Oprzyrządowanie
przedmiotowe
część 02
dr inż. Stanisław Kowalski
POLITECHNIKA POZNAŃSKA
Wydział Budowy Maszyn
i Zarządzania
2012
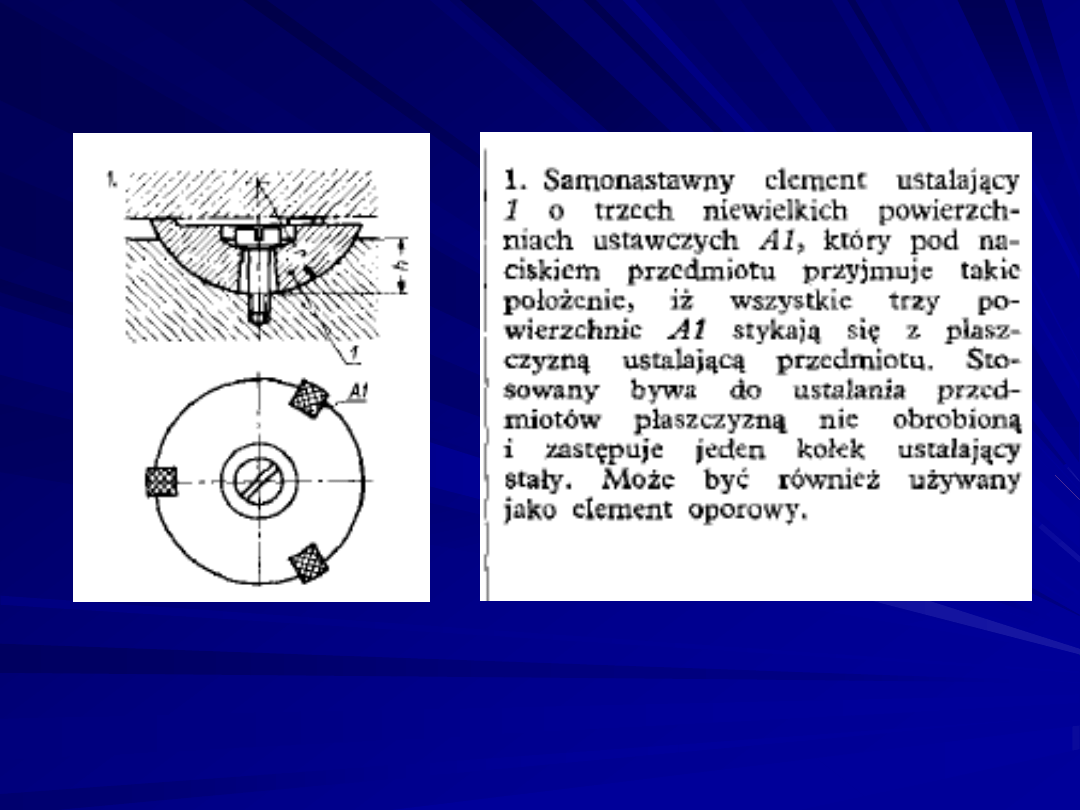
Ustalenie przedmiotu
02
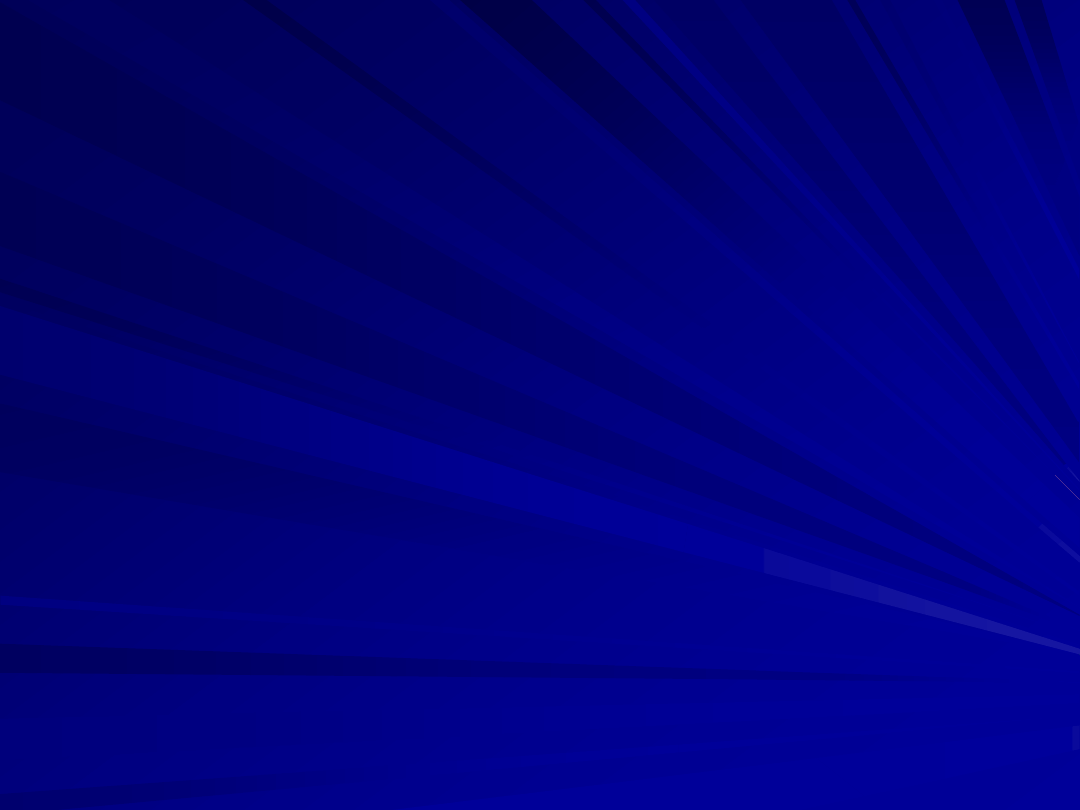
Sześć stopni swobody przedmiotu
obrabianego i ich odbieranie
Każdy przedmiot w przestrzeni ma sześć
stopni swobody, a mianowicie może się
poruszać w trzech wzajemnie prostopadłych
kierunkach x, y i z (lub w dowolnym
kierunku wypadkowym) oraz obracać się
dookoła równoległych do tych kierunków
(lub dookoła dowolnej osi wypadkowej).
W budowie uchwytów powyższe określenie stopni swobody należy
rozumieć w ten sposób, że przedmiot obrabiany, znajdujący się w
przestrzeni, może zajmować dowolne położenie wzdłuż trzech wzajemnie
prostopadłych osi x, y i z oraz dowolne położenia naokoło tych osi.
