitów. Wtedy nity należy zaklepać, uważając przy tym, aby nie zniekształcić obsady. Wytarte
obsady odlewane można nadspawać, a następnie obrobić na właściwe wymiary. Obsady
nadpalone wskutek powstania łuku okrężnego należy oczyścić i opiłować, a w przypadku
większych ubytków – wymienić.
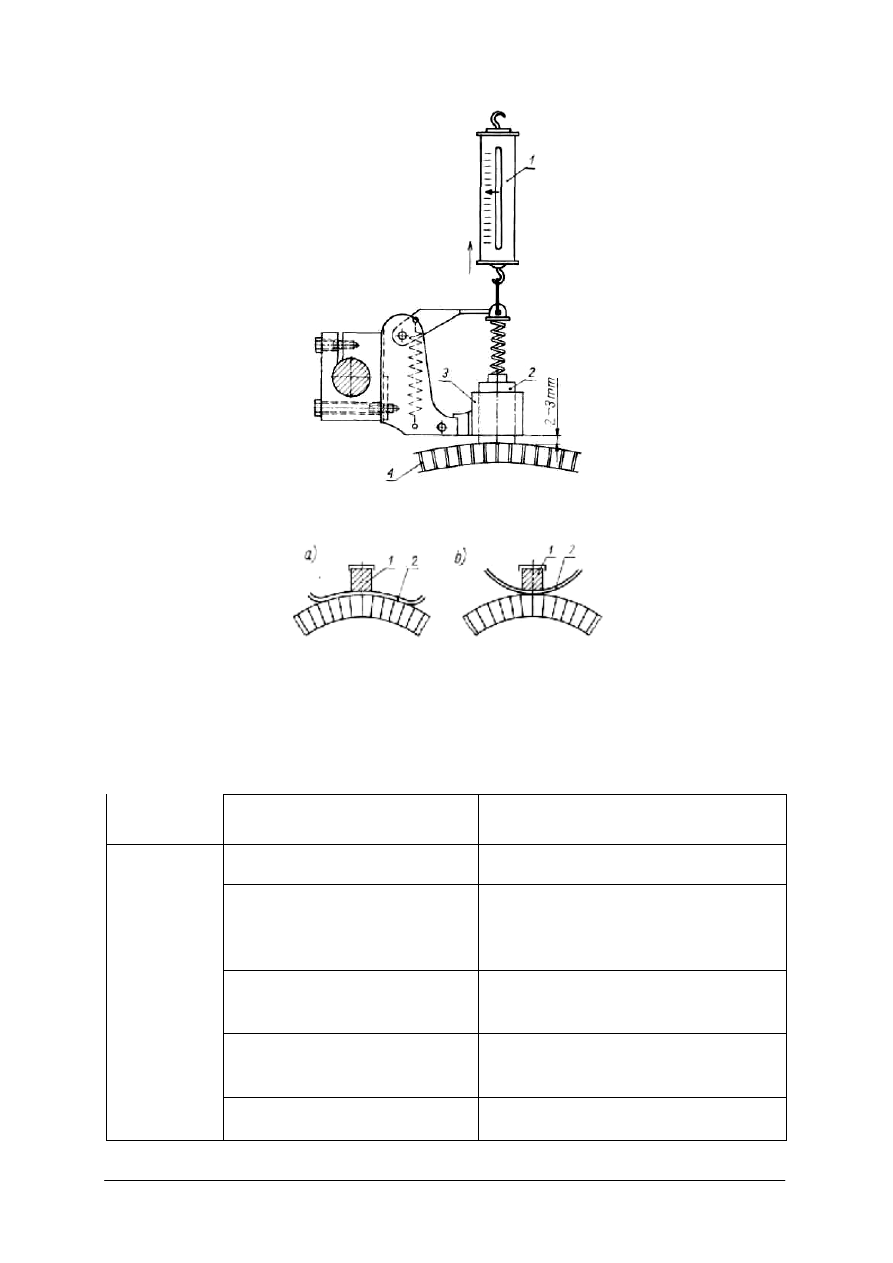
Naciski szczotek różnych gatunków podane są w katalogach. Dla najczęściej stosowanych
szczotek naciski wynoszą 2,0÷2,5
N/cm
2
na komutator. Nacisk szczotek sprawdza się
dynamometrem (rys. 25). Różnice w naciskach poszczególnych szczotek nie powinny być
większe niż ±10% wartości średniej.
Przy zbyt małym nacisku w obsadach z regulacją naciągu sprężyny można bardziej napiąć,
gdy obsady nie mają regulacji, należy wykonać nową sprężynę.
Zużyte szczotki należy wymienić na nowe tego samego gatunku i wymiarach.
W przypadku braku szczotek o wymaganych wymiarach szczotki większe można dopiłować
pilnikiem i drobnoziarnistym papierem ściernym. Przed uruchomieniem silnika nowe szczotki
należy wstępnie dotrzeć. W tym celu komutator owija się papierem ściernym i ustawia się we
właściwych położeniach obsady szczotkowe, po czym przeprowadza się docieranie ręcznie
(rysunek 26a). Ostateczne dotarcie szczotek przeprowadza się na silniku wirującym bez
obciążenia.
Podczas przeglądu szczotek należy sprawdzić, czy nie wystąpiło osłabienie styków na obu
końcach giętkiej linki szczotkowej. W przypadku, bowiem pogorszenia styku prąd do szczotki
przepływa poprzez obsadę szczotkową, co prowadzi do zniszczenia obsady.
Dla zapewnienia dobrej pracy szczotek ważne jest również właściwe ustawienie obsad
szczotkowych w stosunku do komutatora lub pierścieni ślizgowych. Odległość dolnej krawędzi
obsady od powierzchni, po której ślizga się szczotka, powinna wynosić 2÷3 mm (rys. 25).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 25. Sprawdzanie docisku szczotki za pomocą dynamometru [17]:
1 – dynamometr, 2 – szczotka, 3 – obsada szczotkowa, 4 – komutator.
Rys. 26. Metody docieranie szczotki do komutatora [17]:
a) właściwe, b) niewłaściwe, 1 – szczotka, 2 – papier ścierny.
Podstawowe uszkodzenia silników komutatorowych
Tabela 2
.
Zakłócenia w pracy i uszkodzenia silników prądu stałego
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
Uszkodzenie w linii zasilającej lub
zbyt niskie napięcie zasilania
Sprawdzić
bezpieczniki
i
wyłącznik.
Sprawdzić napięcie w linii zasilającej
Brak styku w zaciskach (przerwa
w obwodzie)
Sprawdzić styki lampką kontrolną lub
woltomierzem.
Oczyścić
powierzchnie
końcówek kablowych, podkładek i nakrętek
oraz starannie dokręcić nakrętki
Nieprawidłowe połączenie
rozrusznika lub przerwa
w rozruszniku
Sprawdzić układ połączeń. Sprawdzić obwód
induktorem. Zmierzyć napięcie na tworniku
i na wzbudzeniu
Przerwa w obwodzie twornika lub
w obwodzie biegunów, zły styk pod
szczotkami
Sprawdzić obwody lampką kontrolną lub
induktorem.
Powierzchnię
komutatora
oczyścić i lekko posmarować wazeliną
Silnik nie rusza
po włączeniu do
sieci
Zbyt duży opór w obwodzie
wzbudzenia
Sprawdzić
nastawienia
regulatora
w obwodzie i zmierzyć jego opór
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Tabela 2
(cd.). Zakłócenia w pracy i uszkodzenia silników prądu stałego
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
Podwójne przebicie do kadłuba lub
zwarcie w uzwojeniu wzbudzenia
Sprawdzić, czy nie ma przebicia oraz
zmierzyć opór w celu wykrycia zwarcia
Zwarcie zwojowe w uzwojeniu
twornika
Sprawdzić metodą miliwoltomierza opory
między wycinkami na komutatorze lub cały
wirnik za pomocą przyrządu do wykrywania
zwarć. Twornik przezwoić częściowo lub
całkowicie
Przesunięte szczotki
Ustawić szczotki w oznaczonym położeniu
lub w strefie obojętnej
Silnik nie rusza
po włączeniu do
sieci
Przeciążenie momentem hamującym
Sprawdzić opory ruchu maszyny napędzanej
i usunąć ewentualne jej uszkodzenia
Zwarcie w linii zasilającej silnik lub
na tabliczce zaciskowej
Sprawdzić induktorem i usunąć zwarcie
Zwarcie w dwóch punktach
z kadłubem lub zwarcie kilku
zezwojów w tworniku. Zwarcie
zwojowe uzwojenia biegunów
głównych
Sprawdzić induktorem izolację twornika
względem
kadłuba
oraz
obu
uzwojeń
względem siebie. Sprawdzić oba uzwojenia na
zwarcie zwojowe. Przezwoić częściowo lub
całkowicie
Włączenie silnika przy zwartym
rozruszniku
Zmienić położenie rozrusznika.
Sprawdzić styki, czy nie nadpaliły się.
Usunąć usterki
Błąd w połączeniu
Sprawdzić układ połączeń
Nieodpowiednie zabezpieczenie (zbyt
słabe)
Zmienić
bezpieczniki
lub
nastawienie
wyłącznika samoczynnego
Przepalanie się
bezpiecznika lub
wyłączanie
zabezpieczenia
samoczynnego
po włączeniu
silnika
Rezystor regulacyjny w obwodzie
wzbudzenia nastawiony na
największą wartość oporu lub
przerwa w tym obwodzie
Sprawdzić
Silnik
początkowo nie
rusza, a po
częściowym
zwarciu
rozrusznika
rusza zbyt
gwałtownie
Przerwa w początkowych stopniach
rozrusznika
Sprawdzić kolejno obwody stopni rozrusznika
induktorem lub żarówką kontrolną. Usunąć
przerwę
Za duża wartość oporu regulacyjnego
lub przerwa
w obwodzie wzbudzenia
Sprawdzić obwód wzbudzenia
Za niskie napięcie sieci zasilającej. Za
duży prąd wzbudzenia
Zmierzyć napięcie sieci. Sprawdzić prąd
i wyregulować opór w obwodzie wzbudzenia
Rozrusznik nie jest całkowicie zwarty Sprawdzić
Za mała
prędkość
obrotowa silnika
przy biegu
jałowym
Zwarcie w tworniku
Zmierzyć prąd twornika i sprawdzić obwód
oraz uzwojenie twornika, czy nie ma w nim
zwarcia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Tabela 2 (cd.). Zakłócenia w pracy i uszkodzenia silników prądu stałego
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
Za niskie napięcie zasilania
Zmierzyć napięcie zasilania
Za duże obciążenie
Sprawdzić maszynę napędzaną. Zmniejszyć
obciążenie do obciążenia znamionowego
Zwarcie w uzwojeniu twornika
Sprawdzić uzwojenie metodą miliwoltomierza
lub za pomocą elektromagnesu do
wykrywania zwarć
Błąd
w
połączeniu
uzwojenia
biegunów głównych lub niewłaściwe
ustawienie
oporu
w obwodzie
wzbudzenia
Sprawdzić połączenie uzwojenia biegunów,
zmierzyć prąd wzbudzający. Zmienić opór
w obwodzie wzbudzenia tak, aby zmniejszyć
prąd wzbudzający
Za mała
prędkość
obrotowa silnika
przy obciążeniu
Złe ustawienie szczotek (przesunięcie
ze
strefy
obojętnej
w kierunku
wirowania silnika)
Sprawdzić położenie szczotek i ustawić je
w strefie obojętnej
Za mały prąd wzbudzający
Zmierzyć prąd w obwodzie wzbudzenia oraz
opór uzwojenia wzbudzenia i opornika
regulacyjnego. Zmniejszyć opór regulacyjny
lub zwiększyć napięcie wzbudzenia
Wzrost napięcia zasilającego twornik Zmierzyć napięcie sieci
Złe ustawienie szczotek (przesunięte
ze strefy obojętnej w kierunku
przeciwnym do kierunku wirowania)
Sprawdzić położenie szczotek. Przesunąć
szczotki do właściwego położenia w strefie
obojętnej
Zwarcie
uzwojenia
wzbudzenia
z kadłubem lub z innym uzwojeniem
wzbudzenia
Sprawdzić
opór
izolacji
uzwojenia
wzbudzenia względem kadłuba i pozostałych
uzwojeń
Zwarcie
zwojowe
w
uzwojeniu
wzbudzenia
Zmierzyć oporność uzwojenia wzbudzenia.
