Intermittent drying of bioproducts––an overview
K.J. Chua
*
, A.S. Mujumdar, S.K. Chou
Department of Mechanical Engineering, National University of Singapore, 9 Engineering Drive 1, Singapore 117576, Singapore
Received 8 March 2002; received in revised form 2 May 2003; accepted 3 May 2003
Abstract
Unlike the conventional practice of supplying energy for batch drying processes at a constant rate, newly developed intermittent
drying processes employ time-varying heat input tailored to match the drying kinetics of the material being dried. The energy re-
quired may be supplied by combining different modes of heat transfer (e.g. convection coupled with conduction or radiation or
dielectric heating simultaneously or in a pre-selected sequence) in a time-varying fashion so as to provide optimal drying kinetics as
well as quality of the bioproduct. This is especially important for drying of heat-sensitive materials (such as foods, pharmaceutical,
neutraceutical substances, herbs, spices and herbal medicines). Intermittent heat supply is beneficial only for materials which dry
primarily in the falling rate period where internal diffusion of heat and moisture controls the overall drying rate. Periods when little
or no heat is supplied for drying allow the tempering period needed for the moisture and heat to diffuse within the material. As the
moisture content increases at the surface of the biomaterial during the tempering period, the rate of drying is higher when heat input
is resumed. It is possible to control the heat input such that the surface temperature of the product does not exceed a pre-determined
value beyond which thermal damage of the material may occur. This process results in reduction in the use of thermal energy as well
as the mass of air used in convective drying. Thus, the thermal efficiency of such a process is higher. The quality of the product, as
such color and ascorbic acid content, is also typically superior to that obtained with a continuous supply of heat. However, in some
cases, there will be a nominal increase in drying time. In the case of microwave-assisted and heat pump drying, for example, the
capital cost of the drying system can also be reduced by drying in the intermittent mode.
This paper provides an overview of the basic process, selected results from experiments and mathematical models for a variety of
biomaterials dried in a wide assortment of dryers. It begins with a classification of intermittent drying processes that may be applied
e.g. time-varying temperature, air flow rate, operating pressure as well as heat input by different modes and in different temporal
variations. The beneficial effects of improving the quality of dried bioproducts by different intermittent processes are also included
and discussed.
Ó 2003 Elsevier Ltd. All rights reserved.
Keywords: Drying technologies; Product quality; Drying kinetics
1. Introduction
Traditional convective drying processes employ con-
tinuous constant air temperature, humidity and airflow
for moisture removal. For heat-sensitive products, the
quality of the dried product depends largely on the
conditions of the air employed. It is well known that
heat transfer has quality-control applications involving
either a raising or lowering of temperature and often
requires precise monitoring of the product spatial dis-
tribution of thermal histories that are required to con-
form to certain quality protocol. It is, therefore,
essential to acquire an in-depth understanding of the
thermal behavior of these heat-sensitive products and
the corresponding related product quality and equip-
ment energy consumption when non-steady drying
conditions are employed.
For heat-sensitive materials much of the resistance to
drying resides within the material. Thus, unduly high
heat and mass transfer rates applied at the surface only
result in overheating or over-drying of the surface layer
resulting in quality problems without major increase in
the drying kinetics. The rate of migration of the mois-
ture from within the solid to the evaporation front often
controls the overall drying rate. Thus, for optimal en-
ergy consumption and improved quality, it is important
to match the energy demand of the product during
drying with the external supply of energy using several
possible modes of heat transfer simultaneously or
*
Corresponding author. Fax: +65-779-1459.
E-mail address:
(K.J. Chua).
0960-8524/$ - see front matter
Ó 2003 Elsevier Ltd. All rights reserved.
doi:10.1016/S0960-8524(03)00133-0
Bioresource Technology 90 (2003) 285–295
sequentially. Often it is not possible to control the exter-
nal heat/mass transfer rate obtained by convection alone
e.g. in a fluidized bed dryer the criterion which decides
the choice of the gas flow rate is the need for fluidiza-
tion. In fact, it is necessary to use a flow rate far in ex-
cess of the already high minimum fluidization velocity.
In the falling rate period for most solids this represents
a much higher external heat/mass transfer coefficient
than is required to remove the moisture arriving at
the surface. In such cases it is a good idea to fluidize
the material periodically or to increase and decrease the
fluidizing air temperature as required by the material. It
is also possible to use a simple control strategy to keep
the bed temperature constant and vary the fluidizing air
temperature to avoid overheating and save energy con-
currently.
It is noteworthy that numerous traditional drying
processes which are considered continuous are in fact
inherently intermittent. Freeze drying, rotary drying,
spouted bed drying and paper drying on conventional
multi-cylinder paper machines are some of the major
large scale examples of inherently intermittent processes.
With a careful look at the actual processes involved in
these common dryers one can readily see that much of
the heat/mass transfer occurs in only a part of the dryer
while the other part of the dryer essentially acts as a
tempering period allowing time for the internal moisture
to migrate to the surface before the material sees the
high heat/mass transfer zone again in a cyclic fashion.
The main difference here is that the frequency of this
cyclic operation is typically fixed by the choice of the
geometric and operating parameters of the design and
cannot be de-coupled from them. For intermittent dry-
ing considered here, the discussion will be limited to
drying systems whereby the frequency or time-variation
of heat input by any mode of heat transfer can be in-
dependently controlled. Note that temporal variation is
possible only for batch dryers while for continuous
dryers this translates to spatial variation in heat input
along the length of the dryer, e.g. a continuous plug-flow
fluid bed dryer with sections along its length utilizing
spatially varying fluidizing air temperature.
Under the umbrella of intermittent drying are all
types of batch dryers that employ time-varying operat-
ing conditions e.g. periodic variation of pressure (from
high to atmospheric) or cyclic variations in level of
vacuum applied. Thus, dryers that employ time-varying
temperature, gas flow rate and/or operating pressure are
included. The frequencies involved in such operations
are typically low. Such an operation is applicable mainly
for heat-sensitive materials and those with long periods
of drying mainly or exclusively in the falling rate period.
One may generally expect a slight-to-moderate increase
in drying time but this reflects in compensating decrease
in energy consumption and enhancement of product
quality.
