„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Barbara Skalik
Anna Więcek
Klejenie drewna i tworzyw drzewnych 311[32].Z3.01
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Leszek Jaszczyk
inż. Bogusław Szumilas
Opracowanie redakcyjne:
mgr Barbara Skalik
Konsultacja:
mgr Małgorzata Sołtysiak
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 311[32].Z3.01.
Klejenie drewna i tworzyw drzewnych zawartego w modułowym programie nauczania dla
zawodu technik technologii drewna.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2006

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Terminologia i systematyka klejów
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
10
4.1.3. Ćwiczenia
10
4.1.4. Sprawdzian postępów
11
4.2. Kleje naturalne i syntetyczne
12
4.2.1. Materiał nauczania
12
4.2.2. Pytania sprawdzające
28
4.2.3. Ćwiczenia
28
4.2.4. Sprawdzian postępów
30
4.3. Zjawiska zachodzące podczas klejenia oraz właściwości i wytrzymałości
spoin klejowych
31
4.3.1. Materiał nauczania
31
4.3.2. Pytania sprawdzające
38
4.3.3. Ćwiczenia
38
4.3.4. Sprawdzian postępów
40
4.4. Przygotowanie roztworów klejowych, ich nanoszenie oraz ocena jakości
klejów
41
4.4.1. Materiał nauczania
41
4.4.2. Pytania sprawdzające
59
4.4.3. Ćwiczenia
59
4.4.4. Sprawdzian postępów
61
4.5. Przygotowanie materiałów drzewnych do klejenia i okleinowania
62
4.5.1. Materiał nauczania
62
4.5.2. Pytania sprawdzające
65
4.5.3. Ćwiczenia
65
4.5.4. Sprawdzian postępów
66
4.6. Klejenie i okleinowanie
68
4.6.1. Materiał nauczania
68
4.6.2. Pytania sprawdzające
79
4.6.3. Ćwiczenia
79
4.6.4. Sprawdzian postępów
81
5. Sprawdzian osiągnięć
82
6. Literatura
87

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Tobie pomocny w nabywaniu umiejętności z zakresu przygotowania
materiałów drzewnych do klejenia i okleinowania, przygotowania i nanoszenia roztworów
klejowych oraz klejenie i okleinowanie.
Jednostka modułowa: Klejenie drewna i tworzyw drzewnych jest jedną z podstawowych
jednostek dotyczących procesu technologii prac pomocniczych.
W poradniku zamieszczono:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności, które powinieneś posiadać
aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej, które określają umiejętności, jakie opanujesz
w wyniku procesu kształcenia.
3. Materiał nauczania, który zawiera informacje niezbędne do realizacji zaplanowanych
szczegółowych celów kształcenia, umożliwia samodzielne przygotowanie się do
wykonania ćwiczeń i zaliczenia sprawdzianów. Wykorzystaj do poszerzenia wiedzy
wskazaną literaturę oraz inne źródła informacji. Obejmuje on również:
–
pytania sprawdzające wiedzę niezbędną do wykonania ćwiczeń,
–
ćwiczenia z opisem sposobu ich wykonania oraz wyposażenia stanowiska pracy,
–
sprawdzian postępów, który umożliwi sprawdzenie poziomu Twojej wiedzy po
wykonaniu ćwiczeń.
4. Sprawdzian osiągnięć w postaci zestawu pytań sprawdzających opanowanie umiejętności
z zakresu całej jednostki. Zaliczenie tego jest dowodem umiejętności określonych w tej
jednostce modułowej.
5. Wykaz literatury dotyczącej programu jednostki modułowej.
Jeżeli masz trudności ze zrozumieniem tematu lub ćwiczenia, to poproś nauczyciela lub
instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz daną czynność.
Po przerobieniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki modułowej.
Wykonując sprawdzian postępów powinieneś odpowiadać na pytania tak lub nie, co oznacza,
że opanowałeś materiał lub nie.
Bezpieczeństwo i higiena pracy
Podczas wykonywania prac związanych z klejeniem i okleinowaniem drewna i tworzyw
drzewnych musisz przestrzegać regulaminów, przepisów bezpieczeństwa i higieny pracy oraz
instrukcji przeciwpożarowych obowiązujących podczas poszczególnych rodzajów prac.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
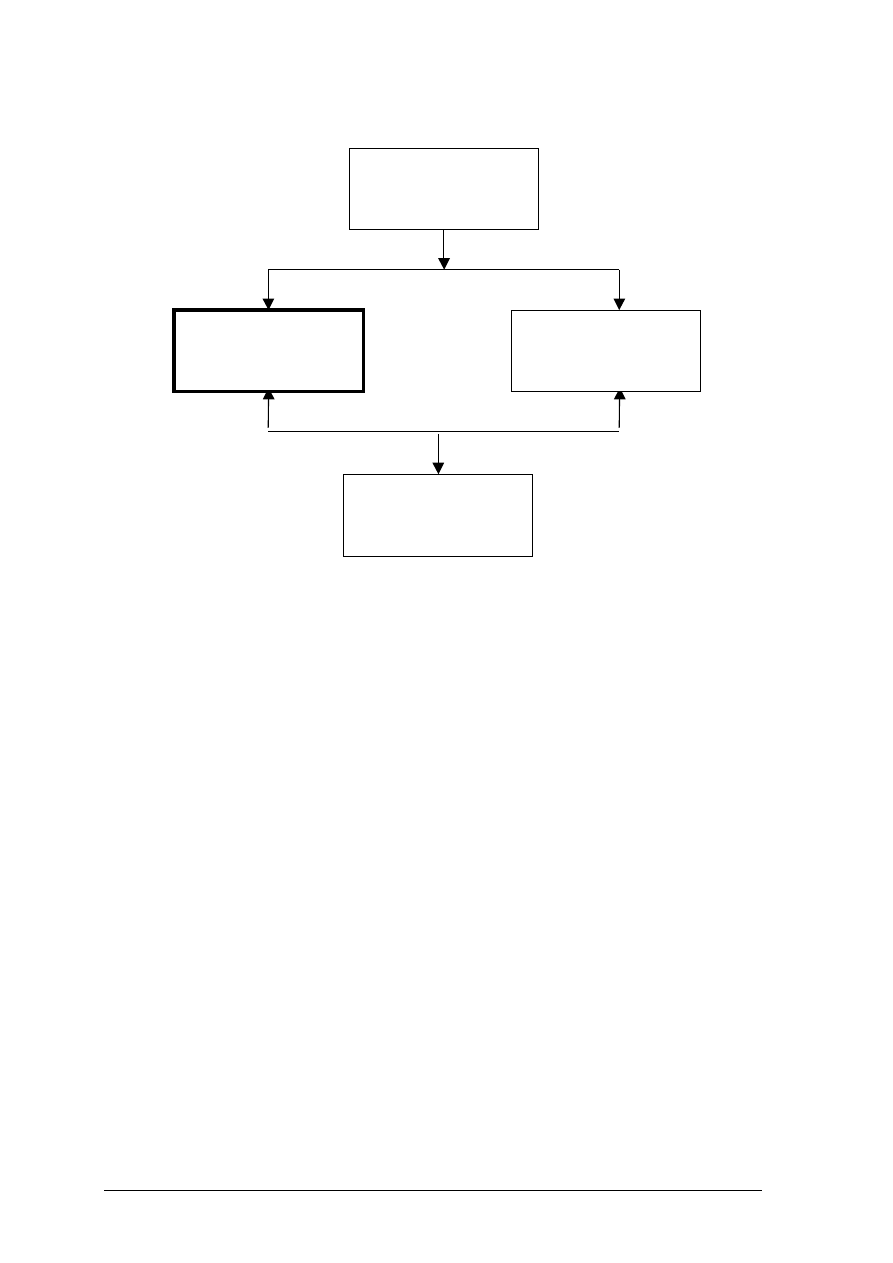
Schemat układu jednostek modułowych
311[32].Z3.03
Wykonywanie naprawy
oraz renowacji wyrobów
z drewna i tworzyw
drzewnych
311[32].Z3.01
Klejenie drewna i tworzyw
drzewnych
311[32].Z3.02
Wykończenie powierzchni
wyrobów stolarskich
Moduł 311[32].Z3
Technologia prac
pomocniczych