Sprawdzić spadki napięć na poszczególnych
cewkach
Za duża
prędkość
obrotowa silnika
Błędne
połączenie
uzwojenia
szeregowego w silniku szeregowo-
-bocznikowym
Skrzyżować końce przewodów na zaciskach
D1-D2
Zwarcie zwojowe lub zwarcie między
zezwojami w tworniku lub na
komutatorze
Sprawdzić twornik metodą miliwoltomierza
lub przyrządem do wykrywania zwarć.
Przezwoić lub usunąć zwarcie na komutatorze
Nierówny bieg
silnika. Drgania
i wibracje
Przyczyny mechaniczne
Patrz tabela 5 (Uszkodzenia mechaniczne)
Nagłe
rozbieganie się
silnika
bocznikowego
podczas
normalnej pracy
i spowodowane
nim przepalenie
się
bezpieczników
lub zadziałanie
wyłącznika
samoczynnego
Przerwa w obwodzie wzbudzenia
Sprawdzić obwód wzbudzenia induktorem lub
lampką
kontrolną.
Usunąć
przerwę
w obwodzie zewnętrznym lub przezwoić
w przypadku
przerwy
wewnątrz
cewki
wzbudzenia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Tabela 2 (cd.). Zakłócenia w pracy i uszkodzenia silników prądu stałego
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
Odwrotny
kierunek
wirowania
silnika
Niewłaściwy układ połączeń
Zmienić połączenie tak, aby odwrócić
kierunek prądu w uzwojeniu twornika
(skrzyżować przewody na zaciskach A1-B2)
lub biegunów (skrzyżować przewody na
zaciskach E1-E2)
Niewłaściwe warunki pracy:
a) przeciążenie
Zmierzyć wartości napięcia i prądu oraz
porównać z wartościami znamionowymi.
Zmniejszyć obciążenie
b) za niskie napięcie zasilające silnik Zmierzyć prąd pobierany i napięcie na
zaciskach
silnika.
Zwiększyć
napięcie
zasilające lub zmniejszyć prąd pobierany do
wartości
znamionowej,
zmniejszając
obciążenie na wale
c) za wysokie napięcie zasilające
silnik
Zmierzyć prąd i napięcie na zaciskach.
Zmniejszyć napięcie
d) za mały prąd wzbudzający silnika Zmierzyć
prąd
w
tworniku
i
prąd
wzbudzający. Zmniejszyć opór w obwodzie
wzbudzenia
e) utrudnione chłodzenie (przy nie
zwiększaniu prądu)
Zdemontować silnik. Zbadać wentylatory
i osłony. Oczyścić i przedmuchać sprężonym
powietrzem
uzwojenia
oraz
kanały
wentylacyjne
f) zbyt wysoka temperatura otoczenia Doprowadzić chłodne powietrze z zewnątrz
lub zmniejszyć obciążenie
Zwarcie zwojowe w uzwojeniu
twornika
Sprawdzić prąd biegu jałowego silnika oraz
stwierdzić,
czy
nie
występują
lokalne
przegrzania
uzwojenia
podczas
biegu
jałowego. Zdemontować silnik. Sprawdzić
elektromagnesem, czy twornik nie ma
zwarcia. W przypadku stwierdzenia zwarcia
przezwoić go częściowo lub całkowicie
Zwarcie blach rdzenia twornika
Zmierzyć prąd biegu jałowego silnika.
Sprawdzić stopień nagrzewania się rdzenia
twornika (przy biegu jałowym)
Nadmierne
nagrzewanie się
twornika
podczas pracy
Zacieranie twornika o bieguny
Sprawdzić swobodę obracania się wirnika,
zmierzyć
szczelinę
powietrzną.
Usunąć
przyczynę zacierania
Przeciążenie prądowe wywołane zbyt
wysokim napięciem na zaciskach lub
zbyt dużą szczeliną (brak podkładek
pod biegunami)
Zmierzyć napięcie na zaciskach i prąd
w obwodzie wzbudzenia. Obniżyć napięcie
lub zmniejszyć szczelinę powietrzną
Zwarcie w uzwojeniu wzbudzenia
silnika
Zmierzyć
opór
poszczególnych
cewek
wzbudzenia; sprawdzić, czy nie ma w nich
zwarć. Cewki, w których wykryto zwarcie
zwojowe, wymienić
Nadmierne
nagrzewanie się
bocznikowego
uzwojenia
wzbudzenia
Pogorszenie chłodzenia wskutek zbyt
małej prędkości obrotowej, zapylenia
biegunów
lub
zatkania
drogi
przepływu powietrza
Sprawdzić prędkość obrotową, oczyścić silnik
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Tabela 2 (cd.). Zakłócenia w pracy i uszkodzenia silników prądu stałego
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
Za duża wartość prądu
Zmierzyć prąd. Zlikwidować przyczynę
nadmiernego wzrostu prądu (zbyt niskie
napięcie zasilające lub przeciążenie)
Nadmierne
nagrzewanie się
szeregowego
uzwojenia
wzbudzenia
i uzwojenia
biegunów
zwrotnych
Nagrzewanie się połączeń wskutek
niedokładnego połączenia styków
Sprawdzić uzwojenie dotykiem. Oczyścić
nagrzane styki i ponownie połączyć
Silne iskrzenie szczotek
Usunąć przyczynę iskrzenia (patrz niżej)
Tarcie
szczotek
wywołane
zbyt
dużym
dociskiem
szczotek
do
komutatora
Zmierzyć naciski poszczególnych szczotek.
Zmniejszyć naciąg sprężyn dociskowych
Nadmierne
nagrzewanie się
komutatora
Nieodpowiedni gatunek szczotek
Sprawdzić
gatunek
szczotek.
Dobrać
odpowiednie szczotki zgodnie z instrukcją lub
w porozumieniu z producentem silnika, lub
wg katalogu
1. Przyczyny wynikające z wad
szczotek i trzymadeł
szczotkowych:
a) szczotki niedotarte
Dotrzeć szczotki
b) za słaby docisk szczotek do
komutatora
Zwiększyć
nacisk
sprężyn dociskowych
i wyregulować go jednakowo dla wszystkich
szczotek
c) nieodpowiedni gatunek szczotek
Sprawdzić
gatunek
szczotek.
Dobrać
odpowiednie szczotki zgodnie z instrukcją
(dokumentacją)
lub
w
porozumieniu
z producentem silnika, lub wg katalogu
d) niewłaściwe ustawienie wszystkich
szczotek na komutatorze
Sprawdzić
położenie
szczotek.
Ustawić
szczotki w strefie obojętnej (w silnikach
z biegunami komutacyjnymi) lub w położeniu
pracy beziskrowej
e) niewłaściwe ustawienie opraw
skośnych lub nieodpowiedni
kierunek wirowania
Oprawy powinny być skierowane przeciwnie
do kierunku wirowania
f) nierówne odległości między
szczotkami na obwodzie
komutatora
Wyrównać odległości, silnie dokręcić obsady
szczotkowe do sworzni i zabezpieczyć przed
ich luzowaniem się
g) złe styki lub niejednakowe opory
linek i styków wzdłuż drogi od
szczotek do szyn zwierających
szczotki jednakoimienne
Sprawdzić styki, oczyścić ich powierzchnie
i silnie dokręcić zaciski
h) szczotki zakleszczają się w
oprawach
Oczyścić oprawy i szczotki. Zapewnić
odpowiedni luz (najmniej 0,05 mm) między
szczotką a oprawą, przeszlifowując szczotki
drobnoziarnistym papierem szklistym
Nadmierne
iskrzenie
szczotek:
a) wszystkie
szczotki
jednakowo
iskrzą (1a, b,
c, d, 2, 3, 4);
b) pewne
szczotki
iskrzą więcej,
inne mniej
albo wcale
(1a, b, f, g, h,
i, j)
i) nadmierne luzy szczotek w
oprawach spowodowane
wytarciem się szczotek lub
wyrobieniem opraw
Zmierzyć luzy między szczotką a oprawą
(największy 0,2 mm). Wymienić szczotki lub
wymienić oprawy
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Tabela 2 (cd.). Zakłócenia w pracy i uszkodzenia silników prądu stałego
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
j) oprawy szczotkowe nieodpowiednio
ustawione
Oprawy ustawić prostopadle (lub skośnie) do
powierzchni komutatora w odległości około
2 mm od niej i równolegle do wycinków.
Usztywnić zamocowanie opraw do sworzni
szczotkowych
2. Przyczyny wynikające z wad
komutatora:
a) wytarcie się powierzchni
komutatora; niecylindryczność
kształtu jego obwodu
Sprawdzić kształt komutatora czujnikiem;
w razie potrzeby przetoczyć go
i przeszlifować
b) wystawanie miki ponad wycinki
komutatora
Wyciąć mikę, następnie przeszlifować
komutator
c) wystawanie lub zapadnięcie
niektórych wycinków komutatora
wskutek uszkodzenia
mechanicznego lub rozluźnienia
komutatora
Sprawdzić powierzchnię komutatora
czujnikiem. Sprawdzić stan izolacji i skręcić
silnie śruby mocujące komutator. Przetoczyć
lub przeszlifować powierzchnię komutatora
d) zabrudzenie powierzchni
komutatora
Przemyć benzyną i wypolerować papierem
szklistym
3. Przyczyny wynikające z wad
uzwojeń:
a) zwarcie w uzwojeniu twornika
Dokonać oględzin skuwek i chorągiewek,
na których najczęściej występuje zwarcie.
Sprawdzić elektromagnesem, czy nie ma
w tworniku zwarcia. Usunąć zwarcie lub
prze-zwoić
cały
twornik.
Komutator
przeszlifować
b) przerwa w uzwojeniu twornika
Sprawdzić uzwojenie, mierząc opory lub
napięcia między poszczególnymi wycinkami
komutatora (metodą miliwoltomierza)
c) zwarcie zwojowe uzwojenia
niektórych biegunów
komutacyjnych lub głównych
Zmierzyć rezystancję lub spadki napięć na
poszczególnych
biegunach,
ewentualnie
sprawdzić cewkę za pomocą przyrządu do
wykrywania zwarć. Usunąć zwarcie lub
wymienić uszkodzone cewki
d) za słabe (magnetycznie) bieguny
komutacyjne
Zmniejszyć
szczelinę,
dając
podkładki
z blachy stalowej pod bieguny
e) zbyt silne bieguny komutacyjne
Zwiększyć opór drogi magnetycznej, dając
podkładki z blachy mosiężnej zamiast
stalowych pod biegunami lub zmniejszyć
liczbę zwojów
Nadmierne
iskrzenie
szczotek:
a) wszystkie
szczotki
jednakowo
iskrzą (1a, b,
c, d, 2, 3, 4);
b) pewne
szczotki
iskrzą więcej,
inne mniej
albo wcale
(1a, b, f, g, h,
i, j)
f) odwrotna biegunowość niektórych
lub wszystkich biegunów
komutacyjnych lub głównych
Sprawdzić
biegunowość
kompasem.
Niewłaściwą biegunowość poprawić przez
przełączenie doprowadzeń do cewki
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Tabela 2 (cd.). Zakłócenia w pracy i uszkodzenia silników prądu stałego
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
4. Przyczyny wynikające
z nieodpowiednich warunków
pracy:
a) przeciążenie, za duża gęstość
prądu w szczotkach
Zmierzyć prąd i obliczyć gęstość prądu
w szczotce. Jeśli to możliwe, zwiększyć liczbę
szczotek lub zmienić gatunek szczotek na
szczotki przystosowane do większej gęstości
prądu
b) kurz lub szkodliwe opary
chemiczne w powietrzu
Zbadać otoczenie i usunąć źródła szkodliwych
czynników. Odizolować silnik od szkodliwych
wpływów. Doprowadzić z zewnątrz czyste
powietrze
Nadmierne
iskrzenie
szczotek:
a) wszystkie
szczotki
jednakowo
iskrzą (1a, b,
c, d, 2, 3, 4);
b) pewne
szczotki
iskrzą więcej,
inne mniej
albo wcale
(1a, b, f, g, h,
i, j)
c) nadmierne drgania silnika
Patrz tabela 5 (Uszkodzenia mechaniczne)
Zwarcie między sąsiednimi
sworzniami, zwarcie z kadłubem lub
zwarcie na zaciskach silnika
Sprawdzić obwód induktorem i usunąć
zwarcie. W razie potrzeby (nadpalone
wycinki)
komutator
przetoczyć
i przeszlifować
Przeciwna biegunowość biegunów
komutacyjnych
Sprawdzić biegunowość za pomocą kompasu.
Przełączyć kierunek prądu w obwodzie B1-
B2.
W
razie
potrzeby
przetoczyć
i
przeszlifować komutator
Powstawanie
ognia naokoło
komutatora
Silnie zaczerniony komutator wskutek
długotrwałego nadmiernego iskrzenia
szczotek w związku z nieusunięciem
w porę jednej z wyżej opisanych wad
Zbadać przyczyny wywołujące nadmierne
iskrzenie i zanieczyszczenie powierzchni
komutatora.