In this paper, selected recent works on intermittent
drying and its impact on drying kinetics and product
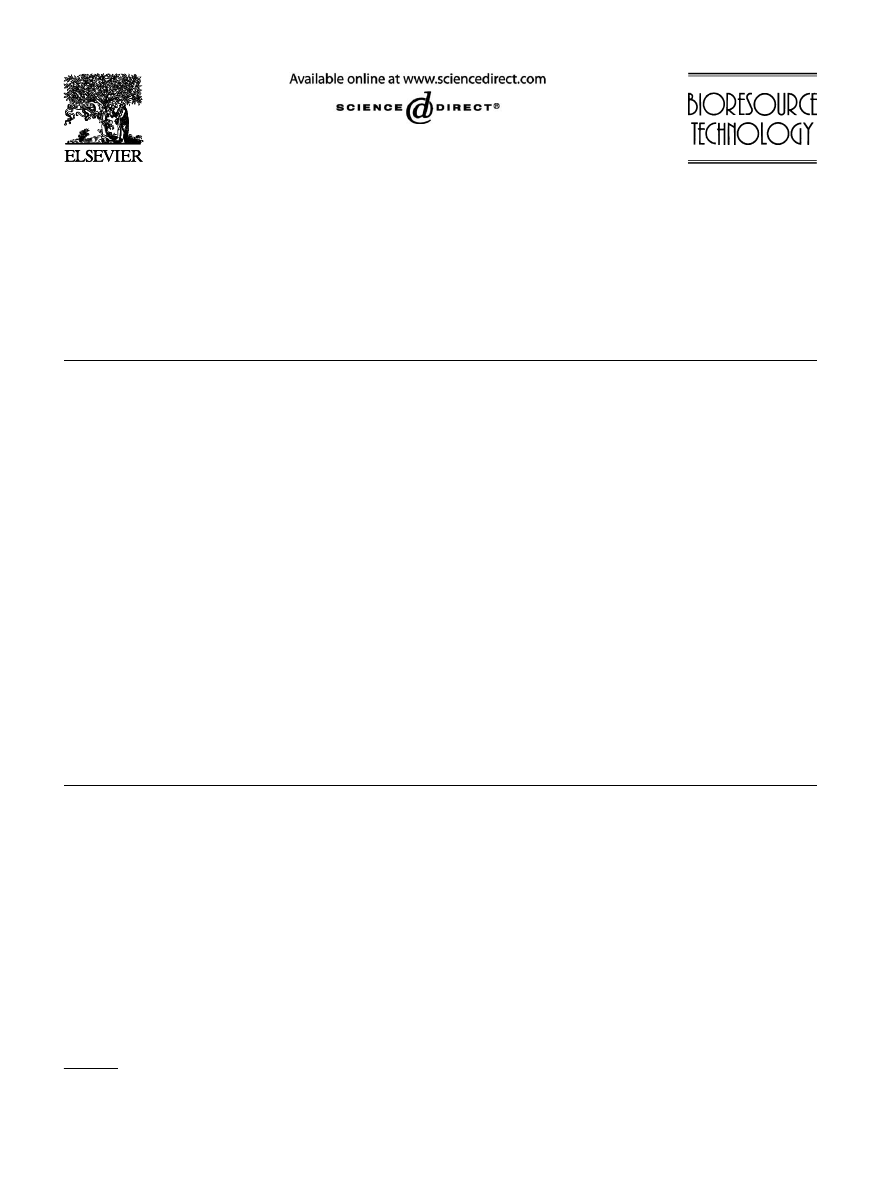
quality are reviewed. A generalized classification scheme
of the types of intermittency is portrayed in Fig. 1. The
general impression of intermittent drying among engi-
neers is one involving on/off pulsating of the three main
Fig. 1. A generalized classification scheme for intermittent drying.
286
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295
process parameters: heat input, chamber pressure and
air velocity. However, other intermittencies that can also
be implemented in such a drying process are e.g. cyclic/
ramp and arbitrary variation of the three process para-
meters. They can be programmed in a fixed or variable
frequency mode with fixed or variable amplitude.
2. Intermittent drying
Time-dependent drying schemes which imply time-
varying supply of thermal energy for drying under batch
or continuous drying modes can be conveniently clas-
sified into the following categories: (a) intermittent
drying whereby heat flux is supplied intermittently
rather than continuously. This can be done by interrupt-
ing the air flow to provide the material a ‘‘rest’’ or
‘‘tempering’’ period, by a continuous air flow periodi-
cally heated, or by periodic variation of air flow or both;
(b) aeration which is a drying process involving a com-
bination of high temperature short drying period, tem-
pering, and slow cooling followed by drying finish; (c)
air reversal drying which is reversing the direction of the
airflow for a period of time and then reverting it back to
its original direction. This is applied to deep bed drying
of particulates to minimize temperature and moisture
gradients in the bed; and (d) cyclic drying which is a
drying process whereby the air temperature, humidity or
velocity undergoes a specified cyclic pattern variation
such as sinusoidal, square-wave or saw-tooth patterns.
The operating pressure can also be cycled.
Several experimental modeling studies have appeared
in the literature on intermittent drying. For example,
Giowacka and Malczewski (1986) solved LuikovÕs
equations to predict drying of granular materials using
time-varying inlet air temperature. The effect of inter-
mittency on energy saving was studied by Jumah et al.
(1996) in their study of intermittent drying of grains in a
novel rotating jet spouted bed; they found that signifi-
cant energy and quality advantages arise from inter-
mittent drying of heat-sensitive particles. Ratti and
Mujumdar (1993) have presented a simulation study on
batch drying of shrinking hygroscopic materials in a
fixed bed under time-varying flowrates. Their work has
shown that the total air consumption for drying is re-
duced with minor or no increase in drying time. The
economic implication is a reduction of energy con-
sumption for air handling which will eventually impact
the overall operating cost of the dryer. Optimal drying
performance can now also be obtained using general
thermal dehydration method with some modifications,
such that the drying temperature and flow of drying
medium can be intermittently controlled.
Experimental evidence of the potential benefits of
intermittent temperature variation on product quality
has been recently demonstrated by Chua et al. (2000a,b).
Chua et al. (2000a) have shown that, with proper se-
lection of intermittent drying air temperature, the im-
provement in ascorbic acid of guava (Psidium guajava)
pieces could be up to 20% higher than those dried under
isothermal condition. Chua et al. (2000b) have demon-
strated that employing intermittent drying air tempera-
ture could reduce the overall color change of potato,
guava and banana samples by 87%, 75% and 67%, re-
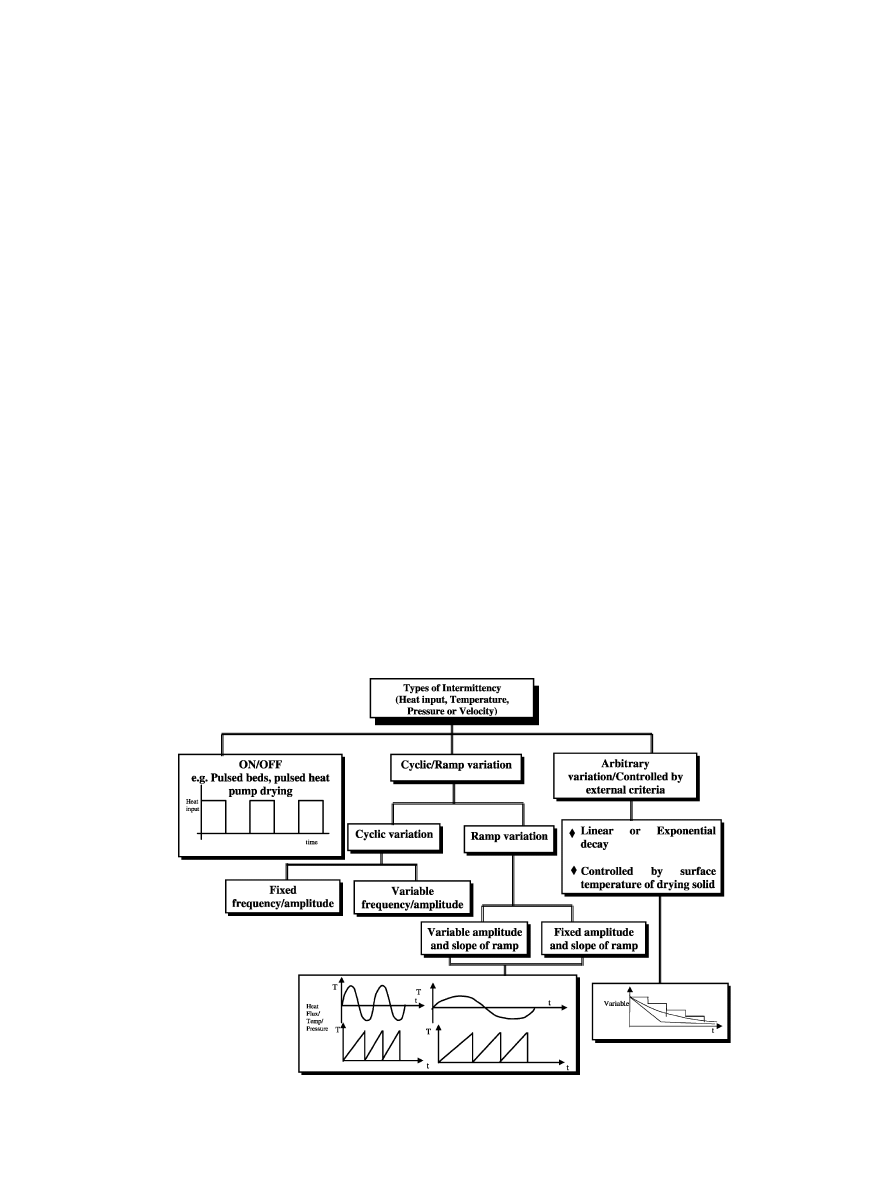
spectively. A classification scheme for intermittent dry-
ing based on processing mode and types of intermittent
Fig. 2. General types of intermittent drying modes for various dryers. Note: Above flowchart is limited to intermittent heat input. Intermittent drying
may also include cyclic or abrupt variation in operating pressure (e.g. cyclic compression and decompression).