Przez zetknięcie przedmiotu obrabianego z jedną z powierzchni uchwytu
odbiera mu się jeden lub więcej stopni swobody, zależnie od kształtów
stykających się powierzchni przedmiotu i uchwytu.
03
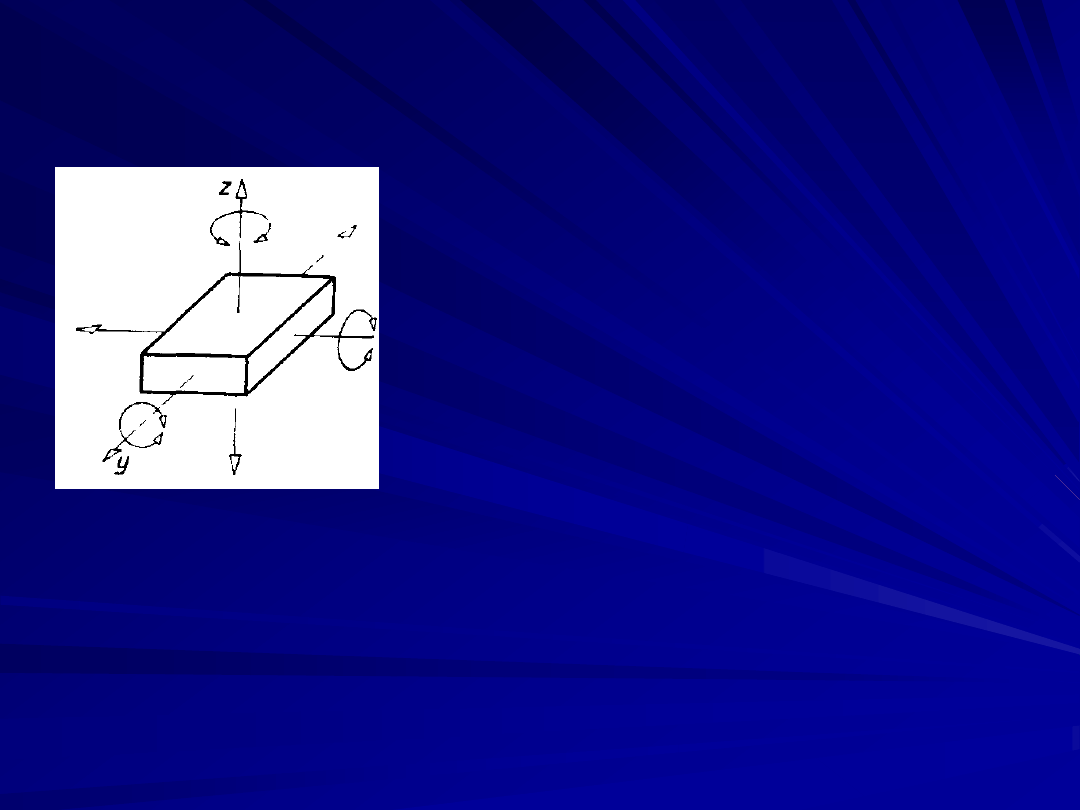
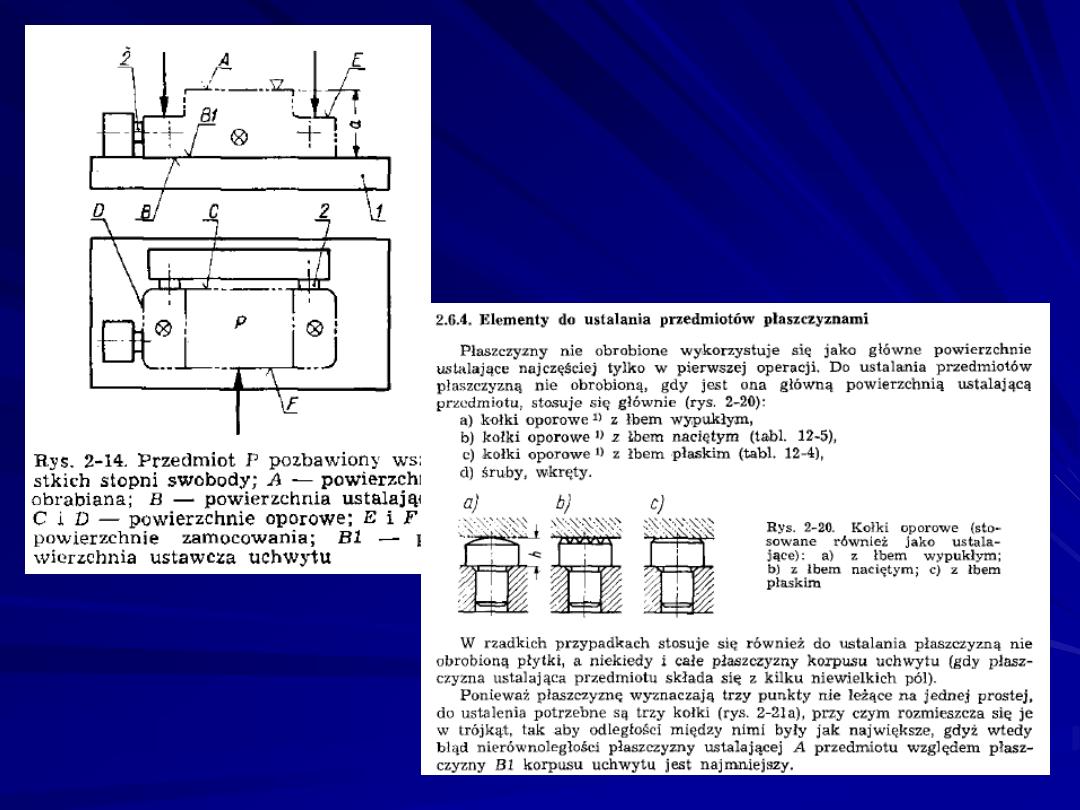
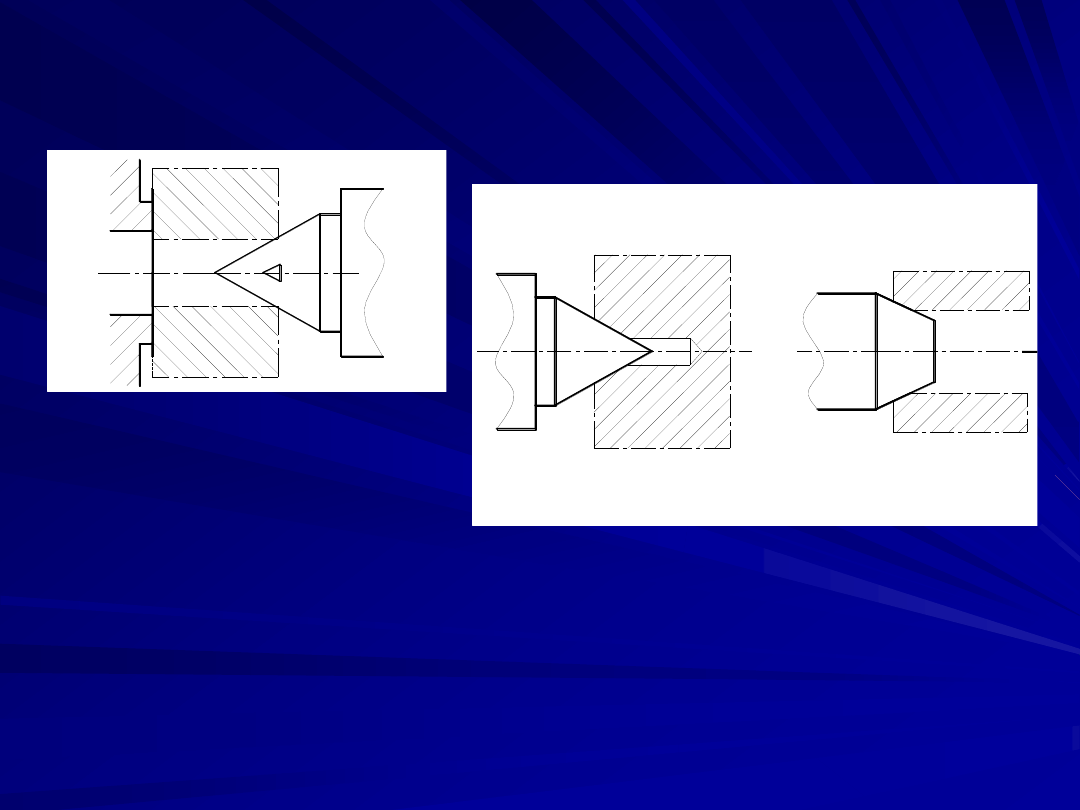
Przedmiot pozbawiony:
a) jednego stopnia swobody; b) dwóch stopni swobody; c) trzech stopni swobody
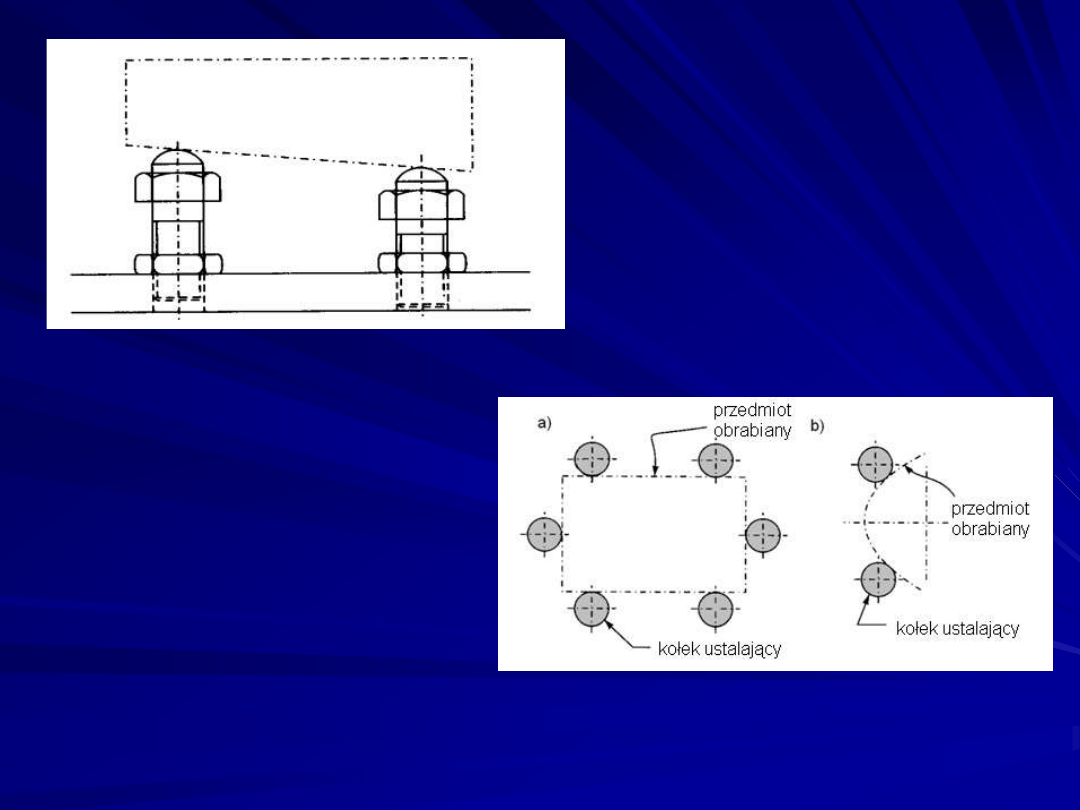
Przedmiot oparty w sposób pokazany na rys. a ma odebrany jeden
stopień swobody, przedmiot na rys. b dwa stopnie, a przedmiot na rys. c
trzy stopnie swobody.
04
Podkreślić należy, że zetknięcie dwupunktowe rys. b zastępuje
zetknięcie wzdłuż linii prostej, a zetknięcie trzypunktowe zastępuje
zetknięcie z płaszczyzną rys. e, ponieważ trzy punkty nie leżące na
jednej prostej wyznaczają płaszczyznę.
Tak więc przedmiot położony na płaszczyźnie (np. podstawy uchwytu)
ma odebrane trzy stopnie swobody (rys. c), a mianowicie: zajmuje
określone położenie w kierunku osi z (zmianie tego położenia przez
uniesienie się przedmiotu będą przeciwdziałać elementy zamocowujące
uchwytu i ciężar przedmiotu) oraz nie może zmieniać swego położenia
naokoło osi x i y.