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
-
rozpoznawać gatunki drewna,
-
wykonywać, odczytywać i interpretować szkice, schematy i rysunki,
-
rozróżniać typowe części i zespoły maszyn,
-
posługiwać się dokumentacją techniczną,
-
pozyskiwać w wyniku obróbki maszynowej elementy do klejenia i okleinowania,
-
wykonywać złącza i profile,
-
organizować stanowisko pracy zgodnie z zasadami BHP,
-
posługiwać się normami,
-
wykorzystywać techniki komputerowe.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
-
rozpoznać rodzaje klejów na podstawie cech organoleptycznych,
-
wykonać podstawowe badania klejów,
-
dobrać składniki mas klejowych,
-
określić warunki magazynowania,
-
określić ich właściwości technologiczne i użytkowe,
-
określić technologię łączenia drewna i tworzyw drzewnych,
-
ustalić organizację pracy na poszczególnych stanowiskach,
-
opracować schematy oklejania powierzchni drewna okleiną naturalną i sztuczną,
-
dobrać odpowiedni rodzaj roztworu klejowego do warunków klejenia,
-
ustalić parametry klejenia i oklejania,
-
określić technologię przygotowania drewna i materiałów drzewnych do klejenia,
-
ustalić sposoby nanoszenia roztworów klejowych,
-
nanieść klej na podłoże,
-
dokonać klejenia,
-
rozróżnić wady klejenia i określić sposoby ich usuwania,
-
wykonać podstawowe badania właściwości spoin klejowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Terminologia i systematyka klejów
4.1.1. Materiał nauczania
Zakres stosowania klejów jest bardzo szeroki, a liczba znanych substancji klejowych
bardzo duża, przy czym wzrasta ona w szybkim tempie od czasu wprowadzenia klejów
syntetycznych. W stosunkowo krótkich odstępach czasu powstają nowe rodzaje i odmiany
klejów wyprodukowane bądź z nowych surowców, bądź też z kompozycji surowców już
znanych i stosowanych.
Różnorodność dostępnych klejów o odmiennych cechach użytkowych i technologicznych
wymaga od użytkowników dokładnej znajomości cech poszczególnych ich rodzajów. Wybór
odpowiedniego kleju z szerokiego asortymentu oferowanego przez producentów do użycia go
w określonym celu jest podstawowym warunkiem uzyskania zamierzonych efektów klejenia.
W celu jednoznacznego i wyczerpującego scharakteryzowania kleju konieczne jest
posługiwanie się jednolitą terminologią i przyswojenie sobie znaczenia podstawowych pojęć,
związanych z klejami i klejeniem.
Klejem nazywamy materiał niemetaliczny składający się z substancji klejowej i substancji
dodatkowych, który wprowadzony między przylegające do siebie powierzchnie sklejanych
ciał, po utwardzeniu, łączy je ze sobą w sposób trwały. Warstwa utwardzonego kleju zawarta
między sklejonymi powierzchniami nazywa się spoiną klejową.
Podstawowym składnikiem kleju jest substancja klejowa (lepiszcze). Ona bowiem
decydująco wpływa na wytrzymałość mechaniczną połączenia klejowego (2 lub więcej
klejonych elementów spojonych za pomocą spoiny klejowej), wynikającą z adhezji
(przyczepności kleju do powierzchni klejonego materiału) i kohezji (spójności między
cząstkowej kleju). Substancja klejowa jest chemicznym związkiem organicznym lub nie-
organicznym, występującym w normalnych warunkach w stanie stałym lub ciekłym, bądź
jako galareta. W pierwszym wypadku substancję klejową stanowi samo lepiszcze, w drugim
zaś jest ona roztworem lepiszcza w rozpuszczalniku (np. w wodzie). W celu poprawienia
niektórych właściwości kleju, usprawnienia, a często nawet umożliwienia klejenia, bądź też
dla obniżenia kosztów klejenia wprowadza się do zasadniczej substancji klejowej substancje
dodatkowe, takie jak: rozpuszczalniki, rozcieńczalniki, wypełniacze, utwardzacze,
plastyfikatory, spieniacze, antyseptyki i inne.
Rozpuszczalniki są to łatwo lotne ciecze (np. woda, alkohol), które stosuje się do
rozpuszczania substancji klejowej w celu zmiany jej stanu skupienia ze stałego na płynny lub
dla obniżenia lepkości [lepkość jest to opór, jaki stawiają siły tarcia wewnętrznego (siły
spójności cieczy) sile powodującej przesunięcie cząstek (przepływu)
tej cieczy] masy
klejowej. Przez wymieszanie substancji klejowej z rozpuszczalnikiem otrzymuje się roztwór
właściwy. Zmniejszenie lepkości uzyskuje się także przez dodanie rozcieńczalnika, tj. cieczy,
która nie rozpuszcza lepiszcza, lecz wskutek rozproszenia (dyspersji) jego cząstek powoduje
przeprowadzenie kleju w stan koloidalny.
Wypełniacze są to stałe substancje organiczne lub nieorganiczne, dodawane do kleju
w celu modyfikacji jego niektórych właściwości lub stosowane ze względów ekonomicznych
(dla zmniejszenia zużycia drogiego lepiszcza). Wypełniacze mogą wykazywać zdolność do
pęcznienia i klejenia (np. wypełniacze skrobiowe) — wówczas noszą nazwę wypełniaczy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
czynnych. Wypełniacze, które nie mają tych właściwości (najczęściej pochodzenia
nieorganicznego, np. kreda), a zatem zachowują się biernie w procesach klejenia nazywamy
wypełniaczami biernymi.
Utwardzanie wielu rodzajów klejów, czyli przekształcaniu kleju ze stanu ciekłego w stały,
może zachodzić samoczynnie w wyniku reakcji chemicznej lub odparowania rozpuszczalnika.
W celu skrócenia czasu utwardzania klejów syntetycznych, a w odniesieniu do określonych
rodzajów tej grupy — dla spowodowania tego procesu, wprowadza się do masy klejowej
utwardzacz. Jest to substancja spełniająca rolę katalizatora w chemicznej reakcji zestalania
kleju. Większość rodzajów klejów w miarę zestalania się, a także jeszcze po utwardzeniu, ma
tendencję do kurczenia się. Zjawisko to w klejach mało sprężystych powoduje powstawanie
naprężeń i pęknięć wewnętrznych w spoinie klejowej (szczególnie przy dużej jej grubości),
co może doprowadzić do znacznego obniżenia wytrzymałości, a nawet do zniszczenia
połączenia klejowego. Tej niekorzystnej właściwości klejów zapobiegają plastyfikatory. Są to
substancje chemiczne (przeważnie estry), które dodane w odpowiedniej proporcji do kleju
powodują częściowe uplastycznienie spoiny klejowej i ograniczenie powstawania naprężeń
wewnętrznych.
Spieniacze są to substancje powierzchniowo czynne (obniżające napięcie powierzchniowe
cieczy), których używa się do spieniania klejów w celu poprawienia niektórych jego
właściwości i obniżenia kosztów klejenia. Klej nanoszony w postaci piany nie wnika zbyt
głęboko w drewno, dokładnie wypełnia nierówności klejonych powierzchni, po sprasowaniu
tworzy spoinę cienką i pełną, a więc o dużej wytrzymałości, i tanią.
Kleje naturalne, szczególnie kleje pochodzenia białkowego, są często narażone na
niszczące działanie czynników biologicznych (bakterii, grzybów). Dodanie antyseptyków, tj.
takich związków chemicznych, jak fenole, formalina, pewne kwasy organiczne — zwiększa
odporność biologiczną spoiny klejowej.
O wartości użytkowej i przydatności kleju decydują właściwości mechaniczne połączeń
klejowych, odporność spoiny klejowej na działanie czynników zewnętrznych i wewnętrznych
oraz wymagania technologiczne kleju. Aby zatem właściwie ocenić i dokonać jego trafnego
doboru do użycia w określonym celu i w odpowiednich warunkach produkcyjnych, trzeba
znać podstawowe cechy kleju. Do tego zaś niezbędne jest zaznajomienie się z ogólnie
przyjętymi określeniami tych cech.
Charakteryzując mechaniczne właściwości kleju najczęściej posługujemy się pojęciem
wytrzymałości połączenia klejowego. Jest to naprężenie wyrażone w MPa, przy którym
następuje zniszczenie połączenia (rozdzielenie sklejonych elementów w miejscu złączenia).
Zniszczenie to może nastąpić tylko w warstwie utwardzonego kleju i wówczas mówi się
o zniszczeniu połączenia klejowego w spoinie, może wystąpić poza warstwą spoiny klejowej
— mówimy wtedy o zniszczeniu połączenia klejowego w sklejonym materiale, może
wreszcie mieć miejsce zniszczenie mieszane połączenia klejowego, czyli takie, które
występuje częściowo w spoinie klejowej i częściowo w sklejonym materiale.
Ze względu na różne warunki, w jakich znajdują się wyroby łączone klejem, rozróżnia się
i bada wytrzymałość połączenia klejowego na sucho, na wilgotno i na mokro. Wytrzymałość
połączenia klejowego na sucho jest to wytrzymałość wykazywana przez połączenie
sezonowane lub klimatyzowane do wilgotności drewna lub tworzyw drzewnych, jaką miały
one przed klejeniem . Wytrzymałość połączenia klejowego na wilgotno jest to wytrzymałość
badana po nawilżeniu połączenia przez sezonowanie lub klimatyzowanie w powietrzu
o wilgotności względnej powyżej 90%. Wytrzymałość połączenia klejowego na mokro jest to
wytrzymałość wykazywana przez połączenie moczone w wodzie o różnej temperaturze, po
uprzednim sezonowaniu lub klimatyzowaniu.
Odporność spoiny klejowej na różne czynniki wewnętrzne i zewnętrzne wyraża się przede
wszystkim procentowym zmniejszeniem wytrzymałości spoiny klejowej — stosunkiem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
wytrzymałości po określonym czasie działania wymienionych czynników do wytrzymałości
wyjściowej. Wśród czynników oddziaływujących szkodliwie na spoinę klejową mogą
występować czynniki chemiczne, fizyczne, fizykochemiczne, biologiczne oraz starzenie się
spoiny klejowej. W związku z tym rozróżnia się poniższe rodzaje odporności spoiny klejowej.
Odporność chemiczną spoiny klejowej określa się stopniem podatności spoiny na
działanie czynników chemicznych (kwasów, zasad oraz roztworów soli). Odporność fizyczną
spoiny klejowej wyraża się stopniem podatności spoiny na działanie temperatury
(podwyższonej, niskiej i zmiennej).
Odporność fizykochemiczną spoiny klejowej określa stopień podatności spoiny na
działanie różnego rodzaju rozpuszczalników organicznych i nieorganicznych. Odporność
biologiczną spoiny klejowej określa stopień podatności spoiny na działanie takich czynników
biologicznych, jak bakterie, owady i grzyby. Starzeniem się spoiny klejowej nazywamy
zmiany właściwości mechanicznych i ewentualnie zmiany barwy, zachodzące przez dłuższy
czas
pod
wpływem
naturalnych
czynników
zewnętrznych
i
wewnętrznych.
Do poszczególnych rodzajów klejów odnoszą się różne wymagania technologiczne klejenia,
takie jak: sposób przygotowania powierzchni elementów przeznaczonych do klejenia, sposób
nanoszenia masy klejowej, temperatura oraz ciśnienie prasowania i inne.
Systematyka klejów
Występowanie wielu rodzajów klejów i zróżnicowanie ich zastosowania oraz ciągły
rozwój ich produkcji uniemożliwia przyjęcie jednolitego kryterium systematyki tej grupy
wyrobów. W literaturze technicznej spotyka się różne kryteria. Najczęściej stosuje się podział
klejów zależnie od:
–
rodzaju surowca (jego charakteru chemicznego i pochodzenia),
–
mechanizmu utwardzania,
–
stanu skupienia,
–
technologii klejenia.
Podział klejów zależnie od rodzaju surowca.
Ze względu na charakter chemiczny i pochodzenie substancji klejowej, kleje dzieli się na
następujące podstawowe grupy:
Kleje nieorganiczne
Kleje organiczne
Naturalne
Syntetyczne
Roślinne
Zwierzęce Kopalne
Klejów nieorganicznych oraz klejów organicznych kopalnych i roślinnych nie stosuje się
w meblarstwie i w produkcji wyrobów z drewna (wyjątkiem jest mąka żytnia dodawana jako
wypełniacz czynny do kleju mocznikowego oraz klej z kauczuku naturalnego, który jednak
zastępuje się klejem z kauczuku syntetycznego). Wymienione kleje zostały tu uwzględnione
jedynie w celu pełnego przedstawienia systematyki klejów. Obecnie w przemyśle drzewnym
używa się prawie wyłącznie klejów organicznych syntetycznych i w bardzo ograniczonym
zakresie klejów organicznych naturalnych zwierzęcych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Podział klejów zależnie od sposobu utwardzania
Ze względu na sposób utwardzania rozróżnia się:
Kleje utwardzające się na
Kleje utwardzające się
skutek procesu fizycznego
na skutek reakcji chemicznej
przez wyparowanie
przez krzepnięcie
polikondensacji polimeryzacji poliadycji
lub absorpcję
stopionego
rozpuszczalnika
kleju
Ze względu na charakter procesu przechodzenia kleju w spoinie ze stanu ciekłego lub
plastycznego w stan stały wyróżnia się kleje: termoplastyczne, termoutwardzalne
i chemoutwardzalne.
Podział klejów w zależności od stanów skupienia. W temperaturze pokojowej kleje
występują jako ciała stałe lub ciekłe. Kleje ciekłe mogą być samoistnymi substancjami
chemicznymi bądź roztworami (emulsjami) substancji stałych lub ciekłych w cieczach. Kleje
stałe mają postać proszku, granulek (perełek), łusek, tabliczek, nieforemnego łomu i błony.
Podział klejów zależnie od technologii klejenia. Połączenia klejowe można wykonać
w różny sposób (odpowiedni dla danego rodzaju kleju): w temperaturze pokojowej,
w temperaturze podwyższonej; pod odpowiednim naciskiem lub bez nacisku (rzadziej).
Technologię klejenia można zatem również przyjąć za jedno z kryteriów podziału klejów.
Na tej podstawie można wyróżnić 4 grupy: kleje zimno-zimne, tj. takie, których nanoszenie
na klejoną powierzchnię i wiązanie odbywa się w temperaturze pokojowej (na zimno); kleje
zimno-gorące, tj. takie, których nanoszenie odbywa się na zimno, a wiązanie na gorąco;
gorąco-zimne, tj. takie, których nanoszenie odbywa się na gorąco, a wiązanie na zimno oraz
kleje gorąco-gorące, których nanoszenie i wiązanie przebiega w podwyższonej temperaturze.
W grupach tych można wyróżnić kleje, których wiązanie odbywa się: bez nacisku, pod
małym naciskiem lub pod dużym naciskiem.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy klejem?
2. W jakim celu stosujemy substancje dodatkowe w klejach?
3. Co decyduje o wartości użytkowej i przydatności kleju?
4. Co oznacza wytrzymałość połączenia klejowego?
5. Jakie czynniki mają wpływ na odporność spoiny klejowej?
6. Jakie kryteria stosujemy w systematyce klejów?
7. Jaki jest podział klejów w zależności od rodzaju surowca?
8. Jaki jest podział klejów w zależności od sposobu utwardzania?
9. Jaki jest podział klejów w zależności od stanu skupienia?
10. Jaki jest podział klejów w zależności od technologii klejenia?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.1.3. Ćwiczenia
Ćwiczenie 1
Określ znaczenie substancji podstawowej i substancji dodatkowych w klejach.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące rodzajów substancji wchodzących w skład
kleju,
2) scharakteryzować poszczególne substancje wchodzące w skład kleju,
3) sporządzić opis poszczególnych substancji będących składnikami kleju,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– przybory do pisania,
– literatura z rozdziału 6.
Ćwiczenie 2
Określ czynniki wpływające na odporność spoiny klejowej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje w literaturze dotyczące czynników wpływających na odporność
spoiny klejowej,
2) scharakteryzować poszczególne czynniki wpływające na odporność spoiny klejowej,
3) określić wpływ poszczególnych czynników na odporność różnych spoin klejowych
4) sporządzić w formie tabelarycznej podział czynników i ich wpływ na odporność spoin
klejowych,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Ćwiczenie 3
Sporządź i scharakteryzuj systematykę klejów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać w literaturze informacje na ten temat,
2) dokonać systematyki klejów w sposób graficzny,
3) scharakteryzować w formie opisowej szczegółową systematykę klejów,
4) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
– przybory do pisania,
–
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyjaśnić pojęcie kleju?
¨
¨
2) określić cel stosowania substancji dodatkowych w klejach?
¨
¨
3) określić co decyduje o wartości użytkowej i przydatności kleju?
¨
¨
4) wyjaśnić co oznacza wytrzymałość połączenia klejowego?
¨
¨
5) nazwać czynniki wpływające na odporność spoiny klejowej?
¨
¨
6) przedstawić kryteria stosowane w systematyce klejów?
¨
¨
7) przedstawić podział klejów w zależności od rodzaju surowca?
¨
¨
8) przedstawić podział klejów w zależności od sposobu utwardzania?
¨
¨
9) przedstawić podział klejów w zależności od stanu skupienia?
¨
¨
10) przedstawić podział klejów w zależności od technologii klejenia?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
4.2. Kleje naturalne i syntetyczne
4.2.1. Materiał nauczania
Kleje pochodzenia roślinnego i zwierzęcego są najstarszymi substancjami naturalnymi,
które od tysięcy lat do czasów obecnych wykorzystuje się do łączenia elementów z drewna,
papieru i niektórych innych tworzyw. Tę wielowiekową tradycję kleje naturalne zawdzięczają
czterem podstawowym zaletom: powszechności występowania (dostępności) surowca,
łatwości wytwarzania i stosowania oraz dobrym na ogól właściwościom klejącym.
Kleje zwierzęce
Podstawowym składnikiem wszystkich klejów zwierzęcych jest białko — naturalna
wielocząsteczkowa substancja chemiczna o bardzo skomplikowanej, nieznanej dotychczas
dokładnie budowie. W grupie klejów zwierzęcych, zależnie od pochodzenia i odmiany białka,
rozróżnia się kleje: glutynowe, kazeinowe i albuminowe. Kleje albuminowe stosowane
dawniej do produkcji sklejki wyszły już prawie zupełnie z użycia.
Kleje glutynowe
Podstawowym składnikiem klejów glutynowych jest glutyna, którą otrzymuje się
w wyniku hydrolizy białka wchodzącego w skład ustrojów zwierzęcych nazywanego
kolagenem. Surowcem do produkcji klejów glutynowych są odpadki skór bydlęcych, kości
oraz odpady powstające przy przerobie ryb.
Rodzaje i postacie handlowe
Ze względu na rodzaj użytego surowca rozróżniamy 3 podstawowe rodzaje kleju: skórny,
kostny i rybi (nie stosowany w meblarstwie).
Klej skórny i kostny produkuje się w 5 postaciach oznaczonych: A — łuski, B — proszek,
C — perełki średnicy 2÷5 mm, D — kawałki nieforemne (łom), E — tabliczki. Za granicą
znany jest klej glutynowy w postaci błony klejowej.
Zależnie od właściwości fizykochemicznych, przede wszystkim od lepkości, rozróżnia się
5 gatunków kleju skórnego: żelatynowy — żel, ekstra, I, II i III. Klej kostny klasyfikuje się na
cztery gatunki: ekstra, I, II i III. Najwyższą lepkość mają kleje najlepszego gatunku, najniższą
— kleje III gatunku.
Substancje dodatkowe
Rozpuszczalnikiem klejów glutynowych jest woda. Jako wypełniaczy (głównie
w okleinowaniu) używa się kredy pławionej, kaolinu i mączki drzewnej. W celu częściowego
uodpornienia spoiny kleju glutynowego na wodę dodaje się do niego 10% paraformaldehydu
i 5% kwasu szczawiowego. Stosuje się jeszcze inne substancje chemiczne, poprawiające
właściwości klejów glutynowych. Chronione są one jednak patentami, tak że nieznane są
receptury wszystkich klejów modyfikowanych.
Właściwości
Najbardziej uchwytnymi zewnętrznymi cechami rozpoznawczymi klejów glutynowych
jest zapach i omówione postacie handlowe. Barwa kleju jest jasnożółta do ciemnobrązowej,
przy czym odcień barwy może być orientacyjnym miernikiem gatunku kleju — kleje gatunku
lepszego są jaśniejsze. Dokładne zidentyfikowanie gatunku jest możliwe po przeprowadzeniu
analizy fizykochemicznej kleju. Cechami wyróżniającymi oba rodzaje kleju są: odczyn
i lepkość. Klej skórny ma odczyn obojętny (pH 1% roztworu — 6,5÷
H
7,5), a klej kostny —
lekko kwaśny (pH 5,2÷7,5); klej skórny ma z reguły większą lepkość (2,0÷6,0°E 17,75%
roztworu przy t = 40°C) niż klej kostny (1,8÷2,8°E).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
Kleje glutynowe, w porównaniu z innymi klejami używanymi w meblarstwie, wykazują
zarówno szereg zalet, jak i wad. Do niewątpliwych zalet należy zaliczyć:
–
wysoką wytrzymałość połączenia klejowego na sucho;
–
elastyczność spoiny klejowej, przy czym większą elastycznością odznacza się klej
skórny;
–
małą wrażliwość połączenia na grubość spoiny klejowej;
–
wysoką odporność spoiny klejowej na starzenie się w normalnych warunkach
klimatycznych otoczenia;
–
częściową odporność fizykochemiczną spoiny klejowej (na politury, nitro-lakiery
i rozpuszczalniki tych materiałów);
–
niewielki nacisk potrzebny do uzyskania prawidłowego połączenia klejowego
94,3÷784,8 kPa;
–
łatwość usuwania przebić klejowych;
–
małe zużycie narzędzi przy obróbce skrawaniem sklejonych elementów;
–
nieszkodliwość dla organizmu ludzkiego;
–
brak szkodliwego oddziaływania na drewno i metale.
Wady klejów glutynowych są następujące:
–
brak wytrzymałości połączenia klejowego na mokro i ograniczona wytrzymałość na
wilgotno (dotyczy klejów glutynowych zwykłych; kleje odpowiednio modyfikowane
odznaczają się pewną odpornością na wodę);
–
brak odporności fizycznej spoiny klejowej (na podwyższoną temperaturę);
–
brak odporności biologicznej spoiny klejowej;
–
kłopotliwy sposób nanoszenia kleju (w stanie podgrzanym do 60°C);
–
krótki czas otwarty, co przy operacjach wymagających długotrwałych manipulacji
klejonymi elementami związane jest z koniecznością podgrzewania tych elementów lub
stosowania przekładek z blachy, ogrzewanych do 60°C;
–
długi czas sezonowania po klejeniu, potrzebny do uzyskania pełnej wytrzymałości
połączenia klejowego (ok. 16 h) oraz do wyrównania wilgotności i naprężeń
wewnętrznych (24÷48 h).
W przemyśle meblarskim kleje glutynowe stosuje się rzadko, przede wszystkim
do klejenia złączy czopowych (głównie w krzesłach i innych konstrukcjach szkieletowych,
w których duże znaczenie ma elastyczność spoiny klejowej). W innych gałęziach przemysłu
drzewnego mają coraz mniejsze znaczenie.
Kleje kazeinowe
Surowcem do produkcji klejów kazeinowych jest mleko krowie, w którym w ilości około
2,5% znajduje się białko, zwane kazeiną. Czysta kazeina nie rozpuszcza się w wodzie.
Rozpuszcza się natomiast m.in. w wodnych roztworach wodorotlenku sodowego
i wodorotlenku wapniowego (woda wapienna). Kleje kazeinowe otrzymuje się przez
rozpuszczenie kazeiny w roztworze wodnym jednego z tych wodorotlenków.
Rodzaje. Postacie handlowe:
Roztwory kazeiny w wodorotlenku sodowym mają dużą żywotność, lecz tworzą żel
odwracalny, tzn. przechodzący ponownie w roztwór pod wpływem wody. Kleje kazeinowe
przygotowane w roztworze wodorotlenku wapniowego są nieodwracalne, lecz żywotność
masy klejowej jest bardzo mała. Jednoczesne wykorzystanie obu wodorotlenków pozwala
uzyskać klej uodporniony na wodę i odznaczający się średnią żywotnością. Na tej podstawie
rozróżnia się kleje kazeinowe:
–
odwracalne,
–
nieodwracalne,
–
mieszane.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Ze względu na warunki utwardzania kleje kazeinowe dzieli się na: kleje wiążące na
gorąco i kleje wiążące na zimno.
Stopień przygotowania kleju do użycia stanowi podstawę do podziału na: klej kazeinowy
pełnoskładnikowy (fabrycznie przyrządzony) i kazeinę techniczną przeznaczoną do
przygotowania z niej kleju w miejscu użytkowania. Kleje kazeinowe pełnoskładnikowe
produkowane w Polsce maja różne nazwy handlowe, np.: klej kazeinowy 416 —
przeznaczony do klejenia drewna twardego, klej kazeinowy 516 — przeznaczony do klejenia
drewna miękkiego, klej kazeinowy te-sa — uniwersalny pod względem przeznaczenia. Są to
kleje wiążące na zimno.
Kleje kazeinowe z kazeiny technicznej sporządza się w zakładach przemysłu drzewnego
według bardzo różnorodnych receptur, których nie sposób wymienić w podręczniku. Stosuje
się je przeważnie do klejenia na gorąco.
Substancje dodatkowe. Jedynym dodatkiem do kleju kazeinowego pełnoskładnikowego
jest woda, spełniająca rolę rozpuszczalnika. Do klejów kazeinowych przyrządzanych
w miejscu użycia, oprócz wody i omówionych już podstawowych składników, tj.
wodorotlenku sodu i wapnia, stosuje się szereg substancji dodatkowych, takich jak:
antyseptyki (fluorek sodowy, chlorek lub siarczek miedziowy), wypełniacze (kreda, kaolin,
kalafonia zmniejszająca alkaliczność kleju), plastyfikatory (gliceryna, glikole). Oprócz
wymienionych stosuje się inne substancje o przeznaczeniu specjalnym, np.: szkło wodne,
które zwiększa żywotność masy klejowej, a ponadto ma właściwości wiążące; naftę, która
zapobiega rozpylaniu się kazeiny przy sporządzaniu roztworu; formalinę, która zwiększa
odporność spoiny klejowej na wodę.
Cechą rozpoznawczą klejów kazeinowych jest charakterystyczny zapach. Kazeina
techniczna ma zapach twarogu, klej kazeinowy pełnoskładnikowy, oprócz zapachu twarogu,
ma słaby zapach nafty. Zapach stęchlizny oraz brudnożółte lub brunatne zabarwienie
świadczą o złej jakości kazeiny.
Do korzystnych właściwości klejów kazeinowych zalicza się:
–
wysoką wytrzymałość połączenia klejowego na sucho;
–
wytrzymałość połączenia klejowego na wilgotno;
–
wytrzymałość połączenia klejowego na mokro (na krótkotrwałe działanie wody);
–
odporność fizyczną spoiny klejowej (na działanie podwyższonej temperatury);
–
łatwość przyrządzania roztworów klejowych i ich stosowania;
–
małą wrażliwość na gładkość obróbki klejonych powierzchni;
–
dobre wiązanie drewna z tworzywami sztucznymi, tkaninami i innymi materiałami;
–
możliwość klejenia na zimno;
–
niewielki nacisk potrzebny do prawidłowego wiązania klejenia na zimno 298,1÷490,5 kPa.
Do wad klejów kazeinowych należą:
–
brak odporności biologicznej spoiny klejowej (dotyczy klejów zwykłych; kleje
modyfikowane antyseptykami wykazują częściową odporność);
–
wysoka alkaliczność (pH>10), powodująca barwne reakcje z niektórymi gatunkami
drewna oraz szkodliwość dla zdrowia zatrudnionych przy klejeniu;
–
kruchość utwardzonego kleju i związana z tym wrażliwość połączenia na grubość spoiny
klejowej;
–
duża twardość spoin, powodująca szybkie tępienie się narzędzi skrawających;
–
wysokie ciśnienie 1,471÷1,766 MPa i wysoka temperatura (90÷110°C) prasowania przy
klejeniu na gorąco;
–
zawartość białka jadalnego (niekorzystne ze względów ogólnogospodarczych).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Do czasu wprowadzenia klejów syntetycznych kleje kazeinowe były szeroko stosowane
w meblarstwie, zarówno do klejenia połączeń czopowych (z wyjątkiem krzeseł, narażonych
na zmienne obciążenia styczne i obciążenia dynamiczne — ze względu na kruchość spoiny
klejowej), jak i okleinowania elementów płytowych. Obecnie klejów tych używa się nadal
w stolarstwie rzemieślniczym, natomiast przemysł meblarski zaniechał ich stosowania.
Kleje glutynowe i kazeinowe pakuje się w trzy-warstwowe worki papierowe po 50 kg lub
beczki do ciał sypkich. Klej kazeinowy pełnoskładnikowy sprzedaje się w pudełkach
kartonowych lub torbach papierowych jednokilogramowych lub mniejszych. Klej skórny
i kostny w postaci tabliczek pakuje się w worki jutowe po 50kg.
Ze względu na dużą higroskopijność i brak odporności biologicznej kleje glutynowe
i kazeinowe należy przechowywać w suchych i przewiewnych magazynach w temperaturze
25°C i wilgotności względnej powietrza ok. 60%. Worki z klejem powinny być układane na
drewnianych ażurowych podkładach, odległych od podłogi co najmniej 10cm.
Niedopuszczalne
jest
układanie
worków
bezpośrednio
na
betonowej
podłodze.
Magazynowane zapasy klejów należy okresowo kontrolować, aby przekonać się, czy klej nie
został
zaatakowany
przez
szkodniki
biologiczne
lub
zawilgocony.
Żywotność
sproszkowanego kleju kazeinowego przechowywanego w odpowiednich warunkach, wynosi
około 6 miesięcy.
Kleje roślinne
Kleje roślinne wytwarza się z zawartych w strukturze roślin węglowodanów, białka oraz
gum i żywic. Z grupy klejów roślinnych przydatność w meblarstwie wykazują tylko kleje
kauczukowe. Jednak kleje te, w związku z wynalezieniem metody syntezy kauczuku,
zastąpiono klejami kauczukowymi syntetycznymi, które odznaczają się lepszymi
właściwościami. Produkuje się je z powszechnie występujących surowców. Ze względu na
znikome zastosowanie w przemyśle meblarskim klejów z kauczuku naturalnego
w podręczniku omówiono je tylko w zarysie.
Kleje kauczukowe
Kleje kauczukowe produkuje się z kauczuku naturalnego zawartego w soku roślin
kauczukodajnych, zwanego lateksem. Jest to ciecz o małej lepkości, toteż w celu
wykorzystania jej do produkcji kleju zagęszcza ją aż do otrzymania koncentratu około 60%,
co jednak nie wystarcza do uzyskania pożądanej lepkości i dobrych właściwości klejących.
Stosuje się więc różne substancje dodatkowe (m.in. środki wulkanizujące) i poddaje się lateks
procesom modyfikującym, w rezultacie czego otrzymuje się wiele odmian kleju
o zróżnicowanych właściwościach.
Dość liczne (za granicą) odmiany klejów z kauczuku naturalnego, których receptury
w większości są chronione patentami, można usystematyzować w trzech grupach: kleje
lateksowe, kleje produkowane z roztworów kauczuku, kleje produkowane z kauczuków
modyfikowanych.
Kleje lateksowe są to mieszaniny lateksu z substancjami dodatkowymi, polepszającymi
właściwości klejące lateksu. Do najstarszych z tej grupy klejów należą kleje kauczukowo-
kazeinowe (mieszanina lateksu z kazeiną i innymi dodatkami) i kleje kauczukowo
-albuminowe (lateks + albumina).
Kleje z roztworów kauczuku. Kauczuk rozpuszcza się w wielu rozpuszczalnikach
organicznych (np. w benzenie, benzynie, trójchloroetylenie), tworząc roztwory o lepszych
właściwościach wiążących niż kleje lateksowe. Do roztworów tych z reguły wprowadza się
substancje dodatkowe, takie jak: plastyfikatory, wypełniacze, środki regulujące stopień
lepkości oraz środki wulkanizujące.
Kleje z kauczuków modyfikowanych. Pod wpływem mocnych kwasów lub silnie
hydrolizujących soli tych kwasów kauczuk przechodzi w cyklokauczuk, tj. substancję
termoplastyczną, z której, po dodaniu odpowiednich wypełniaczy, plastyfikatorów i środków
wulkanizujących, otrzymuje się wysokowartościowe kleje kauczukowe, przeznaczone
głównie do łączenia metali z kauczukiem. Przez działanie chlorem lub fenolem na kauczuk
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
otrzymuje się również półprodukty do wyrobu klejów kauczukowych modyfikowanych,
o zróżnicowanych właściwościach.
Kleje z kauczuku naturalnego służą do łączenia gumy, metalu, drewna, tworzyw sztucznych,
skóry, tkanin, jak również do sklejania tych materiałów w połączeniach ze sobą.
Kleje syntetyczne
Z licznej obecnie i stale powiększającej się grupy żywic syntetycznych o różnorodnych
właściwościach chemicznych i fizycznych, żywice charakteryzujące się dobrą przyczepnością
do podłoża i wysoką wytrzymałością mechaniczną po stwardnieniu wykorzystuje się do
produkcji klejów syntetycznych.
Kleje termoutwardzalne lub chemoutwardzalne
Kleje mocznikowe
Kleje mocznikowe występują w postaci wodnych roztworów żywicy, proszków i błon.
W Polsce produkuje się aminowe żywice klejowe ciekłe otrzymywane przez polikondensację
mocznika (żywicy mocznikowej) lub melaminy (żywicy melaminowej) z formaldehydem.
Rodzaje tych żywic, różniące się podstawowymi właściwościami fizycznymi i użytkowymi,
podano w tab.1 Sproszkowane kleje mocznikowe otrzymuje się przez wysuszenie
i sproszkowanie ciekłej żywicy mocznikowo-formaldehydowej.
Produkuje się również klej w postaci suchej błony klejowej. Mocznikową błonę klejową
otrzymuje się przez naniesienie odpowiedniej żywicy mocznikowo-formaldehydowej wraz
z utwardzaczem na cienki papier i następnie wysuszenie. Po wysuszeniu błona jest zwijana w rolki.
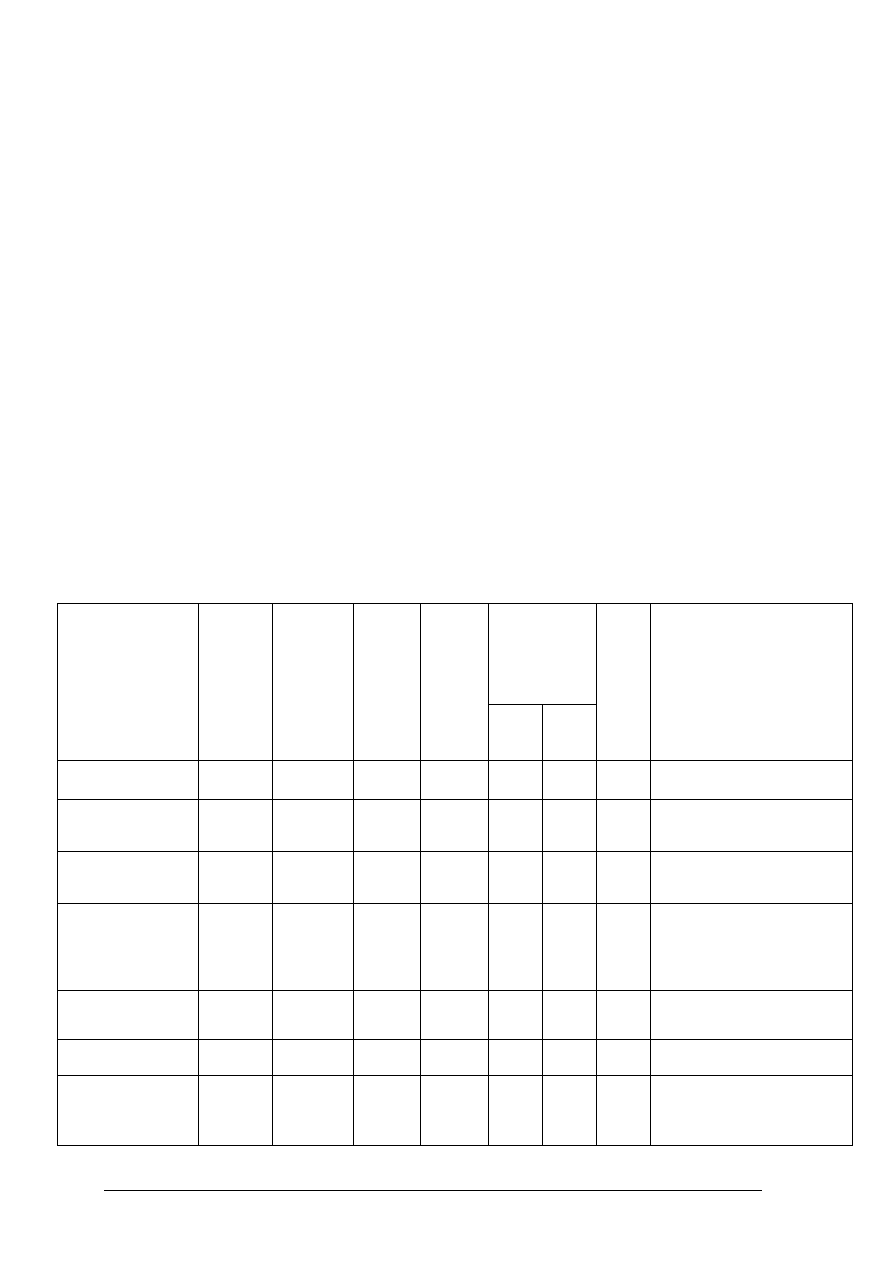
Tabela 1. Rodzaje, właściwości i zastosowanie aminowych żywic klejowych ciekłych [3, s. 324]
Czas
żelowania
w
temperaturze
R
o
d
z
a
je
ż
y
w
ic
y
G
ęs
to
ść
[g
/c
m
3
]
L
ep
k
o
ść
[P
a
ּs
]
Z
w
a
rt
o
ść
s
u
ch
ej
su
b
st
a
n
cj
i
[%
]
Z
a
w
a
rt
o
ść
w
o
ln
eg
o
a
ld
eh
y
d
u
m
ró
w
k
o
w
eg
o
[
%
]
20
0
C
[h]
100
0
C
[min]
T
rw
a
ło
ść
d
n
i
P
o
d
st
a
w
o
w
e
p
rz
ez
n
a
cz
en
ie
Żywica
mocznikowaBZ-50
1,18÷1,2
5
0,05÷0,20
50
1,0
4
6
90
Produkcja sklejki suchotrwałej
Żywica
mocznikowa
BZ-60
1,24÷0,3
2
0,90÷1,40
60
1,0
4
8
90
Okleinowanie elementów
mebli oraz stolarka budowlana
Żywica
mocznikowa
BZ-70
1,26÷1,3
6
2,50÷4,50
70
1,0
6
8
60
Klejenie na zimno lub w polu
elektrycznym o wysokiej
częstotliwości
Żywica
mocznikowa
U-70
1,25÷1,3
5
1,00÷3,00
70
1,0
4
3
90
Produkcja płyt wiórowych,
sklejki w tem. powyżej 70
0
C
oraz w przem meblarskim w
polu elektrycznym o wysokiej
częstotliwości
Żywica
mocznikowaPW
1,24÷1,3
0
0,50÷1,2
60
1,0
6
3
90
Produkcja płyt wiórowych i
paździerzowych
Żywica
mocznikowa 60
1,23÷1,3
0
0,80÷2,60
60
5,0
0,2
-
60
Klejenie na zimno
Żywica
melaminowo-
mocznikowa
M-1
1,22÷1,3
0
0,40÷1,00
60
1,0
3
3
60
Klejenie na zimno lub gorąco
przy wymaganej odporności
spoiny na wodę (np. w
stolarce budowlanej)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Sproszkowane kleje mocznikowe są dostarczane przez producentów jako mieszaniny żywicy
mocznikowej z utwardzaczem i wypełniaczem. Nie wymagają więc stosowania przez
użytkownika żadnych substancji dodatkowych z wyjątkiem wody. Podobnie nie wymagają
substancji dodatkowych mocznikowe błony klejowe. Inaczej jest z roztworami wodnymi
żywic
mocznikowo-formaldehydowych.
Wprawdzie
polikondensacja
mocznika
z formaldehydem w tych roztworach może nastąpić samoczynnie, to jednak proces ten
przebiega bardzo długo. W celu przyspieszenia polikondensacji używa się jako katalizatorów
(utwardzaczy) rozcieńczonych kwasów nieorganicznych lub organicznych, albo soli silnych
kwasów.
Producenci żywic klejowych z reguły produkują również odpowiednie do nich utwardzacze,
podając, w jakim stosunku wagowym należy je mieszać z żywicą.
Utwardzacz MZ jest to chlorek amonowy, stosowany w postaci 20-procentowego roztworu
wodnego, do utwardzania na zimno żywicy mocznikowej 60.
Utwardzacz MG jest to mieszanina chlorku amonowego i mocznika, która w postaci
20-procentowego roztworu wodnego służy do utwardzania żywicy mocznikowej BZ-50
i BZ-70.
Utwardzacz KW jest mieszaniną chlorku amonowego, mocznika i wody amoniakalnej,
stosowaną w postaci 20-procentowego roztworu wodnego do utwardzania na gorąco
żywicy WP.
Utwardzacz BZG jest to chlorek amonu z dodatkiem wody amoniakalnej, który w postaci 20-
procentowego roztworu wodnego służy do utwardzania na gorąco żywicy BZ-50 i BZ-6O
oraz U-70.
Utwardzacz BZZ jest to chlorek amonowy z dodatkiem kwasu ortofosforowego, stosowany
w postaci 20-procentowego roztworu wodnego do utwardzania na zimno żywicy BZ-70.
Utwardzacz U-1 jest mieszaniną mocznika, chlorku amonowego i urotropiny, którą
w postaci 40-procentowego roztworu wodnego używa się do utwardzania na gorąco żywicy
melaminowej.
Utwardzacz U-Z jest mieszaniną identycznych składników jak utwardzacz U-l, lecz
w innych proporcjach i służy do utwardzania na gorąco wszystkich żywic aminowych.
Utwardzacz BM-10 jest bezwodnikiem kwasu melainowego. W postaci 10-procentowego
roztworu wodnego służy on do utwardzania na zimno wszystkich żywic aminowych.
Jako wypełniaczy do ciekłych mocznikowych żywic klejowych używa się przede wszystkim
mąki żytniej i mączki ziemniaczanej, rzadziej zaś mączki drzewnej, mielonych skorup
orzechów i pestek owocowych, albuminy, kazeiny, a także substancji mineralnych takich jak:
kreda, gips i glinka kaolinowa.
Do spieniania kleju stosuje się spieniacze pochodzenia naturalnego (saponiny, pektyny,
białka) lub substancje syntetyczne, na przykład zasadowe sole kwasów sulfonowych.
Roztwory żywic mocznikowo-formaldehydowych są gęstymi cieczami przezroczystymi lub
mętnymi, bezbarwnymi bądź o zabarwieniu od mlecznego do żółtego. Charakteryzują się one
bardziej
lub
mniej
intensywnym
zapachem
formaliny.
Podstawowe
właściwości
fizykochemiczne i użytkowe wodnych roztworów żywic mocznikowo-formaldehydowych
podano w tabeli 1.
Sproszkowane kleje mocznikowe mają barwę białą, są bardzo higroskopijne i łatwo
rozpuszczalne w wodzie. W porównaniu z klejami mocznikowymi w postaci ciekłej
odznaczają się one czterokrotnie dłuższą żywotnością (do 12 miesięcy). Są oprócz tego
łatwiejsze w użyciu (przyrządzanie masy klejowej sprowadza się do wymieszania
sproszkowanego kleju z wodą), w transporcie i w magazynowaniu.
Wiele zalet wykazuje również mocznikowa błona klejowa: długa żywotność, łatwość
transportu i magazynowania, dogodność technologiczna (wyeliminowanie stanowisk
przygotowania i nakładania kleju), zapewnienie równomiernej i odpowiednio cienkiej spoiny
klejowej, uniknięcie przebić klejowych, możliwości podokleinowania i okleinowania w jednej
operacji.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Kleje mocznikowe szeroko stosuje się w przemyśle drzewnym; mają one następujące zalety:
–
bardzo wysoką wytrzymałość połączenia klejowego na sucho,
–
znaczną wytrzymałość połączenia w warunkach wilgotnych,
–
dużą wytrzymałość połączenia na mokro przy działaniu zimnej wody,
–
odporność biologiczną spoiny klejowej,
–
odporność spoiny na starzenie się,
–
odporność chemiczną i fizykochemiczną spoiny,
–
szeroki zakres temperatury klejenia,
:
–
możliwość łącznego i selektywnego nanoszenia kleju i utwardzacza,
–
stosunkowo niskie ciśnienie prasowania na zimno — 196÷588 kPa,
–
krótki i możliwy do regulowania okres utwardzania (przez odpowiedni dobór
temperatury oraz rodzaju i ilości utwardzacza),
–
nieograniczoną bazę surowcową i niską cenę kleju (w postaci ciekłej),
–
stosunkowo długą żywotność kleju (zwłaszcza w postaci proszku),
–
jasną i bezwonną spoinę klejową.
Ujemnymi właściwościami klejów mocznikowych są:
–
wrażliwość na gładkość i czystość klejonych powierzchni,
–
wrażliwość na grubość spoiny klejowej (utwardzony klej mocznikowy jest kruchy),
–
konieczność dokładnego przestrzegania receptury przyrządzania masy klejowej,
–
stosunkowo wysokie ciśnienie prasowania przy klejeniu na gorąco: l, 177÷1,471 MPa,
–
brak odporności fizycznej połączenia klejowego (na działanie podwyższonej
temperatury),
–
duża twardość spoin klejowych, powodująca szybkie zużywanie się narzędzi
skrawających,
–
zawartość wolnego formaldehydu, działającego szkodliwie na organizm ludzki w czasie
przyrządzania kleju i klejenia (modyfikowane żywice mocznikowe typu BZ pozbawione
są tej wady)
Zastosowanie wodnych roztworów mocznikowych żywic klejowych przedstawiono
w tabeli1. W meblarstwie klejów mocznikowych używa się przede wszystkim do
obłogowania i okleinowania elementów płytowych. Stosuje się je również do klejenia złączy
konstrukcyjnych, nie narażonych na zmienne obciążenia statyczne lub obciążenia
dynamiczne. Sproszkowane klejowe żywice mocznikowe stosuje się podobnie jak żywice
ciekłe. Mocznikowe błony klejowe stosuje się do okleinowania elementów z drewna
i tworzyw drzewnych.
Wodne roztwory mocznikowych żywic klejowych pakuje się w beczki blaszane (z blachy
cynkowej lub stalowej cynkowanej). Większe ilości żywicy dostarcza się w cysternach
wagonowych. Kleje mocznikowe w postaci proszku pakuje się w uodpornione na działanie
wilgoci worki papierowe lub beczki do ciał sypkich. Opakowanie mocznikowej błony
klejowej, zwiniętej w rolki, stanowi papier odporny na wilgoć.
Kleje mocznikowe powinny być przechowywane w specjalnie do tego celu
przeznaczonych suchych i chłodnych pomieszczeniach (w temperaturze do 15°C). Naczynia,
w których znajdują się ciekłe żywice, powinny być szczelnie zamknięte. Nie można używać
naczyń miedzianych lub mosiężnych.
Kleje melaminowe i melaminowo-mocznikowe
Żywicę melaminowo-formaldehydową otrzymuje się w wyniku polikondensacji
melaminy i formaldehydu. W ten sposób powstaje gotowa do użycia sproszkowana klejowa
żywica melaminowa.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Pomimo bardzo korzystnych cech technicznych i użytkowych, czystych klejów
melaminowych nie stosuje się powszechnie w przemyśle drzewnym. Czynnikiem
ograniczającym stosowanie jest wysoka cena żywic, wynikająca z dużych kosztów
wytwarzania melaminy. Problem ten rozwiązano kompromisowo wykorzystując zdolność
mieszania się w dowolnych proporcjach żywicy melaminowej z tanią żywicą mocznikową.
W ten sposób (lub przez kopolikondensację melaminy i mocznika z formaldehydem)
produkuje się kleje melaminowo-mocznikowe o właściwościach czystych klejów
melaminowych (właściwości te można modyfikować odpowiednimi proporcjami obu żywic;
przy proporcji 1:1 uzyskuje się praktycznie wszystkie dodatnie cechy czystego kleju
melaminowego).
Ze względu na małą żywotność roztworów żywic kleje melaminowe i melaminowo-
mocznikowe wytwarza się na ogól w postaci proszków lub błon.
Substancje dodatkowe. Jako rozpuszczalnika do klejów melaminowych i melaminowo-
mocznikowych w postaci proszku używa się wody (w niektórych wypadkach również
alkoholu, np. w celu przygotowania kleju do spawania arkuszy okleiny).
Jeżeli klejenie odbywa się na zimno i na ciepło (do t = 50°C), omawiane kleje wymagają
stosowania utwardzaczy kwasowych. Natomiast w wypadku klejenia na gorąco nie ma
potrzeby dodawania utwardzacza (utwardzanie zachodzi samoczynnie w środowisku
obojętnym).
Jako wypełniaczy do żywicy ciekłej używa się mąki żytniej, mączki ziemniaczanej
i mączki drzewnej. Stosuje się je głównie ze względów ekonomicznych.
Kleje melaminowe i melaminowo-mocznikowe przewyższają pod względem wartości
techniczno-użytkowych kleje mocznikowe, bowiem oprócz wszystkich korzystnych cech
klejów mocznikowych mają wiele dodatkowych zalet, takich jak:
–
elastyczność spoiny klejowej,
–
wysoka wytrzymałość połączenia klejowego na działanie gorącej wody,
–
bardzo krótki czas utwardzania (prasowania), przy jednoczesnej możliwości stosowania
szerokiego zakresu czasu otwartego,
–
bezbarwności bezwonność spoiny klejowej,
–
brak szkodliwego oddziaływania żywicy melaminowej na organizm ludzki,
–
łatwość usuwania resztek kleju melaminowego z narzędzi klejarskich, rąk i odzieży.
Kleje melaminowe i melaminowo-mocznikowe mogą być używane do wykonywania
wszystkich połączeń klejowych elementów z drewna i tworzyw drzewnych. Stosuje się je
także do łączenia drewna i tworzyw drzewnych z tworzywami sztucznymi (np. z laminatami,
doklejkami z PVC). Wysoka elastyczność spoiny sprawia, że klejów tych używa się
do wykonywania połączeń konstrukcyjnych narażonych na zmienne obciążenia statyczne lub
obciążenia dynamiczne. Ze względu na krótki czas utwardzania doskonale nadają się
do łączenia na styk arkuszy okleiny. Korzystne właściwości dielektryczne tych klejów
sprawiają, że są one szczególnie przydatne do klejenia na gorąco metodą pojemnościową
(nagrzewanie w polu prądów wysokiej częstotliwości). Żywica melaminowo-mocznikowa
M-1, ze względu na dużą odporność na wodę, jest pożądanym klejem w produkcji stolarki
budowlanej.
Kleje fenolowe
Kleje fenolowe są roztworami wodnymi lub alkoholowymi żywic fenolowo-
formaldehydowych (klej wiążący na zimno). Utwardzają się w temperaturze pokojowej po
dodaniu utwardzacza (utwardzanie na zimno) lub w podwyższonej temperaturze (utwardzanie
na gorąco) bez dodatku utwardzacza. Służą do klejenia drewna, ceramiki, szkła, metali
i wyrobów z tworzyw termoutwardzalnych. Zawartość wolnego fenolu i formaldehydu czyni
je substancjami silnie toksycznymi.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
Spośród produkowanych klejów fenolowych, w przemyśle drzewnym największe
zastosowanie mają: klej fenolowo-formaldehydowy wiążący na gorąco (nazwa handlowa —
fenolit 43), klej fenolowo-formaldehydowy spirytusowy (klej bakelitowy L) oraz klej
fenolowo-formaldehydowy AG (klej AG).
Fenolit 43 jest wodnym roztworem żywicy fenolowo-formaldehydowej, otrzymanej
w wyniku polikondensacji krystalicznego fenolu z formaldehydem w środowisku
alkalicznym.
Ma
postać
przezroczystej,
lepkiej
cieczy
koloru
żółtobrunatnego
do wiśniowoczerwonego.
Rozróżnia się 2 rodzaje kleju fenolit 43 w zależności od przeznaczenia:
–
S — klej przeznaczony do sklejania na gorąco elementów z drewna,
–
P — klej przystosowany do zaklejania płyt pilśniowych.
Ze względu na lepkość rozróżnia się 3 odmiany kleju fenolit 43:
–
klej o lepkości 400÷2000 mPa · s.,
–
klej o lepkości 2000÷4000 mPa · s,
–
klej o lepkości 4000÷8000 mPa · s.
Nazwy rodzajów kleju wskazują na ich główne kierunki zastosowania. Fenolit 43 rodzaju
S używany jest przede wszystkim w produkcji sklejki wodoodpornej. Klejem rodzaju P,
po rozcieńczeniu go wodą (obniżeniu lepkości do poziomu 400÷2000 mPa · s) zakleja się
płyty pilśniowe w masie lub powierzchniowo. Klej dostarczany jest w beczkach stalowych
o pojemności 200 I, w bańkach blaszanych lub balonach szklanych o pojemności 50litrów .
Balony szklane umieszczone są w koszach wiklinowych i przykryte kapturem ochronnym.
Klej bakelitowy L jest alkoholowym roztworem żywicy fenolowo-formaldehydowej.
Ma postać przezroczystej cieczy o barwie od wiśniowej do brunatnej. Jest równie toksyczny
jak wszystkie kleje fenolowo-formaldehydowe, a oprócz tego łatwo palny, co wymaga
skrupulatnego przestrzegania obowiązujących przepisów bhp i przeciwpożarowych w czasie
klejenia, magazynowania i transportu. Klej bakelitowy L służy do klejenia drewna na gorąco
oraz do impregnacji tkanin w przemyśle elektroizolacyjnym. W przemyśle drzewnym stosuje
się go głównie w fabrykach sklejek do produkcji sklejki wodoodpornej. Klej pakuje się
w stalowe ocynkowane beczki o pojemności 200 l oraz w transporterki z takiego samego
materiału o zawartości 50 1 żywicy.
Klej AG jest to klej dwuskładnikowy wiążący na zimno. Jego podstawowy składnik
to wodny roztwór żywicy fenolowo-formaldehydowej, otrzymanej w wyniku polikondensacji
fenolu z formaldehydem w środowisku alkalicznym, a następnie zobojętnionej kwasem
mlekowym. Jako utwardzacza używa się wodnego roztworu kwasu benzenosulfonowego.
Żywica to gęsta ciecz koloru czerwonobrunatnego, a utwardzacz jest cieczą barwy
ciemnoszarej do czarnej. Składniki miesza się w stosunku 18 części wagowych utwardzacza
na 100 części wagowych żywicy. Dzięki właściwości utwardzania się w temperaturze
pokojowej i dużej odporności na wodę, klej AG znajduje szerokie zastosowanie do klejenia
drewna, zwłaszcza w wyrobach i konstrukcjach narażonych na działanie wody i czynników
atmosferycznych, takich jak: sprzęt szkutniczy i sportowy, sprzęt lotniczy i inny sprzęt
komunikacyjny. Może być również stosowany do produkcji sklejki wodoodpornej. Żywica
dostarczana jest w takich samych opakowaniach, jak omówione już kleje fenolowe.
Utwardzacz AG pakowany jest w pojemniki polietylenowe o pojemności 20÷100 l lub
w balony szklane o pojemności 50 l.
Do zalet klejów fenolowych należy zaliczyć:
–
bardzo dużą wytrzymałość połączenia klejowego na sucho i na mokro, przy działaniu
zimnej wody,
–
znaczną wytrzymałość przy działaniu gorącej wody,
–
odporność spoiny na wodę morską,
–
odporność biologiczną spoiny klejowej,
–
odporność połączenia klejowego na drgania i wibracje,
–
odporność spoiny na starzenie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
Głównymi wadami klejów fenolowych są:
–
toksyczność,
–
łatwopalność alkoholowych roztworów żywicy,
–
ciemne zabarwienie spoiny klejowej,
–
wrażliwość na gładkość i czystość klejonych powierzchni.
Magazynowanie
Kleje fenolowe powinny być przechowywane w zamkniętych opakowaniach fabrycznych,
w pomieszczeniach o temperaturze nie wyższej niż 25°C (górna granica temperatury
przechowywania fenolitu 43 wynosi 18°C). Klej przechowywany w większej temperaturze
lub dłużej niż wynosi okres gwarancji — przed użyciem powinien być zbadany
laboratoryjnie. W razie przechowywania kleju w temperaturze mniejszej niż 0°C, klej przed
użyciem należy rozmrozić umieszczając go na kilka dni w pomieszczeniu o temperaturze
15÷18°C.
Kleje poliuretanowe
Kleje poliuretanowe produkuje się zwykle jako kleje dwuskładnikowe. Jednym
składnikiem są trójizocyjaniany, drugim alkohole trójwodorotlenowe. Oba składniki
występują w postaci płynu. Po naniesieniu ich na klejone powierzchnie i złożeniu tych
powierzchni następuje reakcja poliadycji składników, w wyniku czego tworzy się poliuretan,
związek wielocząsteczkowy o strukturze usieciowanej przestrzennie.
Kleje poliuretanowe wiążą bardzo dobrze metale, gumę, skórę tkaniny, szkło, tworzywa
sztuczne, drewno. Są przy tym odporne na działanie benzyny, olejów mineralnych, roztworów
kwasów, tlenu. Te zalety klejów poliuretanowych stwarzają duże perspektywy rozwoju ich
produkcji i zakresu zastosowania. W Polsce są używane głównie w przemyśle lotniczym do
łączenia gumy z metalem.
W przemyśle meblarskim kleje poliuretanowe wykorzystuje się głównie w tapicerstwie
(m.in. do klejenia pianek poliuretanowych), chociaż gdy używa się ich do łączenia elementów
z drewna, uzyskuje się dobre efekty — spoina klejowa wykazuje korzystne właściwości
mechaniczne, zbliżone do właściwości spoiny uzyskanej z klejów melaminowych.
Wadą tych klejów jest szkodliwe oddziaływanie na organizm ludzki (głównie na skórę i błony
śluzowe), wynikające z dużego ich powinowactwa z białkiem. Toteż wszelkie czynności
związane z klejeniem należy wykonywać w gumowych rękawiczkach, a naczynia z klejami
po każdorazowym użyciu kleju powinny być zamykane. Kleje poliuretanowe są również
łatwo palne, co dodatkowo zaostrza wymagania bhp i przeciwpożarowe.
Kleje epoksydowe. Kleje epoksydowe produkuje się z żywic epoksydowych otrzymywanych
przez polikondensację epichlorochydryny i dianu. Polskie kleje epoksydowe można podzielić
na dwie grupy: kleje wiążące na gorąco (t — 10÷200
0
C) i kleje wiążące na zimno. Do
pierwszej grupy należą epidian 100 i epidian 101; do drugiej epidian 5 oraz epidian 57.
Epidian 100 jest mieszaniną żywicy z utwardzaczem, w postaci nieregularnych kruchych
brył lub proszku o zabarwieniu żółtym lub pomarańczowożółtym. Pozostałe kleje
epoksydowe są klejami dwuskładnikowymi, składającymi się z roztworu żywicy w postaci
lepkiej przezroczystej cieczy koloru żółtego oraz utwardzacza, który ma postać bezbarwnej
klarownej cieczy. Oprócz utwardzaczy do klejów epoksydowych dodaje się czasem
wypełniaczy, plastyfikatorów i innych substancji, modyfikujących właściwości kleju.
Kleje epoksydowe odznaczają się wyjątkowo dobrą przyczepnością do wielu materiałów,
takich jak metale (z wyjątkiem metali szlachetnych), szkło, ceramika, tworzywa sztuczne,
drewno i inne. Wykazują one szereg innych cennych właściwości:
–
bardzo wysoką wytrzymałość połączenia klejowego na sucho — 34,323 MPa,
–
odporność chemiczną i fizykochemiczną spoiny klejowej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
–
odporność fizyczną spoiny klejowej (m.in. na wodę),
–
odporność biologiczną spoiny klejowej,
–
zdolność wiązania w temperaturze pokojowej,
–
zdolność wiązania bez prasowania (wystarcza ciśnienie styku),
–
brak wrażliwości na grubość spoiny klejowej,
–
minimalny ubytek objętościowy kleju w czasie jego utwardzania.
Kleje epoksydowe nie są jednak pozbawione pewnych wad, do których trzeba zaliczyć:
–
małą odporność spoiny klejowej na starzenie się,
–
toksyczność żywic i utwardzaczy (zanika ona po utwardzeniu kleju).
W krajowym przemyśle meblarskim nie stosuje się klejów epoksydowych z powodu
ich wysokiej ceny. Wykorzystuje się je w innych przemysłach (głównie lotniczym
i motoryzacyjnym) przede wszystkim do klejenia metali, niektórych tworzyw sztucznych,
szkła i materiałów ceramicznych oraz do łączenia tych materiałów w kombinacjach między
sobą.
Kleje termoplastyczne
Kleje polioctanowinylowe
Kleje polioctanowinylowe otrzymuje się w wyniku polimeryzacji octanu winylu
z udziałem substancji dodatkowych. Są trzy metody otrzymywania i trzy podstawowe rodzaje
tych klejów: kleje ciekłe, kleje bez lotnego rozpuszczalnika i kleje emulsyjne.
Kleje ciekłe są roztworami żywicy w lotnych rozpuszczalnikach organicznych (octanie
metylu i etylu, toluenie lub acetonie), które podczas wiązania kleju muszą odparować. Kleje
bez
lotnego
rozpuszczalnika
otrzymuje
się
przez
rozpuszczenie
częściowo
spolimeryzowanego octanu winylu w rozpuszczalniku zdolnym do spowodowania dalszej
polimeryzacji pod wpływem katalizatora wprowadzonego do roztworu. Kleje te można także
otrzymywać przez kopolimeryzację octanu winylu z innymi monomerami.
Kleje emulsyjne otrzymuje się przez polimeryzację octanu winylu w fazie rozproszonej
jako dyspersję wodną.
W
przemyśle
meblarskim
i
wyrobów
z
drewna
używa
się
głównie
kleju
polioctanowinylowego emulsyjnego.
Krajowy polioctan winylu, jako półprodukt do dalszego przetwórstwa, występuje
w handlu pod nazwą winacet z dodatkiem symbolu literowego symbolizującego stan
skupienia (np. winacet R — roztwór polioctanu winylu w metanolu, winacet D — dyspersja
wodna, emulsja polioctanu winylu, winacet S — polioctan winylu w postaci perełek).
Produkowany w Polsce klej emulsyjny przeznaczony dla przemysłu meblarskiego nazywa
się wikol (klej poliwinylowy). Jest to mieszanina emulsji polioctanu winylu z wypełniaczem
mineralnym i rozpuszczalnikiem ograniczonym. Ma on postać białej lub kremowej cieczy
o konsystencji gęstej śmietany. Jest on dostarczany użytkownikom w stanie gotowym, bez
potrzeby wprowadzania jakichkolwiek substancji dodatkowych. Można go nanosić w sposób
mechaniczny lub ręczny. Wykazuje on szereg cennych zalet, do których należą:
–
duża przyczepność do wielu materiałów,
–
wysoka wytrzymałość połączenia na sucho (wytrzymałość na ścinanie po 15 min. —
2,9 MPa, po24h — 8,8 MPa),
–
elastyczność spoiny klejowej,
–
bezbarwność spoiny klejowej,
–
łatwość wiązania w dowolnej temperaturze (na zimno, na ciepło, na gorąco),
–
krótki czas wiązania,
–
nieszkodliwość dla zdrowia,
–
odporność biologiczna spoiny klejowej,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
–
duża żywotność kleju,
–
brak szkodliwego oddziaływania na narzędzia skrawające (nie tępią się),
–
łatwość i prostota stosowania.
Nieliczne wady tego kleju polegają na:
–
małej odporności na wodę,
–
malej odporności na podwyższoną temperaturę,
–
wrażliwości na rozpuszczalniki stosowane do materiałów lakierniczych (spoina
rozpuszcza się lub pęcznieje),
–
zmniejszeniu wytrzymałości spoiny przy długotrwałych obciążeniach statycznych.
Wikol jest przeznaczony głównie do klejenia montażowego, w którym zastępuje
tradycyjne kleje glutynowe i kazeinowe. Może być również z powodzeniem stosowany do
okleinowania oraz do łączenia tworzyw sztucznych, tkaniny i skóry między sobą i z drewnem.
Klej wikol pakuje się w worki polietylenowe, a następnie w beczki metalowe lub tekturowe
o zawartości do 100 kg. Do każdego opakowania dołącza się instrukcję stosowania
i przechowywania kleju.
Klej w opakowaniu przechowuje się w pomieszczeniach o temperaturze 5÷30°C. W tych
warunkach klej zachowuje żywotność przez 5 miesięcy od daty produkcji.
Pronikol
(klej emulsyjny) — to klej emulsyjny, w którego skład wchodzi emulsja
etylenowowinylowa, żywice syntetyczne, wypełniacze mineralne, rozpuszczalnik organiczny
i inne składniki modyfikujące właściwości kleju.
Używa się go w przemyśle meblarskim i w produkcji stolarki budowlanej i do
przyklejania sztucznych oklein na nośniku papierowym i w postaci folii PVC do drewna
i tworzyw drzewnych.
Pronewil ma postać jednorodnej cieczy o konsystencji śmietany, barwy białej lub
jasnoszarej. Pakowany jest do worków z tworzywa sztucznego, a następnie do szczelnych
bębnów metalowych lub polietylenowych, mieszczących do 120 kg produktu. Pronewil
należy przechowywać w opakowaniach fabrycznych, w pomieszczeniu o temperaturze
5÷25°C, w odległości co najmniej l m od czynnych grzejników.
Kleje poliwinyloacetalowe
Kleje poliwinyloacetalowe otrzymuje się w wyniku polikondensacji polialkoholu
winylowego z aldehydami. Polialkohol winylowy jest produktem hydrolizy polioctanu winylu
pod wpływem katalizatorów kwaśnych lub zasadowych (krajowy polialkohol winylowy nosi
nazwę winakol).
Kleje poliwinyloacetalowe stosuje się w postaci roztworów w rozpuszczalnikach
organicznych, z dodatkiem wypełniaczy, plastyfikatorów i innych substancji dodatkowych.
Oprócz tego występują one w kompozycjach z innymi żywicami syntetycznymi, np. z żywicą
fenolową (w tym wypadku są one termoutwardzalne). W Polsce produkuje się tego typu kleje
pod nazwą BWF/21 i BMF/41 (ten ostatni wyróżnia się większą elastycznością).
Kleje poliwinyloacetalowe stosuje się głównie w przemyśle lotniczym i motoryzacyjnym
do sklejania metalu, szkła, tworzyw sztucznych oraz do łączenia tych materiałów
w kombinacjach ze sobą. Spoina uzyskana z tych klejów stanowi również dobre połączenie
drewna i materiałów drzewnych z metalami i tworzywami sztucznymi.
Żywice poliwinyloacetalowe są oprócz innych żywic stosowane do produkcji klejów
topliwych.
Kleje topliwe
Kleje topliwe są to nielotne materiały termoplastyczne, które w temperaturze pokojowej
są ciałami stałymi, po ogrzaniu do temperatury 150÷200°C przechodzą w stan płynny
(temperatura mięknienia około 85°C), a po ochłodzeniu ulegają zestaleniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Podstawowym składnikiem klejów topliwych mogą być różne żywice syntetyczne:
kopolimery etylenu z octanem winylu, polioctan winylu, polietylen, polipropylen, poliamidy.
Do składnika podstawowego dodaje się, w celu nadania klejowi pożądanych właściwości,
składniki dodatkowe, na przykład: żywicę naturalną, kalafonię (składnik zwiększający
lepkość), oleje mineralne (składnik zwiększający elastyczność i zwilżalność), wosk (składnik
regulujący m.in. szybkość twardnienia), talk (składnik spełniający rolę wypełniacza),
pochodne fenoli (antyutleniacze przeciwdziałające zmianom lepkości i barwy).
Produkuje się wiele rodzajów klejów topliwych, które różnią się rodzajem podstawowego
składnika i recepturą oraz szczególnymi właściwościami technicznymi i użytkowymi.
W Polsce produkuje się m.in. kleje topliwe o nazwach: pronitop GM , pronitop GMS,
pronitop MS. Jest to mieszanina żywicy naturalnej, kopolimeru etylenu i octanu winylu
z wypełniaczami mineralnymi. W zależności od barwy rozróżnia się 3 odmiany pronitopu
GM: b — nie barwiony, m — mahoń, o — orzech. Klej ten ma postać nieregularnych
granulek o barwie stosowanej do jednej z trzech odmian.
Kleje topliwe wykazują wiele zalet wyznaczających ich przeznaczenie. Dzięki
raptownemu przejściu z postaci ciekłej do stałej szybko następuje tworzenie się spoiny
klejowej. Kleje topliwe są bezrozpuszczalnikowe, w wyniku czego można nimi łączyć
powierzchnie nieprzepuszczalne dla gazów. Odznaczają się odpornością na wodę.
Charakteryzuje je wreszcie zaleta technologiczna polegająca na stosunkowo niskich
wymaganiach co do gładkości klejonych powierzchni: klej wypełnia nierówności między
stykającymi się powierzchniami, które nie przylegają ściśle do siebie, i pomimo wynikających
stąd zgrubień spoiny klejowej — tworzy połączenie o nie obniżonej wytrzymałości. Z tego
samego powodu nie trzeba podczas klejenia stosować dużego nacisku.
Niedogodnością w stosowaniu kleju topliwego jest konieczność ścisłego przestrzegania
termicznych reżimów klejenia, bowiem niedogrzanie lub przegrzanie kleju powoduje
zmniejszenie wytrzymałości połączenia.
Kleje topliwe stosuje się w wielu dziedzinach wytwórczości, W meblarstwie używa się
tych klejów do oklejania wąskich płaszczyzn elementów płytowych w zautomatyzowanym
cyklu technologicznym.
Krajowe kleje topliwe pakuje się w worki polietylenowe w porcjach do 40 kg. Klej
powinien być przechowywany w opakowaniach fabrycznych, w pomieszczeniach
zamkniętych, o temperaturze powietrza 0÷25°C, w odległości co najmniej l m od czynnych
grzejników. Przechowywany w takich warunkach zachowuje swoje właściwości przez
9 miesięcy od daty produkcji.
Bezwypełniaczowe kleje topliwe
Najnowsze osiągnięcia w dziedzinie klejów to przede wszystkim odpowiedź na
oczekiwania producentów mebli, którzy chcą przyspieszyć proces produkcji. Dla nich liczy
się przede wszystkim wydajność, jakość i szybkość działania kleju.
Do końca lat osiemdziesiątych technologie oklejania wąskich płaszczyzn były mało
urozmaicone. Powszechnie stosowano wypełnione kleje topliwe na bazie kopolimerów
etylenowo-winylowych (EVA). Użytkownicy doceniali ich zalety, a przede wszystkim
szybkie wiązanie, ale byli też świadomi pewnych ograniczeń, szczególnie w zakresie
odporności cieplnej spoin. Jeśli odporność termiczna nie była wystarczająca, sięgano do
klejów topliwych na bazie poliamidu lub, jak na przykład do produkcji mebli kuchennych,
stosowano metodę oklejania wąskich płaszczyzn klejami dyspersyjnymi reaktywowanymi
termicznie.
Na początku lat dziewięćdziesiątych producenci klejów opracowali nowe generacje środków
wiążących przeznaczonych do oklejania wąskich płaszczyzn. Bazą dla tych wyrobów nie był,
jak dotychczas, dominujący kopolimer EVA, a pojawiły się nowe, takie jak APAO,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
reaktywny klej PUR i POR. W ostatnich latach pojawiły się kleje niewypełnione lub
wypełnione jedynie w niewielkim stopniu.
Spośród klejów topliwych do wąskich płaszczyzn najbardziej rozpowszechnione są odstany
etylenowo-winylowe (EVA), poliolefiny, poliuretany (PUR) oraz poliolefiny reaktywne
(POR).
Od niedawna mówiło się o zmianach w dziedzinie oklejania wąskich płaszczyzn i o trendach
w zakresie stosowania klejów topliwych bezwypełniaczowych. Obecnie trend stał się
powszechny, gdyż udział klejów topliwych bezwypełniaczowych stosowanych do wąskich
płaszczyzn w globalnym obrocie jest znaczący. Wysoka wydajność tych klejów wynika z ich
niskiej gęstości (do ok. 1g/cm
3
) w stosunku do klejów standardowych zawierających
wypełniacze (do ok. 1,50g/cm
3
).
Uzyskanie przy pomocy klejów topliwych spoiny o zbliżonej grubości, co jest jednoznaczne
z porównywalnym wypełnieniem pustych miejsc w porowatej strukturze środkowej warstwy
płyty
wiórowej,
możliwe
jest
przy
ok.
40-50%
mniejszym
zużyciu
kleju
bezwypełniaczowego. Jednocześnie pozwala to na zaokleinowanie o ok. 65% dłuższego
obrzeża. Dzięki temu wyższa cena jednostkowa klejów bezwypełniaczowych jest
kompensowana przez ich stosunkowo niskie zużycie zaś praktyka wykazuje, że możliwe jest
obniżenie kosztów stosowanego kleju o ok.10% .
Jednocześnie spoiny klejów topliwych produkowanych bez użycia wypełniaczy są
transparentne i przy klejeniu obrzeży o różnych odcieniach kolorystyki stosunkowo mało
widoczne. Dzięki temu istnieje możliwość klejenia obrzeży przy użyciu uniwersalnego-
jednobarwnego kleju, bez konieczności zmiany kolorów w zależności od wybarwienia
obrzeży. Pozwala to na dalsze obniżenie zużycia klejów i zwiększenie wydajności pracy
poprzez wyeliminowanie kłopotliwej i czasochłonnej operacji czyszczenia popielników.
W celu zaspokojenia podstawowych wymagań odbiorców producent powinien oferować ok.
od 15 do 20 różnych typów klejów topliwych zawierających wypełniacz. Natomiast paleta
zaledwie od 3 do 4 rodzajów klejów topliwych bezwypełniaczowych może zaspokoić
wszelkie wymagania w obszarze oklejania wąskich płaszczyzn. Dotyczy to elementów
prostoliniowych
poprzez
softforming
oraz
centra obróbcze, przy uwzględnieniu
zróżnicowanego zakresu prędkości posuwu, stosowaniu oklein z drewna litego, aż po obrzeża
sztuczne na nośniku papierowym. Laboratoryjne wyniki badań dowiodły, że kleje topliwe
bezwypełniaczowe pozwalają na osiągnięcie znacznie dłuższej a przy tym intensywniejszej
kleistości cieplnej, co wydłuża zakres optymalnego klejenia, cecha ta zapewnia
bezwypełniaczowym klejom topliwym zdecydowanie większe możliwości aplikacyjne. Kleje
topliwe produkowane bez udziału wypełniaczy stosuje się zarówno w wydajnych
urządzeniach przelotowych pracujących z prędkością posuwu 60-70m/min, jak i okleiniarzach
o niższych prędkościach posuwu – 12-20m/min. Bardzo często kilka różnych rodzajów
wypełnionych klejów topliwych można zastąpić jednym klejem bezwypełniaczowym.
Wysoki poziom techniki przyklejania taśm obrzeżowych bezwypełniaczowymi środkami
wiążącymi do wąskich płaszczyzn można było osiągnąć dzięki intensywnej współpracy
z producentami urządzeń. Opracowano nowe metody aplikacji (dysza), zmieniono geometrię
walców jak również podniesiono jakość bezwypełniaczowych klejów topliwych,
co umożliwiło ich sprawną aplikację. Ograniczono m.in. zjawisko tzw. ciągnięcia nitek.
Usprawniono obróbkę frezowaniem oraz szlifowaniem, w porównaniu ze standardowymi,
wypełnionymi klejami topliwymi do wąskich płaszczyzn.
Bezwypełniaczowe kleje topliwe zapewniają użytkownikowi niezawodność i uniwersalność
w technologiach oklejania. Duże bezpieczeństwo oraz liczne zalety bezwypełniaczowych
klejów topliwych przeznaczonych do oklejania wąskich płaszczyzn do porównywalnych
niskich kosztach kleju na metr bieżący gwarantują tej grupie produktów dalszy wzrost
zainteresowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
Kleje neoprenowe
Podstawowym składnikiem klejów neoprenowych jest kauczuk syntetyczny —
polichloropren.
Polichloropren
rozpuszcza się w rozpuszczalnikach organicznych,
np.: w benzenie, toluenie, i dodaje się inne żywice syntetyczne, takie jak: żywice
polioctanowinylowe, alkidowe, fenolowe oraz wypełniacze w postaci tlenków metali, sadzy
i inne.
Spośród wielu rodzajów klejów produkowanych na podstawie kauczuku syntetycznego
w podręczniku omówiono kleje, które znajdują zastosowanie w meblarstwie i przemyśle
wyrobów z drewna.
Pronikol
OBT-III
jest
roztworem
kauczuku
chloroprenowego,
żywicy
butylofenolowoformaldehydowej, stabilizatora i aktywnych wypełniaczy mineralnych
w mieszaninie rozpuszczalników organicznych.
Pronikol 40 jest klejem o podobnym składzie chemicznym do składu pronikolu OBT-III.
Różni się on doborem rodzajów rozpuszczalników i udziałem żywicy kumaronowej.
Pronikol NT jest roztworem kauczuku polichloroprenowego i żywic syntetycznych oraz
aktywnych i zwykłych wypełniaczy mineralnych w mieszaninie toluenu, benzyny
i trójchloroetylenu.
Wszystkie kleje neoprenowe mają postać lepkiej, nieprzezroczystej cieczy o jednolitej
szarokremowej lub jasnobrązowej barwie. Kleje neoprenowe wykazują dobrą przyczepność
do wielu materiałów. Są bardzo łatwe w użyciu, wiążą na zimno bezpośrednio po złożeniu
sklejanych elementów. Spoina uzyskana z tych klejów jest elastyczna, o stosunkowo dużej
wodoodporności Kleje neoprenowe mają wiele cech niekorzystnych, takich jak:
–
wrażliwość spoiny na podwyższoną temperaturę,
–
wrażliwość spoiny na rozpuszczalniki organiczne,
–
pełzanie spoiny pod obciążeniami statycznymi.
Oprócz tego są one toksyczne i łatwo palne, które to cechy spowodowane są głównie
toksycznymi i palnymi rozpuszczalnikami organicznymi, jak: toluen, benzen, benzyna,
trójchloroetylen, dwuchloroetan, metyloetyloketon, octan etylu.
Klejów neoprenowych używa się do łączenia gumy, skóry, tkanin oraz tych materiałów
w kombinacjach ze sobą, jak również z metalami (przemysł lotniczy i motoryzacyjny).
W meblarstwie używa się ich do łączenia materiałów tapicerskich między sobą i z drewnem
oraz do przyklejania laminatów i innych tworzyw sztucznych do płyt meblowych.
Wykorzystywane są również: (np.: Pronikol OBT-III) w produkcji stolarki budowlanej,
w budownictwie do przyklejania uszczelek gumowych do szkła okiennego oraz
do przyklejania tworzywowych listew przyściennych.
Kleje neoprenowe pakuje się w puszki oraz beczki metalowe, wewnątrz ocynkowane,
o zawartości do 120kg. Do każdego opakowania dołącza się instrukcję użytkowania
i przechowywania kleju.
Klej szczelnie zamknięty w opakowaniu należy przechowywać w pomieszczeniu
o temperaturze 5÷25°C, z zachowaniem warunków bezpieczeństwa przeciwpożarowego, jakie
odnoszą się do substancji łatwo palnych I klasy zagrożenia pożarowego. Żywotność kleju
przechowywanego w tych warunkach wynosi 5 miesięcy, licząc od daty wyprodukowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
4.2.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie substancje wchodzą w skład klejów pochodzenia naturalnego?
2. Jakie postacie handlowe mają kleje naturalne?
3. Jakie wady i zalety posiadają poszczególne kleje naturalne?
4. Jakie zastosowanie mają kleje naturalne?
5. Jakie substancje wchodzą w skład klejów termoutwardzalnych?
6. Jakie substancje wchodzą w skład klejów chemoutwardzalnych?
7. Jakie substancje wchodzą w skład klejów termoplastycznych?
8. Jakie postacie handlowe mają kleje syntetyczne?
9. Jakie wady i zalety posiadają kleje syntetyczne?
10. Jakie zastosowanie posiadają kleje syntetyczne?
4.2.3. Ćwiczenia
Ćwiczenie 1
Rozpoznaj postacie handlowe klejów pochodzenia naturalnego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje na ten temat w literaturze
2) pobrać próbki różnych postaci handlowych kleju
3) przyporządkować daną próbkę postaci handlowej do określonego rodzaju kleju
naturalnego
4) zaprezentować i dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
– próbki różnych postaci handlowych
– literatura z rozdziału 6
Ćwiczenie 2
Rozpoznaj próbki różnych klejów syntetycznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje na ten temat w literaturze
2) pobrać próbki różnych klejów syntetycznych
3) rozpoznać i nazwać próbki klejów syntetycznych
4) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
−
próbki różnych klejów syntetycznych
−
literatura z rozdziału 6