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295
287
heat input is shown in Fig. 2. This flowchart is limited to
intermittent heat input. In general, intermittent drying
may include cyclic or abrupt variation in operating
pressure or air flow as for the case of convective drying.
Based on this flowchart, the various intermittent drying
processes reported in recent literature will be presented.
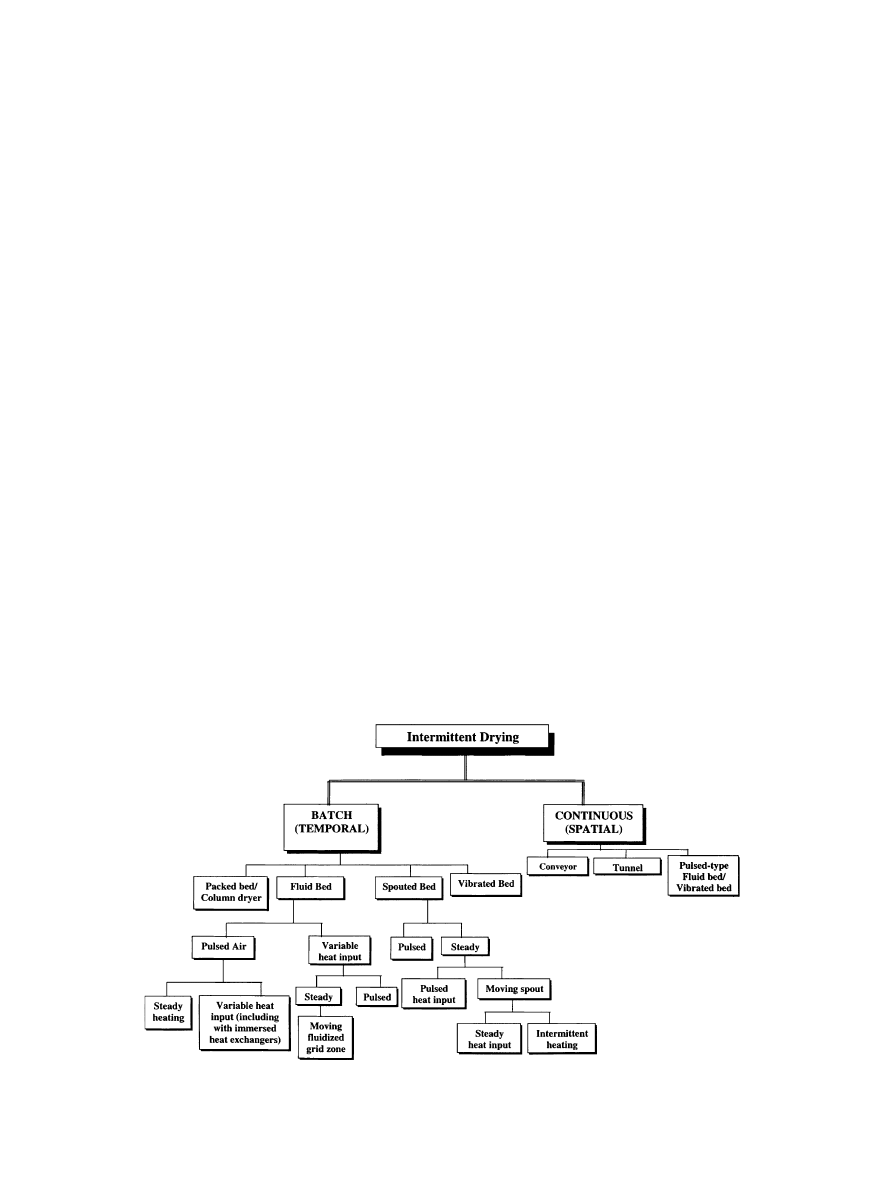
Also, some examples of dryers operating under inter-
mittent drying conditions are included in Fig. 3.
3. Batch drying
3.1. Fluidized bed
Fluidized bed drying (FBD) has found many appli-
cations for drying of granular solids in the food, ce-
ramic, pharmaceutical and agriculture industries. For
drying of powders in the 50–2000 lm range, fluidized
beds FBD competes successfully with other more tra-
ditional dryer types, e.g., rotary, tunnel, conveyor and
continuous tray. FBD has the following advantages
(Mujumdar and Devahastin, 1999): (a) high drying rates
due to excellent gas–particle contact leading to high heat
and mass transfer rates; (b) smaller flow area; (c) higher
thermal efficiency; (d) lower capital and maintenance
costs compared to rotary dryers; and (e) ease of control.
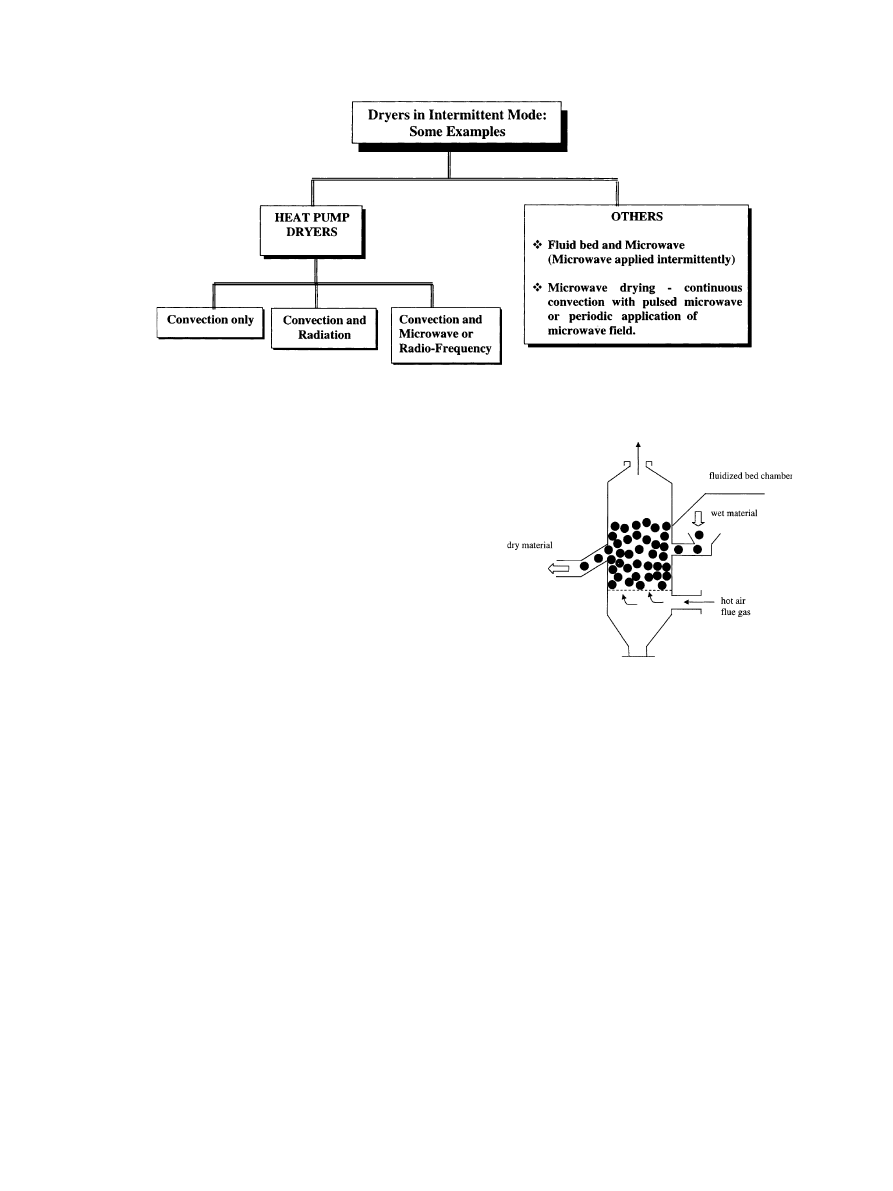
A typical layout of a fluidized bed dryer is shown in
Fig. 4. One easy way to implement intermittent drying
for fluidized bed dryer is to regulate the airflow to the
bed in an intermittent manner. Pan et al. (1999a), in
their study of intermittent drying of carrot cubes in a
vibro-fluidized bed, investigated the nutritional value of
dry carrot, which was quantified in terms of b-carotene
retention in the dried product. From their experiments,
they have shown that the concentration of b-carotene in
carrot undergoing continuous drying decreased with
drying time due to thermal degradation. With inter-
mittent regulation of the airflow, there was significant
improvement in b-carotene retention. They reasoned
that intermittent drying reduces product degradation
because of inherent continuous moisturizing of the
partially dry surface layers during the tempering period.