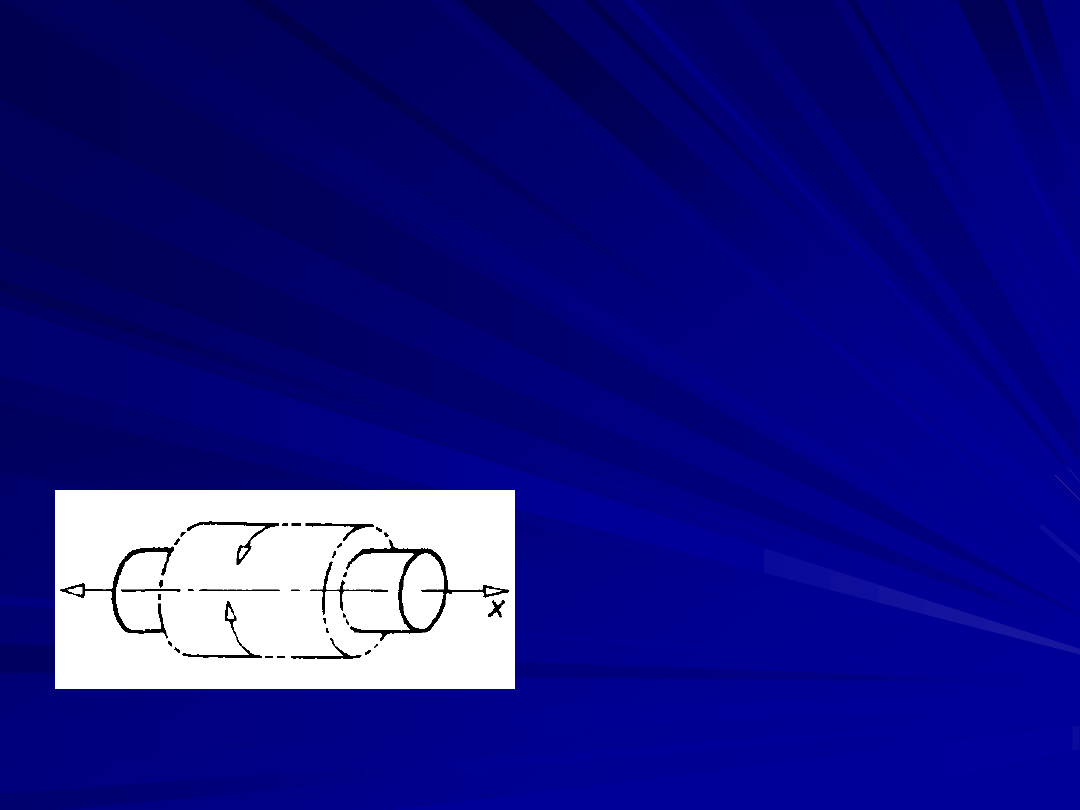
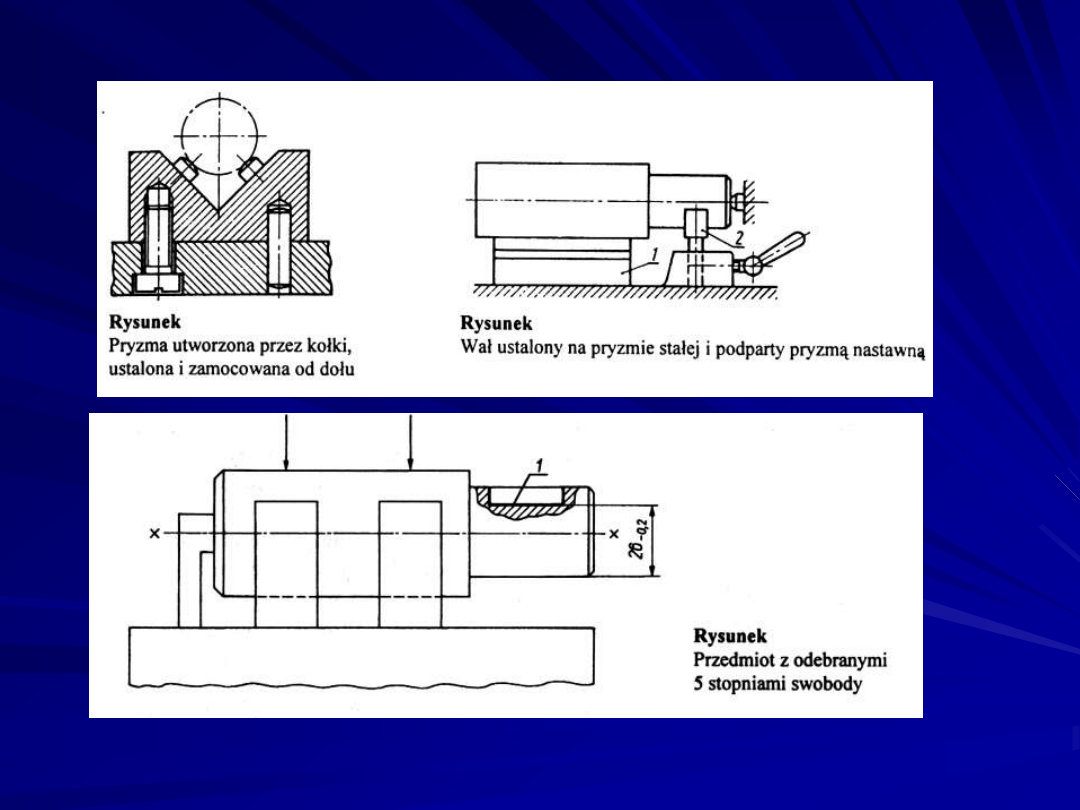
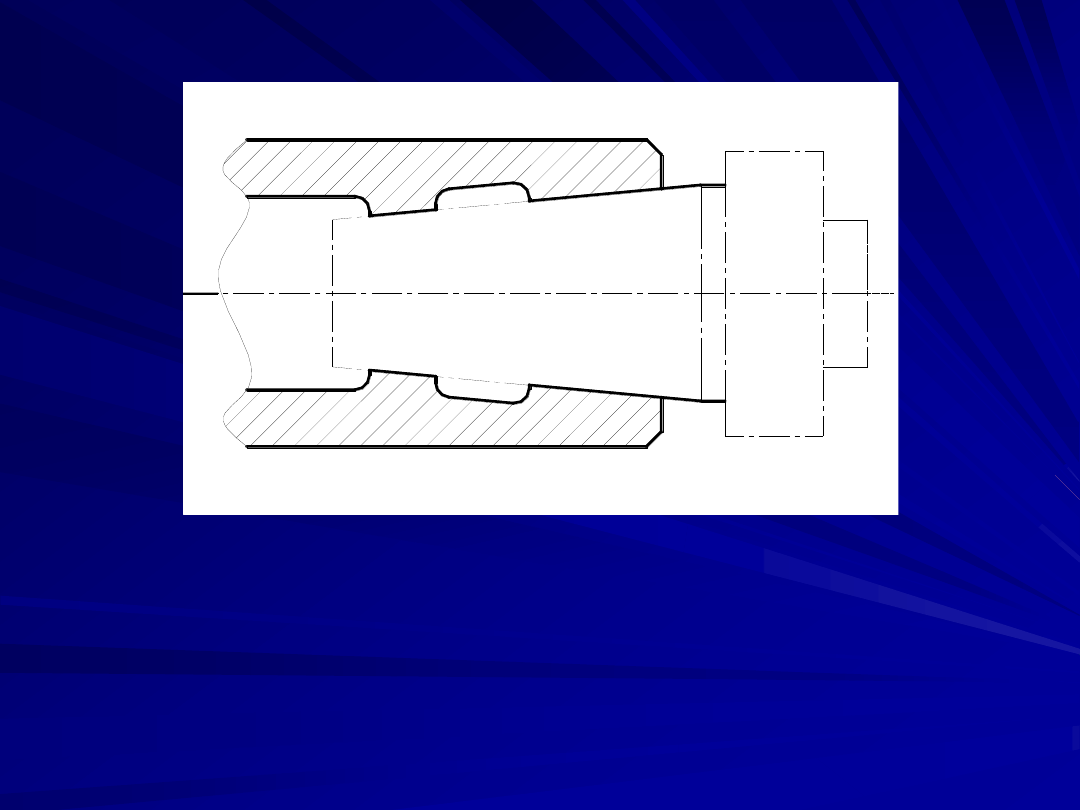
Przedmiot w postaci tulei
osadzony na trzpieniu
walcowym (rysunek obok) ma
pozostawione tylko dwa
stopnie swobody: zajmowania
dowolnych położeń wzdłuż osi
x i naokoło tej osi.