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Ćwiczenie 3
Przedstaw wady i zalety klejów naturalnych
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje na ten temat w literaturze
2) przedstawić w formie tabelarycznej wady i zalety klejów naturalnych
3) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
-
przybory do pisania
-
literatura z rozdziału 6
Ćwiczenie 4
Przedstaw wady i zalety klejów syntetycznych
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje na ten temat w literaturze
2) przedstawić w formie tabelarycznej wady i zalety klejów syntetycznych
3) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
-
przybory do pisania
-
literatura z rozdziału 6
Ćwiczenie 5
Scharakteryzuj zastosowanie klejów naturalnych i syntetycznych
Sposób wykonywania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) odszukać informacje na ten temat w literaturze
2) przedstawić zastosowanie klejów syntetycznych w meblarstwie w formie opisowej
3) przedstawić zastosowanie klejów syntetycznych w stolarce budowlanej w formie opisowej
4) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
-
przybory do pisania
-
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) wyszczególnić substancje wchodzące w skład klejów naturalnych?
¨
¨
2) wymienić postacie handlowe klejów naturalnych?
¨
¨
3) określić wady i zalety klejów naturalnych?
¨
¨
4) przedstawić zastosowanie klejów naturalnych?
¨
¨
5) wymienić substancje wchodzące w skład klejów termoutwardzalnych?
¨
¨
6) wymienić substancje wchodzące w skład klejów chemoutwardzalnych?
¨
¨
7) substancje wchodzące w skład klejów termoplastycznych?
¨
¨
8) określić postacie handlowe klejów syntetycznych?
¨
¨
9) przedstawić wady i zalety klejów syntetycznych?
¨
¨
10) przedstawić zastosowanie klejów syntetycznych?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
4.3. Zjawiska zachodzące podczas klejenia oraz właściwości
i wytrzymałości spoin klejowych.
4.3.1. Materiał nauczania
Łączenie drewna i tworzyw drzewnych za pomocą klejów nazywa się klejeniem.
W produkcji meblarskiej odgrywa ono doniosłą rolę. Pozwala uzyskiwać z materiałów tartych
elementy o dużych grubościach i powierzchniach. Stwarza możliwość oklejania materiałów
gorszej jakości okleinami ze szlachetnych gatunków drzew oraz różnego rodzaju okładzinami,
co znacznie podnosi wygląd estetyczny mebli. Klejenie usztywnia złącza stolarskie, w wyniku
czego zwiększa się trwałość mebli. Klejenie połączone z gięciem umożliwia pozyskiwanie
elementów krzywoliniowych bez poddawania drewna obróbce hydrotermicznej. W produkcji
tworzyw drzewnych klejenie spełnia również doniosłe zadanie, umożliwiając przeróbkę
odpadów drzewnych i gorszych sortymentów drewna na płyty wiórowe i paździerzowe, które
są obecnie podstawowym surowcem konstrukcyjnym mebli skrzyniowych. Z powyższych
rozważań wynika, że klejenie drewna nie tylko spełnia wiele zadań technicznych, lecz także
ma duże znaczenie ekonomiczne wpływające na oszczędność drewna.
Utwardzony klej łączący elementy sklejane nazywa się spoiną klejową. Wytworzenie
spoiny klejowej wymaga szeregu zabiegów technologicznych. W celu ich zrozumienia
niezbędne jest poznanie zjawisk fizykochemicznych towarzyszących klejeniu drewna.
Istotę klejenia drewna można wyjaśnić na podstawie adhezji mechanicznej o adhezji
właściwej.
Adhezja jest to przyleganie cząsteczek cieczy do powierzchni (gładkiej innego ciała stałego
pod wpływem sił molekularnych).
W 1922 roku opracowano teorię adhezji mechanicznej. Jej słuszność potwierdza obraz
spoiny klejowej widziany pod mikroskopem. Klej naniesiony w postaci ciekłej na
powierzchnię drewna zwilża ją i wnika w komórki i przestrzenie międzykomórkowe, leżące
blisko powierzchni, a po zastygnięciu łączy ze sobą sklejane elementy. Podstawą tego
tłumaczenia jest zjawisko wnikania roztworu klejowego w drewno porowate. Jednak podczas
klejenia gumy oraz łączenia kawałków szkła za pomocą wody nie występuje zjawisko
wsiąkania substancji łączącej. Guma i szkło nie są ciałami porowatymi. Posługując się teorią
adhezji mechanicznej, nie można wytłumaczyć wszystkich zjawisk występujących podczas
klejenia drewna i tworzyw drzewnych (np. klejenie laminatu z drewnem).
W 1929 roku sformułowano teorię adhezji właściwej, nazywaną również polarną lub
specyficzną. Tłumaczy ona zjawisko klejenia na podstawie molekularnej budowy materii.
Jak wiadomo, między atomami powstają siły, które łączą atomy w cząsteczki (molekuły).
Są to siły wartościowości głównej lub chemicznej. Utrzymują one atomy, wchodzące w skład
cząsteczki, w odległości równej l·10
-10
m÷1,6·10
-10
m. Siły międzycząsteczkowe, nazywane
siłami wartościowości bocznej lub siłami van der Waalsa, powodują utrzymanie się
cząsteczek w odległościach równych 3·10
-10
m÷4·10
-10
m. Warunkiem powstania sił
międzycząsteczkowych jest dipol, czyli dwubiegun elektryczny.
Na skutek działania sił międzycząsteczkowych w ciałach jednorodnych powstaje zjawisko
kohezji, to jest przyciągania się cząsteczek. Natomiast jeśli przyciągane są cząsteczki
różnych ciał (np. kleju i drewna), wtedy działanie sił międzycząsteczkowych nazywa się
adhezją. Podstawowym warunkiem wystąpienia adhezji jest wzajemne jej zbliżenie się do
siebie cząsteczek na odległość 3·10
-10
m. W błonach komórkowych drewna, tak zresztą jak
w innych ciałach, zbliżenie takie następuje i wtedy powstaje całość, którą trudno rozerwać.
Nie daje się jednak uzyskać takiego zbliżenia powierzchni dwóch odrębnych ciał stałych
z dwóch przyczyn omówionych niżej.
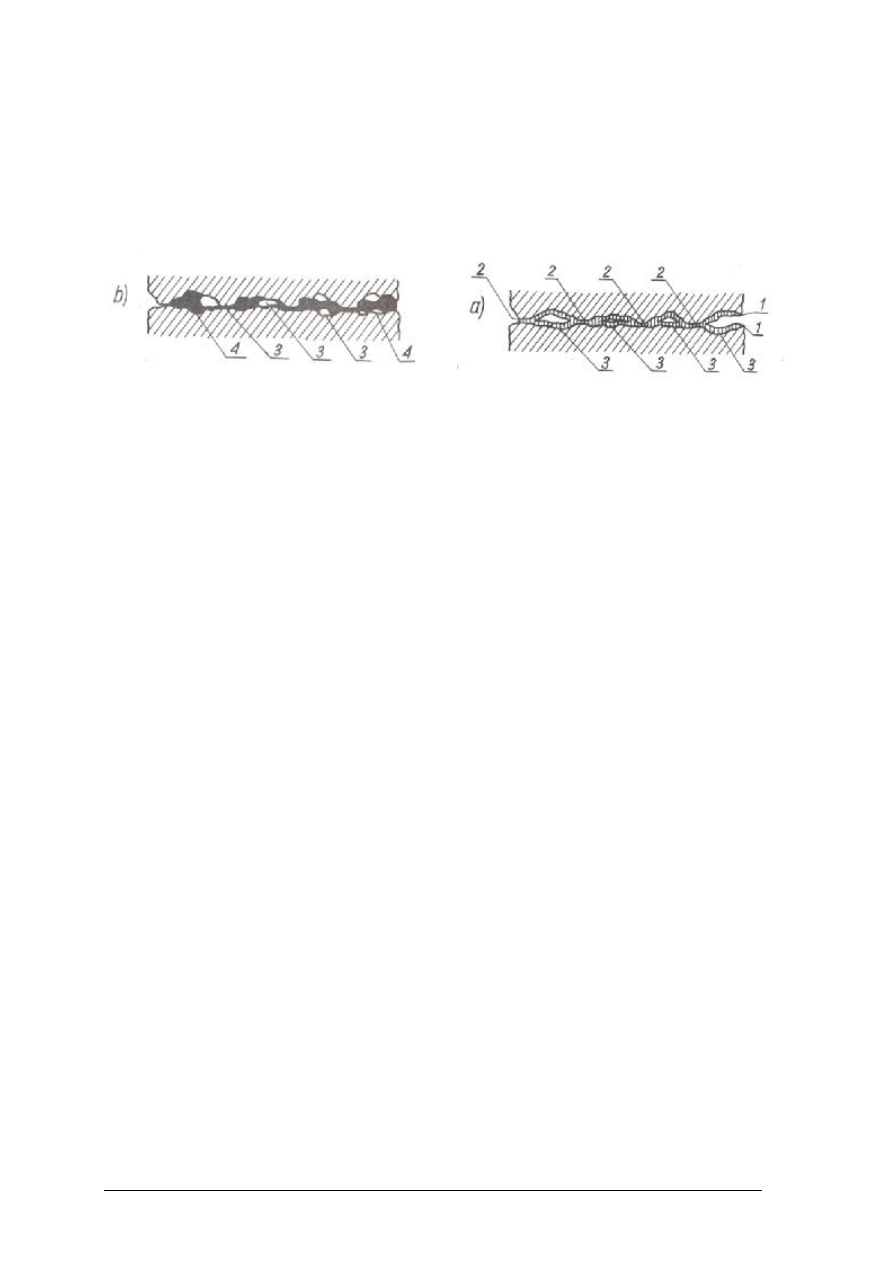
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Współczesne środki techniczne oraz, w razie łączenia drewna, budowa komórkowa
drewna uniemożliwiają osiągnięcie powierzchni niezbędnej do zbliżenia cząstek na odległość
3·10
-10
m. Dlatego rzeczywista powierzchnia styku jest zawsze znacznie mniejsza od pozornej
powierzchni styku, tj. powierzchni, którymi przylegają do siebie dwa różne ciała stałe (rys.1a)
Do powierzchni ciał stałych przylegają silnie cząsteczki powietrza lub pary wodnej
wytwarzając warstwę utrudniającą zbliżenie cząsteczek ciał stałych.
Rys.1.Powierzchnie styku – rzeczywista i pozorna: a) przed sklejeniem, b) po sklejeniu [1,s.44]
1-pozorne powierzchnie styku, 2-rzeczywiste powierzchnie styku,3- warstwa powietrza lub pary wodnej, 4-klej
Znacznie łatwiejsze jest uzyskanie adhezji między cząsteczkami ciała stałego
i płynnego, gdyż ciecz wypełniając nierówności zwiększa rzeczywistą powierzchnię styku
(rys.1b). Łatwość wypełniania nierówności przez ciecz zależy w dużej mierze od napięcia
powierzchniowego cieczy, z której wynika zdolność zwilżania. Podwyższona temperatura,
wywołująca ruch cząsteczek, oraz dodatek substancji powierzchniowoczynnych obniżają
napięcie powierzchniowe. Skłonność cieczy do pienienia się wskazuje na obniżenie napięcia
powierzchniowego.
Zmiany zachodzące w klejach podczas ich przejścia w spoinę klejową
Siły kohezji w ciałach stałych są większe niż w cieczach. Dlatego zasadniczym
warunkiem sklejenia drewna jest zmiana stanu skupienia kleju, zwana krzepnięciem lub
utwardzeniem.
Kleje są najczęściej roztworami związków wielkocząstkowych, które mają zdolność
tworzenia galaret, zwanych żelami. Częściowe usunięcie rozpuszczalnika z żelu powoduje
zestalanie się galarety. W klejeniu drewna część rozpuszczalnika dyfunduje w głąb drewna,
część wyparowuje na zewnątrz. W galarecie pozostaje tylko rozpuszczalnik związany
z mikrocząsteczkami żelu, tworząc warstwę solwatacyjną (solwaty — są to zespoły
utworzone z cząsteczek rozpuszczalnika i cząsteczek substancji rozpuszczonej).
Tworzenie się żelów może być połączone ze zmianami wewnętrznej budowy
makrocząsteczki i wtedy przejście roztworu w stan galarety jest nieodwracalne. Zmiany
te zachodzą pod wpływem wzrostu temperatury (kleje termoutwardzalne), reakcji chemicznej
(kleje chemoutwardzalne) lub na skutek zmiany odczynu. Reakcje chemiczne to przede
wszystkim synteza, polimeryzacja i polikondensacja. Niekiedy wszystkie wymienione
czynniki utwardzania kleju zachodzą równocześnie. Galarety odwracalne mogą być
przeprowadzane ponownie w roztwór przez dodanie rozpuszczalnika i podniesienie
temperatury lub tylko przez dodanie rozpuszczalnika.
Spoina klejowa ma budowę warstwową. Cząsteczki kleju, wnikające w komórki drewna
oraz przylegające do drewna, tworzą dwie warstwy, w których występują siły adhezji łączące
drewno z klejem. Trzecia warstwa to cząsteczki kleju łączące się siłami kohezji
z cząsteczkami kleju warstw przyległych. Ponieważ siły kohezji są słabsze od sił adhezji,
dlatego zwiększenie grubości spoiny klejowej obniża jej wytrzymałość na działanie sił
mechanicznych usiłujących rozerwać powstałe połączenie.
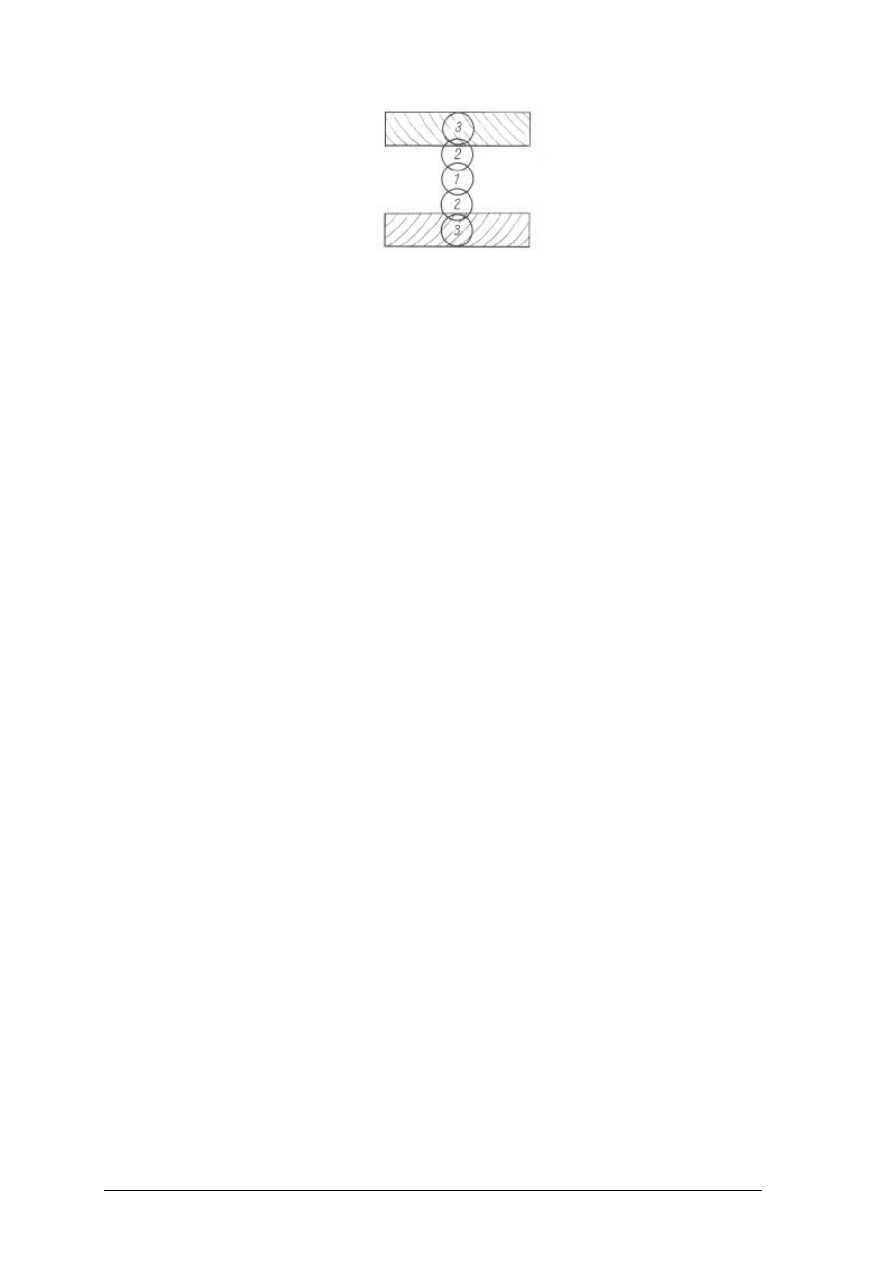
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Rys. 2 Warstwy spoiny klejowej w sklejeniu drewna [1, s. 46]
1- warstwa kleju, 2-warstwy łączące klej z drewnem, 3- warstwy drewna przesycone klejem
Ocena jakości klejenia
Określenie wytrzymałości spoin klejowych
Określanie wytrzymałości spoin klejowych przeprowadza się w celu ustalenia jakości
kleju, przydatności kleju do określonego celu i wytrzymałości sklejenia w gotowym wyrobie.
W pierwszych dwóch wypadkach sporządza się z drewna próbki, którym po sklejeniu
nadaje się odpowiednie wymiary i kształty. Miernikiem wytrzymałości spoiny jest wartość
siły, która działając na powierzchnię spoiny powoduje jej zerwanie.
Wytrzymałość spoiny klejowej
Wytrzymałością spoiny klejowej (lub połączenia klejowego) nazywa się wielkość
naprężenia wyrażoną w kG/cm
2
lub w N/m
2
powierzchni sklejenia, przy którym następuje
zniszczenie spoiny i rozdzielenie sklejonych części.
Zależnie od charakteru i czasu działania siły niszczącej rozróżnia się następujące rodzaje
wytrzymałości:
–
wytrzymałość statyczna — kiedy na spoinę działa obciążenie stałe,
–
wytrzymałość statyczna doraźna — kiedy zniszczenie spoiny następuje w krótkim czasie
po przyłożeniu obciążenia stałego,
–
wytrzymałość statyczna długotrwała — kiedy zniszczenie spoiny następuje po umownie
długim czasie działania obciążenia stałego,
–
wytrzymałość dynamiczna — kiedy na spoinę działa obciążenie w postaci uderzenia,
–
wytrzymałość dynamiczna zmęczeniowa — kiedy na spoinę działa obciążenie cykliczne
zmienne (od O do P lub od —P do +P).
W zależności od kierunku działania siły niszczącej w stosunku do powierzchni sklejenia
(płaszczyzny spoiny) rozróżnia się:
–
wytrzymałość na ścinanie — kiedy siła niszcząca ma kierunek styczny do płaszczyzny
spoiny (siła leży w płaszczyźnie spoiny),
–
wytrzymałość na odrywanie — kiedy siła niszcząca ma kierunek prostopadły do
płaszczyzny spoiny,
–
wytrzymałość na oddzieranie — kiedy siła niszcząca ma charakter obciążenia skupionego
wzdłuż linii połączenia, o kierunku prostopadłym do płaszczyzny spoiny; wytrzymałość
na oddzieranie oznacza się tylko przy klejeniu materiałów wiotkich (tkanin, skóry, folii,
cienkich blach itp.) ze sobą lub z materiałami sztywnymi (np. z drewnem); wytrzymałość
na oddzieranie wyraża się w jednostkach siły odniesionych do jednostki szerokości
spoiny (kG/cm lub N/m).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Zależnie od warunków badania rozróżnia się:
–
wytrzymałość na sucho, tj. wytrzymałość, jaką wykazuje spoina klejowa po sezonowaniu
lub klimatyzowaniu połączenia do wilgotności drewna lub tworzyw drzewnych, jaką
miały one przed klejeniem,
–
wytrzymałość na wilgotno, tj. wytrzymałość, jaką wykazuje spoina po nawilżeniu
połączenia przez klimatyzowanie w powietrzu o wilgotności względnej powyżej 90%,
–
wytrzymałość na mokro, tj. wytrzymałość, jaką wykazuje spoina w połączeniu
moczonym w wodzie o różnych temperaturach, po uprzednim sezonowaniu lub
klimatyzowaniu.
Oznaczanie wytrzymałości spoiny klejowej w laboratorium zakładu meblarskiego ma na celu:
–
sprawdzenie jakości i żywotności kleju,
–
sprawdzenie prawidłowości receptury przyrządzania masy klejowej i parametrów
klejenia,
–
określenie przydatności danego kleju do konkretnego zastosowania. ;
Najczęściej bada się wytrzymałość statyczną doraźną na ścinanie. Naprężenia ścinające
(styczne) w spoinie mogą być wywołane obciążeniem rozciągającym, obciążeniem
ściskającym lub obciążeniem zginającym . Przeważnie stosuje się obciążenie rozciągające.
Odporność spoiny klejowej
Mianem odporności określa się stopień podatności spoiny klejowej na działanie niszczące
czynników zewnętrznych i wewnętrznych.
W różnych warunkach użytkowania sklejonego przedmiotu na spoinę klejową mogą
działać różne czynniki niszczące.
Zależnie od rodzaju tych czynników rozróżnia się:
–
odporność chemiczną spoiny klejowej, to jest stopień podatności spoiny na działanie
substancji chemicznych (kwasów, zasad, roztworów soli itp.)
–
odporność fizyczną spoiny klejowej, to jest stopień podatności spoiny na działanie
temperatury (podwyższonej, niskiej lub zmiennej) oraz wody,
–
odporność biologiczną spoiny klejowej, to jest stopień odporności spoiny klejowej na
działanie czynników biologicznych (bakterii, grzybów, owadów),
–
odporność spoiny klejowej na czynniki atmosferyczne, to jest stopień podatności spoiny
na cykliczne działanie wody i suchego powietrza, podwyższonej i niskiej temperatury.
Odporność prawidłowo wykonanych spoin klejowych na działanie wymienionych
czynników niszczących zależy przede wszystkim od rodzaju (charakteru chemicznego)
użytego kleju.
Na przykład: brak odporności biologicznej wykazują w niekorzystnych warunkach
jedynie kleje pochodzenia naturalnego; kleje termoplastyczne (np. glutynowe) są nieodporne
na podwyższoną temperaturę, większość klejów naturalnych oraz niektóre syntetyczne
(np. wikol) dają spoiny wytrzymałe tylko na sucho, inne kleje syntetyczne znoszą nawilżanie
zimną wodą bez uszczerbku dla wytrzymałości spoiny, jeszcze inne są odporne na kolejne
gotowanie, zamrażanie i suszenie.
Niecelowe byłoby zatem badanie odporności spoin wszystkich rodzajów klejów w sposób
identyczny przy zastosowaniu wszystkich czynników niszczących. Klejone konstrukcje
meblowe najczęściej narażone są na zmienne warunki temperatury i wilgotności powietrza.
Zatem spoiny klejowe w meblach (zwłaszcza przeznaczonych do użytkowania w otwartych
przestrzeniach) powinny wykazywać odporność na czynniki atmosferyczne.
Warunkiem prawidłowości oceny jest ścisłe przestrzeganie sposobu sporządzania próbek
oraz technologii klejenia. Ocena wytrzymałości klejenia w gotowym wyrobie jest połączona
z całkowitym lub częściowym zniszczeniem tego wyrobu.
Określanie wytrzymałości spoiny klejowej przeprowadza się za pomocą maszyn
probierczych, zwanych również maszynami wytrzymałościowymi. Umożliwiają one zmianę
szybkości przyrostu siły niszczącej oraz dokładny jej pomiar.
Kierunki działania sił podczas określania wytrzymałości spoin klejowych przedstawiono na
rys.3.
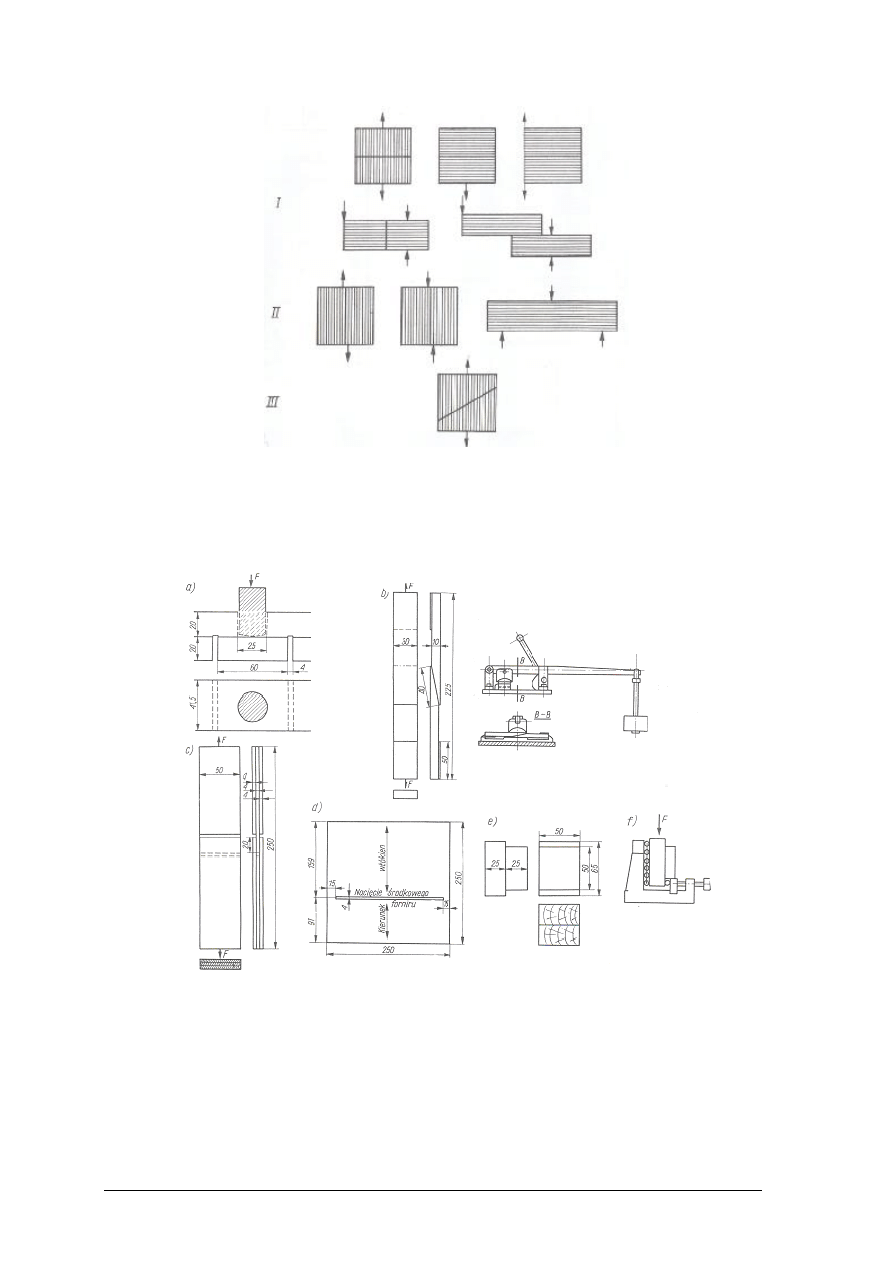
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys.3 Kierunki działania sił podczas określania wytrzymałości spoin klejowych [1, s. 47]
I – poddawanie poprzecznych i wzdłużnych spoin klejowych działaniu naprężeń normalnych, wywołanych przez
rozciąganie i zginanie próbek, II – poddawanie wzdłużnych spoin klejowych działaniu naprężeń stycznych
wywołanych przez rozciąganie, ściskanie i zginanie próbek, III – poddawanie skośnych spoin klejowych
równoczesnemu działaniu naprężeń normalnych i stycznych, wywoływanych przez rozciąganie próbki
(wg Zenktelera)[37]
Rys.4 Próbki do określania wytrzymałości spoin klejowych [1, s. 48]
a) próbka o spoinie wzdłużnej badana na rozciąganie TG
b) próbka o spoinie skośnej poddawana rozciąganiu
c) próbka IBL do oceny wytrzymałości na ścinanie podczas rozciągania
d) nacięcie środkowego forniru w próbce
e) próbka do oceny wytrzymałości spoiny klejowej na ścięcie przez siłę ściskającą
f) sposób obciążenia próbki w urządzeniu wyposażonym we wkładki rolkowe
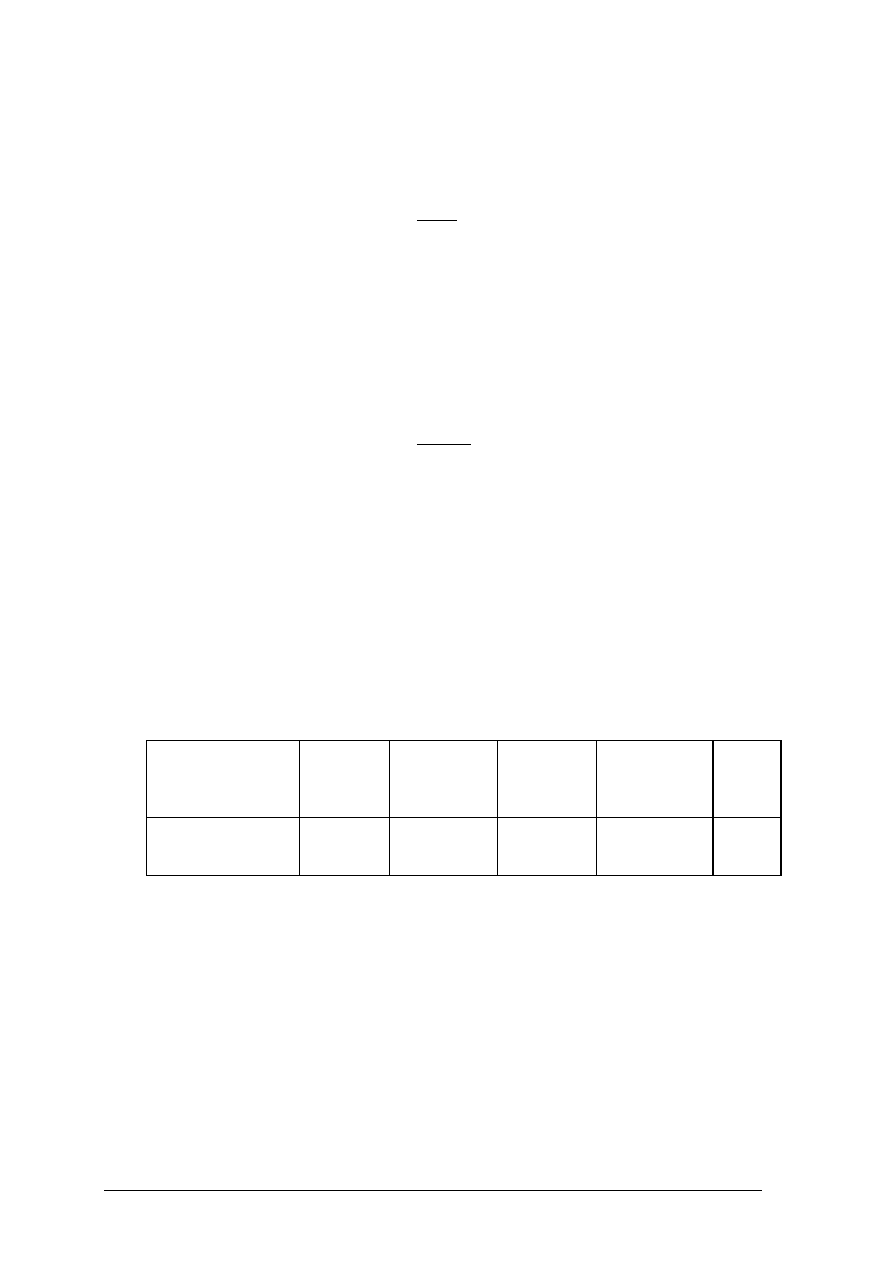
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Opracowano wiele różnorodnych próbek do określania wytrzymałości spoin.
Próbki poddawane rozciąganiu o spoinach poprzecznych i wzdłużnych są przydatne do
określenia wytrzymałości klejów utwardzanych na zimno, tj. bez konieczności nagrzewania
spoiny klejowej. Wytrzymałość spoiny oblicza się wg wzoru
F
R
1 =
[MPa]
A
w którym: R
1
— wytrzymałość spoiny klejowej na rozciąganie w MPa,
F — siła niszcząca w MN,
A — powierzchnia spoiny w m
2
.
Próbki poddawane rozciąganiu o spoinach skośnych mają tę zaletę, że zniszczenie spoiny
następuje najczęściej w samej spoinie bez uszkodzenia warstw drewna przyległego do kleju.
Wytrzymałość spoiny oblicza się wg wzoru
t ·cos α
R
1
= [MPa]
A
w którym: α — kąt skosu w stopniach.
Siły działające równolegle do spoiny klejowej powodują jej ścięcie. Mogą to być siły
rozciągające, jak i ściskające. W Polsce opracowano dwa rodzaje próbek do oceny
wytrzymałości
na
ścinanie podczas rozciągania: próbka IBL, zaprojektowana
w Zakładzie Ulepszenia Drewna Instytutu Badawczego Leśnictwa w Bydgoszczy oraz próbka
ITL zaprojektowana w Instytucie Lotnictwa w Warszawie. Nadaje się ona do badania klejów
wiążących na zimno. Próbkę do oceny wytrzymałości na ścięcie spoiny przez siłę ściskającą
przedstawia. Podczas zginania elementów sklejonych może również nastąpić ścięcie spoiny.
W praktyce stosuje się klasyfikację ocen wytrzymałości spoin klejowych podaną w tabeli 2.
Tabela 2. Klasyfikacja ocen wytrzymałości spoin klejowych [1, s. 49]
Średnia wytrzymałość
spoiny klejowej
w MPa
3,923
3,923-4,315
4,413-4,805
4,903 -5,295
5,393
Ocena
wytrzymałości spoiny
niedosta-
teczna
mierna
dostateczna
dobra
bardzo
dobra
Wytrzymałość i odporność spoiny klejowej
Celem zabiegów technologicznych związanych z klejeniem drewna jest wytworzenie
spoiny klejowej o odpowiedniej jakości. Jakość spoiny klejowej określają jej cechy
techniczne oraz, ważne w produkcji meblarskiej, cechy estetyczne. Dokonując wyboru kleju
oraz związanej z nim technologii klejenia, należy również brać pod uwagę względy
ekonomiczne. Miernikiem dobrego sklejenia jest duża wytrzymałość i trwałość połączenia.
Ocena wytrzymałości połączenia polega na określeniu sił potrzebnych do rozerwania spoiny.
Trwałość spoiny klejowej określa jej odporność na działanie różnych czynników.
Na spoinę klejową działają siły zewnętrzne, związane z użytkowaniem sklejonego
wyrobu, oraz siły wewnętrzne, których powstawanie zależy od właściwości sklejanego
materiału oraz samego kleju.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Wytrzymałość spoiny klejowej na działanie tych sił zależy od klejonego drewna
i utwardzonego kleju. Na wytrzymałość połączenia ma wpływ budowa wewnętrzna
utwardzanego kleju. Rozmaite kleje wykazują różną budowę spoiny. Utwardzony klej nie
tworzy jednolitej masy, a występujące w nim nierówności strukturalne, skazy i rysy powodują
obniżanie wytrzymałości. W czasie utwardzania kleju następuje kurczenie się spoiny
wywołane utratą rozpuszczalnika. Siły adhezji uniemożliwiają swobodne przesuwanie się
cząstek kleju, przylegających do sklejanego materiału. Dlatego w spoinie powstają
naprężenia, które mają wpływ na jej wytrzymałość. Ujemny wpływ wymienionych
czynników na wytrzymałość spoiny jest tym mniejszy, im cieńsza jest warstwa utwardzonego
kleju
.
Tabela 3. Wpływ grubości spoiny klejowej na jej wytrzymałość [1, s 53]
Grubość spoiny
w mm
Średnia wytrzymałość
na ściskanie w MPa
Stosunek próbek
zniszczonych w spoinie
do ogólnej liczby
próbek. w %
0,05
10,6
63
0,10
10,2
75
0,15
9,4
79
0,20
8,4
81
0,25
7,7
91
0,30
6,6
89
0,35
5,9
96
0,40
4,7
95
0,45
3,4
98
0,50
3,7
97
Spoiny klejowe użytkuje się w zmiennych warunkach, w związku z czym działają na nie
różne czynniki. Odporność spoiny klejowej na działanie tych czynników określa wzór
R
w
Q = 100 [%]
R
p
W którym: Q — odporność spoiny klejowej, to jest zdolność spoiny do przeciwstawiania się
działaniu czynnika niszczącego w ciągu określonego czasu,
R
p
— wytrzymałość pierwotna w MPa, uzyskiwana po zakończeniu klejenia
i dojrzewania spoiny klejowej,
R
w
- wytrzymałość wtórna w MPa, uzyskana po działaniu na spoinę czynnika
niszczącego w ciągu określonego czasu.
Do czynników wywołujących obniżenie wytrzymałości spoin klejowych należy zaliczyć:
wodę, wilgotne powietrze, wysoką i niską temperaturę, czynniki biologiczne oraz obciążenia
zewnętrzne.
Woda, tak w postaci cieczy, jak i pary, wnika w spoinę klejową, powoduje jej pęcznienie
i obniża wytrzymałość. Pod wpływem zmiennej wilgotności powietrza następuje na przemian
kurczenie i pęcznienie drewna. Powoduje to pękanie spoiny, a w razie długotrwałego
występowania zmian jej zupełne zniszczenie. Podobnie zjawisko pękania spoiny na skutek
kurczenia się może występować pod wpływem obniżenia temperatury otoczenia lub na skutek
starzenia się spoiny. Zjawisko to występuje nawet w optymalnych warunkach niezmiennej