For similar final moisture content, the preservation of b-
carotene for carrots undergoing intermittent drying was
observed to be 18.5% higher than that of conventional
continuous drying. Pan et al. (1999a), while conducting
experiments on rehydration of dried carrot samples, also
found that the rate of dried carrot rehydration after
intermittent drying was higher than that after continu-
ous drying.
In a separate work, Pan et al. (1999b) conducted
drying experiments for squash slices in a vibrated flui-
dized bed. Squash samples were taken out of a vibrated
fluidized bed after 40 min, and tempered in ambient air
for 7.5 h. From their experimental data, a reduction in
drying time of up to 40% was observed based on a
drying time of 96 min for the squash slice to reach
14.75% moisture content. Comparing the preservation
Fig. 3. Examples of dryers that can operate under intermittent drying mode. Note: Convection can be applied intermittently or supplementary heat
source applied intermittently ascending to a s schedule or control system.
Fig. 4. Well-mixed continuous fluidized bed dryer.
288
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295
of b-carotene for continuous and intermittent air drying,
Pan et al. (1999b) showed that 87.2% of b-carotene in
squash could be preserved in tempering–intermittent
drying while only 61.5% was found for conventional
continuous drying. Similar to earlier experiments con-
ducted with carrot samples, the rehydration ability of
the product gained by tempering-intermittent drying
was found to be better than product gained by contin-
uous drying. In this second study, Pan et al. (1999b)
attributed the improvement in product quality to the
moisture from the center of the material being redis-
tributed to the surface during the tempering period. The
consequent positive impacts were lower material tem-
perature, resulting in better dried-product quality, and
reduction in energy consumption.
3.2. Spouted bed drying
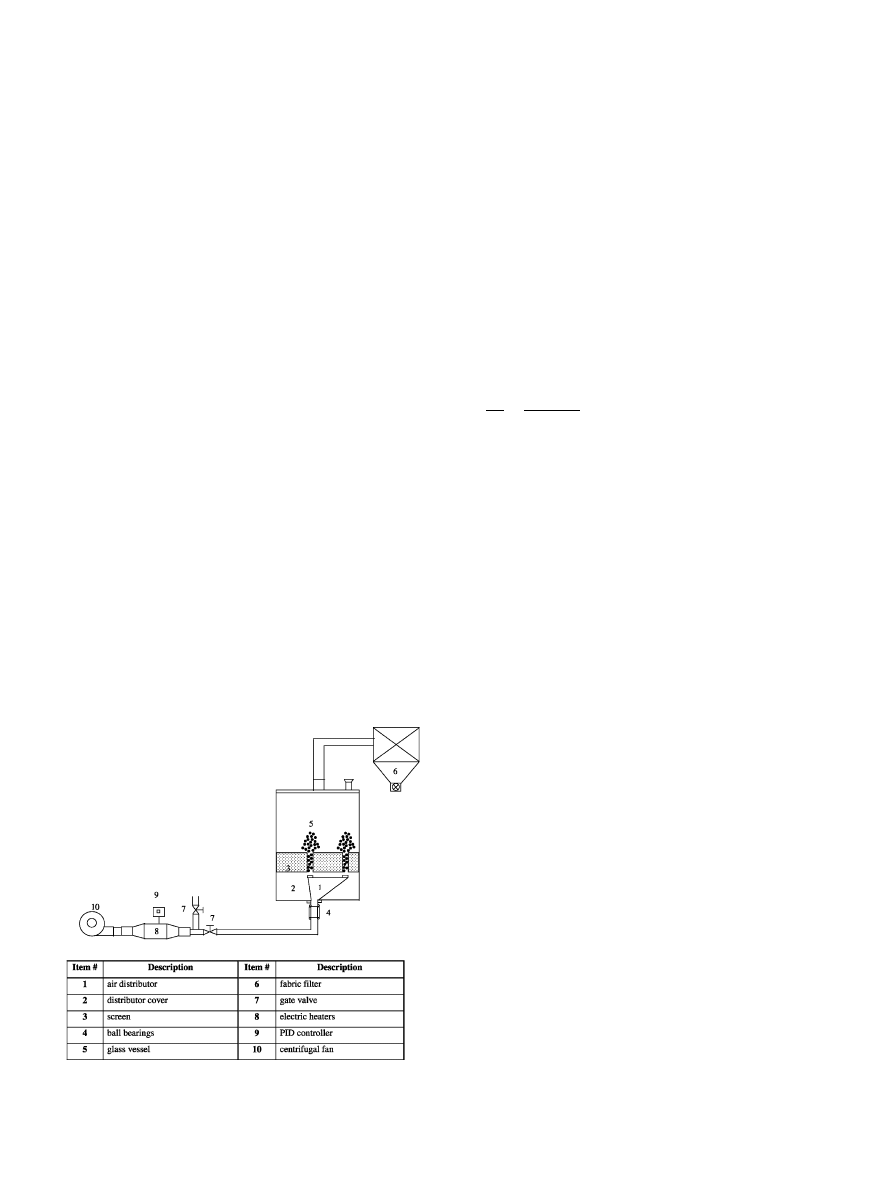
Jumah et al. (1996) implemented the principle of in-
termittent drying in a novel spouted bed system. They
studied the drying kinetics of corns using a rotating jet
spouted bed. A schematic of their set-up is shown in Fig.
5. The intermittent drying schedule was characterized by
periodic gas–particle contact which may be idealized as
a series of active drying periods separated by much
longer tempering periods. By varying the rotational
speed of the spouting jet of heated (or unheated air),
they varied the magnitudes of ÔonÕ and ÔoffÕ periods while
keeping the ratio of the two fixed.
Experiments were carried out to test the hypothesis
that corn as a slow drying material could be dried to
produce high quality grain with lower energy con-
sumption via prescribing an intermittent air schedule.
The intermittent scheduling was achieved by using var-
ious drying periods alternated by long tempering peri-
ods. During the active periods, the particles were
observed to be subjected to very intense mixing and
circulation due to the hydrodynamics of rotating spouts.
The resulting effect was a period of high intensity of heat
and mass transfer. During the no-flow periods, the
temperature and moisture gradients were effectively re-
laxed with favorable moisture re-distribution inside the
particle. They also observed minimal mechanical dam-
age to the kernels due to reduced attrition caused by
inter-particle collisions during spouting.
Jumah et al. (1996) defined an intermittency ratio, a,
as the fraction of cycle time during which spouting gas is
supplied for drying, i.e.,
a
¼
s
on
s
¼
s
on
s
on
þ s
off
;
where s
on
and s
off
are the on and off period of each cycle,
respectively.