05
6
Ustalanie przedmiotowe
w uchwytach
Ustalanie przedmiotowe w uchwytach
Oprócz ustalania uchwytów na stole obrabiarki istnieje drugi (również istotny) rodzaj
ustalania nazywany przedmiotowym.
Poniżej na rysunku został przedstawiony podział sposobów bazowania i ustalania
przedmiotu obrabianego.
Jak widać z tego rysunku, istnieją dwie główne grupy uchwytów ustalająco-
bazujących tj. do przedmiotów o powierzchniach płaskich (korpusy, części z
powierzchniami płaskimi) oraz do przedmiotów cylindrycznych (wałki, tuleje,
sworznie).
Niektóre z wymienionych rodzajów elementów występują w każdym uchwycie
obróbkowym, jak np.:
•
elementy ustalające przedmiot,
•
elementy mocujące.
Inne zaś, jak elementy i mechanizmy, występują rzadko, np.: mechanizmy
podziałowe.
Często jeden element lub zespół uchwytu spełnia jednocześnie dwie funkcje:
• ustalania,
•
Mocowania.
07
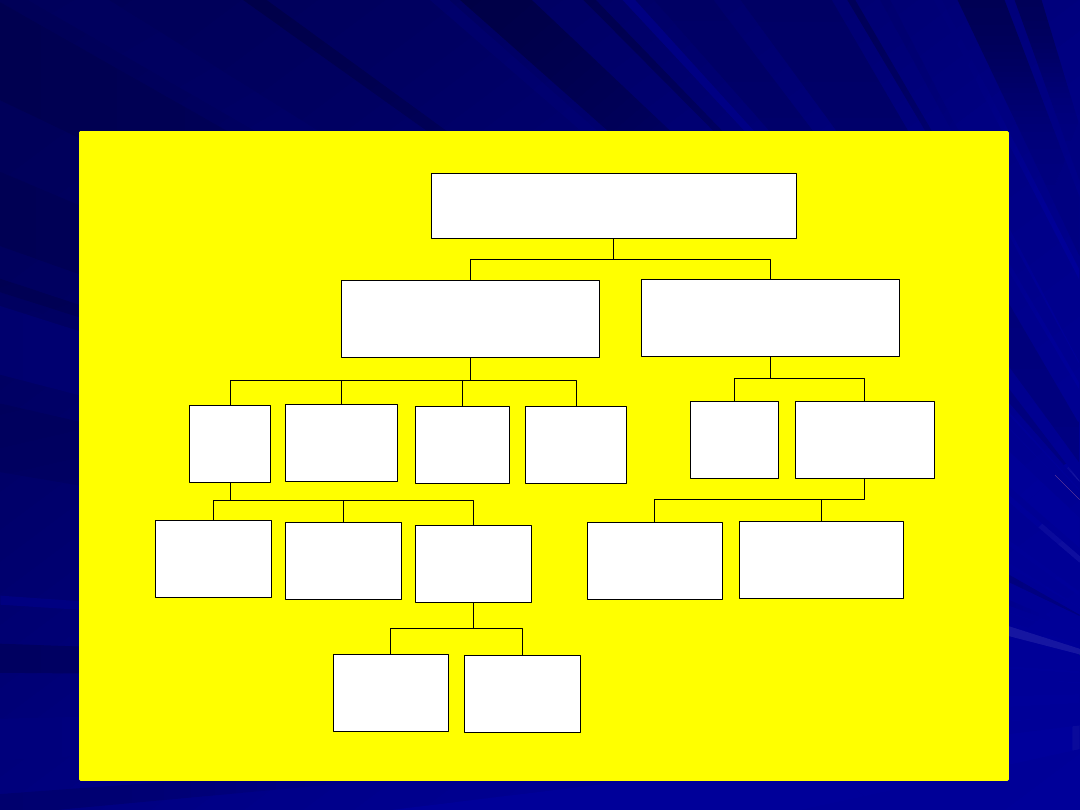
Sposoby bazowania i ustalania przedmiotu obrabianego
Sposoby bazowania
i ustalania przedmiotu obrabianego
Elementy ustalające i bazujące
przedmioty o powierzchniach
płaskich
Elementy ustalające i bazujące
przedmioty o powierzchniach
cylindrycznych
Kołki
Powierzchnie
oporowe
Elementy
nastawne
Pryzmy
Uchwyty
samocentrujące
Stacjonarne (obróbka
frezarsko-wiertarska)
Napędzane
(obróbka
tokarska)
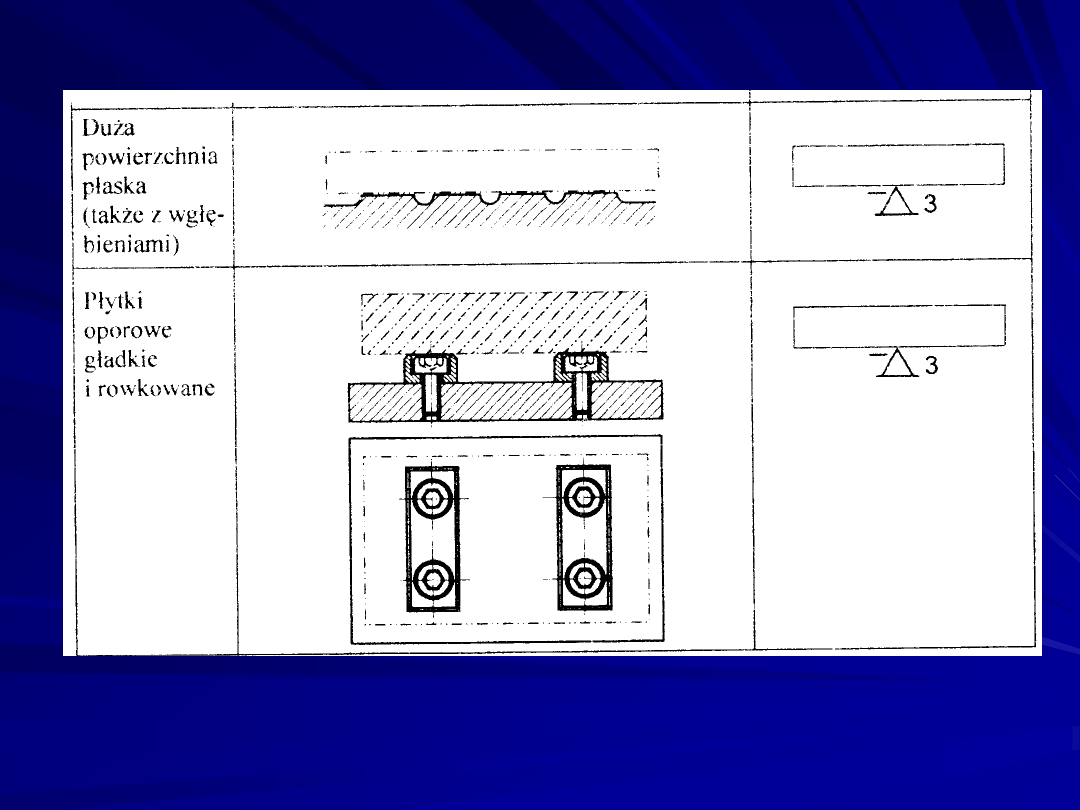
Płytki
oporowe
Oporowe
Podporowe
Ustalające
walcowe
ścięte
08
Elementy i zespoły ustalające przedmioty
o
powierzchniach płaskich
W zależności od kształtu powierzchni ustalającej przedmiotu obrabianego
(powierzchnia płaska, powierzchnia cylindryczna i powierzchnia kształtowa) do
jego ustalenia dobiera się odpowiednie dla tej powierzchni elementy, które można
podzielić na trzy podstawowe grupy:
•
elementy ustalające stałe
(nie zmieniają położenia w uchwycie, w przypadku
stosowania do powierzchni „surowych” nie gwarantują dużej dokładności
ustalenia, np. kołki oporowe)
•
elementy ustalające nastawne
(wykorzystywane w celu ustalenia przedmiotu
obrabianego i nie obrobionych tj. w stanie „surowym”, mogą zmieniać