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
temperatury i wilgotności powietrza. Jest ono wywoływane powoli postępującym ubytkiem
rozpuszczalnika oraz procesami chemicznymi: polimeryzacją, polikondensacją i poliaddycją.
Działanie wysokiej temperatury na spoinę powoduje utwardzanie kleju i obniżanie
wytrzymałości spoiny.
Kleje lub substancje dodatkowe, wchodzące w skład spoin klejowych, mogą być pożywką
dla owadów i grzybów. Czynniki biologiczne zagrażają przede wszystkim naturalnym
związkom chemicznym, szczególne zagrożenie stanowią one, jeżeli wilgotność drewna
sklejonego przekracza 8÷15%.
Podczas użytkowania mebli działają na nie siły wywołujące obciążenia zewnętrzne spoiny
klejowej. Obciążenia te mogą być statyczne i dynamiczne, stałe lub zmienne i wywołują
zmęczenie spoin klejowych.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest adhezja i kohezja?
2. Na czym polega teoria adhezji mechanicznej i właściwej?
3. Jakie zmiany zachodzą w klejach podczas ich przejścia w spoinę klejową?
4. W jakim celu przeprowadza się badania wytrzymałości spoin klejowych?
5. Co to jest wytrzymałość spoiny klejowej?
6. Jaki jest podział wytrzymałości spoin klejowych w zależności od różnych kryteriów?
7. Od czego zależy wytrzymałość spoiny klejowej?
8. Jakie czynniki wywołują obniżenie odporności spoiny klejowej?
4.3.3 Ćwiczenia
Ćwiczenie 1
Wyjaśnij istotę klejenia i związane z nim zjawiska.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat
2) przedstawić w formie opisowej istotę klejenia
3) przedstawić w formie opisowej zjawiska związane z klejeniem
4) ocenić poprawność wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
-
przybory do pisania
-
literatura z rozdziału 6
Ćwiczenie2
Wykonaj badanie wytrzymałości spoiny klejowej na ścianie przy obciążeniu
rozciągającym za pomocą próbki trzywarstwowej typu IBL
Sposób wykonania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Aby wykonać ćwiczenie powinieneś
1) zapoznać się z literaturą na ten temat
2) zapoznać się z instrukcją wykonania ćwiczenia
3) przygotować próbki trzywarstwowe do badania wytrzymałości spoiny klejowej
4) sprawdzić sprawność maszyny wytrzymałościowej
5) wykonać pomiar wytrzymałości spoiny klejowej
6) odczytać na siłomierzu maszyny wytrzymałościowej wartość siły niszczącej
7) zanotować wyniki pomiaru
8) obliczyć wytrzymałość spoiny klejowej na ścinanie przy obciążeniu rozciągającym
9) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy
-
próbki IBL do oznaczania wytrzymałości na ścinanie przy obciążeniu rozciągającym
-
instrukcja do wykonania ćwiczenia
-
maszyny wytrzymałościowe
-
suwmiarka o dokładności do 0,1 mm
-
zestaw aparatury i sprzętu laboratoryjnego do oznaczenia wilgotności drewna metodą
suszarkowo-wagową lub wilgotnościomierz elektryczny
-
komora klimatyzacyjna
-
prasa laboratoryjna lub ściski śrubowe
-
przybory do pisania
-
literatura z rozdziału 6
Ćwiczenie 3
Wykonaj badanie wytrzymałości spoiny klejowej na ścianie przy obciążeniu ściskającym
za pomocą próbki blokowej
Sposób wykonywania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na ten temat
2) zapoznać się z instrukcją wykonania ćwiczenia
3) przygotować próbki blokowe do badania wytrzymałości spoiny klejowej
4) sprawdzić sprawność maszyny wytrzymałościowej
5) wykonać pomiar wytrzymałości spoiny klejowej
6) odczytać na siłomierzu maszyny wytrzymałościowej wartość siły niszczącej
7) zanotować wyniki pomiaru
8) obliczyć wytrzymałość spoiny klejowej na ścinanie
9) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
-
próbki blokowe do oznaczania wytrzymałości na ścinanie przy obciążeniu ściskającym
-
instrukcja do wykonania ćwiczenia
-
maszyny wytrzymałościowe
-
suwmiarka o dokładności do 0,1 mm
-
zestaw aparatury i sprzętu laboratoryjnego do oznaczenia wilgotności drewna metodą
suszarkowo - wagową lub wilgotnościomierz elektryczny
-
komora klimatyzacyjna
-
prasa laboratoryjna lub ściski śrubowe
-
przybory do pisania
-
literatura z rozdziału 6

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
4.3.4. Sprawdzian postępów
Czy potrafisz:
TAK
NIE
1) określić co to jest adhezja i kohezja?
¨
¨
2) wyjaśnić na czym polega teoria adhezji mechanicznej i właściwej?
¨
¨
3) wyjaśnić jakie zmiany zachodzą w klejach podczas ich przejścia
w spoinę klejową?
¨
¨
4) wyjaśnić w jakim celu przeprowadza się badania wytrzymałości spoin
klejowych?
¨
¨
5) określić co to jest wytrzymałość spoiny klejowej?
¨
¨
6) scharakteryzować podział wytrzymałości spoin klejowych w zależności
od różnych kryteriów?
¨
¨
7) wyjaśnić od czego zależy wytrzymałość spoiny klejowej?
¨
¨
8) wymienić czynniki wywołujące obniżenie odporności spoiny klejowej?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
4.4. Przygotowanie roztworów klejowych i ich nanoszenie oraz
ocena jakości klejów
4.4.1. Materiał nauczania
Przygotowanie klejów do użycia polega na dokładnym wymieszaniu kleju i substancji
dodatkowych przy zachowaniu przewidzianych proporcji ilościowych. Powstała w ten sposób
konsystencja kleju powinna umożliwiać jego nanoszenie na powierzchnie sklejane.
Zachowanie przewidzianych proporcji ilościowych, dobór odpowiednich dodatków oraz
sposób przyrządzania kleju do użycia decydują o jego jakości i przydatności do klejenia.
Ważne są umiejętności oceny jakości klejów do użytku. Zachowanie wskazanych ilości
substancji dodatkowych nie zwalnia od obowiązku dokonania pomiarów lepkości, stężenia
i odczynu (kwasowości) gotowego kleju.
Właściwości klejów tego samego gatunku dostosowuje się do określonych warunków
klejenia oraz do potrzeb. Dlatego też rodzaje substancji dodatkowych oraz ich ilość mogą być
w pewnych granicach zmienne. Dla praktyki produkcyjnej opracowano recepty klejarskie,
w których są podane ilości i rodzaje substancji klejowej i wszystkich substancji dodatkowych.
Ilości składników klejów podaje się w częściach wagowych. Oznacza to, że przyrządzając
do użytku klej można podstawiać pod ilości, podane w częściach wagowych, dowolne
jednostki wagowe, tj. gramy lub kilogramy. Jest to zależne od potrzebnej ilości kleju.
Kolejność dodawania składników i warunki, jakie trzeba przy tym stworzyć, podają sposoby
czyli instrukcje technologiczne sporządzania klejów. Należyte wymieszanie substancji
dodatkowych z klejem jest jednym z warunków uzyskania dobrego kleju. Mieszanie
składników w warunkach przemysłowych odbywa się w specjalnych urządzeniach zwanych
mieszadłami klejowymi. Niewielkie ilości składników w warunkach laboratoryjnych można
wymieszać za pomocą mieszadła laboratoryjnego lub łopatką drewnianą poruszaną ręcznie.
Niekiedy, jak np. podczas spieniania kleju, w celu osiągnięcia przewidzianego efektu
konieczna jest określona liczba obrotów mieszadła i wtedy mieszanie ręczne składników nie
daje rezultatów. Coraz częściej w handlu sprzedaje się kleje gotowe do użycia. Przed użyciem
takiego kleju należy go tylko wymieszać w celu równomiernego rozprowadzenia składników.
Przygotowywanie klejów glutynowych do użycia
Substancją dodatkową w kleju glutynowym jest woda odgrywająca rolę rozpuszczalnika.
Oprócz tego mogą być dodawane jako wypełniacze kreda pławiona, kaolin lub mączka
drzewna. Kleje z wypełniaczem znajdują zastosowanie do okleinowania drewna, lecz
w produkcji meblarskiej są one używane coraz rzadziej. W celu zlikwidowania
nieprzyjemnego zapachu kleju glutynowego dodaje się do niego 0,8
÷
1% fenolu lub kwasu
salicylowego. Wytwarza się również zmodyfikowane kleje glutynowe, w których specjalne
dodatki chemiczne stwarzają możliwość utwardzania kleju w podwyższonej temperaturze,
a wiec klej staje się termoutwardzalny.
Przykładowe recepty:
I. Klej do łączenia złączy stolarskich ,
1. Klej glutynowy l cz.w. (część wagowa).
2. Woda 3÷7 cz.w. (ilość rozpuszczalnika zależy od jakości kleju).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
II. Klej glutynowy zmodyfikowany, termoutwardzalny i częściowo wodoodporny.
Na 100 cz.w. kleju sporządzonego wg recepty I należy dodać:
1. Paraformaldehydu 10 cz.w.
2. Kwasu szczawiowego 5,5 cz.w.
Przygotowanie do użytku kleju glutynowego polega na moczeniu i rozpuszczaniu kleju
oraz na dodaniu pozostałych składników. Moczenie kleju przeprowadza się w wodzie
o temperaturze nie przekraczającej 20°C, pozbawionej przez gotowanie niepożądanych
składników. Ilość wody użytej do moczenia zależy od żądanego stopnia stężenia kleju. Czas
moczenia kleju występującego w postaci łusek wynosi 20 minut, w postaci perełek
— l godzinę, a kleju w tabliczkach ponad 12 godzin. Moczenie kleju należy przeprowadzać
w naczyniach nieżelaznych, aby zapobiec czernieniu kleju. Klej rozpuszcza się w specjalnych
naczyniach, częściowo zanurzonych w wodzie, która jednocześnie podgrzewa cały układ.
Temperatura kleju podczas tego zabiegu nie powinna przekraczać 60°C. Długotrwałe
podgrzewanie oraz przekraczanie tej temperatury obniża wytrzymałość spoiny klejowej.
Dopiero po całkowitym rozpuszczeniu kleju można dodawać inne składniki przewidziane
w recepcie.
Przygotowując klej zmodyfikowany wg recepty II po rozpuszczeniu kleju i dodaniu
przewidzianych składników należy obniżyć temperaturę kleju do 40°C. Ponowne podgrzanie
tak przygotowanego kleju powoduje jego utwardzanie.
Ilość suchej substancji klejowej niezbędnej do uzyskania określonej ilości kleju
glutynowego o wymaganym stężeniu można obliczyć wg wzoru
85 ·K · Q
z
Q
k
= ——————
(100 – w) · 100
w którym: Q
k
— ilość substancji klejowej w stanie powietrzno-suchym w kg,
K — przewidziane stężenie kleju w %,
Q
z
— zamierzona ilość gotowego kleju do użycia w kg,
w — wilgotność powietrzno-suchego kleju w %.
Prawidłowe stężenie klejów glutenowych w zależności od ich przeznaczenia podano
w tabeli 4. Pozostałe właściwości kleju glutenowego do użycia zastawiono w tabeli 6. Kleje
glutynowe stosuje się do sklejania złączy stolarskich.
Rys. 5 Naczynie do rozpuszczania kleju glutynowego [1, s 58]
1- kocioł z wodą, 2 – garnek z klejem
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Tabela 4. Prawidłowe stężenie klejów glutynowych dotyczące różnych sposobów klejenia
i różnych rodzajów drewna [1, s 59]
Rodzaj spoin
Sposób klejenia i rodzaj
drewna
Rodzaj kleju
skórny
kostny
ilość powietrzno-suchego
kleju w % masy roztworu
Równoległe
drewno miękkie drewno
twarde
30÷45
35÷40
40÷45
45÷50
Czołowe
uprzednie nasycenie
sklejanej powierzchni
klejenie właściwe
10÷15
45÷50
15÷20
55
Okleinowanie
klej bez wypełniacza klej z
wypełniaczem
35÷40
35
45÷50
45
Przygotowywanie klejów kazeinowych do użycia
W skład kleju kazeinowego sprzedawanego w handlu wchodzą: sproszkowana kazeina
i wapno sucho gaszone oraz niewielkie ilości fluorku, chlorku lub siarczanu miedziowego.
Klej ten jest przeznaczony do klejenia w temperaturze pokojowej, tj. „na zimno" oraz po
podgrzaniu
–
„na ciepło" i „na gorąco". Nieodzownym składnikiem kleju jest woda. Z innych
substancji dodatkowych należy wymienić kalafonię — obniżającą alkaliczność kleju,
naftę
–
przedłużającą jego żywotność, oraz wypełniacze — kaolin lub kredę pławioną.
Przykładowe recepty
I. Klej do klejenia drewna twardego
1. Proszek klejowy l cz.w.
2. Woda 1,6-1,9 cz.w.
II. Klej do klejenia drewna miękkiego
1. Proszek klejowy l cz.w.
2. Woda 1,8-2,2 cz.w.
Przygotowanie do użytku kleju kazeinowego polega na wymieszaniu proszku klejowego
z wodą o temperaturze 15÷20°C. Po upływie jednej godziny od czasu wymieszania
składników roztwór kleju jest gotowy do użycia. Klej kazeinowy jest silnie alkaliczny i działa
niszcząco na metale, dlatego do sporządzania kleju należy używać naczyń emaliowanych,
glinianych lub drewnianych. Z powodu dużej alkaliczności kleje kazeinowe w produkcji
meblarskiej nie są obecnie stosowane. Wchodząc w reakcje chemiczne z garbnikami
zawartymi w drewnie zmieniają one jego barwę, co obniża wygląd estetyczny wyrobów.
Przygotowywanie klejów fenolowych do użycia
W produkcji meblarskiej klejów fenolowych nie stosuje się na szerszą skalę. W Polsce
znajduje się w sprzedaży kilka odmian tych klejów. Kleje utwardzane na gorąco są w handlu
w stanie gotowym do użycia. Natomiast kleje utwardzane w temperaturach nie
podwyższonych (10÷20
0
C) należy przygotować do użycia przez dodanie utwardzacza
(aktywatora). Najczęściej są to kwasy sulfonowe, które obniżając odczyn kleju powodują

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
skrócenie czasu utwardzania. Można również dodać wypełniaczy, jak albumina, skrobia,
białka roślinne lub mączka z mielonych łupin orzechów.
Mieszanie składników należy przeprowadzać w naczyniach odpornych na korozję. Ze
względu na dodatek silnego kwasu trzeba zachować szczególną ostrożność podczas
przyrządzania i używania tego kleju.
Przykładowa recepta
I. Klej fenolowy do klejenia na zimno (10÷20
0
C)
1. Żywica fenolowa (polskiej produkcji AG) 100 cz.w.
2. Kwas sulfonowy 15÷20 cz.w.
3. Wypełniacz (mielone łupiny z orzechów) 20 cz.w.
4. Woda (do mieszania z wypełniaczem) 20 cz.w.
Przygotowanie kleju fenolowego do użycia polega na wymieszaniu wyżej wymienionych
składników.
Przygotowywanie klejów rezorcynowych do użycia
Klejów rezorcynowych, podobnie jak fenolowych, nie używa się w produkcji meblarskiej.
Ich zaletą jest możliwość wiązania w nie podwyższonych (10÷20°C) temperaturach oraz
niewielka szkodliwość dla organizmu człowieka.
Przykładowa recepta
I. Klej rezorcynowy
1. Żywica rezorcynowa 100 cz.w.
2. Paraformaldehyd lub formalina 10÷20 cz.w.
Przygotowanie kleju rezorcynowego polega na wymieszaniu ze sobą wymienionych
składników. Tak sporządzony klej może być dodawany do kleju fenolowego wiążącego
w temperaturze ponad 20
0
C; dodatek w ilości 20% stwarza możliwości wiązania kleju
w temperaturze nie podwyższonej (10÷20
0
C).
Przygotowywanie klejów mocznikowych do użycia
Kleje mocznikowe są obecnie stosowane powszechnie w produkcji meblarskiej.
Najczęściej są one używane do oklejania drewna i tworzyw drzewnych okleinami i foliami.
Przygotowanie kleju mocznikowego do użycia polega na zmieszaniu substancji klejowej
z wypełniaczem, rozpuszczalnikiem, utwardzaczem i barwnikiem. W razie potrzeby
spienienia kleju dodawany jest również środek spieniający.
Substancja klejowa występuje w handlu w postaci lepkiego roztworu i jest żywicą
mocznikowo-formaldehydową
powstałą
w
wyniku
polikondensacji
mocznika
z formaldehydem. Żywica może również występować w postaci proszku. Wznowienia
przerwanej polikondensacji, a więc utwardzania kleju, dokonuje się przez obniżenie odczynu
do wartości pH = 5÷3 w razie klejenia w temperaturze do 20°C oraz do wartości pH = 6÷5,5
podczas klejenia w temperaturze ponad 20°C. Zmiana odczynu jest wywoływana dodatkiem
utwardzacza. Mieszania składników kleju dokonuje się w mieszadłach, to jest zbiornikach
zaopatrzonych w jeden lub kilka wirników obracających się mechanicznie. Podczas spienienia
kleju liczba obrotów wirnika powinna wynosić 150÷200 na minutę.
Przykładowe recepty
I. Klej mocznikowy stosowany na zimno (spoinę klejową uzyskuje się w temperaturze około 20°C).
1. Żywica mocznikowa (symbol handlowy MC) — 60 ÷ 100 cz.w.
2. Mąka żytnia (wypełniacz) — 30 cz.w,
3. Woda — 30 cz.w.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4. Utwardzacz UZP w płynie (chlorek amonu) — 10 cz.w.
II. Klej mocznikowy stosowany na gorąco (spoinę klejową uzyskuje się w temperaturze
95÷105°C).
1. Żywica mocznikowa BZ (bezzapachowa o stężeniu 60%) — 100 cz.w.
2. Mąka żytnia — 50 cz.w.
3. Woda — 50 cz.w.
4. Utwardzacz BZ (w płynie) — 10 cz.w.
W celu spienienia kleju stosuje się środek spieniający w ilości 3÷5 cz.w. na 100 cz.w.
żywicy mocznikowej.
Przed przyrządzeniem kleju należy przygotować utwardzacze. Znajdują się one w handlu
w stanie stężonym i przygotowanie ich polega na rozcieńczeniu wodą w stosunkach
ilościowych podanych poniżej.
1. Szybko działający utwardzacz UZP (czysty chlorek amonu — salmiak)
–
utwardzacz — 15 cz.w.
–
woda — 85 cz.w.
2. Wolno działający utwardzacz UGW-1
–
utwardzacz — 25 cz.w.
–
woda — 75 cz.w.
3. Utwardzacz BZ
–
chlorek amonu — 5 cz.w.
–
25% woda amoniakalna — 5 cz.w.
–
woda — 90 cz.w.
Sposoby przygotowywania klejów mocznikowych. Przygotowanie kleju z proszku polega
na rozpuszczeniu kleju w wodzie w następujących stosunkach ilościowych:
• Klej o stężeniu 40%:
–
kleju w postaci proszku — 100 cz.w.
–
wody — 150 cz.w.
• Klej o stężeniu 60%:
–
kleju w postaci proszku — 100 cz.w.
–
wody — 67 cz.w.
Po wymieszaniu składników roztwór kleju należy pozostawić na kilka godzin, a przed
dalszą obróbką surowca klejowego poddać go ponownemu mieszaniu.
Znane są cztery sposoby przyrządzania kleju z płynnej żywicy mocznikowej.
Sposób I
1. Do mieszadła nalewa się żywicę kleju mocznikowego w ściśle określonej ilości.
2. Przez gęste sito przesiewa się mąkę żytnią i dodaje powoli do mieszadła, tak aby nie
powstały grudki, po czym klej miesza się przez 15÷60 min. W razie stosowania innego
rodzaju wypełniacza postępowanie jest takie samo.
3. Jeżeli przewiduje to recepta, należy dodać wody.
4. Do kleju dodaje się uprzednio przygotowany utwardzacz i całość dobrze miesza.
Tak przygotowany klej nadaje się do użycia.
Sposób II (z dekstrynowaniem wypełniacza).
Pod wpływem podniesionej temperatury skrobia przechodzi w dekstrynę. W ten sposób
zostaje zwiększona smarowność kleju, tj. możliwość równomiernego nanoszenia cienkiej
warstewki kleju. Sporządzanie kleju gotowego do użycia przeprowadza się następująco:
1. Do mieszadła nalewa się żywicę kleju mocznikowego w ściśle określonej ilości.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
2. Przez gęste sito przesiewa się mąkę żytnią. 70% ilości mąki przewidzianej do dodania
powoli wsypuje się do żywicy klejowej podczas nieprzerwanego ruchu mieszadła.
Temperaturę masy klejowej podnosi się do 80÷90°C w czasie 10 minut, a następnie chłodzi
ją do 20°C i dodaje pozostałą ilość mąki (30%). Całość dobrze miesza się w czasie 15÷60
minut.
3. Jeżeli przewiduje to recepta, należy dodać wody.
4. Przed użyciem kleju dodaje się do niego utwardzacza, po czym klej jest gotowy do użycia.
Sposób III
Polega na niedodawaniu utwardzacza do kleju, co znacznie przedłuża jego żywotność.
Na jedne elementy sklejane nanosi się oddzielnie utwardzacz w ilości 80÷100 g/m
2
, a na
drugie elementy klej bez utwardzacza. Z chwilą złożenia elementów powierzchniami
sklejanymi następuje wymieszanie utwardzacza z klejem. Naniesiony na powierzchnię
utwardzacz należy przed klejeniem wysuszyć.
Sposób IV.
Przygotowanie kleju mocznikowego spienionego
1. Do kleju przygotowanego wg sposobów I lub II nie dodawać utwardzacza,
2. Sprawdzić lepkość kleju. Powinna ona wynosić 150 mPa·s (milipaskalosekund).
3. Przygotowanie środka spieniającego. Stosowanym w Polsce środkiem spieniającym jest
Nekalina S, występująca w postaci pasty. Należy ją rozprowadzić w niewielkiej ilości
żywicy lub wody letniej.
4. Po dolaniu do kleju środka spieniającego miesza się go przez 5÷60 minut. Przyrost masy
klejowej nie powinien przekraczać 80%. Za duże spienienie kleju powoduje bardzo szybkie
jego zasychanie na powierzchniach sklejanych, a tym samym osłabienie spoiny klejowej.
5. Pod koniec spieniania dodaje się utwardzacza. Czas utrzymywania się piany wynosi do
4 godzin.
Wszystkie omawiane sposoby przyrządzania klejów mocznikowych zalecają ochładzanie
kleju podczas mieszania go z utwardzaczem.
Egzotermiczna reakcja chemiczna powoduje wzrost temperatury kleju, która przyspiesza
utwardzanie kleju.
Tabela 5. Ilości barwników dodawanych do klejów mocznikowych używanych do okleinowania
w zależności od gatunku drewna okleiny [1, s. 65]
Gatunek drewna okleiny
brzoza buk
dąb
mahoń
Rodzaj barwnika
Stężenie roztworu
barwnika w g/l
Ilość barwnika w g na 100 g
masy klejowej bez utwardzacza
T
Brunat orzechowy
wodny GS
RS
10
15
3
6
12
24
0,40
0,60
0,10
0,20
0,35
0,70
0,40
0,60
0,09
0,18
0,35
0,70
0.50
0,65
0,12
0,30
0,35
0,70
-
-
-
-
-
-
Brunat dębowy
wodny GR
15
25
0,40
0,90
0,30
0,90
0,60
1,10
-
-
Brunat mahoniowy
wodny B
20
40
1,00
2,00
1,00
2,00
-
-
1,00
2,00

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Do klejów mocznikowych stosowanych podczas okleinowania należy dodać barwnika
w ilości podanej w tabeli 5.
Przygotowywanie klejów melaminowych do użycia
Żywice melaminowe występują w handlu w postaci proszku lub w postaci błon klejowych.
Przygotowanie do użytku kleju sproszkowanego polega na wymieszaniu żywicy z wodą.
Niekiedy dodaje się wypełniacza i utwardzacza.
Przykładowe recepty
I. Klej bez wypełniacza i utwardzacza, przeznaczony do klejenia w temperaturze
około 100°C
l . Żywica melaminowa w postaci proszku — 100 części wagowych .
2. Woda — 150÷200 cz.w.
II. Klej z wypełniaczem przeznaczony do klejenia w temperaturze poniżej 50°C
1. Żywica melaminowa w proszku — 100 cz.w.
2. Woda — 150 ÷ 200 cz.w.
3. Kwas szczawiowy (utwardzacz) — ilość zależy od zamierzonego czasu pozyskiwania
spoiny klejowej.
III. Klej z dodatkiem wypełniacza, stosowany w temperaturze około100°C
1. Żywica melaminowa w proszku — 100 cz.w.
2. Woda —150÷300 cz.w.
3. Mąka żytnia (wypełniacz) — 30 cz.w.
Wodę, w której rozpuszcza się sproszkowaną żywicę melaminowa, podgrzewa się
do temperatury 30÷40°C. Dodatek utwardzacza powoduje osłabienie spoiny klejowej, lecz
umożliwia klejenie w niższych temperaturach. Kleje melaminowe mają podobne
zastosowanie jak kleje mocznikowe.
Przygotowywanie kleju mocznikowo-melaminowego do użycia
Dodatek żywicy melaminowej do kleju mocznikowego przyspiesza utwardzanie kleju oraz
podnosi wytrzymałość spoiny klejowej. W produkcji mebli klej ten znajduje zastosowanie do
klejenia okleiny na styk.
Przykładowa recepta
1. Klej mocznikowy gotowy do użycia — 100 cz.w.
2. Sproszkowana żywica melaminowa — 20 cz.w.
3. Woda— 10 cz.w.
Przygotowanie kleju polega na wymieszaniu ze sobą składników podanych w recepcie.
Przygotowywanie kleju poliwinylowego (wikolu) do użycia
Klej ten znajduje się w handlu w postaci gotowej do użycia. Jest on obecnie powszechnie
stosowany w meblarstwie do sklejania złączy. W celu zmniejszenia przenikania kleju przez
cienkie warstwy sklejanego drewna oraz z przyczyn ekonomicznych można do kleju dodać
wypełniacza. Może to być szkło wodne, kreda, mąka żytnia i mączka drzewna lub mączka
z gipsu nie palonego. Dodanie wypełniacza jest szczególnie celowe podczas klejenia drewna
porowatego. W razie dużego stężenia kleju, spowodowanego wyparowaniem rozpuszczalnika,
można przed użyciem kleju dodać 10÷20% wody.
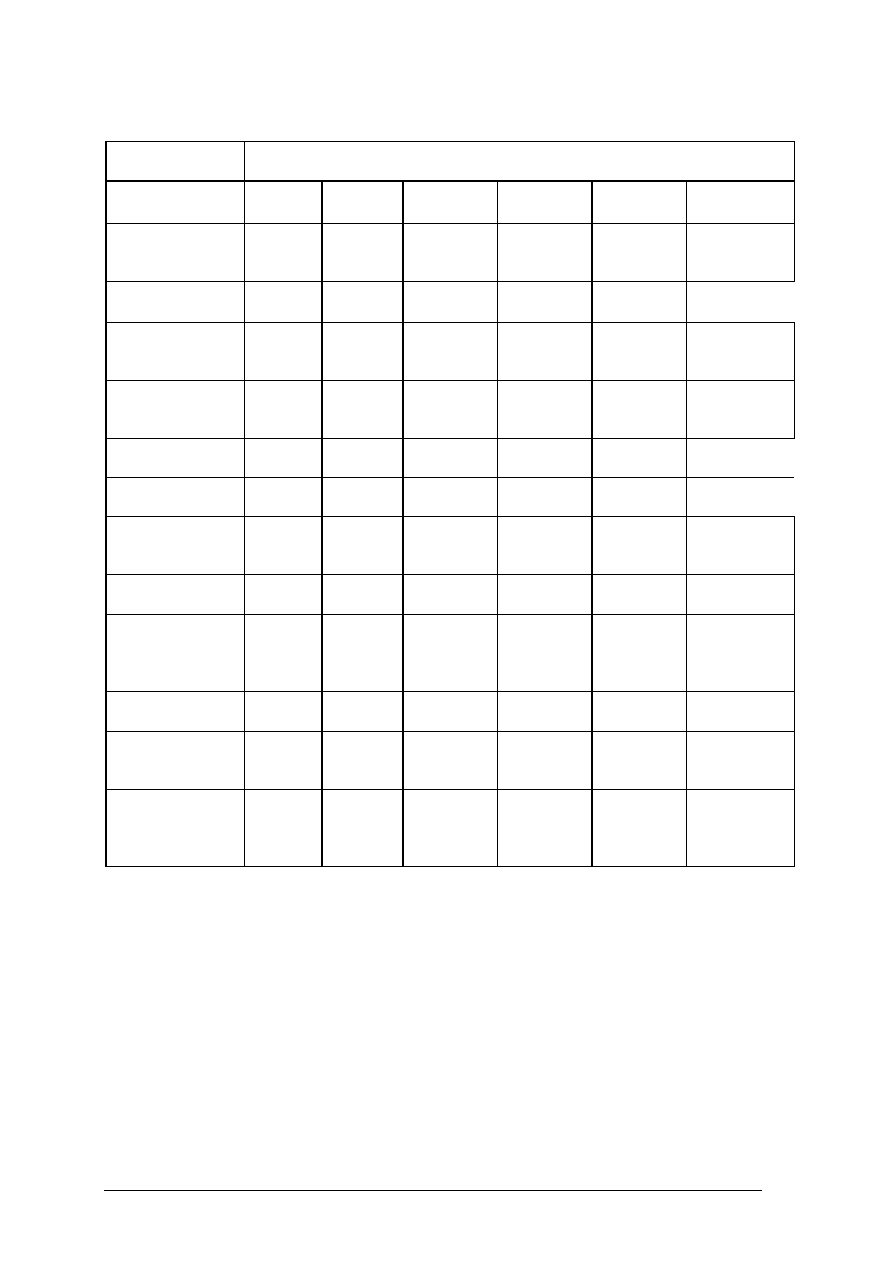
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Tabela 6. Niektóre właściwości klejów najczęściej używanych do klejenia
i oklejania drewna i tworzyw drzewnych [1, s. 67]
Rodzaje klejów
Właściwości
glutynowy
kazeinowy
mocznikowy
melaminowy poliwiny-
lowy
neoprenowy
Postać handlowa
perełki
łuski
tabliczki
proszek
roztwór
proszek
błona
proszek
błona
płynna
płynna
Postać użytkowa
płynna
płynna
płynna błona
płynna błona płynna
płynna
Żywotność w
stanie gotowym do
użycia
nieograni-
czona
10÷12
godzin
3 ÷ 8 godzin
w tempe-
raturze 20° C
24 ÷ 48
godzin
6÷12 mieś.
5 miesięcy od
daty
produkcji
Barwa
jasno-
żółta do
brązowej
jasno-żółta
jasno-żółta
bezbarwny
biały
bezbarwny
Lepkość
20÷50°E
60÷130
0
E
4000 ÷6000
mPa·s
10000 cP
400÷7000
mPa·s
Stężenie w %
20÷50
30÷45
60÷70
60÷70
35÷60
Wytrzymałość
spoiny w MPa na
sucho
6,0÷9,0
7,0÷9,0
4,0÷13,0
4,0÷13,0
12,5÷15,0
2,5÷3,0
Na mokro
—
9,0
1,5÷3,0
4,0÷12,0
0,9÷1,3
1,0÷1,5
Wytrzymałość
spoiny w
wilgotnym
powietrzu
zła
zła
dobra
b. dobra
zła
dobra
Odporność na dzia-
łanie pleśni
zła
zła
dobra
b. dobra
dobra
dobra
Odporność na
warunki
atmosferyczne
zła
zła
dobra
b. dobra
dobra
dobra
Odporność na
wyższe temp. do
50°C
od 50 do 100°C
zła
zła
średnia
średnia
b. dobra
dobra
b. dobra
b. dobra
dobra dobra
dobra
zła
Przykładowa recepta
1. Klej poliwinylowy — 100 cz.w.
2. Kreda lub mączka drzewna — 25÷30 cz.w.
3. Woda— 15÷25 cz.w.
Przygotowanie takiego kleju polega na wymieszaniu wypełniacza z wodą, a następnie
dodaniu tej mieszaniny do kleju.
Przygotowywanie innych klejów do użycia
Wraz z rozwojem przemysłu chemicznego trafiają na rynek coraz to nowe rodzaje klejów.
W produkcji meblarskiej na specjalną uwagę zasługują te kleje, które wykazują zdolność
łączenia drewna z innymi tworzywami, jak laminaty czy folie, oraz kleje o niezmiernie
krótkim czasie utwardzania, nazywane klejami kontaktowymi. Należy tu wymienić kleje
poliuretanowe, neoprenowe (chloroprenowe) należące do klejów kontaktowych i kleje