The drying conditions used in their studies for re-
wetted corn are given in Table 1. They have shown that
for continuous drying curve (a
¼ 1) rapid loss of mois-
ture occurred during the initial stage of drying followed
by the conventional falling rates. The initial high drying
rate was short because the surface zone of the material
was rapidly dried to its equilibrium value, and then the
process was controlled by internal moisture diffusion.
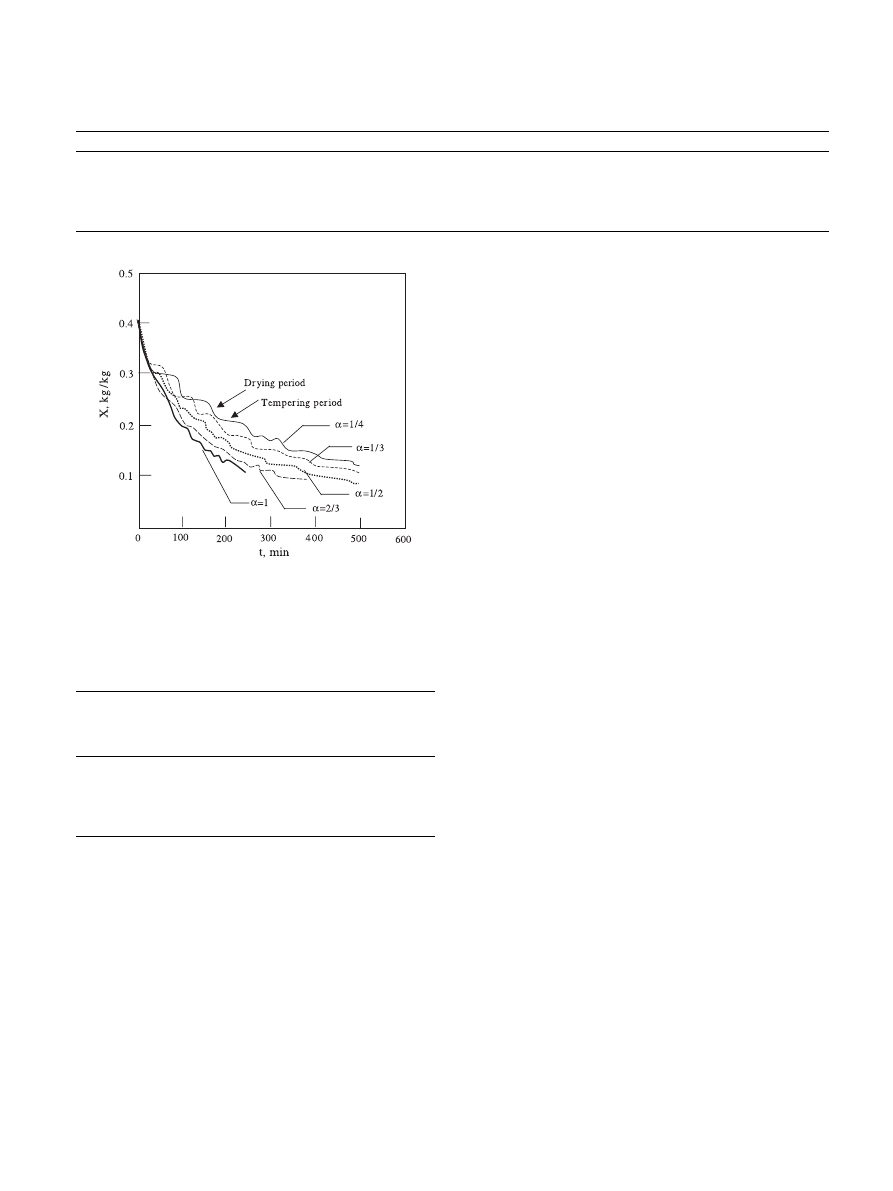
According to their observations indicated in Fig. 6, for
intermittent drying (a < 1), the initial high drying rate
was repeated during each active drying period so that
steeper drying curve segments could be obtained. It
further demonstrated that moisture leveling occurred
during the tempering periods with moisture migration to
the corn kernel surface.
As shown in Table 2, for any a, intermittent drying
took a longer time than the corresponding continuous
one when the total elapsed time was considered, but a
shorter time in terms of the effective spouting time re-
quired to achieve the desired final moisture content. The
total process time to reach 13% dry basis final moisture
content increased by 19% when a 10-min tempering
period (a
¼ 2=3) was employed relative to the continu-
ous drying with no tempering periods. However, the
effective or net drying time decreased by 19%. Further-
more, the total process time was less than doubled when
the tempering period was increased by a factor of 6, i.e.
increasing s
off
from 10 to 60 min or decreasing a from 2/
3 to 1/4. However, the effective drying time was observed
to decrease by 22%. All these savings could be translated
directly to energy savings as shown in Table 2. The
maximum energy saving of 37% occurred using drying
air with 60 min of tempering period (a
¼ 1=4) for the
conditions employed by Jumah et al. (1996).
Fig. 5. Schematic diagram of a rotating jet spouted bed (Jumah et al.,
1996).
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295
289
3.3. Vibrated bed drying
For drying of smaller particles, Li et al. (1999) con-
ducted experiments to study the effect of intermittent
drying on stress distributions of rough rice. Tempering
of rice during the drying operation has become a com-
mon practice in order to reduce the fissuring of rice. In
their experiments, Li et al. (1999) initiated the inter-
mittent drying by discontinuing the drying process in a
convective experimental set-up. In general, Li et al.
(1999) observed that discontinuing the drying process
with tempering could reduce the hydro-stresses in the
rice kernel. As part of their parametric study, they also
found that increasing the intermittent ratio reduced the
stresses in the rice kernel during intermittent drying.
Higher intermittency ratio would subsequently result in
lower percentage of fissured rice. During the tempering
period, the moisture in the kernel was equalized through
moisture diffusion. The moisture equalization increased
the drying rate of grain in the next cycle of drying, and
reduced the stresses caused by moisture gradient within
the kernel. Measurements taken during the experiments
showed that the central portion of the rice was con-
tracted and greater tensile stresses were created during
the holding period as the moisture was transported from
the central portion to the central portion to the surface.
Discontinuing the drying process during the tempering
period resulted in lower maximum tensile stresses at the
grain center. It was further observed that increasing the
tempering time would decrease the maximum tensile
stresses at the center of the rice kernel.
3.4. Microwave drying
According to a finite element model proposed by
Zhang and Mujumdar (1992), employing intermittent
volumetric heating in a thermal drying process is a
possible solution to reduce drying-induced stresses in a
grain kernel. The tempering period allows time for the
internal moisture to diffuse to equalize moisture and
temperature gradients during the resting period when no
heat is supplied or a reduced level of heat is provided. In
the case of intermittent volumetric heating, the tem-
peratures of the nodes do not increase continuously; and
the values of the node temperatures are much lower than
those in continuous heating while the moisture poten-
tials of different points of the body tend to be more
uniform. Since the moisture field of the body is more
uniform; it is clear that the drying-induced stresses must
decrease as well. For some materials of biological origin
that are sensitive to thermal treatment, problems per-
taining to germinability, vigor, protein denaturation and
cracks might result for continuous hot air drying. In-
termittent drying should mitigate these problems to a
great extent.
Gong et al. (1998) conducted a numerical study to
understand the effect of intermittent microwave heating
on the drying behavior of clay and its internal stress
development. From their numerical results, they ob-
Fig. 6. Effect of intermittency on the evolution of moisture content
with time for corn samples (results from Jumah et al., 1996).