położenie w uchwycie, np. mimośrodowe kołki oporowe)
•
elementy ustalające ruchome (położenie względem przedmiotu obrabianego
jest zmienne i musi być dostosowane dla każdego przedmiotu obrabianego z
osobna, np. uchwyty samocentrujące)
09
10
Wszystkie elementy ustalające i bazujące powinny cechować się pewnymi
własnościami:
•
powinny wykazywać żądaną dokładność wymiarową,
•
powinny być odporne na zużycie (przede wszystkim ścierne) w trakcie
użytkowania,
•
w przypadku zużycia powinny być łatwe do demontażu i późniejszej
ewentualnej regeneracji,
•
powinny zapewniać prawidłowość zetknięcia pomiędzy przedmiotem
obrabianym a elementem ustalającym, nie powodując przy tym uszkodzeń
przedmiotu.
Podstawowe pojęcia przy ustalaniu
Ustalenie
- pod pojęciem ustalenia przedmiotu obrabianego rozumie
się nadanie mu ściśle określonego położenia w uchwycie.
Ustalenie może być całkowite, częściowe, może także nastąpić
przestalenie.
To czy zastosuje się ustalenie całkowite, czy częściowe jest zależne od
zadania obróbkowego, jakie należy wykonać i od liczby stopni
swobody, jaką będzie trzeba odebrać przedmiotowi.
Zgodnie z tą definicją ustaleniem nazywamy nadanie przedmiotowi
ściśle określonego położenia w uchwycie.
Szczególnym rodzajem ustalania jest
centrowanie
czyli ustalenie
przedmiotu względem osi powierzchni obrotowej.
Z kolei w przypadku gdy przedmiotowi obrabianemu odbiera się stopnie
swobody, które nie mają wpływu na wynik obróbki mowa o
opieraniu
przedmiotu.
011
W technice i inżynierii najczęściej stosuje się kartezjański układ
współrzędnych w którego skład wchodzą;
•
3 współrzędne pochodzące od ruchu linowego x, y, z,
oraz
• 3 współrzędne
pochodzące od ruchu obrotowego
odpowiednio a, b, c.
Wyżej wymienione współrzędne składają się na tzw. liczbę stopni
swobody przedmiotu w uchwycie.
Zatem ustalenie wiąże się z odebraniem wszystkich bądź tylko części
stopni swobody.
Polega ono na zetknięciu powierzchni przedmiotu obrabianego z
powierzchnią uchwytu.
Dzięki temu odbiera się jeden lub więcej stopni swobody, zależy to od
kształtu stykających się powierzchni przedmiotu z uchwytem.