Wykrytą
wadę
usunąć.
Komutator oczyścić.
W
przypadku
nadpalenia
wycinków
komutator przetoczyć i przeszlifować. Po
uruchomieniu obserwować komutację oraz
pracę szczotek i stan komutatora
Tabela 3. Zakłócenia w pracy i uszkodzenia komutatorowych jednofazowych silników prądu
przemiennego
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
Przerwa w uzwojeniu lub w obwodzie
stojana
Sprawdzić obwód induktorem, usunąć
przerwę lub przezwoić stojan
Zakleszczenie się szczotki w obsadzie Sprawdzić luz szczotek w obsadach, oczyścić
obsady lub wymienić szczotki
Przerwa w uzwojeniu wirnika
Sprawdzić uzwojenie, przezwoić lub
wymienić wirnik
Silnik nie
pracuje
Przerwa w obwodzie kondensatora
przeciwzakłóceniowego
Usunąć przerwę lub wymienić kondensator
Przebicie do masy w uzwojeniu
wirnika
Sprawdzić uzwojenie na przebicie, przezwoić
Utrudniony
rozruch, zbyt
duży prąd
(wirnik „klei
się” do stojana)
Zwarcie zwojowe w uzwojeniu
wirnika
Przeprowadzić oględziny wirnika, przezwoić
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Tabela 3 (cd.). Zakłócenia w pracy i uszkodzenia komutatorowych jednofazowych silników prądu
przemiennego
Przebicie izolacji do masy (silnik
uziemiony)
Sprawdzić uzwojenia na przebicie, przezwoić
wirnik lub stojan
Nadmierny
pobór prądu
Zwarcie kondensatora
przeciwzakłóceniowego
Wymienić kondensator
Zbyt duża
prędkość
obrotowa i prąd
Zwarcie międzyzwojowe w uzwojeniu
stojana
Sprawdzić rezystancję uzwojenia, przezwoić
stojan
Zwarcie między wycinkami
komutatora
Wykonać pomiary rezystancji między
wycinkami, przezwoić lub wymienić wirnik
Nadmierne zużycie komutatora
Przetoczyć komutator lub wymienić wirnik
Wystający mikanit
Powycinać mikanit i przeszlifować komutator
Wystające wycinki komutatora
Przetoczyć komutator lub wymienić wirnik
Nadmierne
iskrzenie
szczotek
Nadmierne zużycie szczotek
Wymienić szczotki
Uszkodzenie sprężyn dociskających
szczotki
Wymienić sprężyny lub szczotki ze
sprężynami
Zakleszczanie się szczotek
w obsadach
Oczyścić obsady lub wymienić zużyte
szczotki
Nierównomierna
praca połączona
z silnym
iskrzeniem
Zabrudzenie lub uszkodzenie łożysk
Zdemontować silnik, przemyć i nasmarować,
lub wymienić łożyska
Tabela 4. Uszkodzenia mechaniczne silników elektrycznych
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
Brak smaru w łożysku
Przemyć łożysko w benzynie i napełnić
smarem
Zbyt dużo smaru w łożysku
Sprawdzić
i
zmniejszyć
ilość
smaru
(najwięcej 2/3 objętości komory)
Smar zanieczyszczony
Grubsze zanieczyszczenia rozpoznaje się
rozcierając smar między palcami, drobne zaś
za
pomocą
analizy
chemicznej.
Zanieczyszczony smar usunąć, przemyć
łożysko i napełnić nowym smarem
Smar nieodpowiedni
Nieodpowiedni
smar
usunąć,
przemyć
łożysko i napełnić właściwym smarem,
dobranym wg katalogu łożysk tocznych
Łożysko uszkodzone (pęknięty
pierścień lub koszyczek)
Sprawdzić pracę łożyska, czy nie hałasuje
nadmiernie. W przypadku stwierdzenia
hałaśliwej pracy wymontować łożysko
i poddać
oględzinom.
Po
stwierdzeniu
uszkodzenia wymienić łożysko na nowe
Nadmierne
nagrzewanie się
łożysk tocznych
Wadliwe sprzęgnięcie maszyny
napędzanej z silnikiem:
a) silne drgania podczas biegu
b) nacisk poosiowy na łożysko
c) zbyt silny naciąg pasa
d) nieodpowiednie ustawienie (nie
współosiowe)
Sprawdzić swobodę obracania się wału oraz
prawidłowości montażu. Poprawić błędy
montażu oraz sprzęgnięcia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Tabela 4 (cd.). Uszkodzenia mechaniczne silników elektrycznych
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
Brak oleju lub zbyt niski poziom oleju
w komorze olejowej
Sprawdzić i uzupełnić poziom oleju do
wysokości zaznaczonej na wskaźniku oleju
Zbyt wysoki poziom oleju
utrudniający obracanie się pierścienia
smarującego
Sprawdzić poziom i wypuścić nadmiar oleju
Nieodpowiedni lub zanieczyszczony
olej
Sprawdzić właściwości chemiczne oraz
stopień zanieczyszczenia. W razie potrzeby
olej wymienić, przemywając przy tym
łożysko naftą
Nieobracanie się pierścienia
smarującego
Po każdorazowym uruchomieniu oraz kilka
razy na zmianę należy sprawdzić, czy
pierścień podaje smar. W razie zatrzymania
się należy pierścień uruchomić
Przylepianie się pierścienia do wału
wskutek magnesowania się wału lub
owalnego kształtu pierścienia
Sprawdzić materiał i kształt pierścienia.
Wymienić
pierścień
stalowy
na
niemagnetyczny (mosiężny) lub usunąć owal
przez szlifowanie pierścienia
Zbyt mały luz między czopem wału
a panewką łożyska
Sprawdzić swobodę obracania się wału
w łożyskach. Zmierzyć luz. Jeżeli jest zbyt
mały, to przeszlifować panewkę
Panewka źle dotarta lub czop
niedostatecznie wypolerowany
Sprawdzić powierzchnie ślizgowe panewek
i czopa. W razie nierówności dotrzeć
panewki lub przeszlifować czop
Nadmierne
nagrzewanie się
łożysk
ślizgowych
(smarowanie
pierścieniowe)
Złe ustawienie łożysk, brak luzu
poosiowego lub nieprawidłowe
centrowanie wałów maszyn
sprzęgniętych ze sobą
Sprawdzić, czy wał podczas pracy nie ociera
o
ściankę
łożyska
oraz
sprawdzić
współosiowość obu wałów sprzęgniętych
maszyn. W razie potrzeby odpowiednio
przestawić łożyska i poprawić wzajemne
położenie wałów maszyn
Za obfite smarowanie. Wadliwe
działanie uszczelnień
Za dużo oleju w komorze olejowej.
Sprawdzić stan uszczelnień. Zmniejszyć
szczelinę między labiryntem a wałem.
Powiększyć liczbę stopni labiryntu
Wyciekanie
i rozbryzgiwanie
smaru z łożysk
ślizgowych
Różnica ciśnień po obu stronach
łożyska wskutek wentylacyjnego
działania wirnika i pracy
wentylatorów
Przedłużyć
labirynty
lub
zastosować
uszczelkę filcową w tarczy oraz odrzutnik
oleju na wale. Zastosować w tarczy
łożyskowej specjalny kanał łączący obie
wewnętrzne komory łożyska
Wadliwe sprzęgnięcie maszyny
napędzanej z silnikiem
Ustawić dokładnie współosiowo wały obu
maszyn. Po przykręceniu do podstawy
ponownie sprawdzić współosiowość na
połówkach sprzęgła
Złe wyważenie wirnika
Zdemontować silnik. Sprawdzić wirnik,
zwracając
szczególną
uwagę
na
zamocowanie połączeń czołowych uzwojeń.
Wyważyć wirnik
Nadmierna
wibracja silnika
podczas biegu
Skrzywienie walu
Sprawdzić wał czujnikiem, obracając powoli
wirnik. Wyprostować lub wymienić wał
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
Tabela 4 (cd.). Uszkodzenia mechaniczne silników elektrycznych
Objawy
uszkodzenia
Możliwe przyczyny
Sposoby wykrycia i naprawy usterek
Nadmierny luz w łożyskach
ślizgowych
Sprawdzić luzy w panewkach. Wymienić
tulejki łożyskowe lub wylać na nowo panewki
stopem łożyskowym
Nadmierna
wibracja silnika
podczas biegu
Asymetria magnetyczna wskutek
nierównomierności szczeliny lub
zwarcia w uzwojeniu
Sprawdzić szczelinomierzem równomierność
szczeliny na obwodzie. Sprawdzić, czy nie ma
zwarć w uzwojeniu
Demontaż silników i mycie elementów
Przed przystąpieniem do demontażu należy zapoznać się zakresem naprawy, jeśli nie ma
przeciwwskazań przystąpić do niżej wymienionych czynności:
I.
Demontaż silnika
1. Dokonać oględzin zewnętrznych silnika.
2. Zdemontować wszystkie elementy zewnętrznej zabudowy silnika tj. zespołu
niezależnego chłodzenia, prądniczki tachometrycznej, wentylatora, koła pasowego,
sprzęgła itp. Do demontażu stosować narzędzie ślusarskie, klucze pneumatyczne lub
ściągacze.
Aby zapobiec ewentualnemu uszkodzeniu części w czasie demontażu, należy części
zapieczone zalać naftą lub zrosić preparatem rozpuszczającym rdzę np. multibono 61.
3. Zdemontować skrzynkę zaciskową
−
odkręcić pokrywę skrzynki, zdemontować tabliczkę zaciskową i podstawę
skrzynki,
−
wszystkie części należy odłożyć do przygotowanego pojemnika.
4. Zdemontować tarcze łożyskowe.
Odkręcić i zdjąć osłonę przewietrznika, zdemontować przewietrznik. Zdemontować
zakrywki łożyskowe od strony napędu i przewietrznika a następnie zdemontować
tarcze łożyskowe.
5. Zdemontować mechanizm szczotkowy (szczotki i szczotkotrzymacze).
6. Zdemontować wirnik.
7. Wysunąć wirnik ze stojana.
II. Prace uzupełniające
1. Wszystkie części silnika należy oznaczyć numerem silnika.
2. Elementy mechaniczne należy przygotować do mycia przez usunięcie nadmiernej
ilości smaru.
III. Mycie elementów mechanicznych silników
1. Elementy przeznaczone do mycia myjką ciśnieniową należy myć na stanowisku
wyznaczonym do tego celu ciepłą wodą z dodatkiem detergentów.
2. Części silnika, takie jak stojan lub wirniki silników komutatorowych należy
wydmuchać sprężonym powietrzem. Części umyte wysuszyć. Tak przygotowane
części należy ocenić od strony sprawności mechanicznej i elektrycznej.
Przy wykonywaniu opisanych prac obowiązują ogólne zasady przestrzegania przepisów
bhp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Diagnoza silników. Ocena sprawności mechanicznej
I. Diagnoza części mechanicznych
1. Dokonać oględzin poszczególnych elementów i zapisać, jakie mechaniczne
uszkodzenia zostały stwierdzone.
Dokonać zapisu dotyczącego:
−
zastosowanych łożysk (typ i ilość),
−
zastosowanych szczotek i komutatora (typ i ilość),
−
naprawy; regeneracji lub wymiany pozostałych elementów tj. tabliczki zaciskowej,
−
wentylatora i jego osłony; zakrywek łożyskowych, szczotkotrzymaczy itp.,
−
po dokonanej diagnozie części mechanicznych należy sporządzić rysunki
wykonawcze elementów.
II. Diagnoza części elektrycznej
1. Dokonać oględzin części elektrycznej silnika: uzwojenia, stojana i wirnika.
W wypadku, gdy widoczne jest uszkodzenie któregoś z elementów, dokonać zapisu
„wirnik” do zwojenia” lub „stojan do zwojenia”.
2. W wypadku gdy uzwojenie nie ma widocznych uszkodzeń, przekazać element
do mycia gorącą wodą. Umyte części wysuszyć w suszarce a następnie przekazać
do badań diagnostycznych.
III. Przekazanie zdiagnozowanych części do naprawy
1. Sporządzić kalkulację wstępną.
2. W wypadku, gdy podzespół silnika stojan lub/i wirnik został zakwalifikowany
do naprawy, należy przekazać do wyzwajania.
3. W wypadku gdy, któryś z podzespołów silnika został zakwalifikowany
do przezwojenia a nie znane są parametry jego uzwojenia należy, odtworzyć dane
nawojowe.