Table 1
Summary of the operating conditions applied in the intermittent spouting experiments (Jumah et al., 1996)
Drying period, s
on
(min)
Tempering period, s
off
(min)
Intermittency, a
Process conditions
20
60
1/4
T
gi
¼ 80 °C,
20
40
1/3
U
¼ 0:475 m/s
20
20
1/2
X
0
¼ 0:4 kg/kg dry basis
20
10
2/3
m
s
¼ 12 kg
Continuous
0
1
N
¼ 4 rpm
Table 2
Effect of the intermittency on the performance of the drying process
(results from Jumah et al., 1996)
a
Total process
time ratio
Effective drying
time ratio
¼ energy con-
sumption ratio
Percent energy
saving over
continuous drying
1/4
2.32
0.63
37
1/3
1.95
0.70
30
1/2
1.48
0.77
23
2/3
1.19
0.81
19
1
1
1
–
290
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295

served that the maximum tensile and compressive
stresses within the dried clay could be reduced signifi-
cantly when intermittently microwave heating was em-
ployed. Also, the time for the peak stresses to develop
was observed to be somewhat reduced. Recently, Itaya
et al. (2001) demonstrated clearly the beneficial effect of
microwave drying of ceramics. With continuous micro-
wave heating or microwave heating with long cycle
times, cracks developed in the ceramic samples were
tested. With higher frequency of pulsation, crack for-
mation could be avoided or delayed at lower moisture
contents although the sample attained higher tempera-
ture. Note that ceramics are not heat-sensitive so a
higher temperature does not result in lower quality.
However, they observed that the mechanical crack for-
mation was affected by the intermittency of microwave
energy input.
Gunasekaran (1999) has demonstrated the advanta-
ges of pulsed microwave vacuum drying of cranberries
both in terms of energy efficiency and quality of the
dried product in terms of its color (redness) and texture.
They found that the longer the power-off time relative to
the power-on better was, the better were the energy ef-
ficiency and product quality. He employed MW oven
operated at pressures of 5.33 and 10.67 kPa with power-
on to total cycle time ranging from 1 to 6. Based on his
experimental data, it appeared that when the power-on
time was shorter, more of the microwave energy was
used for evaporating moisture while a longer power-on
time tended to increase the product temperature and
resulted in degradation of the quality of a heat-sensitive
material.
Several studies have been carried out to investigate
the use of intermittent microwave drying and the effect
on shrinkage (Raghavan and Silveira, 1999; Raghavan
and Venkatachalapathy, 1999). Intermittent microwave
drying studies, both experimental and numerical, have
been reported to improve the quality of dried product
and even the temperature distribution of product. Sanga
et al. (2001) have reported experimental and numerical
analysis of intermittent microwave-convection drying of
heat-sensitive materials such as carrot and potato pieces.
They measured the drying rate on-line along with tem-
perature distribution in the drying product using fibre-
optics probes. They showed that a diffusion model
including temperature and concentration dependent dif-
fusivity as well as allowing for shrinkage in an empirical
fashion yielded results which agreed with the measured
drying rates. Their finite element model permitted
modeling of discretely composite materials as well. Such
a model could be applied to blends of wet solids with
different loss factors for absorption of microwave en-
ergy. Their quality measurements (color) showed that
intermittent microwave input to continuous convection
drying gave a better quality product than continuous
microwave input.
Chen and Wang (2001) made a theoretical analysis of
the effect of the intermittent microwave heating patterns
on batch fluid drying of porous particles. They consid-
ered three MW power patterns viz., uniform, sinusoidal
and rectangular. Under constant electric field strength
conditions, they computed the temperature and mois-
ture variation of apple particles in batch fluidized bed
drying. Their results indicated that the magnitude and
distribution of the moisture, temperature and pressure
within a particle could be substantially affected. More
importantly, the drying time and microwave energy
consumption changed with the pattern of how micro-
wave heating was applied. Particularly, intermittent
heating with a rectangular wave pattern had the most
microwave energy consumption but the shortest drying
time. For a particle size of 5 mm, air flow rate of 2 m/s
and temperature of 60
°C, the drying time was, respec-
tively, 1600, 2000, 2400 s for rectangular, sinusoidal and
constant microwave heating. The values of microwave
energy consumed for the three cases were respectively,
2145, 1980, and 1560 kJ/kg water evaporated. The
model could be extended to include kinetics of quality
change (e.g. color and vitamins). Also, a more detailed
parametric study including different MW energy pat-
terns could be carried out. It should also be possible to
dynamically optimize such a process for the best quality
at lowest energy consumption or minimum overall cost.
3.5. Aeration process
Farouk (1967) based on his work on peanuts drying
observed that for any particular aeration time per hour
of total operation time, the shorter cycling periods were
more effective than the longer ones. When drying by
heating and aeration only, the higher temperature and
shorter aeration periods were more effective in rapid
drying. The intermittent heating–drying process were
more economical, in terms of hours of aeration required
to dry through any particular moisture range, than the
continuous aeration process for the aerating periods of
less than 6 h per cycle.
Filho et al. (1982) conducted intermittent drying ex-
periments for soybean comprising a convective heating
period followed by an aeration period. In other words,
warm air was used for the heating and cooling periods.
The intermittent application of warm and cool air was
repeated until the moisture content of beans reached the
desired value. They observed that soybean intermittent
drying took longer than continuous drying, but the ex-
periments demonstrated that it prevented some damage
from occurring as compared to the continuous process
at the same temperature. The probable explanation for
this phenomenon was that during the resting period,
water diffused to the surface and brought itself into
equilibrium with the remainder of the material. During
the subsequent drying period, the surface again dried
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295
291
rapidly so that the steep part of the drying curve was
again repeated.
3.6. Heat pump drying
For a batch heat pump drying system, intermittent
drying processes can be classified into three categories:
(a) intermittent variation of the air temperature; (b) in-
termittent supply of air flow; (c) intermittent regulation
of the air humidity; and (d) intermittent addition of
other energy sources e.g. infra-red, microwave and
radio-frequency.
Among the three, the intermittent regulation of air
temperature is considered to have the most substantial
influence on the product drying kinetics and various
quality parameters and is the focus of the following
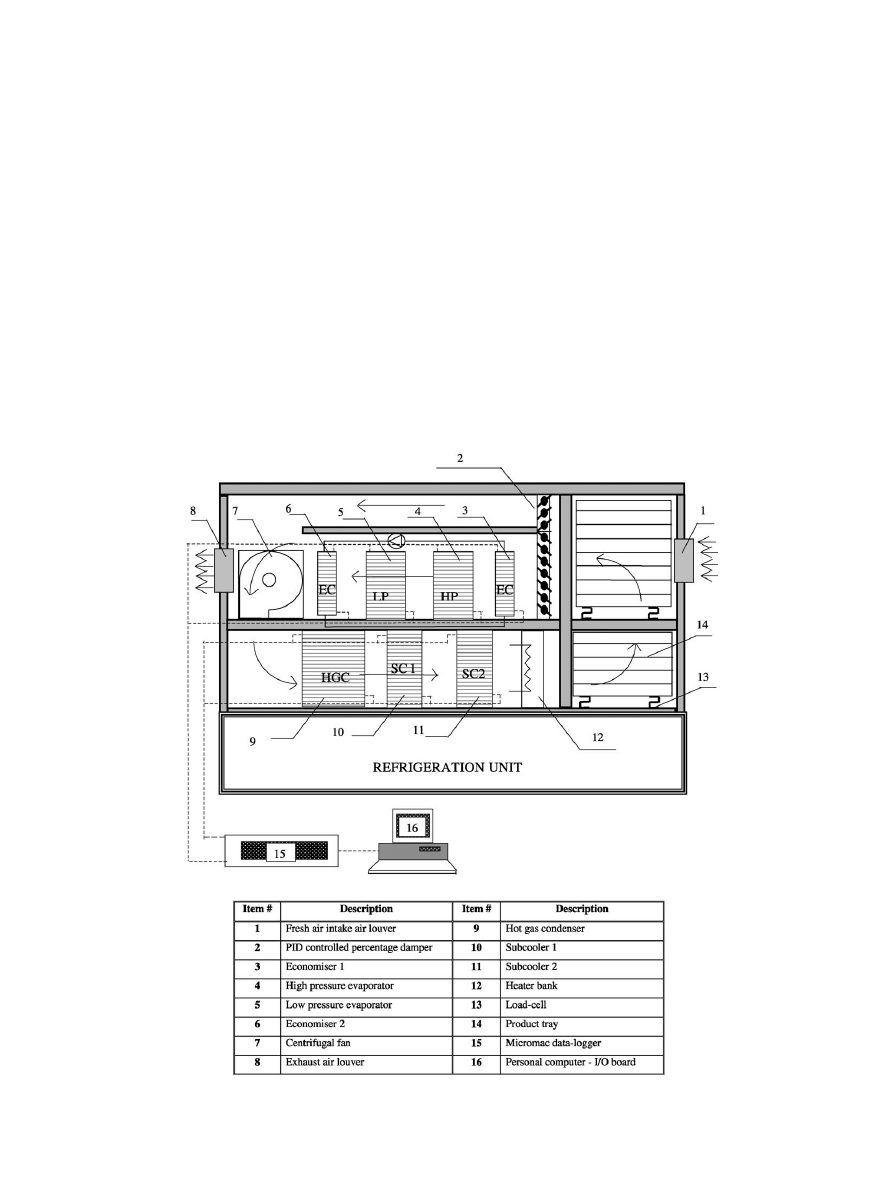
sections. A schematic of a heat pump dryer set-up is
shown in Fig. 7.