012
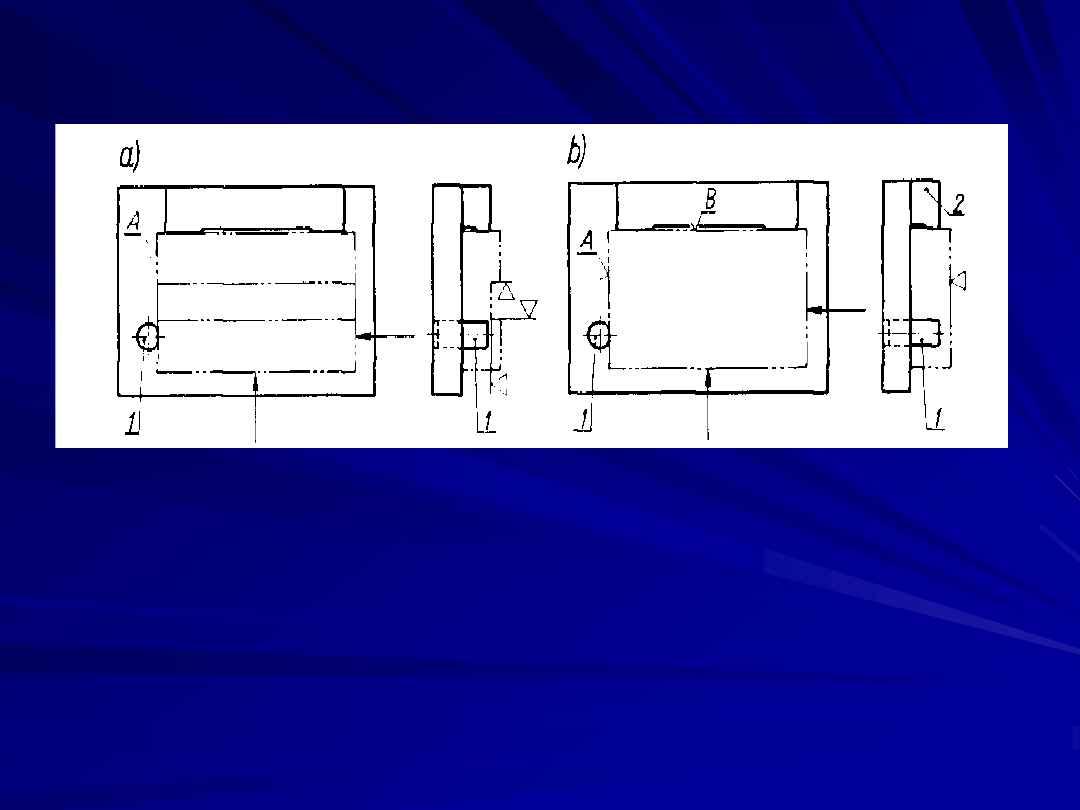
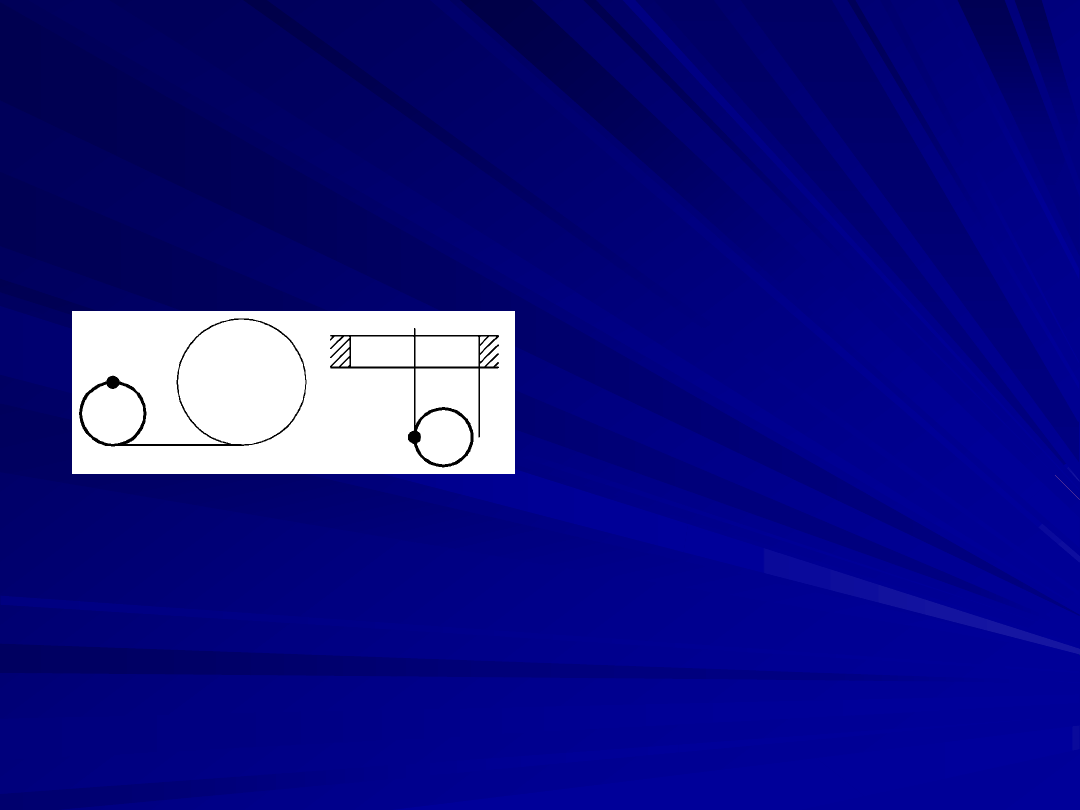
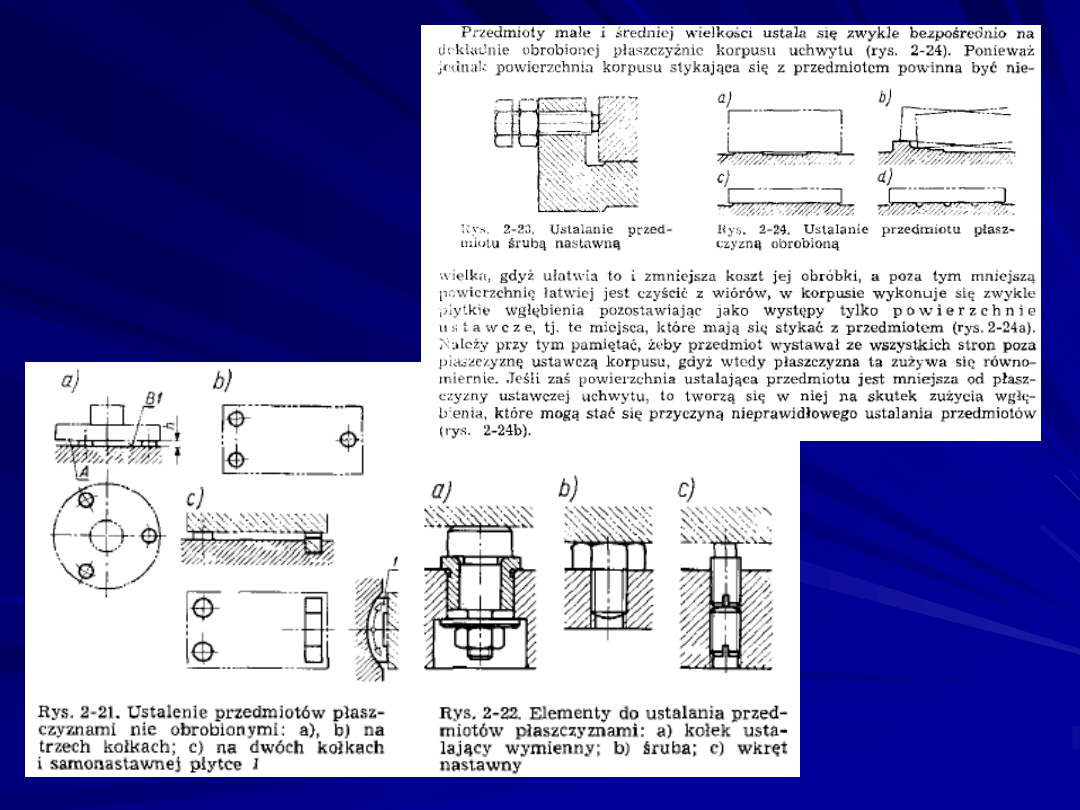
Zastosowanie listew oporowych 2 (rysunek) znacznie obniża koszt całego uchwytu i
nie wpływa na jakość przedmiotu po tej operacji.