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
celulozowe oraz klej topliwy. Wszystkie te kleje znajdują się w handlu w stanie gotowym do
użycia. Na opakowaniach tych klejów znajdują się instrukcje dotyczące warunków
magazynowania klejów, sposobu przygotowania ich do użycia, oraz podawane są
najważniejsze parametry klejenia. Przestrzeganie podanych zasad jest obowiązkiem
użytkownika. Właściwości wszystkich omówionych wyżej klejów przedstawiono w tabeli 6.
Dobór i nanoszenie kleju na powierzchnie sklejane
Przed przystąpieniem do klejenia należy dobrać klej, biorąc pod uwagę następujące czynniki:
–
rodzaj sklejanych materiałów,
–
warunki użytkowania spoiny klejowej,
–
wymaganą wytrzymałość i trwałość spoiny,
–
posiadane urządzenia stwarzające planowane warunki klejenia,
–
wymagany czas pozyskania spoiny,
–
możliwość zakupu wybranego kleju,
–
opłacalność klejenia wybranym klejem.
Stopień porowatości sklejanych materiałów wpływa na wnikanie kleju w głąb materiału
sklejanego, co nie jest obojętne na wytrzymałość spoiny i ilość nanoszonego kleju.
W produkcji mebli na szczególną uwagę zasługuje grubość klejonego drewna ze względu
na możliwość powstawania przebić klejowych. Zjawisko to może występować podczas
okleinowania obniżając wygląd estetyczny gotowego wyrobu. Dostosowanie barwy kleju do
barwy okleiny powoduje, że przebicia klejowe są znacznie mniej widoczne. Powstawaniu
przebić można w pewnym stopniu zapobiegać przez dobranie odpowiedniej lepkości
i stężenia kleju, a jednocześnie stosowanie specjalnej technologii klejenia.
Meble, a więc i spoiny klejowe, użytkuje się w różnych warunkach temperatury
i wilgotności powietrza.
Meble kuchenne są narażone na działanie powietrza o dużej wilgotności, na meble
znajdujące się w pomieszczeniach ogrzewanych centralnie działa powietrze suche i ciepłe.
Dużym
wahaniom
temperatury
są
poddawane
zazwyczaj
meble
użytkowane
w pomieszczeniach ogrzewanych piecami. Odporność spoiny klejowej na działanie sił
zewnętrznych decyduje o trwałości mebli. Dlatego odpowiedni dobór kleju jest w produkcji
mebli zagadnieniem szczególnej wagi.
Optymalne warunki pozyskiwania spoin klejowych nie są jednakowe dla różnych
rodzajów klejów. Stworzenie tych warunków zależy przede wszystkim od posiadanych
urządzeń. Długość czasu utwardzania rozmaitych klejów jest różna. Niekiedy pozyskanie
spoin klejowych z przyczyn organizacyjnych musi zmieścić się w ściśle określonym czasie.
Wtedy o doborze kleju zadecyduje czas jego krzepnięcia i uzyskania pełnej wytrzymałości.
Możliwość zakupu wybranego kleju nie wymaga specjalnego omówienia.
Na opłacalność przeprowadzenia klejenia wybranym klejem maja wpływ takie czynniki,
jak: cena kleju, pracochłonność wykonania operacji klejenia, koszty energii cieplnej
i elektrycznej związane z klejeniem, stopień trudności pozyskiwania spoiny i związane z tym
możliwości powstawania braków.
Prawidłowe nanoszenie kleju na powierzchnie sklejane wpływa na grubość spoiny
klejowej i jej wytrzymałość. Na prawidłowość nałożenia kleju wpływają: stan powierzchni
sklejanych, rodzaj i stan kleju, sposoby nanoszenia i jakość stosowanych urządzeń oraz
technologia klejenia.
Powierzchnie drewna cechuje chropowatość wynikająca z jego budowy komórkowej oraz
falistość,
spowodowana
najczęściej
obrotowym
ruchem
narzędzi
skrawających.
Chropowatość i falistość powierzchni nie sprzyjają nałożeniu równomiernie cienkiej warstwy
kleju. Lepkość kleju, czyli wiskoza, wynika ze zjawiska kohezji. Jeśli jest zbyt duża, to
utrudnia rozprowadzenie kleju na powierzchnie. Zbyt mała lepkość powoduje wnikanie kleju
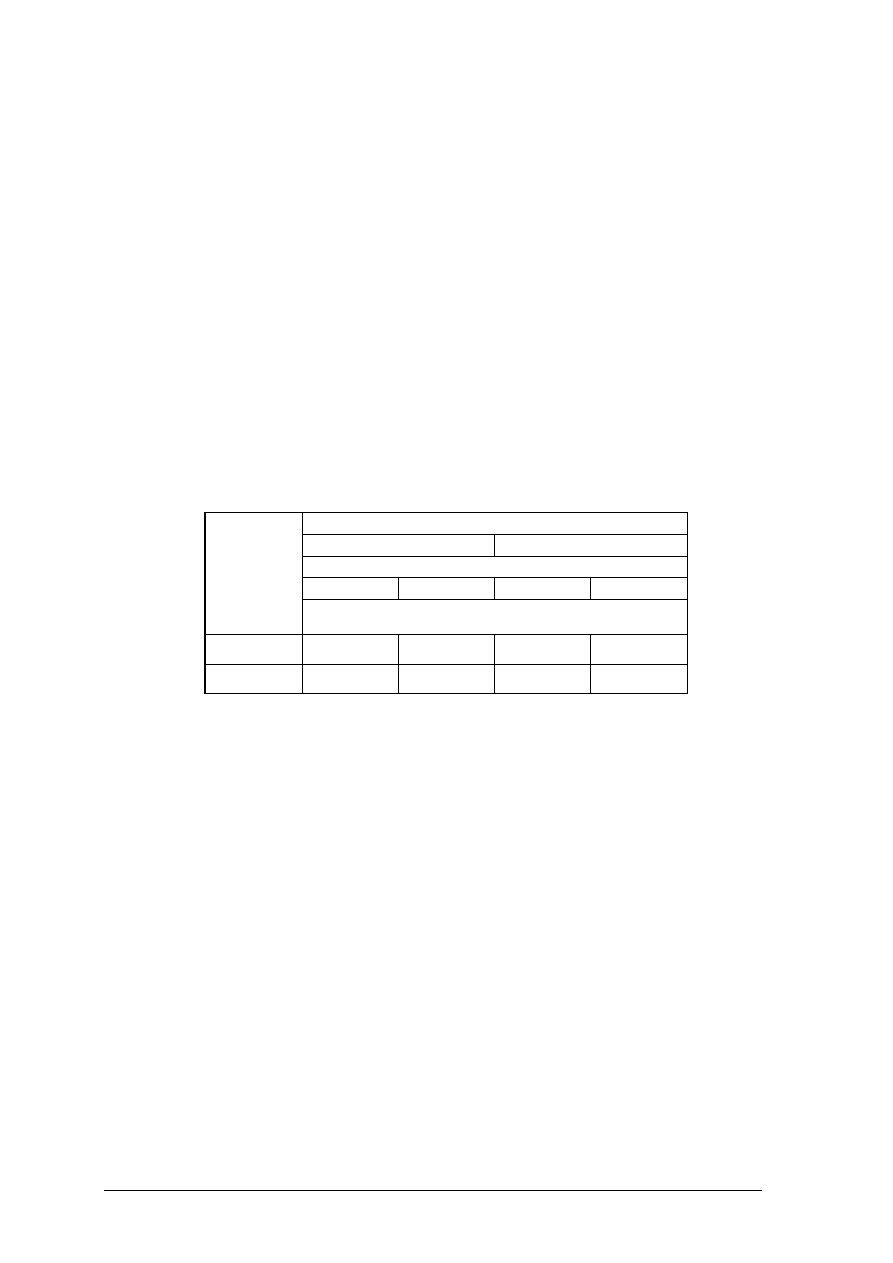
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
w głąb drewna, co może mieć wpływ na wytrzymałość spoiny klejowej. Lepkość w dużej
mierze zależy od temperatury kleju i od stężenia. Wzrost temperatury klejów
termoutwardzalnych powoduje przyspieszenie reakcji utwardzania kleju
:
co jest połączone
z utratą ich płynności (np. kleje mocznikowe). Podobna zjawisko w klejach
termoplastycznych jest spowodowane ochładzaniem kleju (np. kleje glutynowe).
Kleje mogą być nanoszone na powierzchnie w stanie płynnym, stałym (błony lub filmy
klejowe) oraz w postaci piany. Grubość warstwy kleju nanoszonego w stanie cieczy zależy
od stężenia, tj. od ilości substancji stałych, znajdujących się w kleju. Rozpuszczalniki
częściowo wsiąkają w drewno, częściowo wyparowują ze spoiny klejowej i dlatego nie mają
wpływu na jej grubość. Z tych powodów w literaturze fachowej są często podawane ilości
kleju w stanie suchym, to jest bez rozpuszczalnika.
W jednostce powierzchni błony klejowej jest zawarta ściśle określona ilość kleju,
gwarantująca wytworzenie optymalnej spoiny klejowej. Klej w postaci piany, naniesiony
na sklejany materiał, po opadnięciu piany wytwarza na powierzchni materiału cienką
warstwę. Optymalne ilości kleju, przypadające na 1m
2
powierzchni, podano w tabeli 7.
Zależność wytrzymałości spoiny klejowej od jej grubości przedstawiono w tabeli 3.
Tabela 7. Ilość nanoszonych na drewno klejów w zależności od sposobów klejenia,
rodzaju kleju i rodzaju drewna [1, s. 80]
Sposoby nanoszenia kleju przewidują stosowanie różnych przyrządów i urządzeń.
Ich rodzaj oraz stan techniczny wpływa decydująco na grubość i równomierność nakładanej
warstwy kleju. Technologia klejenia ma również wpływ na grubość spoiny klejowej.
Sposoby nanoszenia klejów na powierzchnie sklejane
W produkcji meblarskiej stosuje się rozmaite sposoby nanoszenia klejów. Zastosowanie
określonego sposobu zalety od wymiarów i kształtów powierzchnią na którą klej się nakłada
oraz od jej umiejscowienia w elemencie. Kleje można nanosić za pomocą ręcznych narzędzi,
jak pędzle, szczotki, szpachle klejarskie, nakładarki ręczne wałkowe oraz pistolety tłokowe.
Najczęściej jednak w przemysłowej produkcji mebli stosuje się mechaniczne urządzenia, jak
nakładarki walcowe, korytkowe czy natryskowe.
Nakładanie ręczne jest mało wydajne i nie gwarantuje równomiernego naniesienia kleju.
Nakładanie kleju pędzlem stosuje się w wypadku małych powierzchni, jak np. złącza czy
wąskie powierzchnie płyt. Szczotki, o długości włosia 15÷20 mm, służą do nakładania kleju
na duże elementy. Klej nalewa się na powierzchnie czerpakiem, a następnie rozprowadza
szczotką. Sposób ten jest stosowany jedynie w małych warsztatach produkcyjnych.
Utrzymanie w czystości pędzli i szczotek jest trudne, zwłaszcza w razie usuwania klejów
syntetycznych, szybko twardniejących na włosiu. Niedogodność tę usuwa, stosowanie
szpachli klejarskich. Wkładki mogą być wykonane z twardej gumy lub ze sprężystego
tworzywa sztucznego.
Rodzaj kleju
syntetyczne
naturalne
rodzaj drewna
twarde
miękkie
twarde
miękkie
Sposób
klejenia
ilości nanoszonego kleju w g/m
2
Na zimno
175÷250
300÷350
350÷400
400÷450
Na gorąco
120÷175
150÷200
250÷300
250÷350
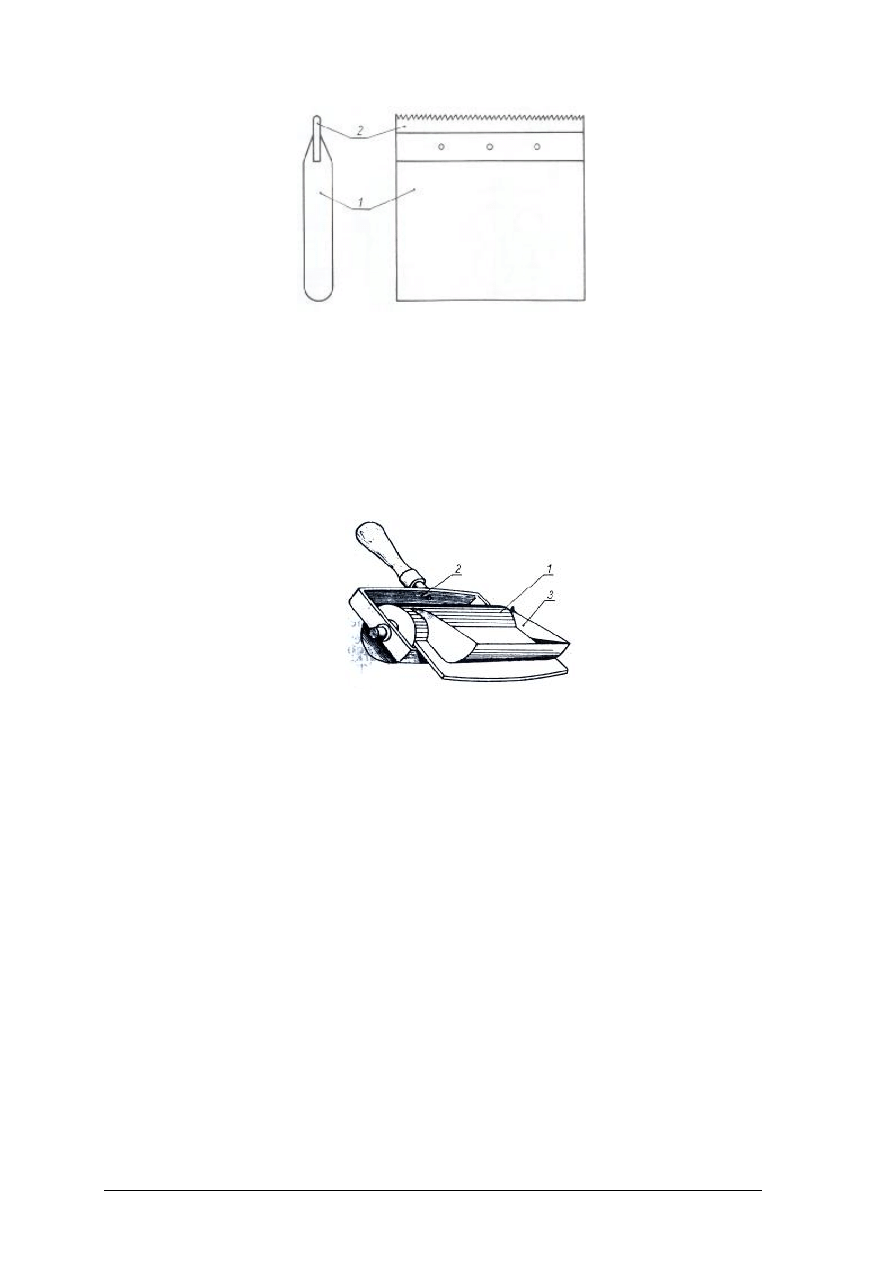
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Rys. 6 Szpachla klejarska [1, s. 81]
1— uchwyt drewniany, 2 — guma
Ręczna nakładarka wałkowa (rys.7) jest zaopatrzona w niewielki zbiornik na klej i wałek
narowkowany umożliwiający względnie równomierne nałożenie kleju. Wymienione wyżej
sposoby są jednak mało wydajne, szczególnie podczas nakładania kleju na duże
powierzchnie, jak to ma miejsce podczas okleinowania elementów meblowych.
Rys.7 Ręczna nakładarka wałkowa [1, s. 82]
1-wałek rowkowy, 2- obudowa wałka, 3 – zbiornik z klejem
W produkcji masowej najczęściej znajdują zastosowanie nakładarki walcowe. Element
powlekany klejem przesuwany jest między obracającymi się walcami, które z przylegających
do nich zbiorników zabierają klej i nanoszą go na powierzchnie. Ilość nanoszonego kleju
reguluje się listwą lub dodatkowymi walcami dozującymi, zbierającymi nadmiar kleju. Walce
nakładarek do nanoszenia klejów mocznikowych są powlekane gumą spiralnie rowkowaną.
Głębokość rowków wynosi 0,7 mm, a ich szerokość 2mm. Do nakładania klejów fenolowych
stosuje się walce metalowe gładkie. Szybkość posuwu elementu przez walce waha się
w granicach 9,5 ÷19 m/min. Omawiane urządzenia mogą być używane jedynie do nakładania
kleju na elementy płaskie. Na wąskie płaszczyzny elementów kleje można nanosić
nakładarkami korytkowymi. Sposób ten jest jednak mało wydajny. Nowocześniejsze
urządzenia służące do sklejania elementów wąskimi powierzchniami oraz oklejania wąskich
powierzchni składają się z nakładarek i pras sprzężonych ze sobą w całość. Najczęściej
w tych wypadkach stosuje się kleje termoutwardzalne, topliwe lub neoprenowe.
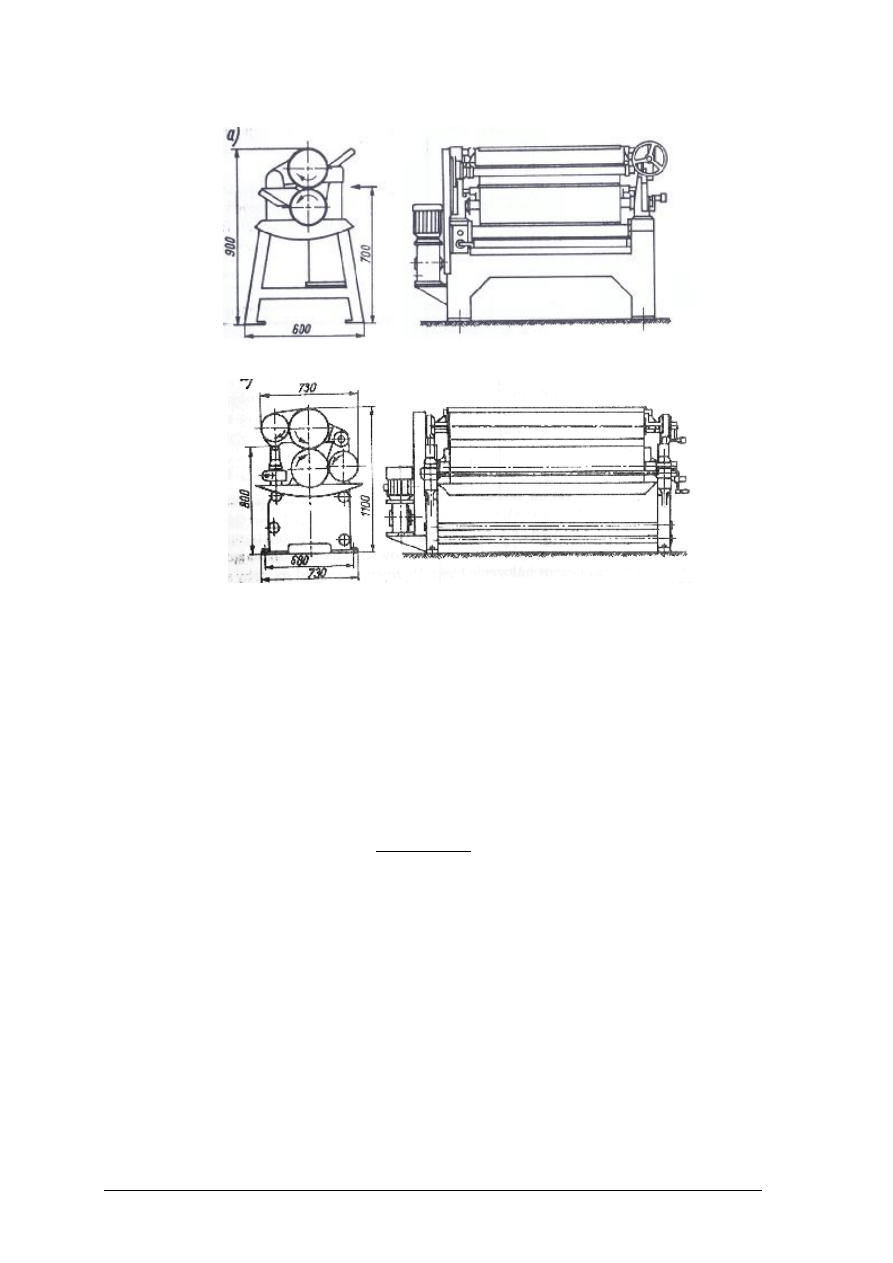
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
a)
b)
Rys.8 Schemat budowy nakładarek kleju [1, s. 82]
a) dwuwalcowej, b) czterowalcowej
Kleje można również nakładać za pomocą natrysku. Sposób ten, choć umożliwia
nałożenie równomiernie cienkiej warstwy kleju, nie jest stosowany w produkcji meblarskiej.
Wszystkie urządzenia służące do nakładania kleju trzeba utrzymywać w czystości, dlatego
bezpośrednio po zakończeniu nakładania należy zmyć je ciepłą wodą.
Ocenę ilości nanoszonego kleju przeprowadza się przez zważenie elementu, o znanych
wymiarach, przed i po nałożeniu kleju.
Ilość naniesionego kleju oblicza się wg wzoru:
G
1
– G
2
I = ּ 1 000 [g/m
2
]
A
w którym: I — ilość roztworu klejowego w g/m
2
,
G
1
— masa elementu w kg przed naniesieniem kleju,
G
2
— masa elementu w kg wraz z nałożonym klejem,
A — powierzchnia elementu w m
2
.
LEPKOŚĆ ROZTWORÓW KLEJOWYCH
Lepkością nazywa się właściwość fizyczną wspólną wszystkim cieczom, której
miarą jest siła tarcia wewnętrznego, jakie zachodzi podczas przesuwania się względem siebie
sąsiednich warstw cieczy.
Lepkość dynamiczną (lub bezwzględną) wyraża się współczynnikiem równym sile
potrzebnej do utrzymania w ruchu z szybkością l cm/s warstwy cieczy o powierzchni l cm
2
,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
podczas gdy sąsiednia warstwa, oddalona o l cm, pozostaje nieruchoma. Jednostką lepkości
dynamicznej w międzynarodowym układzie SI jest niutonosekunda na metr kwadratowy,
oznaczana w skrócie N ּ s/m
2
. Jednostką lepkości dynamicznej w układzie CGS, dopuszczoną
przejściowo jako legalna, jest puaz oznaczony w skrócie literą P i jego setna część centypuaz
— cP (l cP = 0,01 P). Jeden puaz jest równy 10
-1
niutonosekund na metr kwadratowy
1P = 10
-1
N · s/m
2
W technice używa się pojęć lepkości kinematycznej i lepkości względnej.
Lepkość kinematyczna jest to stosunek lepkości dynamicznej cieczy w określonej
temperaturze do jej gęstości w tej samej temperaturze. Jednostką lepkości kinematycznej
w układzie SI jest metr kwadratowy na sekundę, m
2
/s. W układzie CGS jednostką lepkości
kinematycznej jest stokes — ST i jego setna część centystokes — cSt (cSt — 0,01 St). Jeden
stokes jest równy 10
-4
metrów kwadratowych na sekundę.
l St = 10
-4
m
2
/ST
Lepkość względna jest to stosunek lepkości badanej cieczy do lepkości cieczy wzorcowej
(przeważnie wody o temperaturze 20°C).
Lepkość względną wyraża się w stopniach Englera (°E) lub w sekundach, w zależności od
przyjętej metody oznaczania.
Lepkość cieczy zależy w dużym stopniu od temperatury (szybko maleje ze wzrostem
temperatury). Dlatego oznaczanie lepkości należy wykonywać w określonej stałej
temperaturze zarówno samej cieczy jak i otoczenia. Wyjątek stanowi metoda Englera, która
pozwala na badanie lepkości w różnych temperaturach.
Istnieje wiele metod oznaczania lepkości. Większość ze stosowanych w praktyce oparta
jest na pomiarze czasu wpływu cieczy przez otwory kapilarne bądź na oznaczaniu, czasu
opadania kulki umieszczonej w badanej cieczy. Do pierwszej grupy należą m.in. metody
oznaczania lepkości kubkiem Forda (PN/C-81508), kubkiem cylindrycznym (PN/C-81541),
kubkiem Frenkla (ZN/MPCh/FL-69) i lepkościomierzem Englera (PN/C-04014). Na zasadzie
pomiaru czasu opadania kulki oparta jest metoda Hoepplera (PN/C-04019).
Wybierając metody oznaczania należy się kierować zakresem lepkości badanej cieczy.
Ogólnie rzecz biorąc lepkościomierze wypływowe bardziej przydatne są do badania cieczy
o niniejszej lepkości, natomiast lepkościomierze kulkowe — do cieczy o dużej lepkości.
Lepkość roztworów klejowych bada się przeważnie lepkościomierzem Englera
i lepkościomierzem Hoepplera, aczkolwiek w praktyce warsztatowej wykorzystuje się
również kubek Forda (przeznaczony przede wszystkim do badania lepkości wyrobów
lakierowych) ze względu na dużą prostotę stosowania i szybkość pomiaru.
Lepkość klejów jest jedną z najistotniejszych cech, bowiem na jej podstawie można
wnioskować o wielu ważnych właściwościach kleju. Na przykład lepkość decyduje
o możliwości nanoszenia kleju za pomocą urządzeń mechanicznych, które z reguły mogą być
wykorzystywane tylko przy zastosowaniu kleju o określonej niskiej lepkości. Z drugiej strony
zbyt niska lepkość masy klejowej powoduje nadmierne jej wnikanie w głąb klejonego drewna
i zubożenie spoiny klejowej; stwierdzenie niedostatecznej lepkości umożliwia zastosowanie
środków zapobiegających temu niepożądanemu zjawisku, to jest zwiększenia stężenia kleju,
dodania wypełniacza lub spienienie masy klejowej.
Oznaczanie lepkości ma również duże znaczenie podczas sprawdzania żywotności kleju.
Klej długo lub w niewłaściwych warunkach przechowywany galarecieje, jego lepkość
przekracza graniczną wartość, powyżej której nie daje się on już nanosić na powierzchnie
przeznaczone do sklejenia.
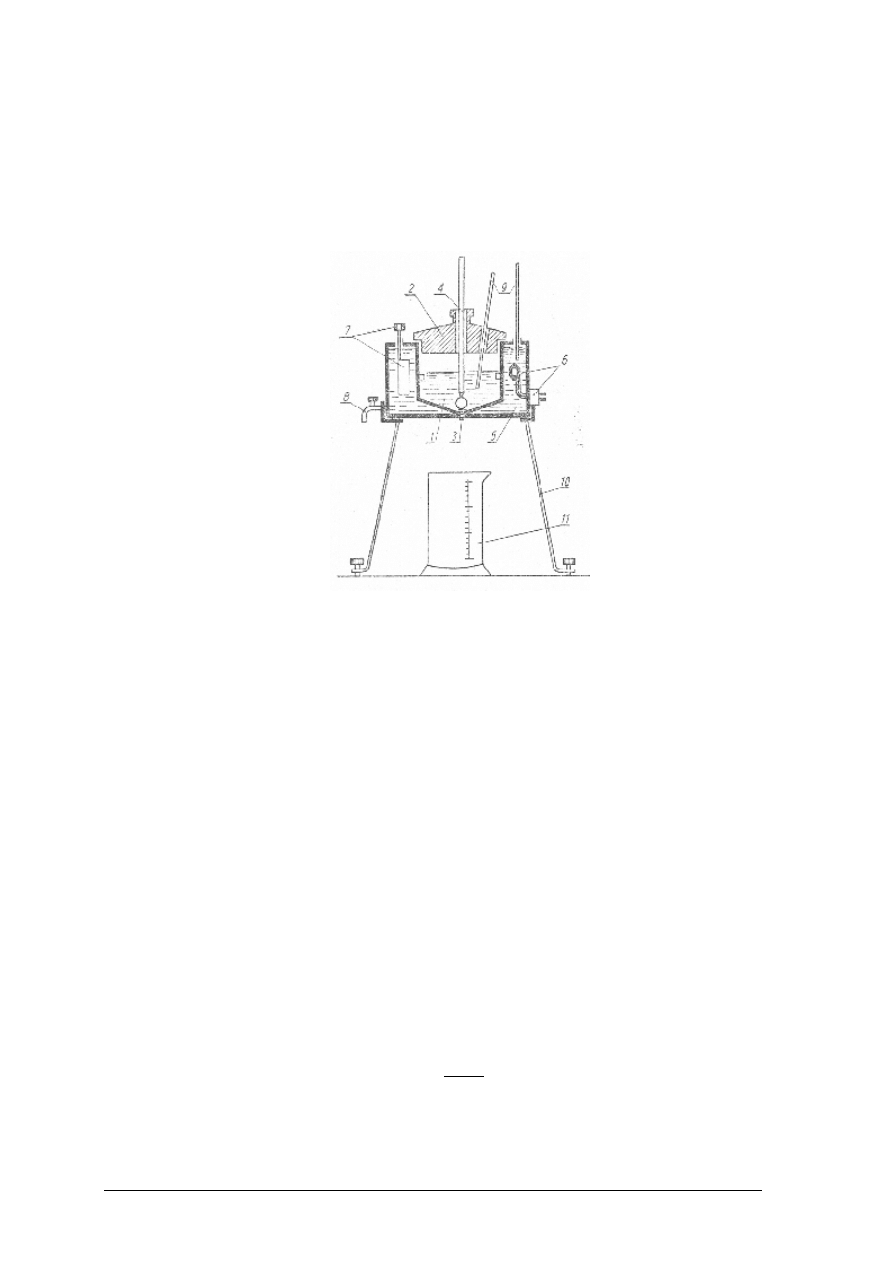
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
OZNACZANIE LEPKOŚCI METODĄ ENGLERA
Metodą Englera oznacza się lepkość względną wyrażoną w stopniach Englera (°E) jaka
stosunek czasu wypływu z kapilary lepkościomierza 200 ml badanej cieczy do czasu
wypływu 200 ml wody destylowanej w temperaturze 20°C (293°K).
Metoda ta pozwala określać lepkość cieczy o dowolnej temperaturze w granicach 20÷50°C
(293÷323
0
K), a nawet, przy zastosowaniu lepkościomierza z izolacją, do 100°C (373°K).
Do oznaczania lepkości metodą Englera potrzebny jest lepkościomierz Englera
Ryc. 10 Lepkościomierz Englera [4, s 174]
1- zbiornik z klejem, 2- pokrywa, 3 – rurka wypływowa, 4 – zatyczka, 5 – łaźnia wodna, 6 – grzejnik
elektryczny, 7 – mieszadło, 8 – zawór spustowy, 9 – termometry, 10 – statyw, 11 – cylinder miarowy
Lepkościomierz Englera, składa się z dwóch cylindrycznych naczyń ustawionych
współosiowo na metalowym statywie 10. Naczynie wewnętrzne l, w którym .umieszcza się
badany klej, zaopatrzone jest w kapilarną rurkę wpływową 3 o średnicy 2,8÷2,9 mm
i długości 20 mm, zamykaną zatyczką 4 drewnianą lub metalową oraz. w pokrywę 2 z dwoma
otworami, przez które przechodzi zatyczką i termometr 9. Do wewnętrznych ścianek
zbiornika przymocowane są trzy wygięte ku górze haczyki, które pełnią rolę wskaźników po-
ziomu kleju przy jego objętości 240 ml. Zewnętrzny zbiornik 5 służy jako łaźnia wodna. Jest
on za opatrzony w grzejnik elektryczny 6 z regulacją temperatury, mieszadło 7, zawór
spustowy S i termometr 9. Nóżki statywu zakończone są śrubami, które służą do poziomego
ustawienia przyrządu.
Lepkość względną oblicza się według wzoru, którego jednym ze składników jest stała
kapilary, tj. czas wpływu 200 ml wody destylowanej o temperaturze 20
0
C (293
0
K) z rurki
wypływowej (kapilary) lepkościomierza. Stała kapilary powinna wynosić od 50 do 52s
i należy ją sprawdzać co najmniej co 3 miesiące, wykonując nie mniej niż 6 pomiarów
lepkości wody destylowanej.
Lepkość względną E
t
w temperaturze pomiaru t oblicza się w stopniach Englera
wg wzoru:
t
E
t
= [
o
E]
k
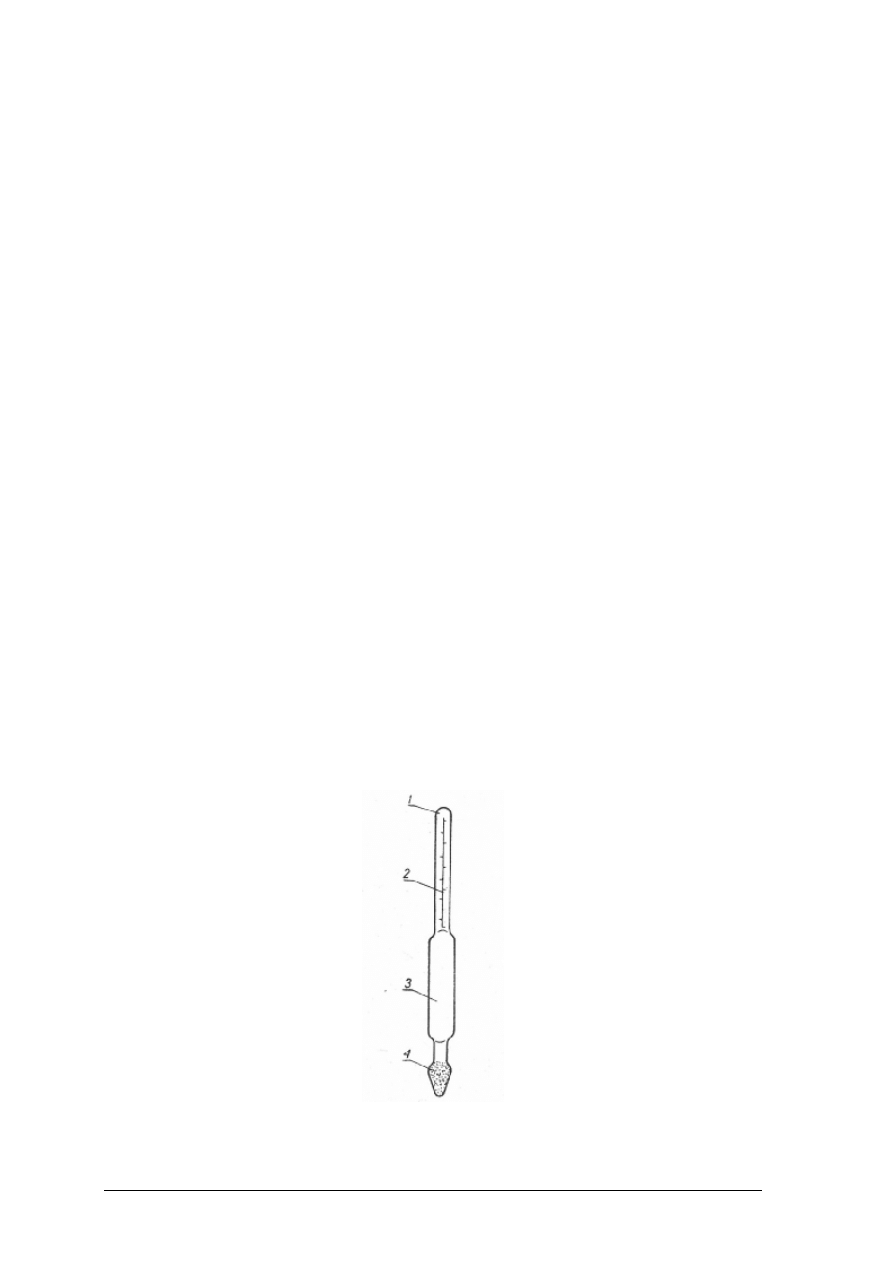
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
w którym: t – czas wypływu roztworu kleju, s
k – stała kapilary,s
Określenie zawartości suchej masy (stężenie). O wytrzymałości spoiny klejowej decyduje
zawartość składników klejowych występujących w postaci stałej. Ciecze wyparowują
ze spoiny klejowej i dlatego nie mają wpływu na jej wytrzymałość. Stężenie ma decydujący
wpływ na wytrzymałość spoiny klejowej: przy niedostatecznym stężeniu nie można uzyskać
wymaganej wytrzymałości. Ponadto w wodnych roztworach klejowych zbyt niskie stężenie
powoduje nadmierne nawilżenie klejonych powierzchni, co pociąga za sobą szereg ujemnych
następstw.
Oznaczanie stężenia roztworu klejowego polega na usunięciu z tego roztworu
rozpuszczalnika przez wysuszenie do stałej masy uprzednio odważonej próbki kleju
i obliczeniu w procentach stosunku masy suchej pozostałości do masy roztworu klejowego.
Określenie zawartości suchej masy w kleju może odbywać się za pomocą metody
suszarkowo – wagowej która polega na przygotowaniu odpowiedniej ilości kleju gotowego
do użycia który następnie należy wlać do uprzednio zważonego naczynia. Klej z naczyniem
umieścić w suszarce i suszyć w temperaturze do 105
o
C do czasu uzyskania dwóch stałych
wyników ważenia, czyli do stałej masy. Próbkę kleju pozostałą w naczyniu umieścić
w eksykatorze do jej ostudzenia. Zważyć naczynie z pozostałą zawartością kleju.
Stężenie kleju wyraża się w % i oblicza wg wzoru:
d
2
M = —— · 100%
d
1
w którym: M – stężenie kleju = sucha masa%
d
1
– masa kleju przed wysuszeniem (g)
d
2
– masa kleju po wysuszeniu (g)
Stężenie kleju można określić znacznie szybciej za pomocą specjalnie wycechowanego
areometru, zwanego klejomierzem . Głębokość zanurzenia klejomierza w kleju wskazuje
stężenie kleju w procentach.
Rys. 11 Areometr (klejomierz) [4, s 183]
1 – trzpień, 2 – podzielnia z podziałką, 3 – korpus, 4 – materiał obciążający

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
W odniesieniu do niektórych klejów syntetycznych metoda suszarkowo-wagowa
nie daje wyników dokładnych, ponieważ żywice polikondensacyjne podczas suszenia
w wyższych temperaturach kondensują się wydzielając lotne substancje. Z tego powodu,
w wypadku wyższych wymagań co do dokładności wyników oznaczania, zaleca się badanie
stężenia przez oddestylowanie rozpuszczalnika z odważonej próbki kleju do skalibrowanego
odbieralnika. Przy czym podczas destylacji żywic termoutwardzalnych konieczne jest dodanie
odważonej ilości wysoko wrzącego plastyfikatora w celu zapobieżenia utwardzaniu się kleju
podczas jego ogrzewania i zatrzymywania przez to pewnej ilości rozpuszczalnika.
Określenie odczynu kleju
Roztwory poszczególnych rodzajów klejów mają różny odczyn, zależnie od chemicznego
charakteru związków wchodzących w ich skład. Miarą kwasowo-zasadowych właściwości
roztworów klejowych jest tak zwany wykładnik stężenia jonów wodorowych, tj. ujemny
logarytm dziesiętny z wartości stężenia tych jonów. Symbolem wykładnika wodorowego
(odczynu) jest pH. Czysta woda ma stężenie jonów wodorowych ok. 10
-7
, a więc jej
pH wynosi 7. Roztwory o pH mniejszym od 7 są kwaśne, a o pH większym od 7 —
alkaliczne, czyli zasadowe. Praktycznie skala pH zawiera się między 0 i 14. Odczyn (pH)
kwasu solnego jest bliski zeru. Wzrost pH o jeden oznacza dziesięciokrotne obniżenie
stężenia jonów wodorowych, a tym samym zmniejszenie kwasowości roztworu. Roztwory
ługu mają pH około 14.
Odczyn kleju decyduje o jego aktywności chemicznej, tj. o zdolności wchodzenia
w reakcje z drewnem i innymi substancjami.
Silnie zasadowy odczyn kleju powoduje często powstawanie trudnych do usunięcia plam
na powierzchni drewna bogatego w garbniki. Również zbyt kwaśny odczyn kleju może być
przyczyną barwienia klejonego drewna, które zawiera garbniki lub pigmenty organiczne.
Kleje o niskiej wartości pH mogą działać niszcząco na drewno powodując rozkład
(czernienie i kruszenie się) warstwy drewna bezpośrednio przylegającej do spoiny,
co w następstwie prowadzi do zniszczenia połączenia klejowego.
Odczyn jest jednym ze wskaźników żywotności kleju, zwłaszcza klejów syntetycznych
chemoutwardzalnych. Na przykład w wyniku starzenia się żywicy mocznikowej jej odczyn
ulega stopniowemu obniżaniu, aż do osiągnięcia wartości pH, przy której następuje
zgalarecenie żywicy i jej dyskwalifikacja pod względem użytkowym.
Odczyn żywicy chemoutwardzalnej, pobranej z magazynu do produkcji, daje orientację
o
sposobie
przygotowania
masy
klejowej
do
konkretnych
wymagań
procesu
technologicznego, głównie zaś o rodzaju i udziale procentowymi utwardzacza. Wiadomo, że
wiązanie żywic chemoutwardzalnych następuje w środowisku kwaśnym. W tym celu jako
utwardzacza stosuje się bardziej lub mniej aktywne kwasy, które powodują obniżenie
odczynu masy klejowej. Czas wiązania kleju w spoinie zależy m. in. właśnie od rodzaju
i ilości użytego utwardzacza. Im bardziej zostanie obniżony odczyn masy klejowej, tym
szybciej nastąpi utwardzenie spoiny. Jednakże krótki czas utwardzania, choć korzystny
w samym procesie klejenia, jest niepożądany ze względu na ograniczoną żywotność
przygotowanej masy klejowej. Znajomość odczynu kleju pozwala regulować w pewnym
zakresie te istotne warunki procesu technologicznego klejenia.
Z przytoczonych uwag wynika, że oznaczanie odczynów roztworów klejowych ma duże
znaczenie w technologii klejenia, szczególnie przy stosowaniu klejów syntetycznych
chemoutwardzalnych.
Oznaczanie odczynu roztworów klejowych wykonuje się metodą elektrometryczną
oraz metodą kolorymetryczną.
Pierwsza z nich wykorzystuje zjawiska zachodzące na elektrodach pod wpływem prądu
płynącego przez badany roztwór, druga — zmiany zabarwienia odpowiednich związków