4. W wypadku konieczności wykonania regeneracji mechanicznej związanej
z napawaniem lub spawaniem podzespół przekazać do spawalni.
Przy wykonywaniu opisanych prac obowiązują ogólne zasady przestrzegania przepisów
bhp i stosowanych instrukcji.
Naprawa elementów mechanicznych
Operacje związane z naprawą elementów mechanicznych silników
I. Regeneracja czopów łożyskowych i końcowych wału
1. Regeneracja czopów wału poprzez napawanie:
−
Wirniki o czopach łożyskowych wału:
−
od 18 mm do 35 mm napawać ręcznie łukiem elektrycznym, używając elektrod
ER146 o przekroju Ø2,5÷6 w zależności od średnicy spawanego elementu.
−
od 35 mm napawać elektrycznie w osłonie CO
2
.
Przy napawaniu czopów wałów należy kolejność układania poszczególnych ściegów
przedstawiona jest na rys. 27 w celu zabezpieczenia wału przed skrzywieniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Rys. 27. Kolejność układania ściegów przy napawaniu czopa wału [2].
Uszkodzone wały do średnicy 18 mm należy wymienić na nowe.
−
Wirniki o średnicy pakietu do 300 mm i długości wału wirnika 800 mm należy
napawać elektrycznie w osłonie CO
2
przy użyciu drutu W10 EN-440 G3Si1
Ø1,6. Wirniki o wielkościach mechanicznych większych podlegają regeneracji
czopów końcowych wału poprzez napawanie ręczne łukiem elektrycznym.
−
Po wykonaniu napawania element należy zostawić do wystygnięcia, a następnie
przekazać do obróbki mechanicznej.
−
Po zakończeniu obróbki wiórowej wirnik przekazać do przeprowadzenia odbioru
jakościowego.
2. Regeneracja czopów wału poprzez wspawanie nowej końcówki:
−
Obciąć końcówkę regenerowanego wału i przygotować do dospawania nowego
elementu.
−
Wykonać nową końcówkę na podstawie rysunku wykonawczego.
−
Przekazać wirnik z nową końcówką do spawania.
−
Połączyć nową końcówkę z regenerowanym wałem metodą warstwowego
spawania (warstwy nakładać kolejno na ostudzonym podłożu). Zostawić do
wystudzenia.
−
Wał poddać obróbce wykańczającej zgodnie z wymiarami na rysunku
wykonawczym.
−
Po wykonaniu obróbki wirnika przeprowadzić odbiór jakościowy.
II. Regeneracja piast tarcz łożyskowych poprzez moletowanie
Moletowaniu podlegają piasty tarcz łożyskowych, których średnica nie przekracza 80 mm
a luz średnicy piasty jest mniejszy lub równy 0,05 mm.
III. Regeneracja piasty tarczy łożyskowej przez tulejowanie
1. Aby wykonać regenerację piasty tarczy łożyskowej, należy ustalić wymiar tulejki
i materiały z którego będzie wykonana:
−
piasty tarcz łożyskowych żeliwnych – tuleja żeliwna,
−
piasty tarcz łożyskowych aluminiowych – tuleja mosiężna lub żeliwna.
2. Roztoczyć piastę tarczy do odpowiedniej średnicy, wykonać tulejkę z naddatkiem
średnicy zewnętrznej i wewnętrznej do 0,1 mm, średnicę zewnętrzną tulei
posmarować klejem do metalu, wcisnąć w roztoczoną piastę. Grubość ścianki
wstawionej tulei żeliwnej nie powinna być mniejsza niż 2,5 mm, tuleja mosiężna może
mieć minimalną grubość 1 mm.
3. Piastę regenerowanej tarczy łożyskowej wytaczać do średnicy nominalnej
wg tolerancji K6 dla średnic mniejszych od 80 mm i JS6 dla średnic 80 mm
i większych (PN-EN 20286-2).
4. Po zregenerowaniu tarczy przeprowadzić jej odbiór jakościowy.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
IV. Regeneracja łap i użebrowania korpusu
1. Do regeneracji łap lub ożebrowania korpusu należy stosować materiał macierzysty.
2. Przed przystąpieniem do spawania elementów należy zeszlifować krawędzie
elementów w taki sposób, aby możliwe było swobodne nałożenie spoiny.
3. Spoinę nakładać w sposób ciągły łukiem elektrycznym używając elektrod EŻM.
Spoiny powinny być wykonane zgodnie z wymogami spawalnictwa.
4. Wystudzoną spoinę oszlifować w celu wyrównania i wygładzenia dobrze spawanej
powierzchni.
Przy wykonywaniu opisanych prac obowiązują ogólne zasady przestrzegania przepisów
bhp.
Wyzwajanie i regeneracja pakietów
Operacje związane z przygotowaniem stojanów silników komutatorowych:
I. Przygotowanie stojanów do wypalania
1. Obcinanie czół stojanów:
Przed wypaleniem wirnika należy obciąć czoła uzwojeń od strony łączeń. Należy przy tym
zwracać uwagę, aby nie uszkodzić blach i klamer spinających pakiet. Gdy
zastosowanie przyrządu mechanicznego jest utrudnione i może powodować
uszkodzenie blach pakietów, należy obciąć czoła przecinakiem ręcznym.
2. Obcięte czoła uzwojenia przeznaczyć na złom.
II. Przygotowanie wirników silników komutatorowych do wypalenia
1. W celu przygotowania pakietu wirnika komutatorowego do wypalenia należy obciąć
czoło wirnika i wyprowadzenia uzwojenia połączone z komutatorem na obcinarce
czół uzwojeń. W wypadku braku danych nawojowych połączenia uzwojenia z
komutatorem
należy
odlutować
i
podnieść
tak,
aby
określić
skos
i poskok komutatorowy uzwojenia. Dane te należy zapisać. Uzwojenie należy
odlutować przy pomocy palnika gazowego, spalony bandaż usunąć.
2. W wirnikach wyprowadzenia uzwojeń należy odłączyć od komutatora.
−
Komutator ściągnąć. Przekazać do regeneracji lub na złom w zależności od
kwalifikacji przeprowadzonej w czasie diagnozy.
−
W wypadku zakwalifikowania wału wirnika do naprawy należy sporządzić jego
rysunek i przekazać do:
−
napawania – w wypadku regeneracji,
−
do obróbki mechanicznej – w wypadku wykonania nowej końcówki lub całego
wału.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
III. Wypalanie uzwojeń
Wypalanie można przeprowadzić po ewentualnej wymianie wału lub jego regeneracji.
W celu wypalenia uzwojeń stojanów lub wirników należy je umieścić w piecu (np. w piecu
SEL12) i wypalać przez 4 godziny w temp. 250
○
C – faza odgazowania a następnie 12
godz. w temperaturze 330
○
C.
IV. Wyzwajanie
Uzwojenia wyjmować przy pomocy narzędzi ślusarskich. Wypalone i odzyskane
uzwojenie przeznaczyć na złom.
V. Regeneracja pakietów
1. Wypalone i wyzwojone obiekty należy wydmuchać sprężonym powietrzem
i oczyścić szczotką drucianą na stanowisku wyposażonym w wyciąg.
2. Oczyszczone obiekty należy przekazać na stanowisko regeneracji.
Regeneracji podlegają:
−
podgięcia blach, zwłaszcza krańcowych,
−
zdeformowane żłobki na skutek przesunięcia blach,
−
wtopiona miedź na skutek zwarcia w żłobku,
−
zatarcia wirnika,
−
zabezpieczenia pakietu przed rozsypaniem (jeśli jest uszkodzone mocowanie).
Regenerację należy przeprowadzić ręcznie za pomocą podstawowych narzędzi
ślusarskich.
Zregenerowany obiekt należy powtórnie wydmuchać sprężonym powietrzem.
Przy regeneracji szczególną uwagę zwrócić na pełną drożność żłobków. Powierzchnia
wewnątrz żłobków musi być wolna od ostrych krawędzi, zadziorów, wypaleń itp.
mogących uszkodzić izolację żłobkową.
−
Obiekt przygotowany do zwojenia należy przekazać do uzwojenia.
Przy wykonywaniu opisanych prac obowiązują ogólne zasady przestrzegania przepisów
bhp.
Zwojenie silników
Operacje związane ze zwojeniem silników remontowanych należy przeprowadzać zgodnie
z „kartą uzwojenia”.
Fragment „karty uzwojenia” [2] przedstawiony jest na stronie 46.
I. Nawijanie cewek silników (wsypywanych)
−
Nawijanie cewek należy wykonać zgodnie z „kartą uzwojenia” załączoną
do remontowanego obiektu (stojana lub wirnika).
−
Dobrać szablon i zamontować na nawijarce.
−
Pobrać drut o przekroju i izolacji zgodnie z „kartą uzwojenia”.
−
Nawijać cewki zgodnie z „kartą uzwojenia”. Przy nawijaniu cewek zwrócić uwagę na
jakość izolacji drutu oraz aby w czasie nawijania nie uległa uszkodzeniu.
−
Zdemontować szablon z cewkami z nawijarki a następnie zdjąć cewki. Cewki
przekazać do uzwojenia.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Karta uzwojenia [2]:
OPIS UZWOJEŃ
STOJAN
WIRNIK
Liczba żłobków /
#
biegunów
Liczba żłobków /
#
liczba działek
Rodzaj uzwojenia
Rodzaj uzwojenia
Liczba drutów w żłobku /
#
na
biegun
Liczba drutów w żłobku
Liczba drutów równoległych
Liczba gałęzi /
#
boków
Liczba gałęzi /
#
łączenie
biegunów
Liczba drutów równoległych
Średnica drutu gołego
Wymiary drutu gołego
Rodzaj izolacji drutu
Rodzaj izolacji drutu
Ciężar uzwojenia
Ciężar uzwojenia
Poskok
Poskok przedni / tylny
Wysięg czół
Poskok komutatorowy
Średnica czół
Skos
Średnica wewnętrzna
pakietu
Wysięg czół P / T
Długość pakietu
Średnica zewnętrzna wirnika
Liczba wyprowadzeń
Długość wirnika
Czujniki
Długość komutatora
Długość wyprowadzeń
Odległość komutatora
Uzwojenia dodatkowe:
*
Początki i końce z warstwy
*
Góra krępowana w
# dotyczy tylko silników prądu stałego
*dotyczy tylko silników pierścieniowych
II. Wykonanie uzwojeń stojanów i wirników drutem profilowym
−
Nawijanie czółenek cewek uzwojeń należy wykonać zgodnie z kartą uzwojenia
dla zwojonego obiektu.
−
Ustawić szablon na odpowiednią rozpiętość.
−
Pobrać drut o wymiarze i izolacji podanych w karcie uzwojenia. Nawijać czółenka
z ilością zwojów i długością wyprowadzeń wg karty uzwojeń. Zwrócić uwagę na
jakość izolacji drutu oraz aby w czasie nawijania czółenek nie uległa ona uszkodzeniu.
−
Zdjąć czółenka z szablonu.
−
Krępować ręcznie kąty cewek i dokonać sprawdzenia na zwojonym obiekcie.
III. Wykonanie uzwojeń prętowych wirników silników komutatorowych
−
Pobrać pręty.
−
Pręty uzwojenia należy pociąć na właściwe długości.
−
Pocięte pręty należy oczyścić a następnie końce pobielić.
−
Pobielone pręty należy prostować i krępować na przygotowanym szablonie.
−
Pręty należy izolować taśmą izolacyjną. Gotowe uzwojenie przekazać do uzwojenia.
IV. Uzwajanie stojanów i wirników
Wystające części wałków wirników w miejscach przewidywanych połączeń czołowych
należy zabezpieczyć izolacją.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Włożyć izolację żłobkową. Dla cewek wsypywanych długość izolacji powinna być ściśle
dopasowana do żłobka. W wirnikach o uzwojeniach prętowych należy włożyć do żłobków
najpierw warstwę izolacji dopasowanej do żłobka, a następnie warstwy izolacji, które
wystają ze żłobka.
1. Zwojenie należy wykonać zgodnie z danymi z KARTY UZWOJENIA.
Przy zwojeniu silników posiadających uzwojenie dwuwarstwowe należy zachować
następującą kolejność:
−
Wkładać kilka boków dolnych (w zależności od poskoku) a następnie boki dolne
i górne następnych cewek. Taką kolejność należy stosować przy zwojeniu
stojanów.
−
Cewki wsypywane należy wkładać do żłobka przez szczerbinkę po kilka drutów.
Po włożeniu należy je ubić młotkiem i ubijakiem. Młotkiem gumowym należy
kształtować czoła i zakładać izolację czół. Przekładki międzywarstwowe wsuwać
do żłobka ręcznie, podobnie jak podkładki pod klin.