The intermittent conditions employed in the studies
presented in this section are given in Table 3. Chou et al.
(2000) observed that employing intermittent tempera-
ture profile resulted in savings in drying time by about
25%, 48% and 61% for a
¼ 1=4, a ¼ 1=2 and a ¼ 2=3,
respectively. A longer product tempering period oc-
curred for a
¼ 1=4, resulting in a plateau in the drying
curve. From the study conducted by Chou et al. (2000),
it was also found during each tempering process, i.e.
during s
off
period, partial drying did occur, particularly
during the early stage of drying. However, towards the
latter stage of drying, little or no drying occurred. For a
longer tempering period, a
¼ 1=4, the effect of moisture
equilibrating could be observed even during the last
cyclic period (180–240 min).
Chou et al. (2000) have taken a mechanistic approach
to compare the degradation of ascorbic acid kinetics due
to the employment of intermittent temperature and
Fig. 7. Schematic diagram of a heat pump drying system (Chua et al., 2000a).
292
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295
continuous constant temperature drying. In their work,
they have also shown that the changes in ascorbic acid
content were different for different intermittent drying
schemes. They observed that the improvement in re-
ducing ascorbic acid degradation was more effective for
a longer period of tempering. A lower level of ascorbic
acid improvement was observed for shorter resting pe-
riods (a
¼ 2=3). This may be attributed to the fact that
products subjected to longer tempering periods were
allowed more uniform temperature and moisture dis-
tribution and hence resulted in a positive influence in
minimizing ascorbic acid degradation. A longer tem-
pering period was indeed favorable in minimizing the
degradation of product ascorbic acid. The tempering
period affected the internal product temperature and
ensured more uniform internal temperature. Results
from their work are presented in Table 4. The percent-
age improvement in minimizing ascorbic acid degrada-
tion based on the net change under continuous 35
°C
drying were 11.6%, 9.1% and 7.4% for intermittent air
varying with a
¼ 1=4, a ¼ 1=2 and a ¼ 2=3, respectively.
Product color change owing to exposure to elevated
temperatures is a well-known phenomenon. The product
color change is a surface phenomenon. Any surface
temperature fluctuation would influence the degree of
color change for the period in which sensible heat is
transferred from the drying air to the product surface.
The change in external air temperature influences the
exchange of heat flux from the drying air to the product
surface. Based on the surface temperature profiles, it
was expected that net change in product color was re-
duced for various time–temperature heating schemes as
compared to a constant temperature drying process with
fixed inlet temperature of 35
°C.
The percentage improvement in minimizing net color
change in comparison to the net change under contin-
uous constant 35
°C drying were 45.7%, 33.6% and
25.6% for intermittent air varying with a
¼ 1=4, a ¼ 1=2
and a
¼ 2=3, respectively (Table 5). It was clear that
longer tempering period at lower temperature had the
most significant effect in reducing color change due to
non-enzymatic browning.
3.7. Osmotic-infrared drying
Tan et al. (2001) conducted an experimental study on
infrared (IR) drying of osmosed fruit products in a heat
pump dryer. Their results showed that application of
intermittent infrared heating, as expected, reduced the
drying time in convective drying of both osmosed and
non-osmosed products. However, depending on the
product, intermittent infrared heating may or may not
reduce color degradation, compared to continuous in-
frared heating. Osmotic dehydration affected the color
of the food product during osmosis as well as in air
drying. Osmotically treated samples of potato and
pineapple had less color change than untreated ones
during convective drying with intermittent infrared
heating. Tan et al. (2001) further designed a feedback to
decide the intermittent IR schedule based on a pre-
selected maximum product surface temperature. Using
temperature feedback from the food samples to auto-
matically turn the infrared lamps on and off resulted in
even greater reduction in drying time and significantly
less color degradation. This is a case of variable inter-
mittency.
4. Continuous drying
4.1. Heat pump/IR tunnel drying
Dryers that have tunnel-like drying chambers can
operate in both batch and continuous drying modes. The
heat pump dryer is one such dryer. Under intermittent
Table 5
Summary of the effect of time–temperature varying profiles on non-
enzymatic browning (Chou et al., 2000)
Drying profile
Percentage improvement in
reducing non-enzymatic
browning (%) over continuous
35
°C drying
Intermittent (a
¼ 1=4)
45.7
Intermittent (a
¼ 1=2)
33.6
Intermittent (a
¼ 2=3)
25.6
Table 4
Summary of the effect of time–temperature varying profiles on ascorbic
acid degradation (Chou et al., 2000)
Drying profile
Percentage improvement in
reducing ascorbic acid
degradation (%) over continuous
35
°C drying
Intermittent (a
¼ 1=4)
11.6
Intermittent (a
¼ 1=2)
9.1
Intermittent (a
¼ 2=3)
7.4
Table 3
Summary of the intermittent heat pump drying conditions
Drying period, s
on
(min)
Tempering period, s
off
(min)
Cyclic time, s (min)
Intermittency, a
Process conditions
15
45
60
1/4
T
a
¼ 30 °C, DT
a
¼ 5 °C
30
30
60
1/2
V
a
¼ 2:5 m/s, RH ¼ 30%
40
20
60
2/3
X
i
¼ 4:2 kg/kg dry basis
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295
293

heating mode, the bioproduct enters at one end of the
tunnel chamber, moves at controlled speed to the other
end. Since the product enters the chamber under wetter
condition, it is possible to combine an intermittent step-
down variation of the air temperature. Similarly for an
IR-tunnel dryer, the heat intensity of the IR-lamps can
be selected such that higher intensity IR-heat is employed
at the tunnel entry with decreasing IR-heat flux along the
direction of flow in the tunnel chamber. All IR-lamps
may operate under intermittent mode. Alternatively, the
frequency of the IR-lamps may be regulated so that
product entering the chamber receives higher frequency
IR-intermittency and the periodicity of the intermittence
is gradually reduced towards the exit of the chamber.
Both IR-drying arrangements are expected to enhance
drying performance while minimizing product quality
degradation.
4.2. Pulsed-fluid bed drying
Gawrzynski and Glaser (1996) have studied pulsed-
fluid bed drying (PFBD) technology for drying of heat-
sensitive materials. The PFBD concept essentially
involves intermittent fluidization in a batch/continuous
dryer. For greater product throughput, the continuous
drying mode is usually preferred. Only a part of the
dryer cross section (typically one-third or one-fourth of
the area) is fluidized in a periodic fashion. They have
reported on hydrodynamics, heat and mass transfer as
well as drying of such materials as granulated sugar,
beans, seeds, wheat, carrot and onion. PFB dryers of
different designs are already commercialized in Poland.