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
chemicznych (tzw. wskaźników), których jony mają inne zabarwienie niż cząsteczki nie
zdysocjowane. Metoda pierwsza, wymagająca stosowania elektronowych przyrządów
lampowych, zwanych pehametrami, jest znacznie dokładniejsza. Przed pomiarem pH
niewielką próbką kleju rozcieńcza się wodę destylowaną. Mniej dokładna, lecz prostsza
i łatwiejsza jest metoda druga, w której stosuje się paski papieru nasycone odpowiednimi
wskaźnikami. Paski te po zwilżeniu wodą destylowaną kładzie się na powierzchni kleju
i powstałe zabarwienie porównuje z wzorcową skalą barw.
Toksyczność klejów
W skład wielu klejów wchodzą chemikalia, które przy kontakcie z klejem działają
drażniąco na skórę ludzką lub, gdy przyjmują postać pary czy gazu, atakują błony śluzowe
dróg oddechowych i spojówki oczu. Szczególnie groźne w kontakcie z klejami są takie ich
składniki, jak fenole w klejach fenolowych, kwasy dodawane do klejów fenolowych
w charakterze utwardzaczy, wodorotlenek wapnia zawarty w klejach kazeinowych oraz
wodorotlenek sodu w klejach fenolowych utwardzanych w podwyższonej temperaturze —
oba nadające tym klejom wysoką zasadowość, izocyjaniany w klejach poliuretanowych czy
aminy alifatyczne w klejach epoksydowych. Związki te wywołują stany zapalne skóry
objawiające się jej zaczerwienieniem i występowaniem pęcherzy.
Przy przyrządzaniu wspomnianych klejów i ich używaniu, zwłaszcza na skalę
przemysłową, nieodzowne jest zachowanie dużej ostrożności i skrupulatne przestrzeganie
czystości. Wśród środków ochrony należy wymienić ubrania robocze, fartuchy gumowe
i rękawice, okulary oraz odpowiednie kremy i pasty. Odzież ochronna musi być utrzymywana
w czystości, a zanieczyszczenia skóry i oczu powinny być niezwłocznie zmywane, m.in. ze
względu na niemożność późniejszego usunięcia niektórych klejów po ich zestaleniu się. Kleje
w postaci wodnych roztworów lub emulsji zmywa się ze skóry wodą, zaś w postaci
roztworów w rozpuszczalnikach organicznych — odpowiednimi rozpuszczalnikami,
dobierając jednak takie, które najmniej niszczą skórę. Po użyciu rozpuszczalników
organicznych celowe jest umycie skóry wodą i mydłem i natarcie jej natłuszczającym
kremem. Zanieczyszczone klejem oczy należy zawsze przemywać strumieniem wody.
Szczególny problem stanowi wydzielanie się z niektórych żywic syntetycznych, przede
wszystkim mocznikowych — formaldehydu. Związek ten, dzięki dużej reaktywności, bywa
używany do syntezy tych żywic. Na skutek niepełnego skondensowania żywic występuje on
w nich w postaci różnych nietrwałych związków z mocznikiem, z których, zwłaszcza
w podwyższonej temperaturze, bywa łatwo odszczepiany. Niski punkt wrzenia formaldehydu
sprawia, że w temperaturze pokojowej ma on postać gazu, który po przekroczeniu
stosunkowo niskiego progu stężenia w powietrzu (0,1 mg/m
3
) jest już wyczuwalny węchem,
a przy stężeniu powyżej 0,5 rmg/m
3
wywołuje bolesne podrażnienia błon śluzowych dróg
oddechowych i spojówek oczu. Przy długotrwałym oddziaływaniu mogą pod jego wpływem
powstawać stany zapalne błon śluzowych i skóry oraz uczulenia i przewlekłe zatrucia.
Trwałość klejów
Trwałość, czyli czas, w którym utrzymuje się zdolność wytwarzania spoiny klejowej, jest
różna dla różnych klejów. Dzieje się tak dlatego, ponieważ reakcje chemiczne i fizyczne
związane z utwardzaniem klejów zachodzą z różną szybkością. Najczęściej rozpoczynają się
z chwilą zmieszania ze sobą składników klejowych. Tak dzieje się na przykład w klejach
kazeinowych i mocznikowych. Dlatego ważne jest, by przygotowywać do użycia tylko tyle
kleju, ile go można zużyć w czasie nie przekraczającym jego trwałości. Nie dotyczy to klejów
termoplastycznych, np. kleju glutynowego, w których reakcja utwardzania jest odwracalna.
Oznacza to, że po utwardzeniu kleju można go doprowadzić ponownie do stanu płynnego,
podnosząc temperaturę. Trwałość klejów termoutwardzalnych (klej mocznikowy, kazeinowy)

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
zależy od ich postaci. Na przykład trwałość kleju mocznikowego w płynie bez utwardzacza
wynosi trzy miesiące, a kleju mocznikowego w proszku — około jednego roku, podobnie jak
kleju w postaci błony. Należy pamiętać, że również poszczególne składniki kleju mają
określoną trwałość. Trwałość określa się doświadczalnie.
Żywotność klejów
Żywotność jest bardzo ważną cechą użytkową kleju. Rozróżnia się pojęcia żywotności
kleju i żywotności masy klejowej.
Żywotnością kleju nazywa się okres jego trwałości od chwili wyprodukowania do chwili
wystąpienia objawów pogarszania się właściwości użytkowych kleju na skutek nadmiernych
zmian lepkości, żelowania, pleśnienia, gnicia itp.
Żywotnością masy klejowej nazywa się okres jej trwałości od chwili przyrządzenia
(wymieszania z rozpuszczalnikiem, utwardzaczem, wypełniaczem itp.) do momentu
osiągnięcia takiego stopnia zgęstnienia, przy którym utrudnione jest powleczenie klejonych
powierzchni i uzyskanie prawidłowego połączenia klejowego.
Podstawowym wskaźnikiem żywotności roztworu klejowego jest lepkość. Nie zawsze
jednak jest to wskaźnik wystarczający. Są bowiem pewne rodzaje klejów, które z biegiem
czasu tracą użyteczność na skutek nadmiernego wzrostu lepkości, uniemożliwiającego ich
sprawne nanoszenie, a jednak wytrzymałość spoiny wytworzonej przez ten klej jest jeszcze
zadowalająca. Inne natomiast kleje tracą swą użyteczność na skutek zmniejszania się
w wyniku starzenia wytrzymałości spoiny, pomimo utrzymywania się lepkości
w dopuszczalnych granicach.
Nieodwracalny proces zwiększania się lepkości z upływem czasu występuje w większości
klejów syntetycznych i w roztworze kleju kazeinowego. Inaczej zachowują się kleje
termoplastyczne. Na przykład w roztworze kleju glutynowego żelowanie i utwardzanie ma
charakter reakcji odwracalnej: utwardzony klej po podgrzaniu przechodzi ponownie w stan
płynny, zmniejsza się jego lepkość.
Tak więc w pewnych wypadkach o żywotności kleju można wnioskować dopiero po
przeprowadzeniu innych badań oprócz oznaczania lepkości.
Zakres tych badań zależy od rodzaju kleju, od jego charakteru chemicznego. Najbardziej
miarodajnym i uniwersalnym (dotyczy wszystkich klejów) sprawdzianem jakości
i żywotności kleju jest wytrzymałość spoiny klejowej. O żywotności kleju można także
wnioskować na podstawie wyników oznaczania odczynu roztworu klejowego; na przykład
zbyt kwaśny odczyn żywicy mocznikowej świadczy o zaawansowanym procesie
polikondensacji, kwaśny odczyn roztworów klejów pochodzenia naturalnego wskazuje na
rozwijanie się procesów biologicznych w tych roztworach.
W klejach naturalnych (glutynowym i kazeinowym) jako dodatkowe kryteria oceny
żywotności kleju w postaci stałej i w postaci roztworu klejowego stosuje się: barwę, zapach,
rozpuszczalność w wodzie i zdolność rozprowadzania pędzlem (klej kazeinowy) oraz
chłonność wody i trwałość 17,75% roztworu (klej glutynowy).
Oznaczanie podstawowych wskaźników żywotności klejów (lepkości, wytrzymałości
spoiny i odczynu roztworu) omówiono w innych miejscach podręcznika. Sposoby
dodatkowych badań żywotności klejów naturalnych podane są w normach przedmiotowych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
4.4.2 Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co decyduje o jakości i przydatności kleju do klejenia.?
2. Co to są receptury klejarskie?
3. Jakie kolejne czynności należy wykonać podczas przygotowania roztworu kleju
glutynowego?
4. Jakie są sposoby przyrządzania klejów mocznikowych?
5. Na czym polega dobór kleju do klejenia drewna i tworzyw drzewnych?
6. Jakie czynniki wpływają na prawidłowość nałożenia kleju na powierzchnie sklejane?
7. Jakie znasz sposoby nanoszenia klejów na powierzchnie sklejane?
8. Jakie cechy decydują o jakości klejów?
9. Na czym polega ocena jakości roztworów klejowych?
4.4.3 Ćwiczenia
Ćwiczenie 1
Przygotuj roztwór kleju glutynowego do łącznia złączy stolarskich.
Sposób wykonania ćwiczeń
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z recepturami przyrządzenia roztworów kleju glutynowego,
2) przygotować składniki do sporządzenia roztworu kleju glutynowego,
3) odważyć poszczególne składniki roztworu klejowego w odpowiednich częściach
wagowych,
4) przygotować naczynie do rozpuszczenia kleju glutynowego,
5) wykonywać klejone czynności związane z przygotowaniem roztworu kleju glutynowego
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
-
klej glutynowy w postaci handlowej
-
woda
-
waga laboratoryjna
-
naczynie do rozpuszczenia kleju glutynowego
-
literatura z rozdziału 6
Ćwiczenie 2
Wykonaj badanie lepkości roztworu kleju mocznikowego metodą Englera i oblicz lepkość
względną.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) przygotować roztwór kleju mocznikowego w ilości zgodnej z instrukcją wykonania
ćwiczenia
2) zapoznać się z instrukcją wykonania ćwiczenia
3) obliczyć lepkość względną roztworu kleju mocznikowego na podstawie wzoru
4) zanotować wyniki obliczeń
5) dokonać oceny poprawności wykonywanego ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
Wyposażenie stanowiska pracy:
-
lepkościomierz Englera
-
kolba miarowa Englera lub cylinder miarowy o pojemności około 300 ml
-
dwa naczynia o pojemności po około 500ml, w tym jedno z pokrywką
-
sito metalowe lub jedwabne o wielkości boku oczka kwadratowego 0,05÷0,065mm
-
sekundomierz
-
dwa termometry o zakresie pomiarowym od 0 do 600C
-
przybory do pisania
-
instrukcja do wykonania badania lepkości roztworów klejowych metodą Englera
-
literatura z rozdziału 6
Ćwiczenie 3
Scharakteryzuj sposoby nanoszenia klejów i wskaż ich wady i zalety.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się ze sposobami ręcznego nanoszenia kleju,
2) zapoznać się ze sposobami mechanicznego nanoszenia kleju,
3) zapoznać się z zasadami nanoszenia kleju,
4) wskazać wady i zalety ręcznego i mechanicznego nanoszenia kleju,
5) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
-
przybory do pisania
-
literatura z rozdziału 6
Ćwiczenie 4
Oblicz, ile kleju mocznikowego potrzeba do wykonania 10 oklejonych szaf o kształcie
i wymiarach szafy znajdującej się w pracowni.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się literaturą na temat ilości nanoszonych na drewno klejów w zależności od
sposobów klejenia, rodzaju kleju i rodzaju drewna,
2) dokonać pomiaru szafy,
3) obliczyć powierzchnie przeznaczone do okleinowania,
4) obliczyć ilość niezbędnego kleju potrzebna do zaokleinowania 10 szaf,
5) dokonać oceny poprawności wykonanego ćwiczenia
Wyposażenie stanowiska pracy:
-
przybory do pisania
-
kalkulator
-
literatura z rozdziału 6