−
Cewki profilowe (boki górne) należy wkładać między wystającą izolację
żłobkową przy pomocy specjalnej płytki, po której zsuwa się pręty do żłobka.
Przekładki międzywarstwowe układać przy pomocy podobnej płytki w żłobkach.
Po
włożeniu
cewek
do
żłobków
należy
zakończyć
izolowanie
i uformować izolację przy pomocy nożyczek, noża widełkowego i stopki.
−
Uzwojenia prętowe należy wkładać do żłobka po uprzednim przygotowaniu
izolacji. Po włożeniu wszystkich prętów należy je krępować, najpierw boki dolne
(po odsunięciu górnych), a następnie górne. Końce prętów należy z jednej strony
wsunąć w pióra komutatora i skuwki łączące po przeciwnej stronie. Połączenia
uzwojenia spawać lub lutować.
−
Uzwojenia silników komutatorowych prądu przemiennego należy wykonać
w następujący sposób:
−
jako pierwsze należy włożyć uzwojenie wykonane wg pkt. I.
−
po założeniu izolacji przewidzianej w KARCIE UZWOJENIA należy włożyć
uzwojenie prętowe wykonane wg pkt. III.
Po włożeniu boków dolnych uzwojenia prętowego zakłada się na czoła tuleję
bakelitową (po stronie przeciwnej niż komutator), na której krępuje się czoła.
2. Wykonanie połączeń. Klinowanie
W czasie zwojenia należy wykonać połączenia uzwojeń wirników silników
komutatorowych prądu przemiennego: wszystkie połączenia cewek z komutatorem
i połączenia wyrównawcze.
Na wyprowadzenia do komutatora przy cewkach wykonanych drutem w emalii należy
nałożyć koszulki izolacyjne.
Żłobki należy zamknąć klinem. Po włożeniu boków górnych cewek (za wyjątkiem
uzwojeń profilowych i prętowych) pod klin należy wsunąć izolację a następnie wbić
klin młotkiem po dociśnięciu drutów stopką.
3. Prace wykończeniowe
W ostatniej fazie uzwajania należy kształtować czoła przy pomocy gumowych
młotków i stożkowych tulei. Czoła cewek wsypywanych należy bandażować od
strony, gdzie nie ma połączeń międzycewkowych i fazowych. Wystające końce
uzwojeń z kołnierza komutatora należy obciąć. Po uzwojeniu obiekt (wirnik lub
komutator) należy przekazać do łączenia, lutowania i spawania.
Po wykonaniu tych połączeń obiekt należy przekazać do bandażowania.
Przy wykonywaniu opisanych prac obowiązują ogólne zasady przestrzegania przepisów
bhp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Łączenie wycinków komutatora z piórami
1. Łączenie piór komutatora z wycinkami za pomocą lutu miękkiego:
−
osadzić pióra w wieńcu,
−
podgrzać wstępnie wieniec komutatora do temperatury 180°C – w razie
konieczności pokryć wieniec komutatora z osadzonymi piórami kalafonią
rozpuszczoną w alkoholu,
−
zanurzyć wieniec z osadzonymi piórami w kotle z cyną rozgrzaną do temperatury
300ºC,
−
położyć na zanurzonym wieńcu płatek cyny, wieniec trzymać w kąpieli do
momentu stopienia się płatka cyny,
−
wyjąć wieniec z cyny i wydmuchać sprężonym powietrzem nadmiar cyny
z przestrzeni między piórami,
−
usunąć zwarcia międzywycinkowe powstałe po cynowaniu,
−
sprawdzić jakość wykonanych połączeń i pewność osadzenia piór w wieńcu.
2. Łączenie piór komutatora z wycinkami za pomocą lutu twardego (pióra nie
cynowane):
−
osadzić pióra w wycinku,
−
mocować wycinek z piórem w przyrządzie (na stanowisku lutowniczym),
−
grzać palnikiem acetylenowo-tlenowym miejsce lutowania do momentu,
w którym stopi się lut twardy i równomiernie rozpłynie się w miejscu połączenia,
−
po ostudzeniu czyścić wycinki drucianą szczotką,
−
szlifować i prostować pióra po lutowaniu,
−
sprawdzić pewność osadzenia piór w wycinkach.
3. Łączenie piór z wycinkami za pomocy lutu twardego (pióra cynowane):
−
osadzić pióra w wycinku,
−
mocować wycinek z piórem w przyrządzie na stanowisku lutowniczym,
−
grzać palnikiem acetylenowo-tlenowym miejsce lutowania do momentu,
w którym stopi się lut twardy i równomiernie rozpłynie się w miejscu połączenia,
−
po ostudzeniu czyścić wycinki drucianą szczotką,
−
szlifować i prostować pióra po lutowaniu,
−
sprawdzić pewność osadzenia piór w wycinkach,
−
po skończeniu lutowania butle acetylenową i tlenową odstawić w wyznaczone
miejsce ich przechowywania,
−
ubrać się w odzież ochronną stosowaną przy obchodzeniu się z kwasami
i substancjami żrącymi,
−
założyć rękawice i okulary ochronne,
−
pobrać kwas z miejsca jego przechowywania i dostarczyć do miejsca jego
wykorzystania,
−
oczyścić pióra z tlenków za pomocą kwasu solnego,
−
cynować pióra,
−
płukać ocynowane pióra,
−
po ostudzeniu czyścić wycinki szczotką drucianą,
−
szlifować i prostować pióra po cynowaniu,
−
sprawdzić jakość wykonanego cynowania.
4. Mycie wycinków komutatora – pióra wlutowane lutem twardym, cynowane:
−
opłukać wycinki komutatora wodą,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
−
zanurzyć wycinki komutatora w kąpieli wodnej przez okres ok. 2 godzin,
zwrócić uwagę, żeby cały wycinek wraz z piórem był kompletnie zanurzony
w wodzie,
−
po wyjęciu z kąpieli sprawdzić, czy osady na wycinkach komutatora zdążyły
rozmięknąć, jeżeli nie, pozostawić wycinki w kąpieli na następne 2 godziny,
a następnie sprawdzić ponownie; jeżeli osady na wycinkach komutatora zdążyły
rozmięknąć, to należy ułożyć wycinki na płaskiej, czystej powierzchni, następnie
myć
wycinki
obustronnie,
zwracając
uwagę
na
usunięcie
osadów
z nacięcia w wycinku oraz spomiędzy blach pióra; w trakcie mycia zwrócić
uwagę, żeby nie pokrzywić blach piór, temperatura wody pod ciśnieniem
+150°C.
Przy wykonywaniu wymienionych powyżej prac należy przestrzegać ogólnych zasad bhp.
Impregnacja uzwojeń
Metody impregnacji uzwojeń:
–
nasycanie metodą zanurzeniową,
–
nasycanie lakierami metodą próżniowo-ciśnieniową.
Cel nasycania uzwojeń:
−
zapewnienie odpowiedniej odporności materiałów, tworzących układ izolacyjny uzwojenia
na działanie czynników zewnętrznych – wilgoci, temperatury, pyłu, agresywnych
czynników chemicznych, drgań itp.,
−
wypełnienie wolnych przestrzeni w uzwojeniach w celu zwiększenia przewodności cieplnej
układu,
−
mechaniczne powiązanie poszczególnych części uzwojenia dla zwiększenia odporności
uzwojenia na wstrząsy i drgania w czasie pracy maszyny,
−
zwiększenie wytrzymałości uzwojenia na przebicia elektryczne.
Do nasycania stosuje się żywice na bazie tworzyw sztucznych, które muszą posiadać
następujące właściwości:
−
dużą odporność na działanie wilgoci i wody,
−
trwałą ciepłoodporność odpowiadającą warunkom pracy uzwojenia,
−
dużą zdolność przesycenia,
−
odpowiednią trwałość, dobrą przyczepność i elastyczność,
−
zdolność równomiernego wysychania i utwardzania wewnątrz i na powierzchni uzwojeń,
−
dużą odporność na działanie czynników chemicznych,
−
dobre właściwości dielektryczne.
Do nasycania uzwojeń stosuje się autoklawy, w których wykonuje się nasycanie
próżniowo-ciśnieniowe oraz nasycanie metoda zanurzeniową w zależności od rodzaju
uzwojenia i warunków pracy maszyny elektrycznej.
Podstawową metodą nasycania uzwojeń jest metoda zanurzeniowa. Metodę ciśnieniowo-
próżniową stosuje się w przypadkach szczególnych wymagań.
Do
nasycania
uzwojeń
używa
się
żywic nasycających jednoskładnikowych
o następujących parametrach:
EKOMID, producent Polifarb Cieszyn:
– jednoskładnikowy, bezrozpuszczalnikowy, bezstyrenowy, klasa izolacji H,
– gęstość 20°C .…………………………….. 1,17÷1,23 [g/cm³],
– lepkość (kubek Forda ø4 mm, 20°C) ….… 100÷130 [s],
– czas żelowania 100°C .……….…..…..…… 8÷10 [min],
– czas suszenia: ………………..….…..…….. 3–5 godz. w temp. 150°C,
1 godz. w temp. 135°C,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
E 8565, producent Herberts:
– jednoskładnikowy,
– gęstość w 20°C .…………….…..……….
1,01 [g/cm³],
– lepkość .……….…………………………
85 ±5 [s],
– żelowanie 100°C ..…….………...……….
10 +2 [min],
– suszenie: ………………………...……….
1 godz. w temp. 150°C,
Wyposażenie technologiczne nasycalni:
– kotły z lakierem do nasycania zanurzeniowego i próżniowo-ciśnieniowego,
– agregaty próżniowo-chłodnicze,
– agregaty grzewcze,
– układ przewietrzania z możliwością grzania,
– układy do wytwarzania ciśnienia w kotle,
– układy do sterowania kontrolno-pomiarowego.
Kolejność operacji w procesie nasycania jest następująca:
I. Przygotowanie maszyn uzwojonych.
II. Nasycanie uzwojeń metodą zanurzeniową.
III. Nasycanie uzwojeń metoda próżniowo-ciśnieniową.
IV. Utwardzanie (suszenie) uzwojeń.
V. Chłodzenie uzwojeń usuwanie pozostałości lakieru z elementów nie podlegających
nasyceniu.
OPIS POSTĘPOWANIA W PROCESIE NASYCANIA UZWOJEŃ
I. Przygotowanie uzwojeń do nasycenia:
−
zabezpieczyć końcówki wałów nasycanych wirników maszyn przed osadzaniem
lakieru nasycającego, nanosząc na końcówki smar o temperaturze topnienia co
najmniej 180°C,
−
zabezpieczyć gwintowane otwory w uzwojonych stojanach nasycanych maszyn oraz
wszystkie pozostałe gwintowane otwory poprzez wkręcenie do tych otworów śrub,
−
zabezpieczyć zamki korpusów stojanów, nanosząc na ich powierzchnię smar
o temperaturze co najmniej 180°C,
−
sprawdzić wzrokowo, czy na powierzchni przeznaczonych do nasycania uzwojeń nie
występują wgniecenia, odstające luźno druty, uszkodzenia izolacji i czy są one czyste,
−
sprawdzić, czy przewody stanowiące wyprowadzenia uzwojeń nie są uszkodzone
mechaniczne.
II. Impregnacja metodą zanurzeniową:
−
zanurzyć obiekty w wannie z lakierem tak długo, aż na zewnątrz przestaną wydzielać
się pęcherzyki powietrza – zależnie od rodzaju i wielkości obiektu wymaga to 20 do
40 min.; – żłobki powinny być utrzymywane możliwie w pozycji pionowej – ułatwia
to wnikanie lakieru i usuwanie powietrza,
−
przystąpić do powolnego wynurzania obiektów z kąpieli impregnacyjnej
i pozostawić je do ocieknięcia lakieru na okres czasu 30–50 min.,
−
załadować przeznaczone obiekty po nasycaniu do suszarki; – suszyć w temp. 150°C
przez 5 godz. lub w temp. 135°C przez 6 godz.,
−
po utwardzeniu żywicy nasycającej przystąpić niezwłocznie do:
−
usunięcia pozostałości żywicy z zamków i pakietów nasycanych obiektów przy
pomocy skrobaków,
−
wykręcenia śrub z zabezpieczonych otworów gwintowanych,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
−
usunięcia lakieru z wałków nasyconych obiektów,
−
komutatorów nie należy czyścić, gdyż są później i tak są obrabiane (przetoczenie
i rowkowanie),
−
przekazać
nasycone,
oczyszczone
i
wystudzone
obiekty
do
kontroli
międzyoperacyjnej.