It appeared that the pulsation of the flow helped to
disintegrate or de-lump granular materials that were
susceptible to agglomeration. In their design the pulsa-
tion and periodic relocation of the gas stream was ob-
tained with a suitable design of rotating butterfly valves
installed below the distributor plate. A PFB dryer/cooler
for granulated sugar with a capacity of 21 tons/h has
been operating in Poland since the early 1980s. PFB
dryers have also been used successfully for drying of
seeds, chopped vegetables as well as pharmaceutical
formulations. The authors claimed that higher energy
efficiency and better product quality could be obtained
with PFBD as compared to conventional drying tech-
nologies. Although not reported by these authors, it
should be possible to vary the fluidizing air temperature
for improved energy efficiency. Such dryers are now
available commercially.
5. Conclusions
Intermittent drying is a novel method for improving
the drying kinetics, enhancing product quality and re-
ducing energy consumption per unit of moisture re-
moved. The manner in which several bioproducts react
to intermittent drying has been elucidated in both ex-
perimental and modeling works. However, because of
the complexity of these products, the basic under-
standing presented here may not be sufficient. As a re-
sult, future efforts have to be devoted to both
experimental works and analytical modeling to enable
greater in-depth understandings on the product mois-
ture and thermal distributions when transient or quasi-
steady drying process are employed. This must be coupled
with prediction of product quality and dynamic opti-
mization schemes. The present transient drying models
for intermittent drying processes are only in the early
stages of development; they represent an arena in which
further engineering analysis may result in important
pioneering contributions.
References
Chen, G., Wang, W., 2001. Theoretical study of microwave heating
patterns on batch fluidized bed drying of porous material.
Chemical Engineering Science 56 (24), 6823–6835.
Chou, S.K., Chua, K.J., Hawlader, M.N.A., Mujumdar, A.S., Ho,
J.C., 2000. On the intermittent drying of an agricultural product.
Transactions of the Institution of Chemical Engineers 78 (Part C),
193–203.
Chua, K.J., Chou, S.K., Ho, J.C., Mujumdar, A.S., Hawlader,
M.N.A., 2000a. Cyclic air temperature drying of guava pieces:
effects on moisture and ascorbic acid contents. Transactions of the
Institution of Chemical Engineers 78 (Part C), 72–78.
Chua, K.J., Mujumdar, A.S., Chou, S.K., Hawlader, M.N.A., Ho,
J.C., 2000b. Heat pump drying of banana, guava and potato pieces:
effect of cyclical variations of air temperature on convective drying
kinetics and color change. Drying Technology––An International
Journal 18 (5), 907–936.
Farouk, S.M., 1967. Drying spinach peanuts with intermittent heating,
aerating and tempering processes. Ph.D. thesis, Texas A&M
University.
Filho, J.B.P., Fortes, M., Sweat, V.E., Okos, M.R., 1982. Intermittent
drying of soyabeans. In: Mujumdar, A.S. (Ed.), DryingÕ82.
Hemisphere Publishing Corporation, Washington, pp. 220–225.
Gawrzynski, Z., Glaser, R., 1996. Drying in a pulsed-fluid bed with
relocated gas stream. Drying Technology––An International Jour-
nal 14 (5), 1121–1172.
Giowacka, M., Malczewski, J., 1986. Oscillating temperature drying.
In: Mujumdar, A.S. (Ed.), Drying of Solids. Wiley Eastern, Delhi,
pp. 77–83.
Gong, Z.X., Mujumdar, A.S., Itaya, Y., Mori, S., Hasatani, M., 1998.
Drying of clay and non-clay media: heat and mass transfer and
quality aspects. Drying Technology––An International Journal 16
(6), 1119–1152.
Gunasekaran, S., 1999. Pulsed microwave-vacuum drying of food.
Drying Technology––An International Journal 17 (3), 395–412.
Itaya, Y., Uchiyama, S., Mori, S., 2001. Internal heating effect on
ceramic drying by microwaves. In: Ramli, E.W. (Ed.), Proceedings
of Asia–Australia Drying Conference 2001. Institution of Chemical
Engineers Publication, Malaysia, pp. 277–286.
Jumah, R.Y., Mujumdar, A.S., Raghavan, G.S.V., 1996. A mathe-
matical model for constant and intermittent batch drying of grains
in a novel rotating jet spouted bed. In: Turner, I., Mujumdar, A.S.
(Eds.), Mathematical modeling and numerical techniques in drying
technology. Marcel Dekker, New York, pp. 339–380.
294
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295

Li, Y.B., Cao, C.W., Yu, Q.L., Zhong, Q.X., 1999. Study on rough rice
fissuring during intermittent drying. Drying Technology––An
International Journal 17 (9), 1779–1793.
Mujumdar, A.S., Devahastin, S., 1999. Fluidized bed drying. In:
Mujumdar, A.S., Suvachittanont, S. (Eds.), Developments in
Drying: Food Dehydration, vol. 1. Kasetsart University Press,
Bangkok, Thailand, pp. 59–111.
Pan, Y.K., Zhao, L.J., Dong, Z.X., Mujumdar, A.S., Kudra, T.,
1999a. Intermittent drying of carrot in a vibrated fluid bed: effect
on product quality. Drying Technology––An International Journal
17 (10), 2323–2340.
Pan, Y.K., Zhao, L.J., Hu, W.B., 1999b. The effect of tempering-
intermittent drying on quality and energy of plant material.
Drying Technology––An International Journal 17 (9), 1795–
1812.
Raghavan, G.S.V., Silveira, A.M., 1999. Shrinkage characteristics of
strawberries osmotically dehydrated in combination with micro-
wave drying. In: Proceedings of the First Asia–Australia Drying
Conference. Bali Press, Indonesia, pp. 117–135.
Raghavan, G.S.V., Venkatachalapathy, K., 1999. Shrinkage of straw-
berries during microwave drying. Drying Technology––An Inter-
national Journal 17 (10), 2309–2321.
Ratti, C., Mujumdar, A.S., 1993. Fixed-bed batch drying of shrinking
particles with time varying drying air conditions. Drying Technol-
ogy––An International Journal 11, 1311–1355.
Sanga, E., Mujumdar, A.S., Raghavan, G.S.V., 2001. Experimental
and numerical analysis of intermittent microwave-convection
drying. In: Ramli, E.W. (Ed.), Proceedings of Asia–Australia
Drying Conference 2001. Institution of Chemical Engineers Pub-
lication, Malaysia, pp. 203–215.
Tan, M., Chua, K.J., Mujumdar, A.S., Chou, S.K., 2001. Osmotic
dehydration of potato and pineapple: effect of intermittent radia-
tion and continuous convection in a heat pump dryer. Drying
Technology––An International Journal 19 (9), 2193–2207.
Zhang, D., Mujumdar, A.S., 1992. Deformation and stress analysis of
porous capillary bodies during intermittent volumetric thermal
drying. Drying Technology––An International Journal 10 (2), 421–
443.
K.J. Chua et al. / Bioresource Technology 90 (2003) 285–295
295
Document Outline
Wyszukiwarka
Podobne podstrony:
Clint Leung An Overview of Canadian Artic Inuit Art (2006)
Master Wonhyo An Overview of His Life and Teachings by Byeong Jo Jeong (2010)
Heathen Ethics and Values An overview of heathen ethics including the Nine Noble Virtues and the Th
An Overview of Property Investing
Steve Stemler An Overview of Content Analysis
An Overview of Computer Viruses in a Research Environment
Jim Marrs An Overview of the War on Terror
Clive Grey TOWARDS AN OVERVIEW OF WORK ON GENDER AND LANGUAGE VARIATION htm(1)
An Overview of Pacific Northwest Native Indian Art
Modeling with shrinkage during the vacuum drying of carrot (daucus carota) (Arévalo Pinedo, Xidieh M
Law An Overview
Influence of drying methods on drying of bell pepper (Tunde Akintunde, Afolabi, Akintunde)
Far infrared and microwave drying of peach (Jun Wang, Kuichuan Sheng)
Microwave Application in Vacuum Drying of Fruits (Drouzaf, H SchuberP)
więcej podobnych podstron