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
4.4.4 Sprawdzian postępów
Czy potrafisz:
TAK NIE
1) określić co decyduje o jakości i przydatności kleju do klejenia?
¨
¨
2) określić co to są receptury klejarskie?
¨
¨
3) wymienić kolejne czynności podczas przygotowywania roztworu
kleju glutynowego?
¨
¨
4) wymienić sposoby przyrządzania klejów mocznikowych?
¨
¨
5) wyjaśnić na czym polega dobór kleju do klejenia drewna i tworzyw
drzewnych?
¨
¨
6) wymienić czynniki które wpływają na prawidłowość nałożenia kleju
7) na powierzchnie sklejone?
¨
¨
8) przedstawić sposoby nanoszenia klejów na powierzchnie sklejone?
¨
¨
9) określić cechy decydujące o jakości klejów?
¨
¨
10) wyjaśnić na czym polega ocena jakości roztworów klejowych?
¨
¨
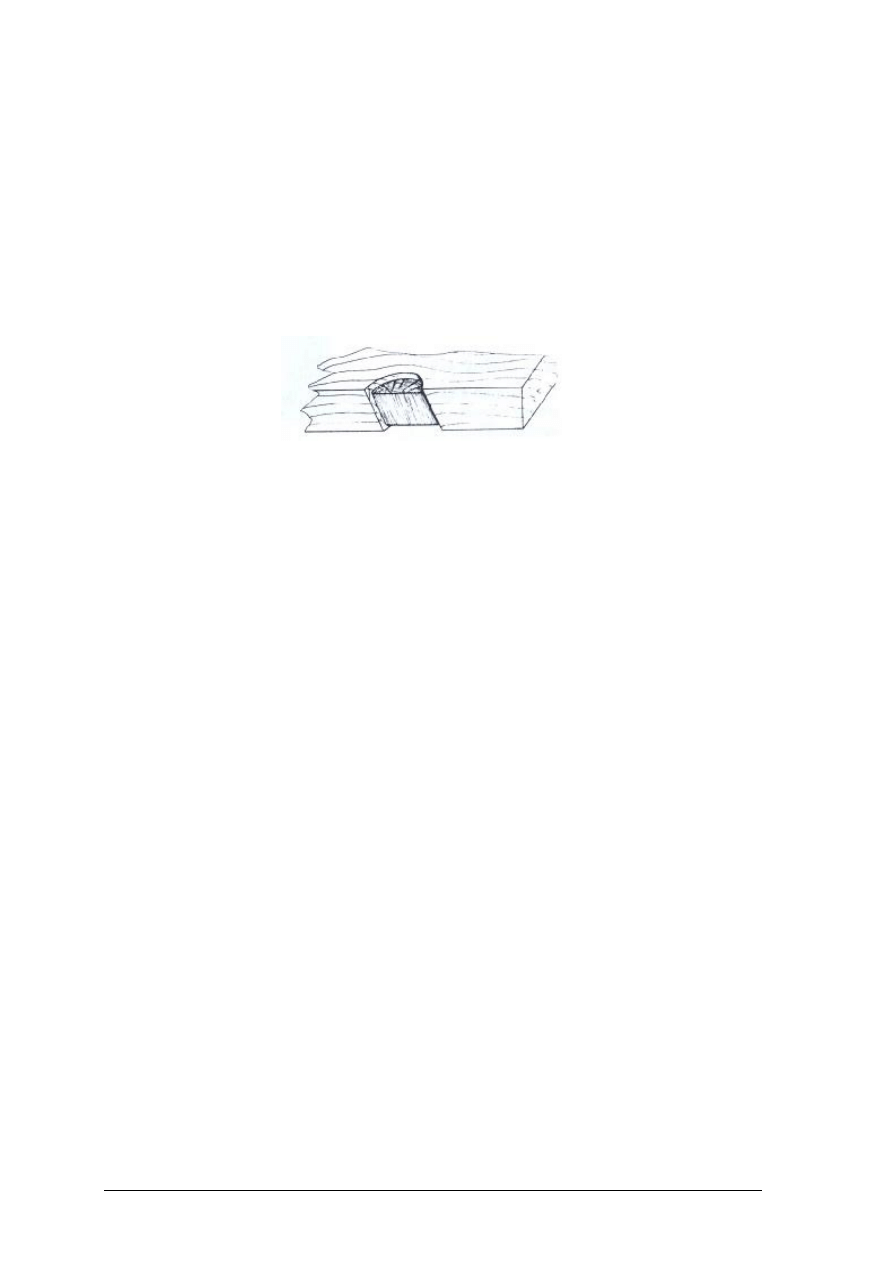
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
4.5.
Przygotowanie
materiałów
drzewnych
do
klejenia
i okleinowania
4.5.1 Materiał nauczania
Podczas wstępnego przygotowania elementów zwraca się szczególną uwagę na równość
i gładkość powierzchni sklejanych. Nie jest wskazane pozostawianie na tych powierzchniach
sęków. Jeżeli mają być sklejane dwa elementy z drewna litego, w których występują sęki,
to na powierzchniach sklejanych można nawiercić sęki obniżając ich poziom o 1÷2 mm,
natomiast w elemencie przeznaczonym do okleinowania sęki należy zaprawiać.
Rys. 9 Obniżanie poziomu sęków w powierzchniach sklejanych [1, s. 73]
Zabieg ten polega na usunięciu wadliwego miejsca i wypełnieniu powstałego otworu
wstawką (korkiem) z drewna. Dokonanie tej operacji osłabia w tym większym stopniu
u element, im otwór po usuniętej wadzie jest większy. Ma to szczególne znaczenie wtedy, gdy
wymagana jest duża wytrzymałość elementu na różne obciążenia występujące podczas
użytkowania wyrobu. Wady można zaprawiać przed struganiem drewna, a niekiedy nawet
przed pocięciem desek lub po ich wystruganiu. Pierwszy sposób jest korzystniejszy, ponieważ
podczas strugania zaprawiane miejsca wyrównuje się, dzięki czemu powierzchnia jest gładka
i pozbawiona zabrudzeń powstałych podczas wklejania wstawek lub kitowania. Rozróżnia się
zaprawianie jedno- i dwustronne, które zachodzi wtedy, gdy wada przechodzi na drugą stronę
elementu. Kształty miejsc wadliwych oraz ich wielkości są różne. Jednak najłatwiej jest
usunąć wady za pomocą wierteł, które mając odpowiednio duży obwód, obejmujący
całkowicie miejsce wadliwe, dają krawędzie otworu możliwie gładkie.
Drewno na wstawki powinno być zdrowe i drobnosłoiste, a więc łatwe do obróbki.
Wskazane jest również, aby jego wilgotność była o kilka procent niższa od drewna
zaprawianego. Zapobiega to powstawaniu szczelin między wstawką a otworem po wadzie
podczas wysychania wstawki. Wstawki wkleja się w otwory za pomocą klejów glutynowych,
kazeinowych lub polioctanowinylowych (poliwinylowych).
Niewielkie pęknięcia oraz drobne wady lub uszkodzenia, powstałe podczas obróbki
skrawaniem i czynności montażowych, można zaprawiać kitem. Najczęściej są stosowane
kity klejowe sporządzane wg następujących recept.
I. Kit z kleju kazeinowego:
1. Klej kazeinowy — 180 cz.w.
2. Płynny amoniak — 125 cz.w.
3. Woda zimna — 1000 cz.w.
4. Trociny lub pył drzewny w ilości niezbędnej do uzyskania masy o odpowiedniej
konsystencji.
II Kit z kleju glutynowego:
1. Klej glutynowy 25% gotowy do użytku — 450 cz.w.
2. Kreda pławiona — 500 cz.w.
3. Węgiel drzewny sproszkowany — 500 cz.w.
4. Olej lniany — 50 cz.w.
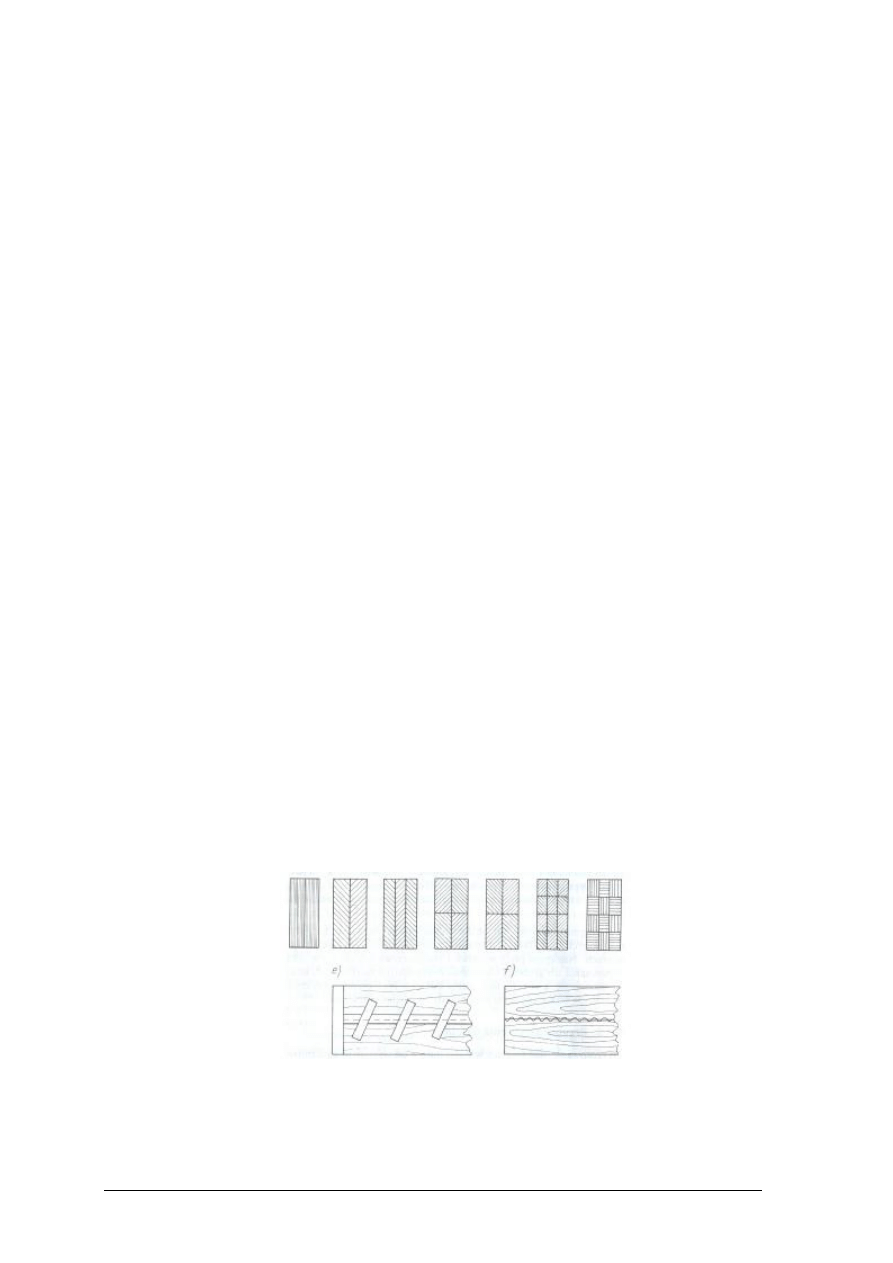
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
Sporządzanie kitów polega na dokładnym wymieszaniu podanych wyżej składników.
Zamiast, kleju można również używać lakieru nitrocelulozowego, który z kredą i mączką
drzewną daje również dobry, szybko schnący kit.
Przygotowywanie płyt meblowych do klejenia
W produkcji mebli najczęściej obecnie stosuje się płyty wiórowe i paździerzowe. Są one
okleinowane, laminowane lub pokrywane foliami imitującymi okleiny. Boki płyt są
zabezpieczane okleiną, doklejkami z drewna lub tworzyw sztucznych. Odpady płyt mogą być
sklejane bokami w większe formaty. Doklejki z drewna są przyklejane przed lub po
okleinowaniu powierzchni. Doklejki z tworzyw sztucznych oraz z okleiny zawsze przykleja
się po okleinowaniu powierzchni płyty.
Przygotowanie płyt do okleinowania polega na wycięciu płyt o większych formatach
elementów o przewidzianych kształtach i wymiarach. Następnie płyty wiórowe
i paździerzowe szlifuje się w celu wyrównania ich grubości i usunięcia ewentualnych
nierówności. Boki wyrównuje się, a w razie stosowania doklejek profilowych z tworzyw
sztucznych wykonuje się w nich wpusty na wypusty doklejek.
Przygotowywanie oklein
Przygotowanie oklein zależy w dużej mierze od wymiarów elementów przeznaczonych
do okleinowania oraz sposobu ułożenia okleiny na ich powierzchniach. W razie okleinowania
drobnych elementów, których wymiary mieszczą się w wymiarach arkuszy okleiny,
przygotowanie sprowadza się do jej doboru i manipulacji. Natomiast podczas okleinowania
dużych powierzchni przygotowanie okleiny polega na doborze. manipulacji, wyrównywaniu
boków, składaniu i sklejaniu jej w formatki okleinowe potrzebnej wielkości.
Dobór okleiny
Okleina znajduje się w paczkach pochodzących z jednego wyrzynka drewna, a więc
poszczególne arkusze mają zbliżony rysunek. W jednym arkuszu układ słoi i barw może
tworzyć w poszczególnych jego częściach różne wzory, podnoszące ich wygląd estetyczny.
Dlatego manipulant, obok znajomości wymiarów oklejanych elementów i wyglądu wyrobu
jako całości, powinien mieć duże wyczucie estetyki. Na ogół na jeden wyrób należy wybrać
okleinę o zbliżonym rysunku i zabarwieniu, a więc pochodzącą jednej paczki. Na strony
zewnętrzne mebli wybiera się okleinę wyższych klas jakości oraz najczęściej innych
gatunków niż na strony wewnętrzne. Również w zakresie jednego wyrobu na elementy mniej
widoczne dobiera się okleinę o gorszym rysunku i barwie. O doborze okleiny decyduje
również sposób ułożenia jej na elemencie (rys.10)
a) b) c) d)
Rys. 10 Sposoby układania okleiny [1, s. 76]
a) równoległy, b) w jodełkę, c) na krzyż, d) w szachownicę, e) sposób przyklejania taśm
klejących podczas łączenia kawałków okleiny, f) łączenie okleiny za pomocą nitki klejowej
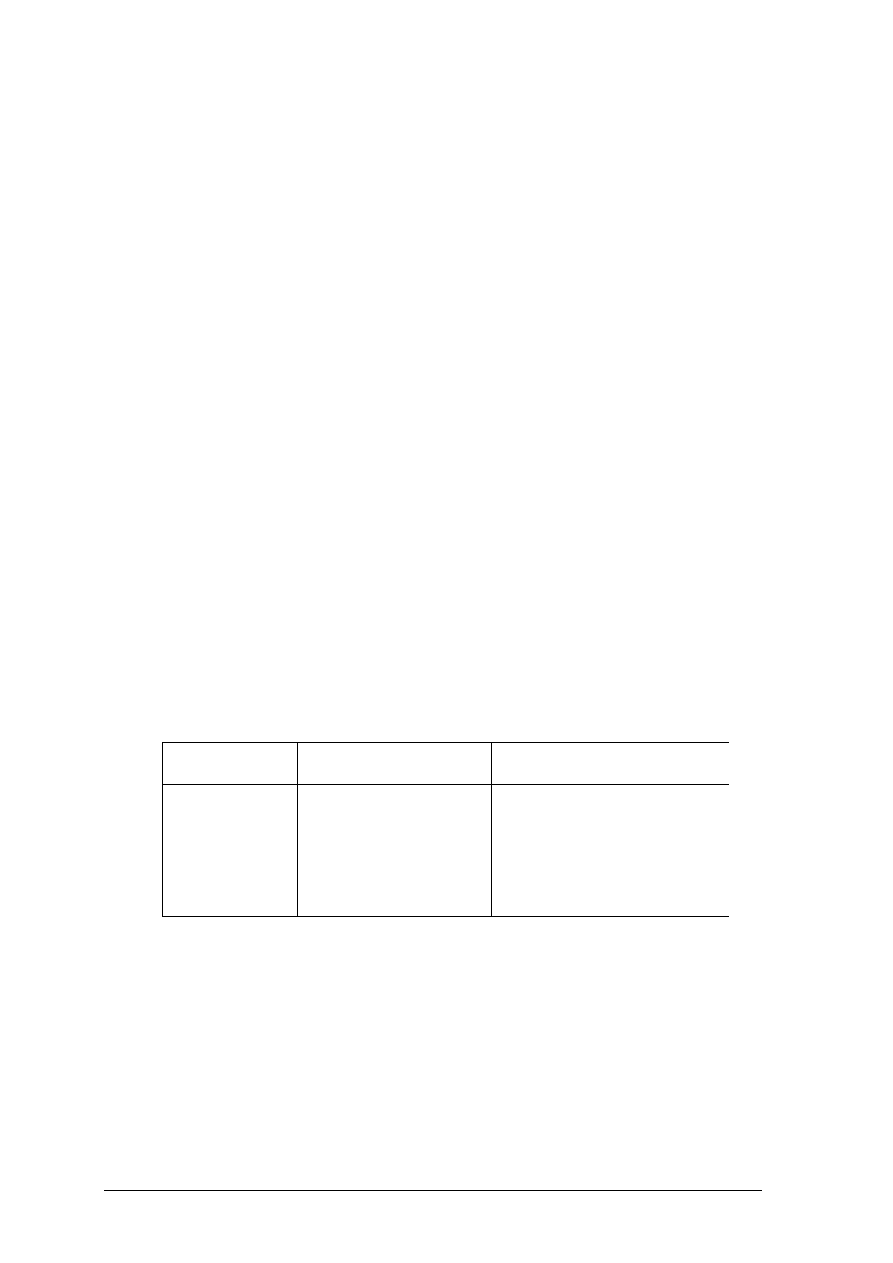
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
64
Manipulacja okleiny polega na jej trasowaniu, przeprowadzanym zgodnie z wyżej
podanymi zasadami, oraz na podziale na formatki. Podziału można dokonać mechanicznie lub
ręcznie piłką, zwaną przyrznicą dwustronną. Podczas cięcia okleiny należy zwrócić uwagę,
aby krawędzie, które mają do siebie przylegać, były równe i prostopadłe do płaszczyzn.
Cięcia okleiny można dokonywać maszynowo za pomocą urządzenia, zwanego przekrawarką,
lub piłami tarczowymi. Cięcie pakietów okleiny przekrawarką jest wydajniejsze, przy czym
uzyskiwane krawędzie są bardziej równe. Boki formatek okleinowych pozyskanych piłą
tarczową należy wyrównać na strugarce-wyrówniarce. Formatki złożone w pakiety
i obłożone dwustronnie deskami ściska się ściskami stolarskimi, a następnie boki paczek
okleiny wyrównuje się na strugarce-wyrówniarce. Można również stosować specjalne
obrabiarki zwane brzegarkami, w których pakiety poddaje się cięciu i wyrównywaniu.
Składanie i sklejanie oklein ma na celu wykonanie z kawałków okleiny formatek
odpowiadających wielkością i kształtem elementom przeznaczonym do okleinowania.
W niewielkich warsztatach sklejanie odbywa się ręcznie za pomocą papierowej taśmy
podgumowanej. W tym wypadku należy dokładnie dociskać kawałki krawędziami
sklejanymi, tak aby nie powstawały szczeliny widoczne po okleinowaniu elementu.
Do sklejania mechanicznego używa się spajarek na styk i na papierową taśmę podgumowaną.
Maszyny te mają samoczynnie działające urządzenia, które dociskają do siebie krawędzie
sklejane. Kawałki okleiny przeznaczone do sklejania spajarką stykową układa się w paczki.
a krawędzie przeznaczone do sklejania powleka się klejem glutynowym. Klej na krawędziach
okleiny powinien zaschnąć. W czasie przesuwania kawałków okleiny przez maszynę
krawędzie z klejem są zwilżane formaliną i nagrzewane. Pod wpływem ciepła klej się
uplastycznia. a dociśnięte do siebie krawędzie sklejanej okleiny zostają połączone na skutek
działania formaliny, powodującej bardzo szybkie krzepnięcie kleju. Szybkość posuwania
okleiny podczas jej sklejania podano w tabeli 4-8. Uzyskana w ten sposób spoina klejowa jest
widoczna, co nie zawsze jest dopuszczalne. Dlatego sklejanie okleiny za pomocą papieru
podgumowanego w produkcji mebli jest częściej stosowane. Szybkość posuwu okleiny waha
się w granicach 10÷20 m/min.
Tabela 8. Szybkość posuwu okleiny podczas jej sklejania spajarką stykową [1, s 77]
Rodzaj drewna
Grubość okleiny w mm
Szybkość posuwu w m min
Buk
2,7
6
Gabon
2,7
6
Sosna
2,7
Gabun
1,5
1 5 i 20
Sosna
1,5
12. 15 i 20
Buk i sapelli
0,8 0,7 0,6
ponad 20 ponad 20 ponad 20
Niedogodność tego sposobu polega na tym, że po naklejeniu okleiny papier należy
zeszlifować. Może się zdarzyć, że klej z papieru pozostawia na okleinie trudno ścieralne
ślady. Wady te nie występują podczas stosowania spajarki do okleiny na nitkę klejową.
Odwijana ze szpuli nitka klejowa przechodzi przez dysze i prowadnik, które wykonują
w poziomie szybkie ruchy wahliwe. W prowadniku, pod wpływem podwyższonej
temperatury, następuje częściowe uplastycznienie nitki klejowej, wyrzucanej przez dyszę
wylotową na przesuwające się pod nią kawałki okleiny. Walec dociskowy wprasowuje
w okleinę naniesioną nitkę klejową, która zestala się tworząc silne połączenie okleiny. Nitkę
klejową nanosi się na lewe strony okleiny, tak że po naklejeniu okleiny na elementy miejsca
spojenia nie wymaga specjalnego szlifowania.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
65
4.5.2.
Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń
1. Na czym polega zaprawienie sęków w drewnie litym przeznaczonym do klejenia?
2. Jaki sposób zaprawiania drewna przeznaczonego do klejenia jest najkorzystniejszy?
3. Jaką wilgotność powinno mieć drewno przeznaczone na wstawki do zaprawienia sęków?
4. Czy potrafisz określić recepturę kitów klejowych do zaprawiania drewna?
5. Na czym polega przygotowanie płyt meblowych do klejenia?
6. Na czym polega przygotowanie oklein do okleinowania elementów płytowych?
7. Na czym polega dobór okleiny?
8. Na czym polega manipulacja okleiny?
9. Jaki jest cel składania i sklejania oklein?
10. Na czym polega ręczne sklejanie okleiny?
11. Na czym polega mechaniczne sklejanie okleiny?
4.5.3 Ćwiczenia
Ćwiczenie 1
Przygotuj drewno, w którym występują sęki do klejenia i okleinowania
Sposób wykonywania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat przygotowania materiałów drzewnych do klejenia,
2) przygotować materiał do obróbki struganiem i wierceniem,
3) przygotować klej do wklejania wstawek,
4) przygotować strugarkę wyrówniarkę do pracy,
5) przygotować wiertarkę pionową jednowrzecionową,
6) przygotować drewno i wykonać wstawki,
7) wykonać operację wiercenia,
8) wkleić wstawkę,
9) wykonać operację strugania,
10) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
-
drewno przeznaczone do klejenia oraz na wstawki,
-
klej do klejenia drewna,
-
strugarka wyrówniarka,
-
wiertarka pionowa jednowrzecionowa,
-
komplet noży do strugarki,
-
komplet wierteł cylindrycznych,
-
literatura z rozdziału 6.
Ćwiczenie 2
Przygotuj kit klejowy do zaprawiania pęknięć w drewnie na bazie kleju kazeinowego
i glutynowego.
Sposób wykonywania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
66
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat przygotowania receptur do sporządzania kitów
klejowych,
2) przygotować roztwory kleju kazeinowego i glutynowego do sporządzenia kitów,
3) przygotować pozostałe składniki niezbędne do przygotowania kitu,
4) sporządzić kit na bazie kleju kazeinowego,
5) sporządzić kit na bazie kleju glutynowego,
6) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
-
klej kazeinowy,
-
klej glutynowy,
-
pozostałe składniki do wykonania kitu klejowego,
-
receptury sporządzania kitów klejowych,
-
naczynia do przyrządzania roztworów klejowych,
-
płytka szklana do sporządzania kitu klejowego,
-
nóż,
-
literatura z rozdziału 6.
Ćwiczenie 3
Dokonaj sklejenia formatki okleiny przeznaczonej do okleinowania dużych powierzchni
sposobem ręcznym
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z literaturą na temat przygotowania oklein,
2) dobrać okleinę uwzględniając sposób układania okleiny,
3) dokonać manipulacji i wyrównania boków okleiny,
4) wykonać składanie i sklejenie oklein w formatką o potrzebnej wielkości,
5) dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
-
okleina przeznaczona na formatkę,
-
nożyce do cięcia okleiny,
-
papierowa taśma podgumowana,
-
gąbka zwilżona wodą,
-
klocek dociskowy,
-
stół do sklejenia okleiny,
-
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
67
4.4.5 Sprawdzian postępów
Czy potrafisz:
TAK NIE
1) wyjaśnić na czym polega zaprawianie sęków w drewnie litym
przeznaczonym do klejenia?
¨
¨
2) określić jaki sposób zaprawiania drewna przeznaczonego
do klejenia jest najkorzystniejszy
¨
¨
3) określić wilgotność drewna przeznaczonego na wstawki do
zaprawiania sęków?
¨
¨
4) określić recepturę kitów klejowych do zaprawiania drewna?
¨
¨
5) wyjaśnić na czym polega przygotowanie płyt meblowych do
klejenia?
¨
¨
6) wyjaśnić na czym polega przygotowanie oklein do okleinowania
elementów płytowych?
¨
¨
7) wyjaśnić na czym polega dobór okleiny?
¨
¨
8) wyjaśnić na czym polega manipulacja okleiny?
¨
¨
9) określić cel składania i sklejania oklein?
¨
¨
10) wyjaśnić na czym polega ręczne sklejenie okleiny?
¨
¨
11) wyjaśnić na czym polega mechaniczne sklejanie okleiny?
¨
¨
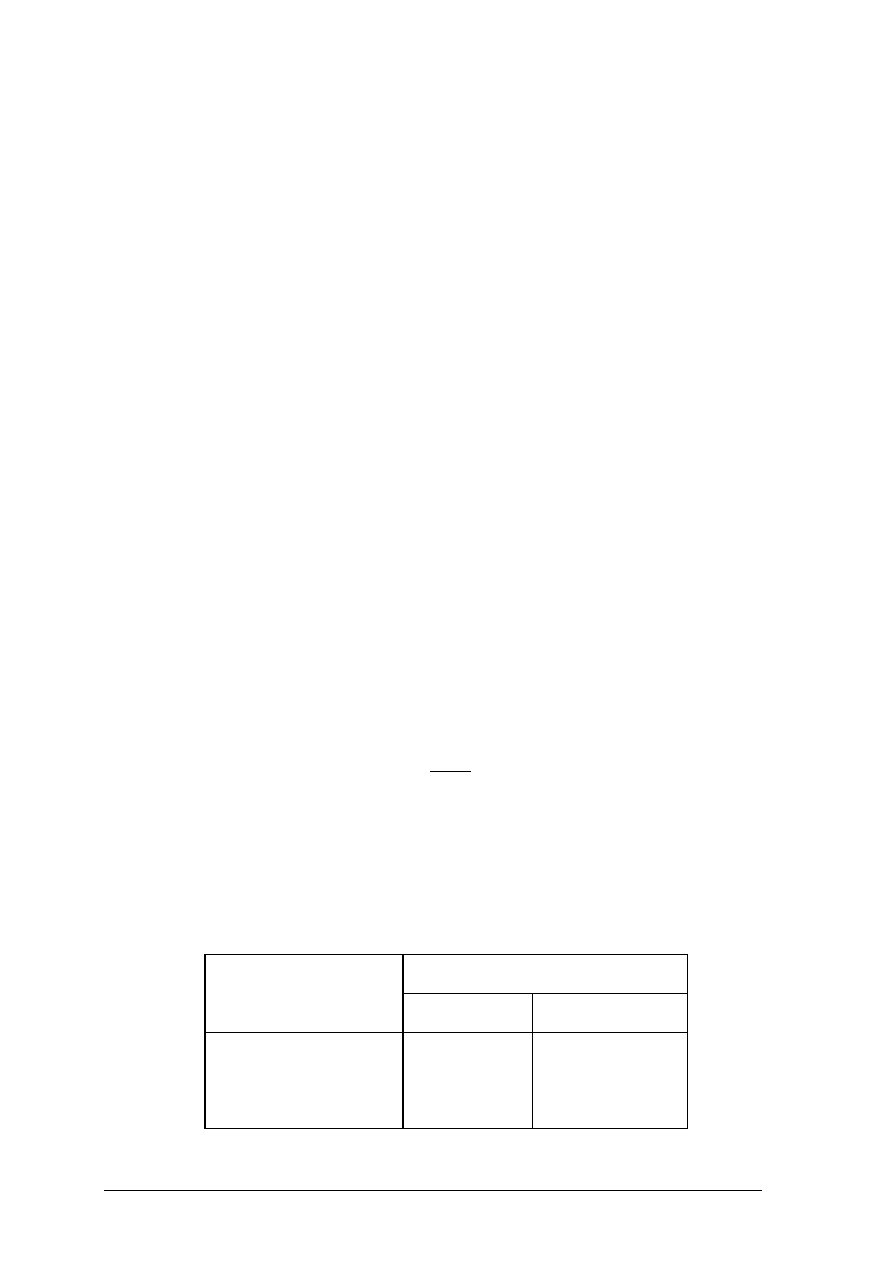
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
68
4.6. Klejenie i okleinowanie
4.6.1 Materiał nauczania
Parametry i sposoby klejenia
Parametrami klejenia są: ciśnienie, czas i temperatura klejenia. Ciśnienie wywierane na
sklejane powierzchnie podczas klejenia, mierzone w Pa, odgrywa poważną rolę. Drewno jest
w pewnym stopniu materiałem plastycznym i wywierane nań ciśnienie powoduje sprasowanie
wierzchnich warstw. Następuje zmniejszenie nierówności, a więc powierzchnia rzeczywista
styku sklejanych elementów zostaje tym samym powiększona. Jednak drewno jest również
materiałem sprężystym. Dlatego po ustaniu działania siły dociskającej powstają w drewnie
naprężenia zmierzające do przywrócenia stanu pierwotnego. Naprężenia te przenoszą się na
spoinę klejową powodując jej osłabienie, a nawet mogą spowodować jej zniszczenie. Z tych
powodów nie jest wskazane stosowanie zbyt dużego ciśnienia w celu zbliżenia powierzchni
o dużych nierównościach.
Zwolnienie ciśnienia podczas okleinowania lub sklejania cienkich elementów o dużych
powierzchniach wywołuje osłabienie spoiny klejowej i jej rozwarstwienie. W miejscach
najmniejszej wytrzymałości powstają pęcherze, stanowiące poważną wadę okleinowanych
powierzchni.
Docisk może być wytwarzany mechanicznie, za pomocą klinów, śrub lub mimośrodów, albo
pneumatycznie lub hydraulicznie. Para klinów wywiera nacisk około 7500 N, siła docisku
śrubowego wynosi 5500 N. Jednak wartość ciśnienia wywołanego siłami mięśni człowieka
jest bardzo różna i trudno jest określić jego wielkość w czasie normalnej pracy produkcyjnej.
Dlatego stosowanie docisku pneumatycznego lub hydraulicznego jest korzystniejsze ze
względu na możliwość kontroli ciśnienia podczas procesu sklejania. Wartość ciśnienia można
odczytać z manometru, a nacisk wywierany na jednostkę powierzchni spoiny klejowej
obliczyć wg wzoru
pּF=Aּb
stąd
p ּF
b = [Pa]
A
w którym:
p — ciśnienie robocze cieczy odczytane z manometru w Pa,
F — suma powierzchni przekrojów wszystkich tłoków prasy w m
2
; podana jest
w dokumentacji prasy,
A — powierzchnia sklejonego lub okleinowanego elementu w m
2
,
b — ciśnienie jednostkowe wywierane na sklejany arkusz w Pa.
Tabela 9. Ciśnienie wywierane podczas sklejania drewna i tworzyw drzewnych [1, s. 85]
Rodzaj kleju
Ciśnienie w MPa
klejenie na
zimno
klejenie na gorąco
Klej glutynowy
Klej kazeinowy
Klej mocznikowy
Klej polioctanowinylowy
Klej neoprenowy
0,5
0,3÷0,5
0,2÷0,6
0,8÷1,5
0,5÷4,4
-
1,5÷1,8
1,2÷1,5
-
-
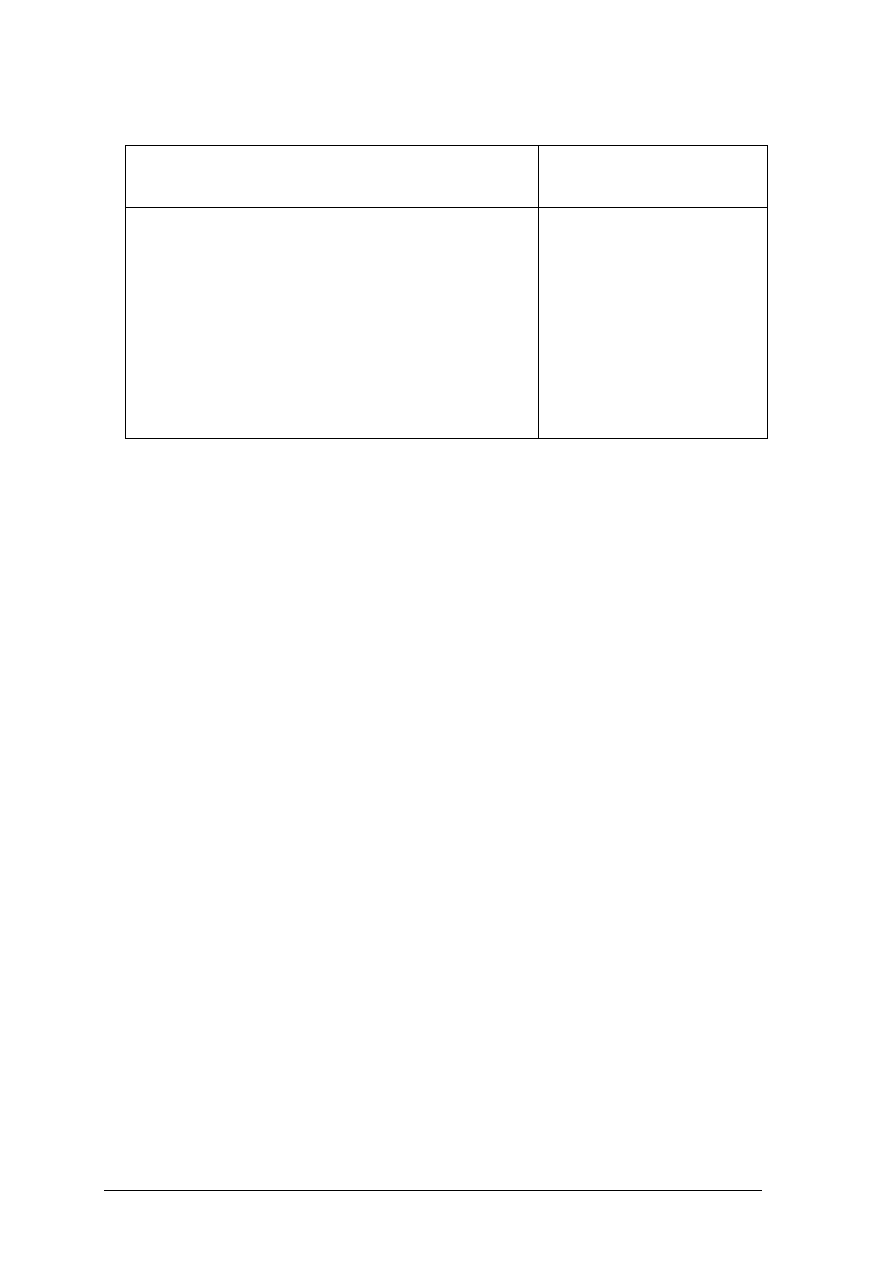
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
69
Tabela 10. Ciśnienie prasowania stosowane w klejeniu drewna [1,s. 85]
Rodzaj klejenia drewna
Ciśnienie prasowania
w MPa
Sklejanie drewna miękkiego bocznymi płaszczyznami
Sklejanie drewna twardego bocznymi płaszczyznami
Oblogowanie płyt stolarskich drewnem miękkim
Obłogowanie płyt stolarskich drewnem twardym
Okleinowanie płyt stolarskich
Klejenie montażowe drewna nie naprężonego
miękkiego
twardego
Klejenie elementów profilowych z forniru o krzywiźnie
zwykłej
przestrzennej
0,2÷1,0
0,4÷1,2
0,2÷0,4
0,8÷1,0
0,6÷1,0
0,3÷0,5
0,4÷0,6
0,4÷1,0
1,0÷4,0
Znając wymagane ciśnienie jednostkowe oraz wymiary powierzchni sklejanych, na które
jest wywierane ciśnienie, można po przekształceniu tego wzoru obliczyć ciśnienie robocze,
jakie trzeba osiągnąć na manometrze podczas klejenia.
Z chwilą zmieszania kleju z utwardzaczem rozpoczyna się powolna reakcja utwardzania
kleju. Okres od chwili nałożenia kleju na sklejane powierzchnie do chwili jego utwardzenia
nazywa się czasem klejenia. Całkowity czas klejenia można podzielić na okresy
charakteryzujące się zmianami zachodzącymi w spoinie klejowej.
Czas otwarty rozpoczyna się z chwilą naniesienia kleju na sklejane powierzchnie i trwa
do chwili zakrycia nałożonego kleju drugim, sklejanym elementem. Z cienkiej warstwy kleju
intensywnie wyparowuje w tym czasie rozpuszczalnik i następuje jego dyfuzja w głąb drewna
oraz zagęszczanie roztworu klejowego, co nie jest obojętne dla późniejszego procesu
tworzenia się spoiny klejowej. Długość czasu otwartego zależy od rodzaju kleju, a w klejach
termoutwardzalnych również i od temperatury otoczenia.
Czas załadunku rozpoczyna się z chwilą zakończenia czasu otwartego. Przygotowane do
klejenia elementy umieszcza się w urządzeniach, których zadaniem jest wytworzenie
ciśnienia, przewidzianego reżimami klejenia. W produkcji meblarskiej najczęściej stosuje się
kleje utwardzane w podwyższonych temperaturach. Wtedy materiał sklejany styka się
z nagrzanymi elementami urządzeń dociskających (np. z płytami pras) jeszcze przed
osiągnięciem optymalnego ciśnienia. Jest to zjawisko wpływające bardzo niekorzystnie na
wytrzymałość spoiny klejowej. Dlatego czas załadunku dla klejów termoutwardzalnych musi
być jak najkrótszy.
Czas zasadniczego klejenia rozpoczyna się z chwilą dojścia ciśnienia do wymaganej
wartości. Podczas klejenia w podwyższonej temperaturze z elementów grzejnych urządzenia,
w którym odbywa się klejenie, ciepło przechodzi przez drewno do spoiny klejowej.
W praktyce przyjmuje się, że czas przejścia ciepła przez drewno wynosi jedną minutę na
jeden milimetr jego grubości. Czas utwardzania klejów w spoinie liczy się dopiero od chwili,
gdy ciepło zacznie działać na klej. Wzrost temperatury klejenia ma znaczny wpływ na
długość czasu utwardzania klejów termoutwardzalnych.
Czas zasadniczego klejenia klejów termoplastycznych składa się z czasu nagrzewania
i czasu ochładzania. Można to prześledzić podczas klejenia klejem glutynowym. Nałożony
w postaci płynnej klej podczas czasu otwartego i zamkniętego może ulec zżelowaniu.
W czasie nagrzewania następuje uplastycznienie i wyciskanie jego nadmiaru. Na skutek
ochładzania klej przechodzi w stan żelu i spoina klejowa zostaje utwardzona.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
70
Przetrzymywanie sklejanych elementów pod działaniem ciśnienia i wysokiej lub niskiej
temperatury, zależnie od rodzaju kleju, nie musi trwać aż do czasu osiągnięcia przez spoinę
największej wytrzymałości.
Czas zasadniczego klejenia można uznać za zakończony, gdy wytrzymałość spoiny
klejowej osiągnie poziom 50÷80% wytrzymałości maksymalnej. Gwarantuje to skuteczne
przeciwdziałanie spoiny wewnętrznym naprężeniom i siłom zewnętrznym, występującym
podczas dalszej obróbki sklejanych elementów. Dalsze utwardzanie kleju następuje w czasie
dojrzewania spoiny klejowej. Okres ten nazywamy również czasem sezonowania po klejeniu.
Rozpoczyna się on z chwilą zwolnienia ciśnienia i wyjęcia elementów sklejanych z urządzeń
dociskowych. Teraz następuje ochłodzenie, zanikają istniejące naprężenia w materiale
klejonym i w spoinie, odparowuje z nich rozpuszczalnik i inne substancje lotne. W ten sposób
spoina klejowa zostaje ostatecznie utwardzona. Napęczniałe w czasie klejenia warstwy
drewna, przyległe do spoiny, wracają do pierwotnego stanu. Całkowity czas klejenia wynosi
T
k
= t
0
+ t
z
+ t
sk
+ t
zc
+ t
s
w którym T
k
— czas klejenia,
t
0
— czas otwarty,
t
z
— czas załadunku,
t
zk
— zasadniczy czas klejenia,
t
zc
— czas zwalniania ciśnienia i wyładunku,
t
s
— czas sezonowania.
Czas zasadniczy klejenia składa się z dwóch czasów: (t
zk
= t
prz +
t
u
) a mianowicie: czasu
przegrzania materiału sklejanego i czasu utwardzania. W praktyce czas przegrzania wynosi
jedną minutę na każdy mm grubości prasowanego ładunku, oddzielającego płytę grzejną od
najgłębiej położonej spoiny klejowej.
Temperatura klejenia dla rozmaitych klejów jest różna i nawet w ramach jednego kleju waha
się w szerokich granicach. W klejach termoutwardzalnych wzrost temperatury przyspiesza
reakcje chemiczne powodujące utwardzanie kleju. Jednak nadmierne przegrzanie spoiny
powoduje spadek jej wytrzymałości.
Ze względu na temperaturę rozróżnia się trzy sposoby klejenia:
na zimno — w temperaturze 10÷20°C,
na ciepło — w temperaturze 30÷70°C,
na gorąco — w temperaturze 70÷160°C.
Temperatury optymalne dla kleju, np. mocznikowego, wynoszą 90÷110°C, a dla
fenolowego 135÷150°C. Są kleje, które mogą być stosowane wyłącznie w jednym przedziale
temperatur, ale są również i takie, którymi klejenie odbywa się na zimno, ciepło i na gorąco,
a więc w temperaturze od 10 do 160°C (np. kleje kazeinowy i mocznikowy). Przekroczenie
dolnej i górnej granicy jest niewskazane, ponieważ wpływa ujemnie na spoinę klejową.
Na wybór sposobu klejenia oprócz rodzaju kleju i czasu, w którym spoina klejowa ma być
otrzymana, ma wpływ grubość sklejanych elementów. Ponieważ przewodność cieplna drewna
jest mała, przegrzanie grubego elementu trwa bardzo długo i z punktu widzenia
ekonomicznego nie jest opłacalne. W tych wypadkach korzystniej jest stosować kleje na
zimno.
W produkcji meblarskiej można wyróżnić klejenie złączy i okleinowanie oraz klejenie
z równoczesnym gięciem. W klejeniu złączy, ze względu na miejsce położenia spoin
klejowych oraz kształt klejonych elementów, rozróżnia się klejenie narożnikowe, klejenie
płaszczyznowe, i klejenie krawędziowe.
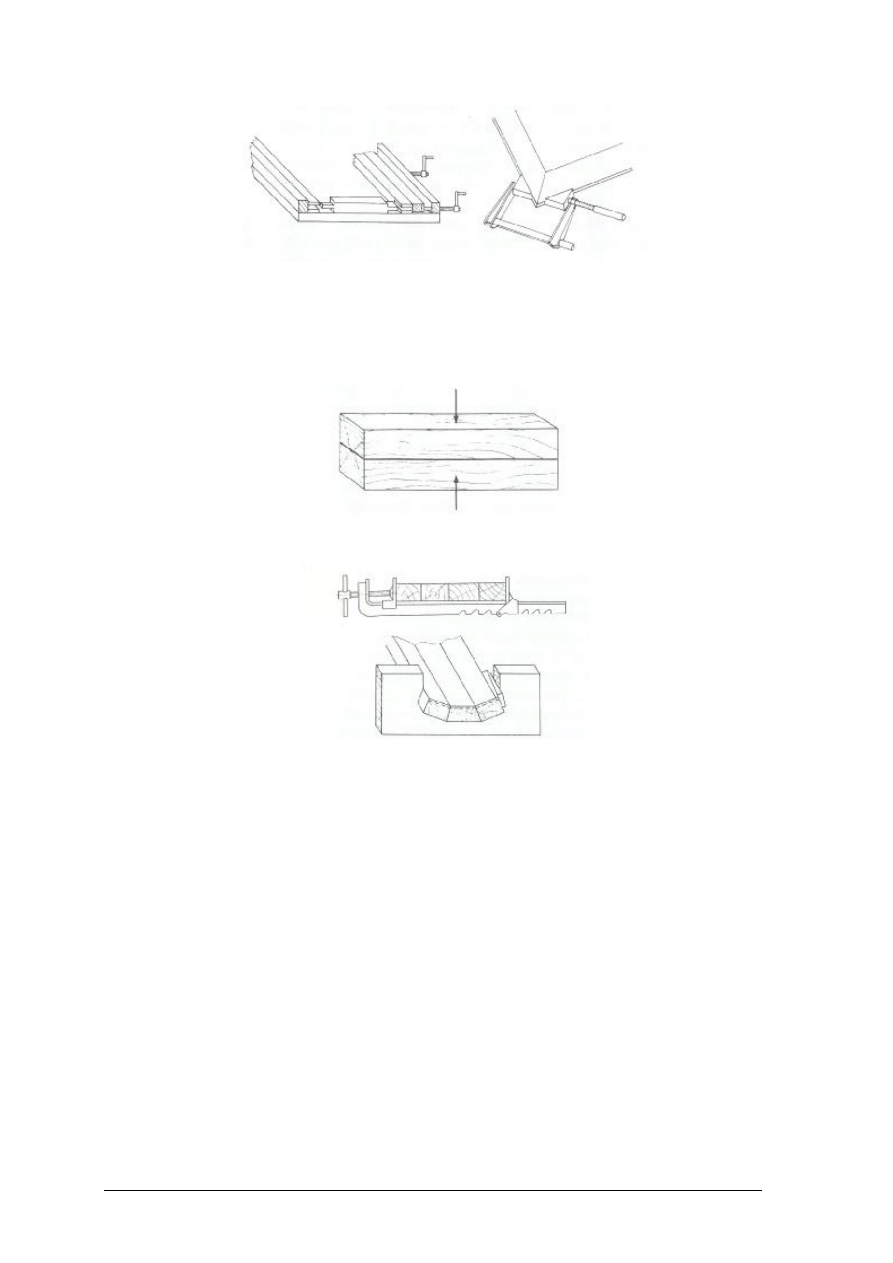
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
71
Rys. 12 Klejenie narożnikowe [1, s. 88]
Oklejanie polega na pokrywaniu drewna lub tworzyw drzewnych okleinami oraz
tworzywami, jak laminaty czy folie imitujące okleiny. Jeżeli stosuje się okleiny (forniry), to
oklejanie nazywa się okleinowaniem.
Rys.13 Klejenie płaszczyznowe [1, s. 89]
Rys. 14 Klejenie krawędziowe [1, s. 89]
Wszystkie wymienione sposoby klejenia przeprowadza się za pomocą różnych narzędzi
i urządzeń. Ich zasadniczą cechą jest wywieranie ciśnienia na sklejane elementy oraz
dostarczanie do spoiny ciepła, w razie klejenia na ciepło lub na gorąco. Konstrukcja tych
urządzeń i zasady działania zależą od sposobu klejenia oraz od stopnia mechanizacji tej
czynności technologicznej. W produkcji mebli spotyka się bardzo prymitywne narzędzia
stosowane niezmiennie od tysięcy lat oraz nowoczesne, w pełni zautomatyzowane, urządzenia
zastępujące człowieka w ciężkiej pracy. Wszystkie narzędzia i urządzenia umożliwiają wtedy
osiągnięcie wysokiej jakości klejenia, jeżeli istnieje:
–
możliwość wywierania nacisku równomiernie rozłożonego na sklejane płaszczyzny,
–
łatwość regulowania docisku w zależności od potrzeb,
–
możliwość zapewnienia równomiernego i wystarczającego dopływu ciepła do spoiny
klejowej oraz regulacji jego ilości w zależności od używanych klejów; dotyczy to
szczególnie klejów termoutwardzalnych,
–
łatwość załadunku elementów i wyjęcia ich z urządzenia, co umożliwia skrócenie czasu
wykonywania tych czynności.
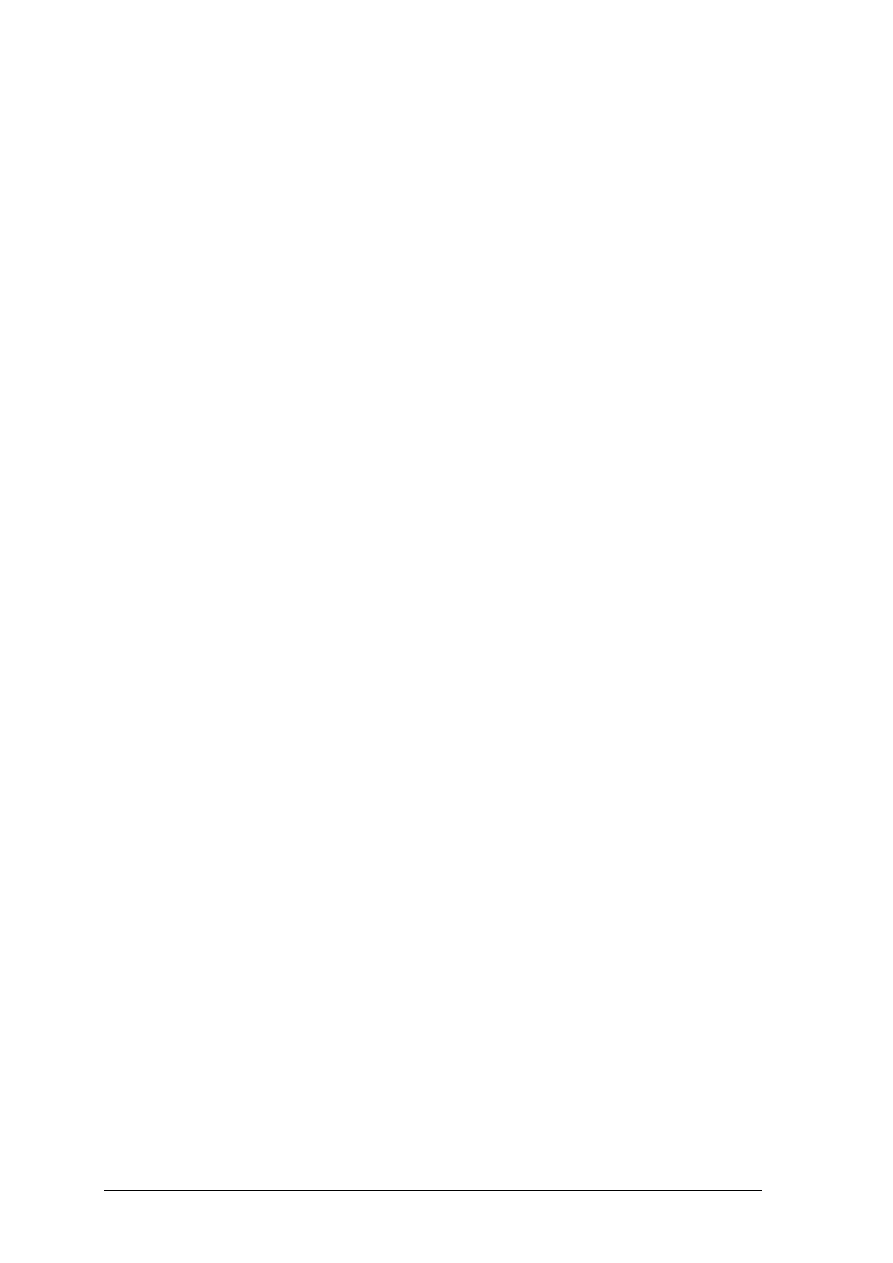
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
72
Parametry technologiczne i przebieg klejenia
Klejenie klejem glutynowym. Kleje glutynowe są suchotrwałe, jednak w produkcji mebli
użytkowanych w warunkach domowych są ciągle stosowane, tym bardziej że łatwo można
usuwać ich wycieki wkrótce po zżelowaniu z powierzchni drewna i z powłok lakierowych.
Wadą tych klejów jest konieczność utrzymywania ich w podwyższonej temperaturze podczas
nanoszenia na powierzchnię.
Przebieg klejenia klejem glutynowym przedstawia się następująco. Na nagrzane do
temperatury 40°C elementy nanosi się klej o temperaturze 50÷60°C, czas otwarty należy
przedłużyć do okresu, gdy nałożony klej po dotknięciu wyciąga się w nitki. W temperaturze
otoczenia czas ten wynosi 2,5 minuty. Dopiero wtedy można składać elementy sklejanymi
płaszczyznami i stosować docisk. Czas przetrzymywania pod naciskiem trwa 1÷4 godzin.
Przedłużenie czasu przetrzymywania materiałów sklejanych pod ciśnieniem zwiększa
wytrzymałość spoiny i skraca czas dojrzewania. Czas dojrzewania spoiny wynosi 16÷50
godzin. Ciśnienie klejenia wynosi 0,5 MPa. Podczas klejenia złączy ciśnienie uzyskuje się
przez dodanie nadmiaru na czop około 0,3 mm w stosunku do otworu. Okleinowanie
roztworem kleju glutynowego, jako sposób mało wydajny, jest obecnie stosowane jedynie
w małych warsztatach. Okleinowania boków lub wklejania kawałków okleiny na dużych
powierzchniach w celach dekoracyjnych można dokonywać za pomocą kleju glutynowego,
docierając młotkiem wstawiany kawałek okleiny.
Klejenie klejem kazeinowym. Kleje kazeinowe można stosować do sklejania złączy
elementów nie okleinowanych i przeznaczonych do malowania lakierami kryjącymi. Kleje te
mają odczyn zasadowy i łączą się łatwo z garbnikami zawartymi w drewnie, zabarwiając jego
powierzchnie. W meblarstwie znajdują zastosowanie w przyklejaniu do płyt i drewna
laminatów. Stosuje się je w produkcji stolarki budowlanej oraz w meblach narażonych na
okresowe działanie wody, jak np. meble ogrodowe. Przebieg klejenia klejem kazeinowym jest
następujący. Czas otwarty dla tego kleju wynosi 5÷0 minut. Klejem tym można kleić na
gorąco i wtedy ciśnienie wynosi l ,5÷1,8 MPa, a czas klejenia 10 minut w temperaturze
90÷100°C. Klejenie na zimno trwa od 2
÷ 28 godzin w temperaturze + 10°C i ciśnieniu
0,3÷0,4 MPa. Wpływ niedoboru ciśnienia na wytrzymałość spoiny jest bardzo mały. Wraz
z przedłużeniem czasu przetrzymywania materiału sklejanego pod ciśnieniem wytrzymałość
spoiny wzrasta, a maleje czas dojrzewania spoiny klejowej.
Klejenie klejem poliwinylowym. Kleje te są klejami suchotrwałymi, jednak
utwardzającymi się w stosunkowo krótkim czasie. W handlu występują w postaci gotowej
do użycia. Wadą ich jest szkodliwe działanie na powłoki lakiernicze nitrocelulozowe,
co wymaga pewnej ostrożności podczas sklejania elementów o powierzchniach wykoń-
czonych tymi lakierami. Znajdują zastosowanie w klejeniu złączy oraz w przyklejaniu
laminatów.
Przebieg klejenia klejem poliwinylowym jest następujący. Czas otwarty w klejeniu na
zimno wynosi 6÷30 minut, a na ciepło czas ten jest nieograniczony. Czas klejenia zależy od
wysokości temperatury, a mianowicie: dla temperatury 12°C czas klejenia wynosi
2÷3 godzin, dla temperatury 25°C wynosi 20÷90 minut, a dla temperatury 80÷100°C czas
klejenia wynosi 5÷8 minut. Ciśnienie klejenia — 0,8÷1,5 MPa.
Klejenie klejami mocznikowymi. Dobrym klejem do klejenia złączy oraz okleinowania
jest klej mocznikowy. Jest to klej półwodoodporny. Wadą jego jest konieczność podnoszenia
temperatury w celu przyspieszenia reakcji utwardzania kleju. Podniesienie temperatury złączy
ze względu na ich konstrukcje nie zawsze jest możliwe. Niemniej jednak konstrukcja
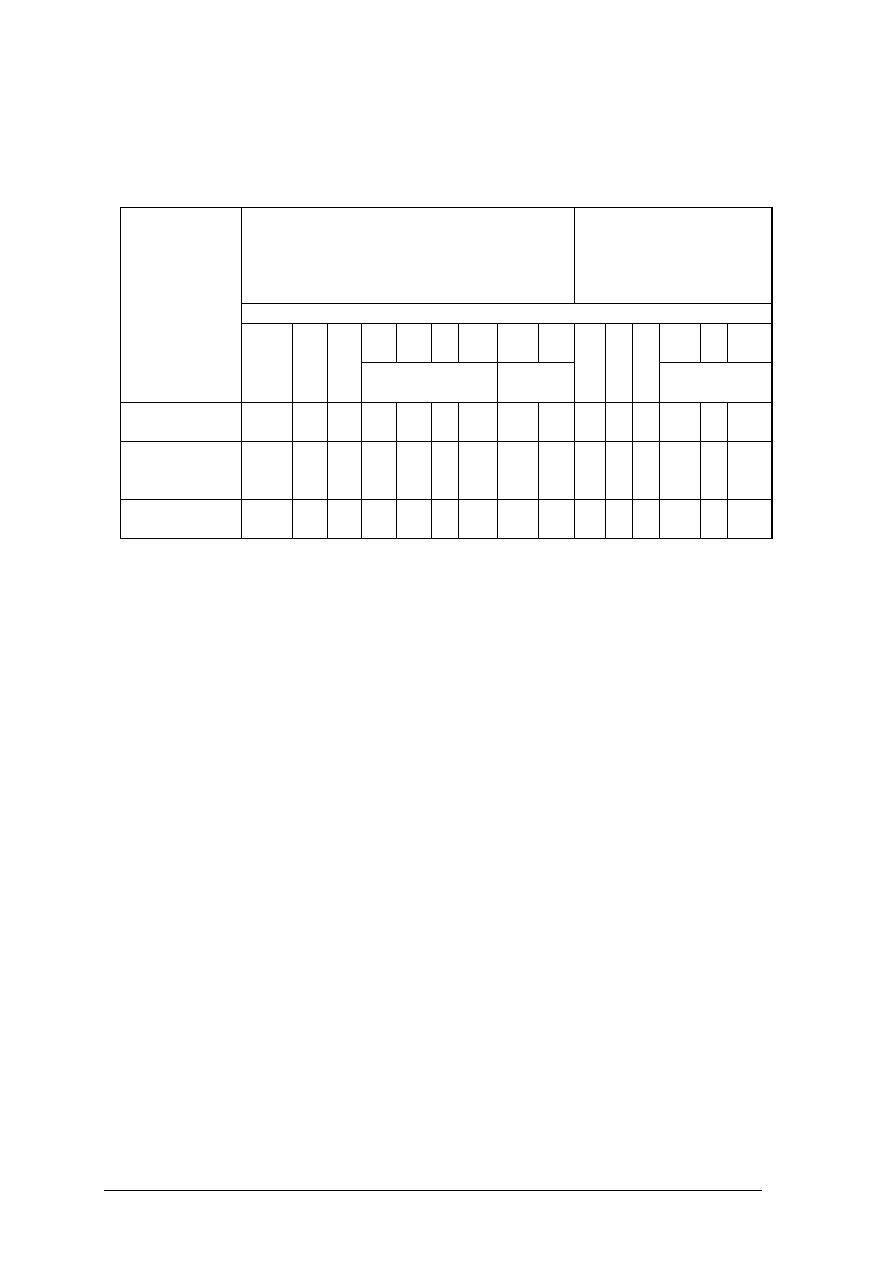
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
73
nowoczesnych urządzeń montażowych uwzględnia w wielu wypadkach konieczność
nagrzewania złączy podczas ich sklejania.
Zależność czasu klejenia od temperatury przedstawiono w tabeli 11.
Tabela 11. Czas i temperatura klejenia roztworem kleju mocznikowego [1, s. 91]
Oznaczenie
czasu w
minutach
Klej MC-60 na zimno utwardzacz UZP
Klej KMC-40 na gorąco
utwardzacz U G P
temperatura klejenia w °C
15
20
30
50
60
70
80
95
105
15
20
30
80
95
105
blachy grzejne
płyty
grzejne
płyty grzejne
Czas otwarty
30
15
7
—
—
—
—
—
—
40
30
10
—
—
—
Czas załadunku
elementów
—
—
—
3
2,5
2
1,5
0,75
0,5
—
—
—
1,75
1
0,75
Czas zasadniczy
klejenia
180
90
40
35
27
20
5
3
2
—
—
_
10
7
5
Klejenie klejami neoprenowymi. Spoiny klejowe z tych klejów wykazują dużą
elastyczność i dlatego mogą być stosowane do przyklejania laminatów, które cechują się dużą
elastycznością i kurczliwością.
Przebieg klejenia klejami neoprenowymi. Temperatura drewna nie powinna być niższa
od 15°C. Na powierzchnię jednego elementu nakładamy klej i poddajemy suszeniu w ciągu
15÷45 minut. Następnie na powierzchnię drugiego elementu nakłada się klej i składa obydwa
elementy powierzchniami pokrytymi klejem. Elementy należy przepuścić przez specjalne
walce dociskowe, wywierając nacisk 0,5÷4,4 MPa. Po przejściu przez walce spoina jest
dostatecznie utwardzona i klejenie zakończone. Taki sposób nazywa się klejeniem
kontaktowym. Wzrost nacisku podczas klejenia zwiększa wytrzymałość spoiny klejowej.
Okleinowanie powierzchni płyt. Cechy estetyczne okleiny sprawiają, że jest to ciągle
stosowany materiał do pokrywania elementów mebli wykonywanych z płyt meblowych.
Ze względu na technologię klejenia można wyróżnić okleinowanie płaszczyzn, powierzchni
profilowych oraz boków płaskich i profilowych. Elementy płytowe są okleinowane
dwustronnie, przy czym ważne jest zachowanie symetrii. Oznacza to, że z każdej strony płyty
powinien być przyklejony ten sam rodzaj materiału, równej grubości i wilgotności,
o jednakowym przebiegu włókien drzewnych. Nieprzestrzeganie tej zasady powoduje zmianę
kształtów płyty. Okleinowanie tych powierzchni odbywa się najczęściej w prasach
hydraulicznych wielopłytowych. Stosowane są przede wszystkim kleje mocznikowe
na gorąco. W niewielkich wytwórniach mebli są jeszcze w użyciu kozły stolarskie lub prasy
śrubowe, w których jest stosowany docisk mechaniczny. W razie stosowania tych urządzeń
używa się klejów glutynowych lub mocznikowych na ciepło i na zimno. Są to jednak metody
mało wydajne. Ciśnienie w prasach podczas okleinowania wynosi 0,4÷0,5 MPa.
Okleinowanie powierzchni profilowych o dużych wymiarach można przeprowadzać
równocześnie z wykonywaniem profilu, czyli z wygięciem płyty. Można również okleinować
płytę wygiętą, o profilu już ustalonym. W pierwszym wypadku stosuje się prasy hydrauliczne
o płytach profilowych, w drugim wypadku — częściej prasy pneumatyczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
74
Okleinowanie boków elementów meblowych można przeprowadzać ręcznie lub za
pomocą specjalnych urządzeń. Ręczne okleinowanie ma następujący przebieg. Paski okleiny
przeznaczone do okleinowania należy nawilżyć jednostronnie wodą. Na bok elementu nanosi
się klej glutynowy i nakłada okleinę nie nawilżoną powierzchnią. Krawędzią młotka lub
klocka mocno dociska się okleinę, zwracając uwagę, aby nadmiar kleju został wyciśnięty
spod okleiny. Najlepsze wyniki uzyskuje się wtedy, gdy klej przed przykryciem go okleiną,
po dotknięciu palcem wyciąga się w nitki klejowe. Podczas okleinowania wszystkich czterech
boków elementu należy okleinować je parami, po dwa przeciwległe boki. Szerokość pasków
okleiny jest większa od szerokości okleinowanych boków o 2÷4mm. Czołowe powierzchnie
płyt stolarskich listewkowych należy okleinować podwójną warstwą okleiny. Opisana
powyżej metoda jest stosowana obecnie w niewielkich wytwórniach mebli.
Nowoczesne przemysłowe metody polegają na stosowaniu urządzeń dociskających
mechanicznie okleinę do boków oraz podgrzewających spoinę klejową, co w razie stosowania
kleju termoutwardzalnego skraca czas trwania tej operacji. Wartość temperatury jest
utrzymywana na jednakowym poziomie za pomocą urządzenia zwanego termostatem.
W zależności od rodzaju kleju waha się ona w granicach 60÷120°C w okresie nagrzewania
i 60÷220°C w okresie prasowania. Szybkość okleinowania wynosi 3÷18 m/min. Do klejenia
mogą być używane kleje mocznikowe i kleje neoprenowe (kontaktowe). Najnowocześniejsze
urządzenia tego typu to okleiniarki boków. Pracują one metodą ciągłą, tzn. że podczas
dwustronnego okleinowania boków elementy są przesuwane przez urządzenie, które nanosi
klej, przykłada i dociska okleinę, utwardza spoinę klejową i wyrównuje okleinę
z płaszczyznami płyt.
W urządzeniach tego typu stosuje się kleje topliwe, które w temperaturze pokojowej nie
wykazują przyczepności. Po stopieniu w temperaturze 188÷200°C klej wykazuje dużą
przyczepność do drewna i różnych tworzyw. Ochładzany powraca do stanu stałego. Reakcja
ta jest odwracalna i klej podgrzany ponownie staje się płynny. Operacja taka może być
powtarzana wielokrotnie, jednak trzeba pamiętać, by łączny czas podgrzewania kleju
w temperaturze 180÷200°C nie przekraczał 24 godzin.
Wilgotność klejonych elementów nie może przekraczać 8÷12%. Klej umieszcza się
w zbiorniku zasilającym, w którym można podnieść temperaturę do 180÷200°C. Roztopiony
klej ze zbiorniczka przedostaje się na walec (rolkę), który nanosi go na powierzchnie
oklejane. Ilość nanoszonego kleju nie powinna przekraczać 120÷150 g/m
2
. Gruba spoina
klejowa wykazuje mniejszą odporność na podwyższoną temperaturę. Prędkość posuwu —
15÷25 m/min. Docisk oklein — 0,4÷0,5 MPa.
Zbiornik kleju powinien być dokładnie zamknięty pokrywą, tak aby klej nie stykał się
z tlenem zawartym w powietrzu. W miejscu klejenia trzeba unikać przewiewów (przeciągów).
Powietrze w miejscu pracy nie może być zapylone, bowiem pył gromadząc się w zamkniętym
zbiorniku z klejeni może spowodować zapalenie się kleju na skutek samozapłonu.
Oklejanie powierzchni laminatem. Spośród tworzyw sztucznych, stosowanych do
oklejania elementów mebli skrzyniowych, najczęściej w Polsce są używane laminaty. Okleja
się nimi meble kuchenne, szczególnie płyty stołów, szafek czy taboretów. Mogą być również
wprowadzone do mebli użyteczności publicznej, jak np. wyposażenie sklepów, stołówek,
restauracji. Oklejanie płyt laminatem należy przeprowadzić obustronnie. Dobre wyniki daje
oklejanie jednostronne z równoczesnym pokrywaniem strony przeciwległej innym rodzajem
tworzywa,
np.
płytą
pilśniową.
Do
przyklejania
laminatów
stosuje
się
kleje
polioctanowinylowe i neoprenowe oraz mocznikowe. Klejenia klejem polioctanowinylowym
dokonuje się w temperaturze 18÷50°C, przy czym wzrost temperatury powoduje skrócenie
czasu wiązania. Ciśnienie klejenia wynosi 0,2÷0,3 MPa. Dobrze jest po naniesieniu kleju
zastosować czas otwarty wynoszący nie więcej niż 10 minut.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
75
Przyklejanie laminatu klejeni neoprenowym przebiega następująco. Rozcieńczonym
klejem powleka się powierzchnie płyt meblowych i dopiero po wyparowaniu rozpuszczalnika
nanosi się właściwą warstwę kleju na płytę i powierzchnie laminatu. W drugiej fazie
nanoszenia kleju stosuje się czas otwarty wynoszący 5÷40 minut, tj. do czasu,
aż powierzchnia kleju nie przykleja się po dotknięciu palca. Po nałożeniu laminatu stosuje się
docisk wałkiem gumowym lub klockiem z nakładką filcową. Można również oklejanie takie
wykonać za pomocą prasy mechanicznej, stosując ciśnienie 0,490÷0,981 MPa. Boki płyt
laminowanych okleja się doklejkami z tworzyw sztucznych lub specjalnymi foliami.
Oklejanie powierzchni foliami dekoracyjnymi. Folie dekoracyjne przykleja się do płyt
klejami mocznikowymi w płynie lub w postaci błony oraz klejami kontaktowymi. W celu
zabezpieczenia przed uszkodzeniem powierzchni przyklejanej folii oklejanie przeprowadza
się między blachami polerowanymi. Parametry przyklejania folii klejami mocznikowymi są
następujące:
–
wilgotność płyt oklejanych — najwyżej 9%,
–
wilgotność folii — 5÷7%,
–
ilość nanoszonego kleju na płyty wiórowe i paździerzowe — 180 g/m
2
,
–
ilość nanoszonego kleju na płyty pilśniowe — 250÷300 g/m
2
,
–
ciśnienie klejenia — 0,5÷0,7 MPa,
–
temperatura klejenia — 115÷120°C,
–
czas klejenia — 7 minut.
Po zakończeniu klejenia należy ułożyć elementy oklejane w stosy przekładając je
arkuszami tektury grubości 2÷3 mm.
Oklejanie boków doklejkami drewnianymi. Doklejki obejmujące element ze
wszystkich boków są zakończone na narożnikach złączem stykowo-uciosowym.
Od dokładności wykonania uciosów zależy jakość uzyskanych narożników. Przyklejenia
listew można dokonać za pomocą ścisków stolarskich, zwornic lub jarzm. Te rzemieślnicze
metody są coraz częściej wypierane przez urządzenia dociskowe pneumatyczne lub
hydrauliczne, umożliwiające podgrzewanie spoiny klejowej.
Oklejanie boków doklejkami z tworzyw sztucznych. Doklejki profilowe mają wypust,
który po osadzeniu w płycie jest wciskany do wpustu wykonanego w boku płyty. Szerokość
wpustu powinna być mniejsza od grubości wypustu doklejki o 0,1÷0,4 mm, a głębokość jest
większa od szerokości wypustu o lmm. Doklejki przed przyklejeniem należy pociąć na
odpowiednie odcinki, wykonać połączenia i spawać. Tuż przed przyklejeniem należy
je nagrzać w ciągu kilku godzin w temperaturze ok. 50°C. Można dokonać tego w suszarce
lub w wodzie. Celem tego zabiegu jest uplastycznienie doklejki, co ułatwia jej przyleganie do
okleinowanego boku płyty. Jeżeli doklejki mają być łączone w obwód zamknięty, a naroża
elementu oklejanego są zaokrąglone, odmierza się odcinek doklejki o 2÷3% krótszy
od obwodu oklejanej płyty. W ten sposób uzyskuje się prawidłowe napięcie doklejek
po zamocowaniu jej na płycie. Jeżeli naroża są ostre, wtedy należy odciąć cztery odcinki
pozostawiając nadmiar na wykonanie połączeń. Cięcia doklejek dokonuje się za pomocą
ostrego noża, piłki lub kolby spawalniczej, w której w miejscu zwykłej końcówki
zamocowuje się płaską zaostrzoną płytkę miedzianą lub mosiężną. Równocześnie
w miejscach, które mają przylegać do zaokrąglonych naroży o promieniu poniżej 30 mm,
należy wykonać wycięcie wypustów doklejki. Ułatwi to naciągnięcie doklejki na płytę
i zapobiegnie zniekształceniu doklejki. Łączenie doklejek w obwód zamknięty odbywa się za
pomocą spawania w temperaturze 200°C. Do wykonania tej czynności używa się kolby
elektrycznej, stosowanej do cięcia doklejek. Rozgrzaną płytką kolby nagrzewa się uciosy