III. Impregnacja metodą próżniowo-ciśnieniową:
−
załadować impregnowane obiekty do kotła z lakierem,
−
wynurzyć nasycone obiekty i pozostawić je do ociekania lakieru na okres 30 min.,
−
przemieścić nasycone obiekty do suszarek w celu utwardzenia lakieru w temp. 150°C
przez 5 godz. lub na 6 godz. w temperaturze 135°C.,
−
wyładować nasycone obiekty i wykonać czynności wymienione w p. I („po
utwardzeniu żywicy nasycającej przystąpić niezwłocznie do …”).
Bezpieczeństwo i higiena pracy
Pomieszczenie, w którym znajduje się lakier, powinno być wentylowane. Należy unikać
kontaktu lakieru ze skórą. Zbrudzoną lakierem skórę zmyć rozpuszczalnikiem a następnie
wodą z mydłem. W razie dostania się lakieru do oczu należy natychmiast spłukać je dużą
ilością wody i skontaktować się z lekarzem. Podczas pracy przy nasycaniu konieczne jest
stosowanie okularów i odzieży ochronnej.
4.3.1.5. Montaż końcowy komutatorowych silników elektrycznych
Postępowanie przy montażu końcowym silników elektrycznych
1. Prace przygotowawcze:
−
na stanowisku montażu należy skompletować wszystkie podzespoły i elementy
silnika,
−
uszkodzone szczotkotrzymacze należy naprawić lub zastąpić nowymi,
−
zwojone lub konserwowane wirniki silników komutatorowych po impregnacji należy
przekazać do przetoczenia i rowkowania,
−
wirniki po obróbce mechanicznej i zamontowaniu wszystkich podzespołów na wale
należy wyważyć dynamicznie.
2. Uzbrojenie wirnika w zakrywki i łożyska:
−
zakrywki wewnętrzne należy napełnić smarem zalecanym przez producenta,
−
łożyska należy podgrzać do temperatury 100°C i osadzić na czopach wału, łożyska
odkryte nasmarować smarem zalecanym przez producenta,
−
w silnikach do 160 cm wzniosu wału nałożyć tarczę strony przeciwnapędowej
(tylnej),
−
węzeł łożyskowy zakryć tylną zakrywką i przykręcić.
3. Osadzenie wirnika w stojanie.
4. Montaż właściwy:
−
zamontować szczotkotrzymacze i ustawić je wstępnie,
−
nałożyć tarcze łożyskowe,
−
uzbroić szczotkotrzymacze w szczotki a następnie je dotrzeć - docieranie należy
wykonać poprzez założenie na komutator papieru ściernego lub płótna i pokręcać
wirnikiem; docierać do uzyskania pełnego promienia zestyku szczotkowego.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
5. Montaż skrzynki zaciskowej
Przykręcić podstawę i tabliczkę zaciskową, końce przewodów po uprzednim obcięciu
i odizolowaniu należy uzbroić w końcówki kompatybilne z zaciskami śrubowymi tabliczki
zaciskowej. Na przewody naciągnąć koszulki termokurczliwe.
Przewody dołączyć do tabliczki zaciskowej zgodnie ze schematem wklejonym
w pokrywkę skrzynki.
6. Zmontowany silnik przekazać do Stacji Prób.
7. Narzędzia.
Do montażu należy używać podstawowego zestawu monterskiego.
Przy wykonywaniu opisanych prac obowiązują ogólne zasady przestrzegania przepisów
bhp.
4.3.1.6. Kontrola międzyoperacyjna silników elektrycznych
Zakres prób i badań – wymagania
I. Kontrola międzyoperacyjna – przed impregnacją
1. Pomiar rezystancji izolacji uzwojeń:
a) pomiar rezystancji izolacji należy przeprowadzać dla wszystkich uzwojeń zgodnie
z normą nr PN-88/E-06701 pkt. 17.2; pomiaru rezystancji izolacji nie wolno
dokonywać w stosunku do wyprowadzeń z czujników temperatury znajdujących
się w maszynie,
b) rezystancja izolacji uzwojeń mierzona zgodnie z pkt. a) winna być nie mniejsza niż
100 MΩ.
2. Próba wytrzymałości napięciowej:
a) próbę wytrzymałości napięciowej izolacji można przeprowadzić tylko w przypadku
pozytywnego wyniku pomiaru rezystancji izolacji przeprowadzonego zgodnie
z pkt. I.1,
b) próbę
wytrzymałości
napięciowej
izolacji
uzwojeń
nieimpregnowanych
przeprowadzamy zgodnie z normą PN-EN 60034-1 pkt. 8.1 przy napięciu 0,75 U
p
(napięcia probierczego określonego w/w normą).
Uwaga! Po przeprowadzeniu pomiarów i prób wg pkt. I.1 i I.2 należy zewrzeć z masą
punkty pomiaru badanego uzwojenia w celu odprowadzenia nagromadzonego
ładunku elektrycznego.
Uzyskanie pozytywnego wyniku pomiarów i próby wytrzymałości napięciowej,
potwierdzone zapisem w karcie uzwojenia, kwalifikuje podzespół do procesu impregnacji.
II. Kontrola międzyoperacyjna – po impregnacji
1. Kontroli podlegają zaimpregnowane uzwojenia elementów i podzespołów maszyn
elektrycznych będących przedmiotem Warunków Technicznych Odbioru (WTO).
2. Kontrola międzyoperacyjna uzwojeń elementów wymienionych w pkt. II.1
przeprowadzana jest w Stacji Prób.
3. Badania i wymagania:
−
W ramach oględzin zewnętrznych należy ocenić czy po procesie impregnacji:
a) nie występują miejscowe uszkodzenia mechaniczne: uzwojenia, wyprowadzeń,
komutatora itp.,
b) wyznaczone miejsca elementów zostały wyczyszczone z lakieru.
−
Pomiar rezystancji izolacji uzwojeń.
−
Pomiar rezystancji izolacji przeprowadzić należy zgodnie z pkt I.1.
−
Próba wytrzymałości napięciowej:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
a) próbę wytrzymałości napięciowej izolacji uzwojeń można przeprowadzić tylko
w przypadku
pozytywnego
wyniku
pomiaru
rezystancji
izolacji
przeprowadzonego wg pkt I.1,
b) próbę wytrzymałości napięciowej izolacji uzwojeń po impregnacji
przeprowadzić należy zgodnie z normą PN-EN 60034-1 pkt 8.1.
Uwaga! Po przeprowadzeniu pomiarów i prób wg pkt I.1 i I.2 należy zewrzeć z masą punkty
pomiaru badanego uzwojenia w celu odprowadzenia ładunku elektrycznego.
–
Badanie stanu uzwojenia
a) Wirniki.
Obecność zwarć zwojowych należy wykrywać, przeprowadzając:
– badanie uzwojenia elektromagnesem (wyszukiwanie obwodów zwartych
elektrycznie),
– pomiar napięć międzwycinkowych,
– bezpośrednie zasilanie obwodów elektrycznych pełnym napięciem, po
włożeniu wirnika w stojan i oceniając równomierność i wielkość poboru prądu
I
o
(stanu jałowego silnika).
b) Stojany prądu stałego.
Zasilając bezpośrednio poszczególne uzwojenia – należy ocenić:
−
równomierność natężenia pola magnetycznego tworzonego przez uzwojenia
nabiegunnikowe,
−
zmienność biegunów pola magnetycznego,
−
pobór prądu przez uzwojenie wzbudzające i porównanie z wartością
znamionową.
−
Inne elementy elektryczne.
Uzwojenia innych elementów elektrycznych, które nie podlegają wyżej
wymienionym badaniom, muszą być sprawdzane przynajmniej na ciągłość
obwodu (brak przerwy).
4.3.1.7. Badania końcowe silników elektrycznych po naprawie
Warunkom Technicznym Odbioru podlegają silniki elektryczne po naprawie lub
konserwacji.
WTO określają zakres i metodykę badań końcowych oraz wymagania pozwalające na
odbiór jakościowy przeprowadzonych napraw, konserwacji lub adaptacji silników
elektrycznych i wydanie jednoznacznego orzeczenia gwarantującego ich przydatność
eksploatacyjną.
I. Zakres badań podstawowych
Podstawowe badania, którym winny podlegać silniki elektryczne, określa norma
PN-88/E-06701 oraz PN-EN-60034-1. Przeprowadzone badania niepełne lub niepełne
skrócone w ramach próby wyrobu winny potwierdzać sprawność techniczną silników
po przeprowadzonym remoncie.
1. Silniki komutatorowe prądu przemiennego (badania niepełne – zakres):
−
Oględziny zewnętrzne, w ramach których należy:
a) sprawdzić jakość szczotek, ich swobodne przemieszczanie się w prowadnicach
szczotkotrzymaczy oraz równomierność i siłę przylegania do komutatora,
b) w czasie próby ruchowej ocenić bicie promieniowe komutatora.
−
Badanie wytrzymałości napięciowej izolacji wszystkich uzwojeń oraz pomiary
rezystancji izolacji wszystkich uzwojeń.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
−
Pomiar rezystancji uzwojeń:
Pomiarowi rezystancji uzwojeń podlegają wszystkie uzwojenia stojana i wirnika, w tym
także uzwojenie komutatorowe wirnika mierzone umownie między 1 a 10 działką
komutatora.
−
Przygotowanie silników do badań ruchowych:
Silniki wymagają skojarzenia i połączenia wyprowadzeń uzwojenia stojana
z wyprowadzeniami jarzm szczotkowych obwodu wirnika a następnie wyregulowania
w celu otrzymania wymaganej charakterystyki I
o
= f(n), w całym zakresie zmienności
prędkości obrotowej. Prawidłowość wykonywania tych czynności uwarunkowana jest
znajomością zasady pracy badanego silnika.
−
Po przygotowaniu i badaniach silniki podlegają dalszym próbom i badaniom, przy czym
charakterystykę I
o
= f (U) należy wyznaczyć przy najwyższych obrotach.
2. Silniki komutatorowe prądu stałego (badanie niepełne – zakres):
−
Oględziny zewnętrzne, w ramach których należy:
a) sprawdzić jakość szczotek, ich swobodne przemieszczanie się w prowadnicach
szczotkotrzymaczy oraz równomierność i siłę docisku do komutatora,
b) w czasie próby ruchowej ocenić bicie promieniowe komutatora.
−
Badanie wytrzymałości napięciowej izolacji wszystkich uzwojeń oraz pomiary
rezystancji izolacji wszystkich uzwojeń.
−
Pomiar rezystancji uzwojeń.
Pomiarowi rezystancji podlegają wszystkie uzwojenia stojana i wirnika, w tym także
uzwojenie komutatorowe wirnika mierzone umownie między 1 a 10 działką
komutatora.
−
Przygotowanie silników do badań ruchowych:
Silniki wymagają skojarzenia uzwojeń stojana i podłączenia ich w obwód wirnika
a także po oznaczaniu – pod tabliczkę zaciskową. W ramach przygotowania należy
również ustawić jarzmo szczotkowe w strefie neutralnej oddziaływania biegunów
uzwojenia głównego stojana.
−
Próba ruchowa – bieg jałowy.
Zasilając napięciem znamionowym uzwojenie wirnika z podłączonym uzwojeniem
zwrotnym i/lub szeregowym oraz uzwojenie wzbudzające – zmierzyć i/lub ocenić:
a) pobór prądu przez uzwojenie wirnika (I
wir
),
b) pobór prądu przez uzwojenie wzbudzające (I
wzb
),
c) prędkość obrotową (n),
d) hałaśliwość i temperaturę łożysk,
e) równomierność pracy ruchowej,
f) pracę ześlizgu szczotkowego,
g) bicie promieniowe komutatora.
II. Badania dodatkowe
−
Badania silnika przy znamionowym obciążeniu. Próba nagrzewania uzwojeń.
Rozszerzone badania obciążeniowe silnika należy przeprowadzać w wypadku:
a) nowej, wymagającej sprawdzenia konstrukcji uzwojenia,
b) ustalenia parametrów znamionowych silnika,
c) gdy próby i badania silnika na biegu jałowym nie pozwalają na pełną ocenę
przydatności eksploatacyjnej.
−
Pomiar drgań mechanicznych.
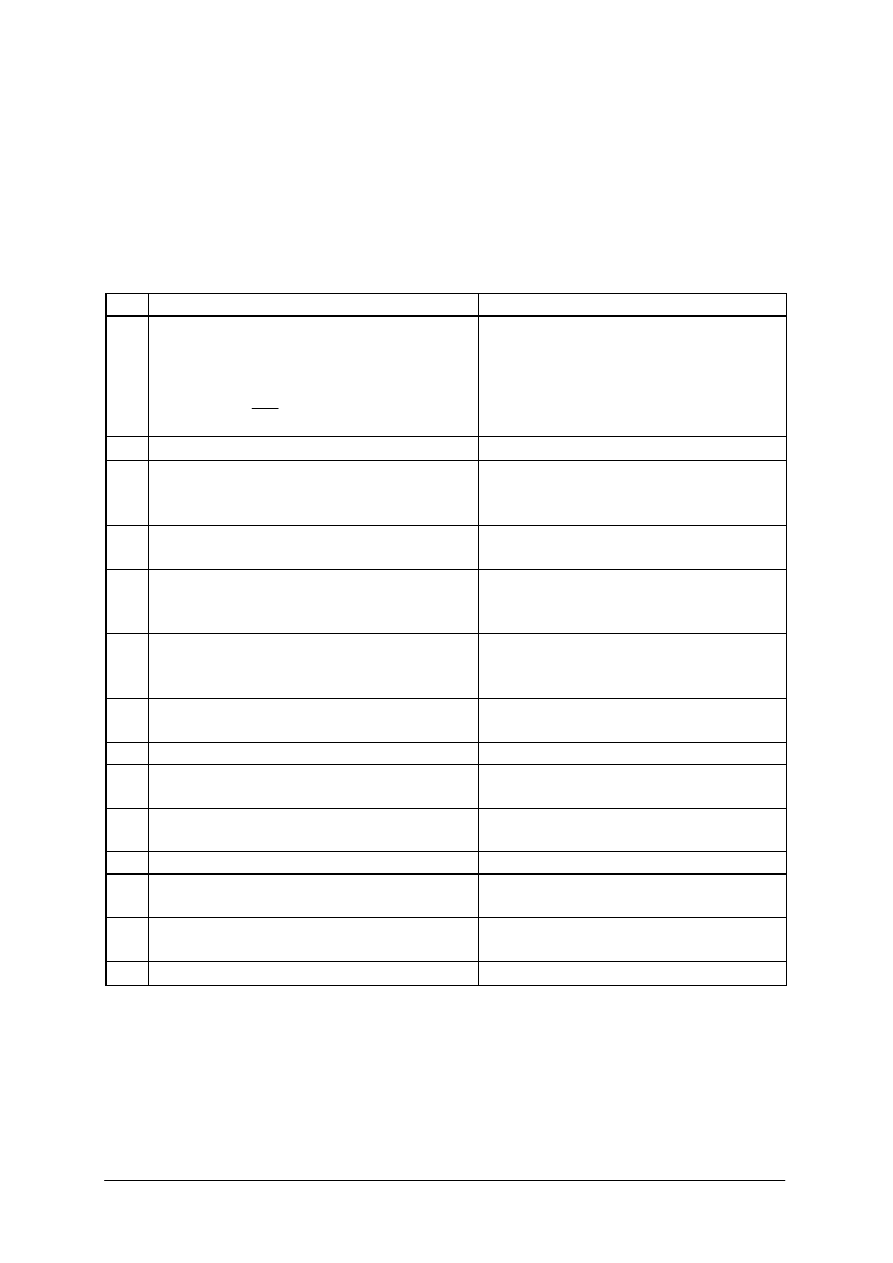
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
Pomiar drgań mechanicznych silnika będącego w ruchu na biegu jałowym
przeprowadzamy zgodnie z normą PN-88/E-06714, w wypadku nierównomiernej pracy
silnika po naprawie.
III. Wymagania
Dla orzeczenia pełnej przydatności eksploatacyjnej silników lub ich elementów, uzyskane
wyniki badań przeprowadzanych wg pkt. I i II należy odnieść do poniższych wymagań.
Tabela 6. Badania i wymagania [9].
Lp.
Rodzaj badania / pomiaru
Wartość wymagana
Rezystancja izolacji uzwojeń:
a) nowych
min 100 MΩ
b) naprawianych bądź konserwowanych
min 50 MΩ
1.
c) wskaźnik
15
60
R
R
zgodnie z normą PN-E-06701 pkt. 17.2
2. Wytrzymałość napięciowa izolacji głównej
zgodna z normą PN-EN 60034-1 pkt. 8.1
3. Rezystancja uzwojeń
zgodna z wartościami fabrycznymi lub
obliczeniowymi
w
granicach
błędu
pomiarowego
4. Wytrzymałość napięciowa izolacji zwojowej
zgodna z normą PN-88/E- 06701 pkt.
17.1
5. Wielkość poboru prądu I
o
przy U
N
zgodna z danymi fabrycznymi lub
z kartotekowanymi (baza danych) dla
określonego typu silnika
6. Pobór mocy przez silnik na biegu jałowym
zgodny z danymi fabrycznymi, nie więcej
jednak
niż
4% P
N
(P
N
–
moc
znamionowa)
7. Prędkość obrotowa na biegu jałowym
zgodnie z normą PN-88/E-06701
tablica VIII p.4 i 5
8. Temperatura pracy łożysk
zgodnie normą z PN-E/06701 pkt 16.6,
9. Głośność pracy łożysk
zgodnie z normą PN-IEC 34-9 i PN-
81/E-06019
10. Napięcie zwarcia
15% ÷ 40% U
N
wg zależności odwrotnie
proporcjonalnej do prędkości obrotowej
11. Praca ześlizgu szczotkowego
beziskrowa
12.
Bicie promieniowe zespołu pierścieni
ślizgowych
max 0,05 mm,
13.
Próba nagrzewania uzwojeń przy
bezpośrednim obciążeniu
zgodnie z normą PN-88/E 06702
pkt. 14 ÷ 16
14. Pomiar drgań mechanicznych
zgodnie z normą PN-88/E-06714
IV. Informacje dodatkowe
1. Po przykręceniu wszelkich osłon i zabezpieczeniu wału lakierem spirytusowym
w kolorze czerwonym, silniki przekazywane są do lakierni, gdzie malowane jest ich
obudowa.
2. Po pomalowaniu powierzchniowym na silnikach Stacja Prób umieszcza tabliczki
znamionowe i niezbędne oznaczenia: określające kierunek wirowania, położenie
zacisku ochronnego, wymagania transportowe itp.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jaki jest zakres prób pełnych?
2. Kiedy przeprowadza się próby wyrobu?
3. Jakie mogą być przyczyny zbyt małej prędkości obrotowej wirnika przy obciążeniu?
4. W jaki sposób należy postępować, aby usunąć nadmierne iskrzenie szczotek na
komutatorze?
5. Jaka jest kolejność czynności przy demontażu silnika?
6. Jaka jest kolejność czynności uzwajania przy wykorzystaniu cewek wsypywanych?
7. Jaki jest cel impregnacji cewek?
8. Jaka jest kolejność czynności przy impregnacji cewek?
9. Na czym polega uzbrojenie wirnika w zakrywki i łożyska?
10. Jaki wpływ na pracę silnika ma zbyt niskie napięcie zasilające?
11. Co może być przyczyną nadmiernego hałasu silnika?
12. Jakie są przyczyny nadmiernego nagrzewania się silnika w czasie pracy?
13. Jaka jest wymagana wartość rezystancji izolacji uzwojeń?
4.3.3. Ćwiczenia
Ćwiczenie 1
Wykonaj pomiar rezystancji izolacji uzwojeń silnika komutatorowego prądu
przemiennego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać badany silnik,
2) dokonać niezbędnych przełączeń na tabliczce zaciskowej,
3) ustalić przebieg pomiarów,
4) dokonać wyboru metody pomiaru rezystancji,
5) wykonać pomiary rezystancji izolacji,
6) dokonać analizy otrzymanych wartości rezystancji,
7) dokonać analizy przebiegu ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcja do ćwiczenia,
−
katalogi silników,
−
Polskie Normy,
−
silnik komutatorowy prądu przemiennego,
−
multimetr,
−
miernik do pomiaru rezystancji izolacji,
−
zeszyt do ćwiczeń,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie,
−
papier do pisania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
Ćwiczenie 2
Wykonaj pomiar rezystancji izolacji uzwojeń silnika komutatorowego prądu stałego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) rozpoznać badany silnik,
2) dokonać niezbędnych przełączeń na tabliczce zaciskowej,
3) ustalić przebieg pomiarów,
4) dokonać wyboru metody pomiaru rezystancji,
5) wykonać pomiary rezystancji izolacji,
6) dokonać analizy otrzymanych wartości rezystancji,
7) dokonać analizy przebiegu ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcja do ćwiczenia,
−
katalogi silników,
−
Polskie Normy,
−
silnik komutatorowego prądu stałego,
−
multimetr,
−
miernik do pomiaru rezystancji izolacji,
−
zeszyt do ćwiczeń,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie,
−
papier do pisania.
Ćwiczenie 3
Wykonaj wymianę szczotek w silniku komutatorowym prądu przemiennego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z silnikiem komutatorowym przeznaczonym do naprawy,
2) ustalić typ zastosowanych w tym silniku szczotek,
3) zdemontować osłonę szczotkotrzymaczy,
4) po usunięciu istniejących szczotek zamontować nowe szczotki,
5) dotrzeć nowe szczotki,
6) zamontować z powrotem elementy silnika wcześniej zdemontowane,
7) przeprowadzić próbę pracy silnika,
8) dokonać analizy przebiegu ćwiczenia.
Wyposażenie stanowiska pracy:
−
stanowisko do wykonywania ćwiczenia,
−
instrukcja do ćwiczenia,
−
katalogi silników,
−
katalog szczotek,
−
silnik komutatorowy prądu przemiennego,
−
multimetr,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
−
komplet narzędzi,
−
szczotki różnego typu,
−
zeszyt do ćwiczeń,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie.
Ćwiczenie 4
Wymień łożyska toczne w silniku odkurzacza.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zdemontować odkurzacz,
2) określić typ silnika zastosowanego w odkurzaczu,
3) zdemontować silnik,
4) ustalić typ zastosowanych oryginalnych łożysk tocznych,
5) po usunięciu istniejących łożysk zamontować nowe,
6) zmontować z powrotem silnik,
7) przeprowadzić próbę pracy silnika,
8) zamontować silnik w odkurzaczu,
9) sprawdzić działanie odkurzacza,
10) dokonać analizy przebiegu ćwiczenia.
Wyposażenie stanowiska pracy:
−
stanowisko do wykonywania ćwiczenia,
−
instrukcja do ćwiczenia,
−
katalogi silników,
−
katalog łożysk tocznych,
−
odkurzacz,
−
multimetr,
−
komplet narzędzi,
−
różne łożyska toczne,
−
zeszyt do ćwiczeń,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie.
Ćwiczenie 5
Wykryj zwarcia zwojowe wirnika silnika komutatorowego prądu stałego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z budową uszkodzonego wirnika,
2) określić metodę wyszukiwania zwartych zwojów,
3) zastosować wybraną metodę do ustalania zwartych zwojów,
4) dokonać analizy przebiegu ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Wyposażenie stanowiska pracy:
−
stanowisko do wykonywania ćwiczenia,
−
wirnik silnika komutatorowego prądu stałego,
−
instrukcja do ćwiczenia,
−
multimetr,
−
elektromagnes do wykrywania zwartych zwojów,
−
komplet narzędzi,
−
zeszyt do ćwiczeń,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie.
Ćwiczenie 6
Wykonaj uzwojenie do wirnika silnika komutatorowego prądu stałego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zapoznać się z budową uszkodzonego silnika komutatorowego prądu stałego,
2) określić parametry silnika na podstawie tabliczki znamionowej i katalogu,
3) obliczyć parametry uzwojenia,
4) narysować schemat uzwojenia,
5) obliczyć średnicę przewodu na wykonanie uzwojenia,
6) dobrać szablon niezbędny do nawinięcia uzwojenia,
7) nawinąć cewki zgodnie ze schematem uzwojenia,
8) zwrócić uwagę przy nawijaniu cewek na jakość izolacji drutu, przy nawijania nie
uszkodzić tej izolacji,
9) zdemontować z nawijarki szablon z nawiniętymi cewkami a następnie zdjąć cewki,
10) dokonać analizy przebiegu ćwiczenia.
Wyposażenie stanowiska pracy:
−
stanowisko do wykonywania ćwiczenia,
−
instrukcja do ćwiczenia,
−
katalogi silników,
−
wirnik silnika komutatorowego prądu przemiennego,
−
zestaw różnych przewodów nawojowych,
−
zestaw różnych szablonów,
−
komplet narzędzi,
−
zeszyt do ćwiczeń,
−
kalkulator,
−
ołówek, linijka, inne przybory kreślarskie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) zidentyfikować na podstawie oględzin rodzaj uzwojenia wirnika silnika
komutatorowego prądu przemiennego?