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
76
doklejki do momentu płynięcia tworzywa, po czym doklejkę zsuwa się z płytki, a spawane
końce mocno do siebie dociska. Miejsce spawania na wpustach doklejki należy oczyścić
w celu ułatwienia osadzenia doklejki w płycie.
Doklejkę po przyklejeniu klejem mocznikowym lub neoprenowym dobija się mocno
młotkiem ze stopką z twardej gumy, tak aby przylegała ona równomiernie do boków płyty.
Stygnąca doklejka twardnieje i kurczy się, uzyskując odpowiednie napięcie. Dalsze operacje
można przeprowadzić po upływie 24 godzin w razie zastosowania kleju mocznikowego.
Wyrównanie szerokości doklejki z grubością płyty przeprowadza się ścinając nożem
wystające ponad powierzchnię płyty części doklejki. Wyrównania doklejek można dokonać
specjalną kolbą za pomocą strumienia gorącego powietrza. Zamocowaną i wyrównaną
doklejkę należy oczyścić papierem ściernym oraz potrzeć filcem nawilżonym octanem etylu,
który rozpuszczając powierzchnię tworzywa wyrównuje tym samym drobne nierówności.
Można również w celu nadania doklejce odpowiedniego połysku polerować ją woskiem
pszczelim.
Oklejanie boków foliami. Barwne folie grubości 0,8÷1mm nakleja się podwójną warstwą
na powierzchnie dobrze wyrównane. Zaletą tej metody jest to, że w oklejonych
powierzchniach nie potrzeba wykonywać wgłębień na wpusty. Parametry oklejania foliami są
następujące:
–
ciśnienie prasowania — 0,785 MPa,
–
temperatura prasowania — 40°C,
–
czas trwania prasowania — 3÷5 minut,
–
czas zasadniczego klejenia — 20 sekund,
–
czas sezonowania — kilkanaście godzin.
Sklejanie połączeń stolarskich. Te czynności są połączone z montażem mebli. Obecnie
coraz częściej montaż mebli jest dokonywany po wykończeniu powierzchni elementów.
W takich wypadkach trzeba zachować dużą ostrożność, aby podczas sklejania złączy nie
uszkodzić wykończonej powierzchni. Uszkodzenia mogą być powodowane działaniem
czynników mechanicznych lub chemicznych, wywołanych działaniem kleju na materiał
lakierniczy.
Sklejanie połączeń stolarskich składa się z czterech czynności: naniesienia kleju, złożenia
połączenia i wywarcia docisku, ustawienia elementów względem siebie i sezonowania.
W bardziej prymitywnych warunkach montażu wcisku złączy dokonuje się za pomocą
młotka, uderzając nim przez drewniany klocek uprzednio ustawione złącze. W tych
wypadkach ustawienie elementów względem siebie należy skontrolować kątownikiem.
Stosowanie mechanicznych lub pneumatycznych, czy hydraulicznych urządzeń montażowych
skraca czas klejenia złączy. Kontrola ustawienia elementów względem siebie nie jest tu
potrzebna, ponieważ opory urządzeń nie pozwalają na dowolne przesuwanie się sklejanych
elementów.
Dokładność sklejenia złączy ma wpływ na wygląd ostateczny oraz jakość gotowego
wyrobu. Dokładność polega przede wszystkim na odpowiednim docisku łączonych
elementów, tak aby nie było szczelin w złączach. Tego rodzaju wady powodują nie tylko
obniżanie wyglądu estetycznego wyrobu, lecz także osłabiają wytrzymałość złącza.
Na dokładność sklejenia wpływa również prawidłowe ustawienie względem siebie łączonych
elementów. Wszelkie odchyłki wypaczają kształt podzespołów, utrudniają dalszy montaż
i zniekształcają gotowy wyrób. Podczas stosowania docisku następuje wyciskanie kleju ze
złączy. Wycieki kleju najlepiej zbierać po częściowym utwardzeniu kleju.
Sezonowanie sklejonych elementów umożliwia stwardnienie kleju i usztywnienie połączeń.
Czas sezonowania zależy od rodzaju złączy i kleju oraz dalszych operacji, którym ma być
poddawany sklejony zespół. Przeciętny czas sezonowania nie powinien być krótszy niż
24 godziny.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
77
Wady klejenia
Najczęstszymi wadami występującymi podczas klejenia i okleinowania są plamy,
przebicia klejowe, pęcherze, pofałdowania okleiny, wtłoczenia, wypaczenia elementów
i uszkodzenia mechaniczne.
Plamy występują podczas okleinowania wtedy, gdy związki żelaza z kleju lub płyt
dociskowych wchodzą w reakcje z garbnikami zawartymi w drewnie, albo gdy następuje
synteza silnie zasadowych roztworów kleju z garbnikami. Usuwanie plam żelazowych polega
na zmyciu całych powierzchni elementu perhydrolem (30% woda utleniona) albo 2÷6%
roztworem kwasu szczawiowego lub solą szczawikową. Po wywabieniu plam elementy
zmywa się letnią czystą wodą.
Przebicia klejowe są następstwem okleinowania drewna fornirem o dużych porach
i prześwitach. Usuwanie przebić klejów termoutwardzalnych jest bardzo trudne i polega na
szlifowaniu powierzchni. Zapobiegać przebiciom można stosując odpowiednio długi czas
otwarty. Można również zabarwić roztwór kleju dostosowując jego barwę do koloru drewna.
Przebicia klejów termoplastycznych, jak np. kleju glutynowego, można usunąć przez
intensywne zmywanie ciepłą wodą powierzchni okleinowanych, na których są widoczne
przebicia klejowe. Zabiegu tego najlepiej dokonać szczotką ryżową, przy czym kierunki
ruchów szczotki powinny być równoległe do włókien drzewnych.
Pęcherze powietrzne są to miejsca, w których nie nastąpiło przyklejenie okleiny.
Przyczynami powstawania tej wady są: niewłaściwy roztwór kleju i jego nierównomierne
naniesienie, zbyt małe ciśnienie podczas klejenia, za duża wilgotność drewna, zbyt niska lub
za wysoka temperatura klejenia oraz szybkie zwalnianie ciśnienia. Usuwanie pęcherzy polega
na przycięciu ich wzdłuż włókien i wprowadzeniu kleju termoplastycznego pod okleinę.
Po tym zabiegu na miejsce wadliwe należy wywrzeć nacisk młotkiem żelaznym lub
drewnianym klockiem, stosując docieranie.
Pofałdowanie przyklejonej okleiny można usunąć jedynie w wypadku stosowania
do klejenia klejów termoplastycznych przez rozprowadzenie fałd gorącym żelazkiem,
po uprzednim ich nawilżeniu.
Wtłoczenia są następstwem nie utrzymywania w czystości metalowych elementów
urządzeń, których zadaniem jest wywieranie ciśnienia podczas klejenia. Niewielkie
wtłoczenia można usuwać nawilżając letnią wodą miejsca wtłoczone. W zetknięciu z wodą
drewno pęcznieje, co zmniejsza widoczność wtłoczeń lub nawet je usuwa.
Wypaczenie elementów jest wywołane naprężeniami występującymi w sklejonym
drewnie. Wady tej można uniknąć przez stosowanie symetrii okleinowania.
Uszkodzenia mechaniczne powstają podczas nieostrożnego manipulowania elementami
okleinowanymi. Usuwanie tych wad jest w zależności od stopnia i miejsca uszkodzenia
niekiedy bardzo trudne. Uszkodzoną okleinę należy wyciąć i zastąpić okleiną z podobną
barwą i usłojeniem.
Bezpieczeństwo i higiena pracy podczas klejenia
Niektóre składniki roztworów klejowych są szkodliwe dla zdrowia. Do takich substancji
należy wolny formaldehyd, który jest składnikiem kleju mocznikowego. Wydziela się on
podczas procesu klejenia, drażniąc spojówki, wywołując kaszel, wysypkę na skórze,
bezsenność, bóle końców palców i bóle głowy. Obecnie wprowadzono do produkcji klej
mocznikowy bezzapachowy (BZ), w którym ilość wolnego formaldehydu jest znacznie
mniejsza. Również kleje fenolowe są szkodliwe dla organizmu ludzkiego z powodu
wydzielania się wolnego fenolu, który wywołuje zapalenie skóry oraz wiele szkodliwych
objawów u ludzi mało odpornych. Do drażniących skórę składników należy również wapno
w kleju kazeinowym.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
78
W związku ze szkodliwym działaniem wymienionych środków chemicznych na organizm
ludzki pracownicy zatrudnieni w klejami powinni utrzymywać w czystości ręce podczas
spożywania posiłków w czasie przerw śniadaniowych. Na ustalonych stanowiskach,
w zależności od stopnia szkodliwości, pracownicy klejami otrzymują mleko w czasie pracy.
W skład klejów neoprenowych wchodzą lotne i łatwo palne składniki. Dlatego przy użyciu
tych klejów zalecana jest szczególna ostrożność. W pomieszczeniach, w których jest
stosowany tego rodzaju klej, nie wolno palić papierosów.
Szczegółowe zasady bezpieczeństwa i higieny pracy obowiązujące w klejami
są następujące:
–
Robotnicy zatrudnieni w klejami powinni być wyposażeni w ubrania ochronne,
składające się z gumowych fartuchów, rękawic i butów.
–
Nad mieszadłami do klejów i prasami powinny być zainstalowane kominy wentylacyjne.
–
Podłogi klejami należy utrzymywać w czystości, spłukiwać wodą rozlany klej i inne
składniki.
–
Nakładarki walcowe należy codziennie myć, przy czym mycie należy przeprowadzać od
strony wyjściowej, tak aby nie dopuścić do wciągnięcia rąk przez walce.
–
Nie poprawiać materiału powlekanego roztworem klejowym podczas jego przejścia przez
walce.
–
Ładunki ułożone w prasie można poprawiać jedynie łopatkami drewnianymi, unikając
wkładania rąk między płyty prasy.
–
Na przewody parowe znajdujące się w pobliżu prasowacza stosować osłony z blachy.
Organizacja i metody pracy podczas klejenia drewna
Organizacja pracy w klejarni polega na prawidłowym przygotowaniu materiałów,
rozłożeniu ich na stanowisku roboczym, przygotowaniu urządzeń klejarskich oraz
odpowiedniej współpracy zespołu wykonującego czynności klejenia. Ze względu na
wyposażenie w urządzenia klejenie w wytwórniach mebli odbywa się na następujących
stanowiskach roboczych:
–
oklejania powierzchni elementów,
–
oklejania wąskich powierzchni elementów,
–
oklejania elementów litych,
–
sklejania ram.
Oklejanie powierzchni elementów odbywa się najczęściej w prasach hydraulicznych.
Do zabezpieczenia wąskich powierzchni elementów doklejkami z drewna stosuje się
urządzenia dociskowe (ściski) hydrauliczne lub pneumatyczne, podobnie jak do okleinowania
tych powierzchni okleinami oraz sklejania elementów litych i ram. Z punktu widzenia
organizacyjnego przygotowanie materiałów polega na zgromadzeniu takiej ich ilości, aby
istniała gwarancja ciągłości pracy.
Przed przygotowaniem roztworu klejowego należy sprawdzić sprawność urządzeń
klejarskich.
Czynności klejenia można dokonywać indywidualnie i zespołowo. Zespołowa obsługa
urządzeń klejarskich wymaga zastosowania prawidłowego podziału pracy między członkami
zespołu oraz dobrej współpracy. Polega ona na takim rozłożeniu czynności w czasie, aby nie
występowały przerwy i zahamowania w normalnym toku pracy, lecz aby działania
poszczególnych pracowników wspomagały się .wzajemnie, tworząc harmonijną całość.
Technologia klejenia ustala dokładnie czas otwarty i czas załadowania urządzeń
wywierających nacisk podczas klejenia. Niesprawne nanoszenie kleju na powierzchnie
sklejane, powolne formowanie pakietów sklejanych elementów oraz niezbyt sprawne
przeprowadzenie załadunku powodują nie tylko obniżenie wydajności pracy, lecz również
pogarszają jakość klejenia.
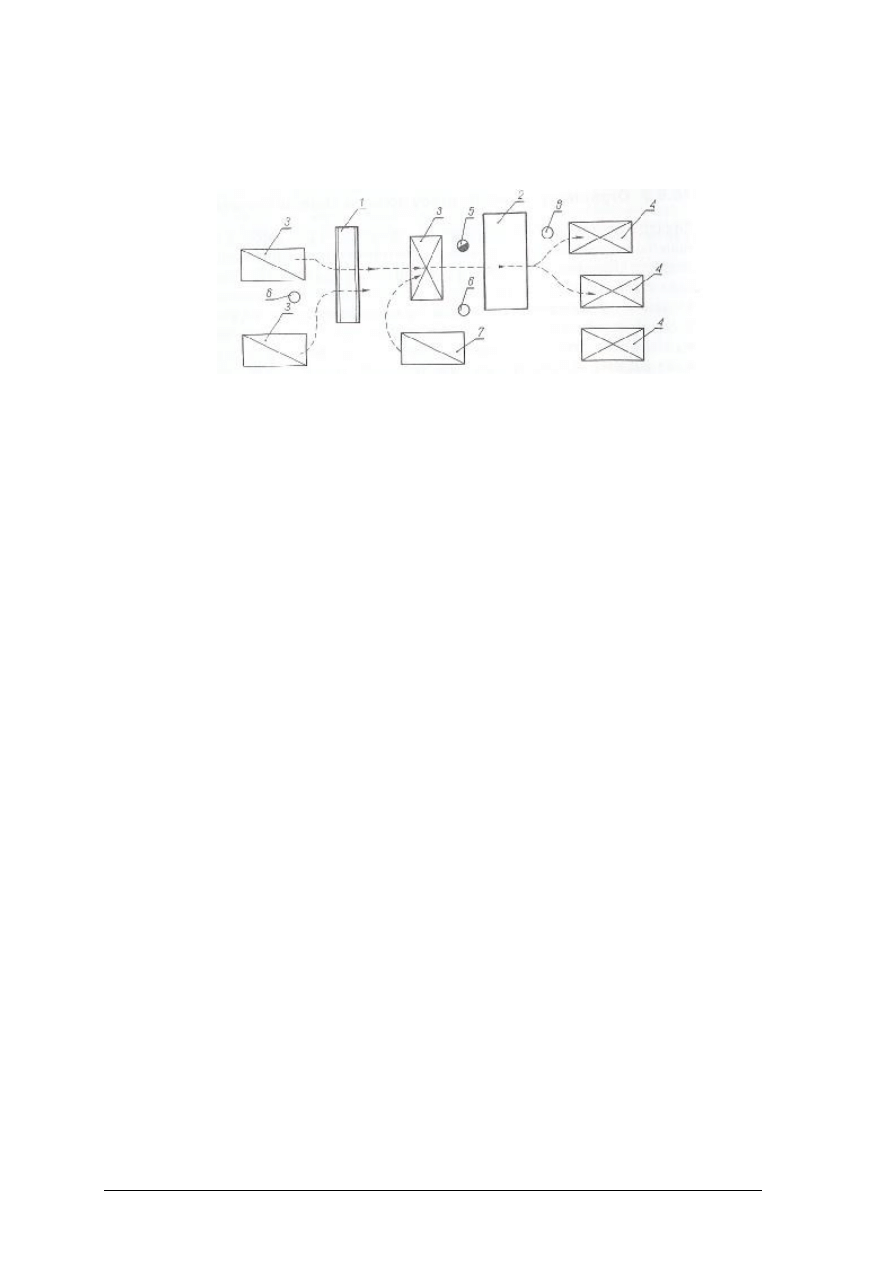
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
79
Na sprawny przebieg klejenia ma wpływ rozmieszczanie na stanowisku klejenia jego
części składowych. W przemysłowych warunkach produkcji oklejanie elementów płaskich
odbywa się w prasach hydraulicznych.
Rys. 15 Plan sytuacyjny stanowiska prasy hydraulicznej do oklejania płaszczyzn [1, s 448]
1- nakładarka walcowa, 2- prasa hydrauliczna, 3- materiał do oklejania, 4- materiał po oklejeniu,
5 – stanowisko prasowacza, 6 – stanowisko pomocników, 7- okleina
4.6.2. Pytania sprawdzające
Odpowiadając na pytania sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie parametry stosuje się podczas klejenia drewna i tworzyw drzewnych?
2. Na jakie okresy czasu można podzielić całkowity czas klejenia?
3. Jaki jest podział sposobów klejenia ze względu na temperaturę?
4. Na czym polega przebieg klejenia i jakie są parametry podczas klejenia klejem
glutenowym?
5. Na czym polega przebieg klejenia i jakie są parametry podczas klejenia klejem
poliwinylowym?
6. Na czym polega przebieg klejenia i jakie są parametry podczas klejenia klejem
mocznikowym?
7. Jakie są parametry i na czym polega przebieg okleinowania powierzchni elementów
płytowych?
8. Jakie są parametry i na czym polega przebieg oklejania powierzchni laminatem, foliami,
doklejkami drewnianymi i z tworzyw sztucznych?
9. Jakie kolejne czynności należy wykonać podczas sklejenia połączeń stolarskich?
10. Jakie wady występują podczas klejenia i okleinowania?
4.6.3. Ćwiczenia
Ćwiczenie 1.
Opracuj instrukcję technologiczną okleinowania płyt meblowych w prasie hydraulicznej
siedmio półkowej o wymiarach 2000 x 1300 mm, 10 tłokowej o średnicy 115 mm przyjmując
do obliczeń następujące dane:
–
wymiary okleinowanych elementów – 165 x 400 x 20 mm,
–
grubość okleiny – 0,8 mm,
–
klej mocznikowy stosowany na gorąco.
Sposób wykonywania ćwiczenia

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
80
Aby wykonać ćwiczenie powinieneś:
1)
Zapoznać się z literaturą na temat okleinowania,
2)
Obliczyć czas klejenia,
3)
Obliczyć ciśnienie jakie należy uzyskać na monometrze prasy,
4)
Obliczyć liczbę elementów o podobnych wymiarach, jakie można zaokleinować
podczas jednej zmiany roboczej (w czasie 420 minut),
5)
Obliczyć ile elementów można równocześnie załadować do prasy,
6)
Dokonać oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
-
przybory o pisania,
-
kalkulator,
-
literatura z rozdziału 6.
Ćwiczenie 2.
Rozpoznaj wady klejenia drewna i okleinowania tworzyw drzewnych, określ przyczyny
ich powstawania i sposoby ich usuwania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z rodzajami wad klejenia i okleinowania drewna oraz z przyczynami ich
powstawania i sposobami ich usuwania,
2) przygotować próbki z wadami klejenia i okleinowania drewna,
3) zapoznać się z wadami klejenia i okleinowania,
4) sporządzić w formie tabeli przyczyny i sposoby usuwania wad klejenia drewna
i okleinowania tworzyw drzewnych,
5) dokonaj oceny poprawności wykonanego ćwiczenia.
Wyposażenie stanowiska pracy:
-
próbki z wadami klejenia drewna i okleinowania tworzyw drzewnych,
-
przybory do pisania,
-
literatura z rozdziału 6.
Ćwiczenie 3.
Zaokleinuj ręcznie wąskie płaszczyzny elementu płytowego o wymiarach 800 x 400 x 20
klejem glutynowym i oblicz zużycie kleju.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie powinieneś:
1) zapoznać się z zasadami okleinowania tworzyw drzewnych,
2) przygotować roztwór kleju glutynowego,
3) przygotować okleinę,
4) przygotować element do okleinowania o wymiarach 800 x 400 x 20,
5) przeprowadzić okleinowanie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
81
Wyposażenie stanowiska pracy:
-
klej glutenowy w postaci handlowej,
-
naczynie do sprzątania roztworu kleju glutynowego,
-
naczynie z wodą,
-
okleina,
-
nóż,
-
klocek dociskowy,
-
strugnica,
-
element do okleinowania o wymiarach 800 x 400 x 20,
-
przyrznica do fornirów dwustronna,
-
literatura z rozdziału 6.
4.6.4. Sprawdzian postępów
Czy potrafisz:
TAK NIE
1) określić parametry stosowane podczas klejenia drewna i tworzyw
drzewnych?
¨
¨
2) dokonać podziału całkowitego czasu klejenia?
¨
¨
3) dokonać podziału sposobów klejenia ze względu na temperaturę?
¨
¨
4) wyjaśnić na czym polega przebieg klejenia klejem glutynowym?
¨
¨
5) wyjaśnić na czym polega przebieg klejenia i wymienić parametry
podczas klejenia klejem poliwinylowym?
¨
¨
6) wyjaśnić na czym polega przebieg klejenia i wymienić parametry?
7) podczas klejenia klejem mocznikowym?
¨
¨
8) wymienić parametry i określić przebieg okleinowania elementów
płytowych?
¨
¨
9) wymienić parametry i określić przebieg oklejenia powierzchni
10) laminatem, foliami, doklejkami drewnianymi i z tworzyw sztucznych?
¨
¨
11) wymienić kolejne czynności jakie należy wykonać
podczas sklejania połączeń stolarskich?
¨
¨
12) wymienić wady które powstają podczas klejenia i okleinowania?
¨
¨

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
82
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJE DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem pytań testowych.
4. Test zawiera 22 zadania o różnym stopniu trudności. Każde zadanie zawiera cztery
alternatywy, tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi tylko na załączonej karcie odpowiedzi, stawiając w odpowiedniej
rubryce znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem,
a następnie ponownie zakreślić odpowiedź prawidłową.
6. Test składa się z dwóch części o różnym stopniu trudności: I część – poziom
podstawowy, II część - poziom ponadpodstawowy.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Kiedy udzielenie odpowiedzi będzie sprawiało Ci trudność, odłóż jego rozwiązanie na
później i wróć, gdy zostanie czas wolny.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia !

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
83
ZESTAW ZADAŃ TESTOWYCH
1. Co nazywamy klejem?
a) materiał niemetaliczny składający się z substancji klejowej i substancji dodatkowych
b) materiał metaliczny składający się z substancji klejowej i substancji dodatkowych
c) materiał niemetaliczny składający się z substancji dodatkowych
d) materiał metaliczny składający się z substancji klejowej
2. Co nazywamy adhezją?
a) siły spójności międzycząsteczkowej kleju
b) przyczepność kleju do powierzchni klejonego materiału
c) przyczepność klejonego materiału
d) siły statyczne działające na spoinę klejową
3. Klej glutynowy to:
a) klej kazeinowy
b) klej kauczukowy
c) klej albumniowy
d) klej skórny
4. Klej topliwy to:
a) klej termoplastyczny
b) klej chemoutwardzalny
c) klej termoutwardzalny
d) klej polikondensacyjny
5. Odporność spoiny klejowej to:
a) stopień podatności na działanie niszczące czynników zewnętrznych
b) stopień podatności na działanie niszczące czynników wewnętrznych
c) stopień podatności na działanie niszczące czynników zewnętrznych i wewnętrznych
d) stopień podatności na działanie zmiennych temperatur
6. Ilość składników w recepturach klejowych podaje się:
a) w litrach
b) w gramach
c) w metrach sześciennych
d) w decymetrach sześciennych
7. Czas moczenia kleju glutynowego w postaci perełek wynosi:
a) 20 minut
b) 1 godzinę
c) 12 godzin
d) 6 godzin
8. Przygotowanie kleju topliwego do okleinowania wąskich płaszczyzn wymaga temperatury
w granicach:
a) 188 – 200
o
C
b) 40 – 60
o
C
c) 100 – 150
o
C
d) 230 – 250
o
C
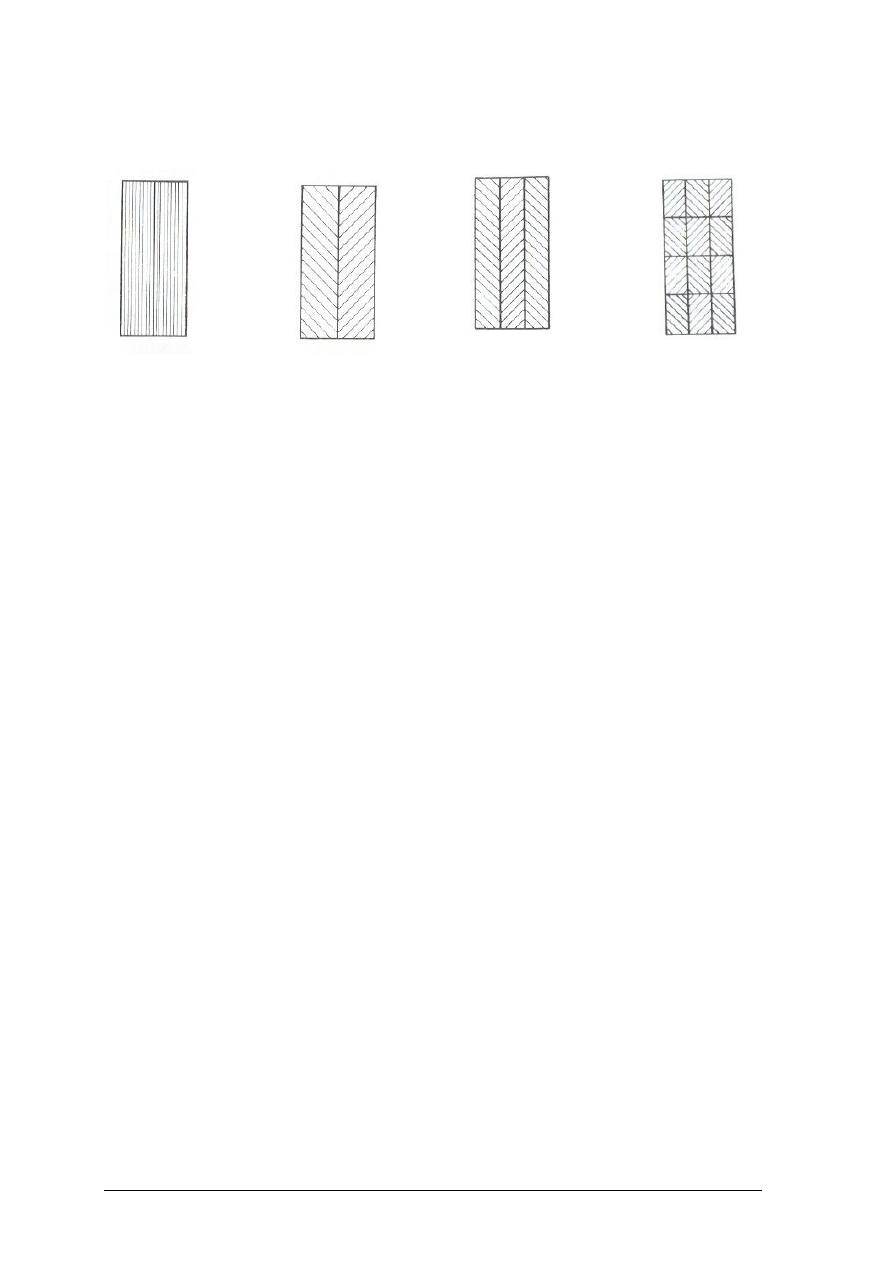
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
84
9. Ułożenie okleiny w jodełkę przedstawia rysunek
a)
b)
c)
d)
10. Lepkość względna roztworu klejowego podajemy w następujących jednostkach:
a) stopniach Kelwina
b) stopniach Celcjusza
c) stopniach Englera
d) w sekundach
11. Wraz ze wzrostem grubości spoiny klejowej jej wytrzymałości:
a) rośnie
b) nie zmienia się
c) jest zależna od rodzaju kleju
d) maleje
12. Klejenie na ciepło wymaga temperatury:
a) 20 – 30
o
C
b) 70 – 100
o
C
c) 30 – 70
o
C
d)100 – 160
o
C
13. Wydzielanie się formaldehydu z kleju mocznikowego powoduje:
a) krwotok z nosa
b) zapalenie ucha środkowego
c) drażnienie spojówek
d) bielactwo skóry
14. Przy oklejaniu boków foliami czas zasadniczego klejenia wynosi:
a) 20 sekund
b) 10 sekund
c) 30 sekund
d) 40 sekund
15. Usuwanie plam żelazowych powstałych podczas okleinowania polega na zmyciu całych
powierzchni elementu:
a) 30% wodą utlenioną
b) 40% wodą utlenioną
c) 8% roztworem kwasu szczawiowego
d) 10% roztworem kwasu szczawiowego

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
85
16. Wytrzymałość spoiny klejowej o wartości 3,9 MPa jest zaliczana do:
a) niedostatecznej
b) miernej
c) dobrej
d) bardzo dobrej
17. Łączny czas wielokrotnego podgrzewania kleju topliwego nie może przekroczyć:
a) 48 godz.
b) 6 godz.
c) 24 godz.
d) 12 godz.
18. Szerokość wpustu przy oklejaniu boków z tworzyw sztucznych powinna być mniejsza od
grubości wypustu doklejki o:
a) 0,5 – 0,55 mm
b) 0,1 – 0,4 mm
c) 0,4 – 0,5 mm
d) 0,5 – 1 mm
19. Ilość nanoszonego kleju syntetycznego na drewno przy klejeniu na zimno w przypadku
drewna miękkiego wynosi:
a) 175 g/m
2
b) 500 g/m
2
c) 400 g/m
2
d) 300 g/m
2
20. Przebicia klejowe są następstwem:
a) niedostatecznego ciśnienia podczas okleinowania
b) okleinowania drewna fornirem o dużych porach
c) zastosowanie kleju o zbyt kwaśnym odczynie
d) zastosowanie kleju o zbyt zasadowym odczynie
21. Ciśnienie podczas klejenia klejem poliwinylowym wynosi:
a) 3 – 3,5 MPa
b) 0,8 – 1,5 MPa
c) 0,4 – 0,5 MPa
d) 2 – 3 MPa
22. Określenie zawartości suchej masy w kleju może odbywać się za pomocą:
a) metody suszarkowo-wagowej
b) metody destylacyjnej
c) metody elekrometrycznej
d) metody Englera
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
86
KARTA ODPOWIEDZI
Imię i nazwisko ............................................................................................................................
Klejenie drewna i tworzyw drzewnych
Zakreśl poprawną odpowiedź
Nr
zadania
Odpowiedź
Punktacja
1.
a
b
c
d
2.
a
b
c
d
3.
a
b
c
d
4.
a
b
c
d
5.
a
b
c
d
6.
a
b
c
d
7.
a
b
c
d
8.
a
b
c
d
9.
a
b
c
d
10.
a
b
c
d
11.
a
b
c
d
12.
a
b
c
d
13.
a
b
c
d
14.
a
b
c
d
15.
a
b
c
d
16.
a
b
c
d
17.
a
b
c
d
18.
a
b
c
d
19.
a
b
c
d
20.
a
b
c
d
21.
a
b
c
d
22.
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
87
6. LITERATURA
1. 1Prządka W., Szczuka J.: Technologia meblarstwa cz. II WSiP, Warszawa 1991
2. Prządka W., Szczuka J.: Technologia Stolarstwo cz. II WSiP, Warszawa 1993
3. Szczuka
J.,
Żurowski J.: Materiałoznawstwo przemysłu drzewnego WSiP,
Warszawa 1999
4. Zenkteler M.: Kleje i klejenie drewna AR, Poznań 1996
5. Żurowski J.: Pracownia techniczno – doświadczalna w meblarstwie PWSzZ,
Warszawa 1973
6. Meblarstwo nr 7/43 lipiec 2004. Wydawnictwo Inwestor, 83-110 Tczew, ul.31Stycznia
7. Polska Norma PN-EN 923:2000 Kleje.Terminy i definicje. IDT EN 923:1998
8. Polska Norma PN-EN 205:2004(U) Metody badań klejów do drewna przeznaczonych do
zastosowań niekonstrukcyjnych. Określanie wytrzymałości spoiny klejowej na ścinanie
w połączeniach zakładkowych.
9. Polska Norma PN-EN 827:2006 Kleje – Oznaczanie umownej i stałej zawartości suchej
substancji
10. Polska Norma PN-89/C-04963 Analiza chemiczna – Oznaczanie pH wodnych roztworów
produktów chemicznych
11. Polska Norma PN-EN 204:2002 Klasyfikacja klejów termoplastycznych do drewna
przeznaczonych do połączeń niekonstrukcyjnych
Czasopisma
−
Gazeta przemysłu Drzewnego: Wydawnictwo Inwestor sp. z o. o.
−
Gazeta Drzewna – Holz-Zentralblatt Polska sp. z o.o. Poznań
−
Przemysł Drzewny: Wydawnictwo Świat sp. z o. o.
Wyszukiwarka
Podobne podstrony:
24 Klejenie drewna i tworzyw dr Nieznany
Klejenie i oklejanie elementów z drewna i tworzyw drzewnych
06 Zastosowanie drewna i tworzyw drzewnych w tapicerstwie
06 Zastosowanie drewna i tworzyw drzewnych w tapicerstwie
Tworzywa drzewne -wyklady, Technologia drewna
Klejenie i kitowanie tworzyw sztucznych, Akademia Morska -materiały mechaniczne, szkoła, Mega Szkoła
sprawozdanie z peBzania, Ukw, I MU, I Semestr, Tworzywa Drzewne, Laboratoria
Tworzywa drzewne, referaty, notatki
mechaniczne właściwości drewna, Surowiec drzewny
14 Technologia tworzyw drzewnyc Nieznany (2)
742[01] z3 01 u wykonywanie konstrukcji z drewna i tw drzewnych(1)
14 Technologia tworzyw drzewnych
wieleba,przetwórstwo tworzyw sztucznych, KLEJENIE
Klucz do makroskopowego rozpoznawania drewna krajowych gatunków drzew, Surowiec drzewny
Materiały drzewne i sortymenty drewna budowlanego
Różne poradu(Przyłączanie silnika trójfazowego,Malowanie okien,Ratowanie drewna,Klejenie narty,Impre
10 Klejenie i oklejanie elementów z drewna
więcej podobnych podstron