2) zidentyfikować na podstawie oględzin rodzaj uzwojenia wirnika silnika
komutatorowego prądu stałego?
3) określić parametry silnika na podstawie tabliczki znamionowej?
4) określić parametry silnika na podstawie katalogu?
5) obliczyć parametry uzwojenia?
6) narysować schemat uzwojenia na podstawie jego parametrów?
7) dobrać przewód na wykonanie uzwojenia?
8) dobrać szablon do nawinięcia uzwojenia dla konkretnego silnika?
9) dobrać do wymiany szczotki zużyte na nowe?
10) dotrzeć szczotki?
11) nawinąć cewki zgodnie ze schematem uzwojenia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj dokładnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Odpowiedzi udzielaj wyłącznie na karcie odpowiedzi.
4. Zapoznaj się z zestawem zadań testowych.
5. Test zawiera 20 zadań.
6. Do każdego zadania podane są trzy odpowiedzi, z których tylko jedna jest prawidłowa.
7. Zaznacz prawidłową według Ciebie odpowiedź, wstawiając literę X w odpowiednim
miejscu na karcie odpowiedzi.
8. W przypadku pomyłki zaznacz błędną odpowiedź kółkiem, a następnie literą X zaznacz
odpowiedź prawidłową.
9. Za każde poprawne rozwiązanie zadania otrzymujesz jeden punkt.
10. Za udzielenie błędnej odpowiedzi, jej brak lub zakreślenie więcej niż jednej odpowiedzi –
otrzymujesz zero punktów.
11. Uważnie czytaj treść zadań i proponowane warianty odpowiedzi.
12. Nie odpowiadaj bez zastanowienia, jeśli któreś z zadań sprawi Ci trudność – przejdź
do następnego. Do zadań, na które nie udzieliłeś odpowiedzi, możesz wrócić później.
13. Pamiętaj, że odpowiedzi masz udzielać samodzielnie.
14. Na rozwiązanie testu masz 40 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Jarzmo maszyny komutatorowej prądu przemiennego wykonuje się z blach ze względu na:
a) zmniejszenie ciężaru maszyny komutatorowej,
b) zmniejszenie strat od prądów wirowych,
c) poprawę warunków chłodzenia maszyny.
2. Jarzmo maszyny komutatorowej prądu stałego wykonuje się:
a) tylko z blach,
b) tylko jako lite,
c) lite albo z blach.
3. Jednym z materiałów stosowanych na izolację blach rdzenia magnetycznego silnika jest:
a) taśma torlenowa,
b) lakier elektroizolacyjny.
c) mikamit.
4. Zadaniem komutatora jest:
a) doprowadzenie napięcia do wirnika,
b) skrócenia czasu zatrzymania wirnika poprzez wprowadzenie dodatkowego tarcia,
c) tłumienie drgań wirnika, przez co praca silnika jest cicha i stabilna.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
5. Odległość między prawym bokiem jednego zezwoju a lewym, kolejno z nim połączonego
zezwoju następnego, mierzona liczbą boków jest to:
a)
τ – podziałka biegunowa,
b) Y – poskok uzwojenia,
c) Y
2
– poskok częściowy drugi.
6. Próby wyrobu silnika przeprowadza się:
a) po każdym kapitalnym remoncie,
b) po opracowaniu każdej nowej konstrukcji,
c) po każdej modernizacji.
7. Przyczyną zbyt małej prędkości obrotowej wirnika silnika bocznikowego jest:
a) zwarcie uzwojenia bocznikowego z kadłubem lub innym uzwojeniem,
b) pogorszenie warunków przewietrzania,
c) błędne połączenie uzwojenia bocznikowego z zasilaniem.
8. W celu usunięcia nadmiernego iskrzenia szczotek na komutatorze należy:
a) sprawdzić wentylator,
b) zmniejszyć ilość smaru w łożyskach,
c) sprawdzić gatunek szczotek.
9. Celem impregnacji cewek twornika jest:
a) zapobieganie przed wypadnięciem klinów ze żłobków.
b) poprawa warunków chłodzenia uzwojeń,
c) poprawa warunków powstawania pola magnetycznego.
10. Przyczyną nadmiernego hałasu silnika jest:
a) przeciążenie silnika,
b) zużycie się łożysk silnika,
c) zły stan powierzchni komutatora.
11. Nadmierne nagrzewanie się silnika w czasie pracy spowodowane jest:
a) wystającą izolacją międzywycinkową,
b) błędnym połączeniem uzwojenia bocznikowego z zasilaniem,
c) niewłaściwym dociskiem szczotek.
12. Silnik prądu stałego po włączeniu nie rusza, ponieważ:
a) została zamieniona biegunowość napięcia zasilającego,
b) wystąpiła przerwa w obwodzie twornika,
c) w łożyskach jest zbyt dużo smaru.
13. Minimalna rezystancja izolacji nowych uzwojeń powinna wynosić:
a) 100 MΩ,
b) 50 MΩ,
c) 20 MΩ.
14. Po impregnacji czas suszenia wirnika w temperaturze 150°C powinien wynosić:
a) 15 godzin,
b) 10 godzin,
c) 5 godzin.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
15. Nasycanie wirnika przeprowadza się w pozycji:
a) poziomej,
b) pozycja nie ma znaczenia,
c) pionowej.
16. Zwarcia zwojowego w wirniku nie można wykryć w przypadku:
a) przeprowadzenia badania uzwojenia elektromagnesem,
b) pomiaru napięć międzwycinkowych,
c) oceny zmienności biegunów pola magnetycznego.
17. Jeżeli podczas impregnacji uzwojeń dojdzie do zabrudzenia skóry lakierem, należy
zabrudzoną skórę:
a) zmyć tylko rozpuszczalnikiem,
b) wytrzeć ręcznikiem,
c) zmyć rozpuszczalnikiem a następnie wodą z mydłem.
18. Liczba szczotek w maszynach komutatorowych jest:
a) równa liczbie biegunów magnetycznych,
b) o dwie większa od liczby biegunów magnetycznych,
c) o cztery większa od liczby biegunów magnetycznych.
19. Przyczyną nadmiernego iskrzenia szczotek jest:
a) przerwa w obwodzie twornika,
b) zwarcie międzyzwojowe w cewce twornika,
c) niedociążenie silnika.
20. Wymieniając szczotki zużyte na nowe należy zastosować szczotki:
a) bardziej miękkie niż były – same lepiej i szybciej dotrą się,
b) takiego samego typu, jakie były przed wymianą i dotrzeć je bezpośrednio na
komutatorze,
c) bardziej twarde a dotrzeć je przed włożeniem do silnika.
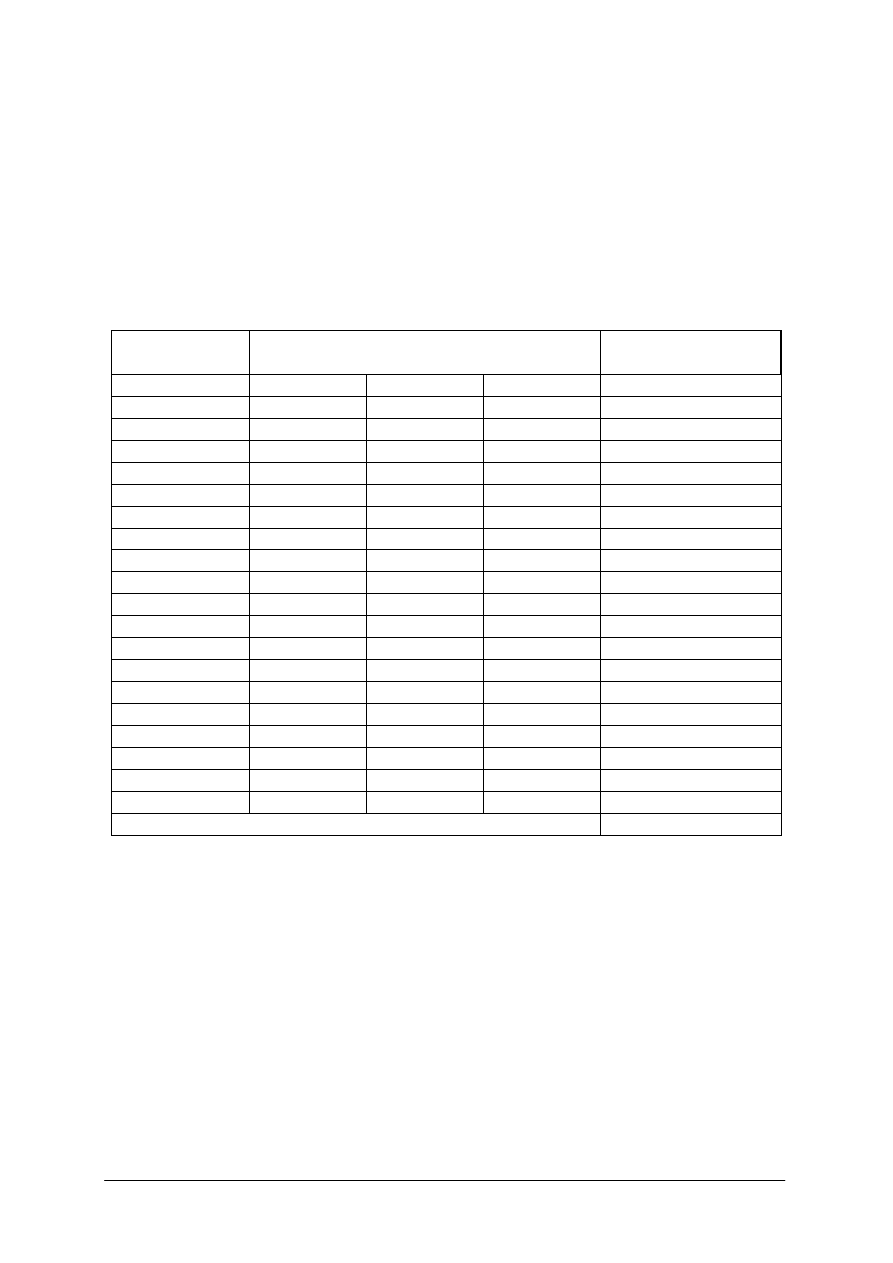
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
KARTA ODPOWIEDZI
Imię i nazwisko
...........................................................................................................................
Montaż i wykonywanie napraw silników komutatorowych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
2
a
b
c
3
a
b
c
4
a
b
c
5
a
b
c
6
a
b
c
7
a
b
c
8
a
b
c
9
a
b
c
10
a
b
c
11
a
b
c
12
a
b
c
13
a
b
c
14
a
b
c
15
a
b
c
16
a
b
c
17
a
b
c
18
a
b
c
19
a
b
c
20
a
b
c
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
6. LITERATURA
1. Goźlińska E.: Maszyny elektryczne. WSiP, Warszawa 1998.
2. Instrukcje Technologiczne. ZELTECH-ME Spółka z o.o., Łódź 2005.
3. Latek W.: Maszyny elektryczne. WNT, Warszawa 1994.
4. Polskie Normy:
PN-EN 60034-1:2001/A11:2003 Maszyny elektryczne wirujące. Dane znamionowe
i parametry.
PN-EN 60034-8:2005 (U) Maszyny elektryczne wirujące. Część 8: Oznaczanie
wyprowadzeń i kierunek wirowania maszyn wirujących.
PN-EN 60317-0-1:2002 Wymagania dotyczące poszczególnych typów przewodów
nawojowych. Wymagania ogólne – Przewody nawojowe emaliowane
miedziane okrągłe.
PN-E-06700:1991 Maszyny elektryczne wirujące. Terminologia.
PN-E-06735:1992/Ap1:1999 Maszyny
elektryczne
wirujące.
Szczotki
węglowe,
trzymadła szczotkowe, komutatory i pierścienie ślizgowe. Terminologia.
PN-E-06755-2:2001 Maszyny elektryczne wirujące. Rodzaje i programy badań. Maszyny
prądu stałego komutatorowe.
5. Praca zbiorowa: Maszyny i napęd elektryczny. WSiP, Warszawa 1978.
6. Praca zbiorowa, Poradnik inżyniera elektryka, t. 2. WNT, Warszawa 1976.
7. Warunki Techniczne Odbioru. ZELTECH-ME Spółka z o.o., Łódź, 2005.
8. Zembrzuski J.: Uszkodzenia i naprawa silników elektrycznych. WNT, Warszawa 1999.
Wyszukiwarka
Podobne podstrony:
Montaż i wykonywanie napraw silników komutatorowych
Montaż i wykonywanie napraw silników indukcyjnych
więcej podobnych podstron