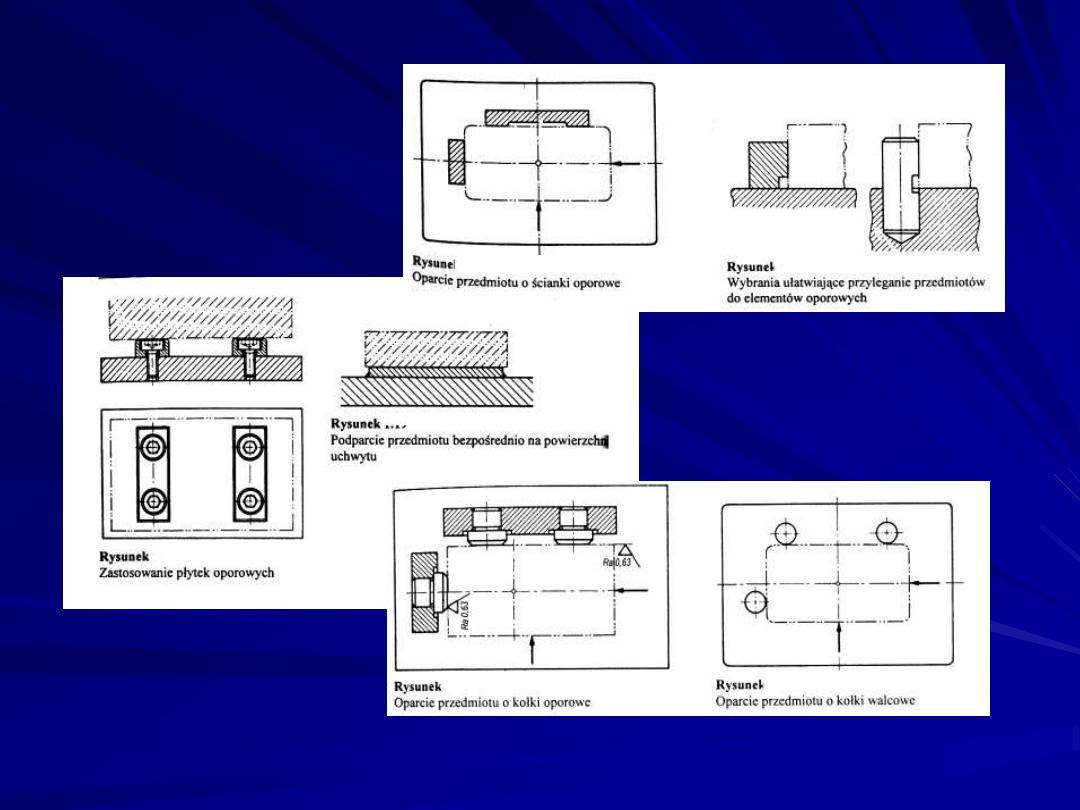
Rys. Ustalenie przedmiotu połączone z opieraniem
Ustalenia przedmiotu obrabianego w uchwycie można dokonać poprzez szereg
elementów o różnych kształtach i rozmiarach, takich jak kołki oporowe, płyty
oporowe, powierzchnie oporowe, elementy nastawne, pryzmy, uchwyty
samocentrujące, tuleje zaciskowe.
Należy się przy tym kierować się kilkoma prostymi zasadami, aby uniknąć błędów
które w rezultacie odbiją się na dokładności wymiarowej przedmiotu obrabianego.
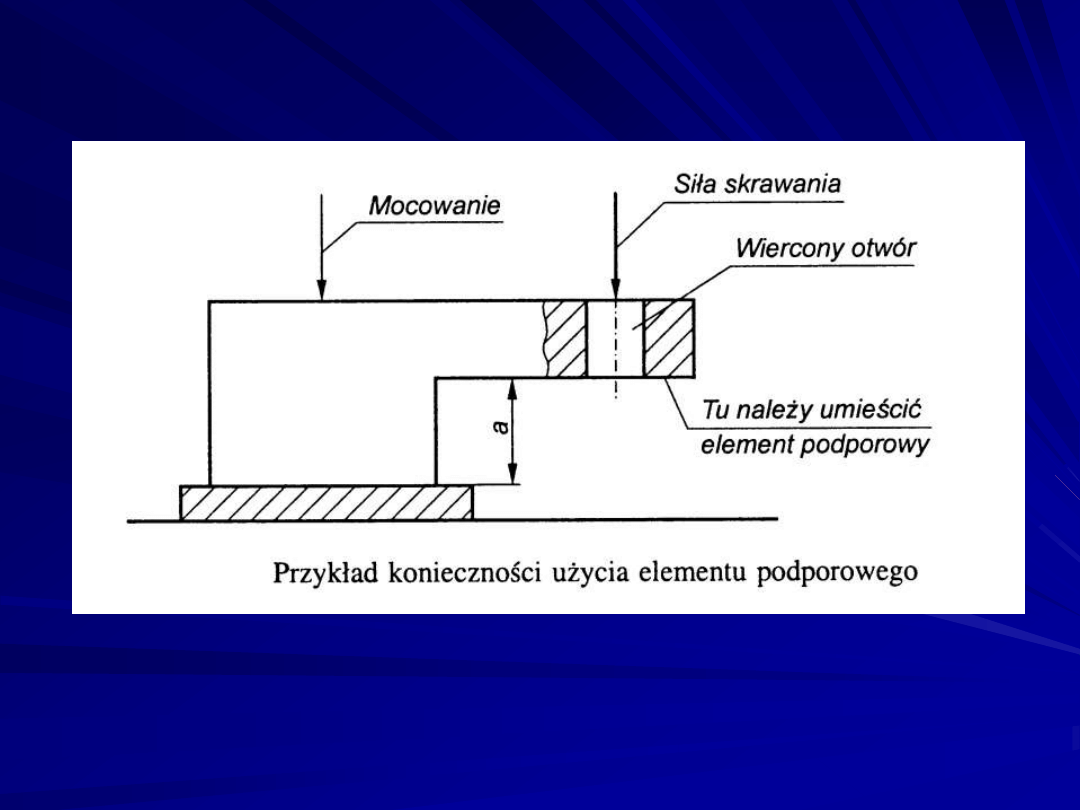
Pierwszą taką zasadą jest odpowiednie podparcie przedmiotu obrabianego.
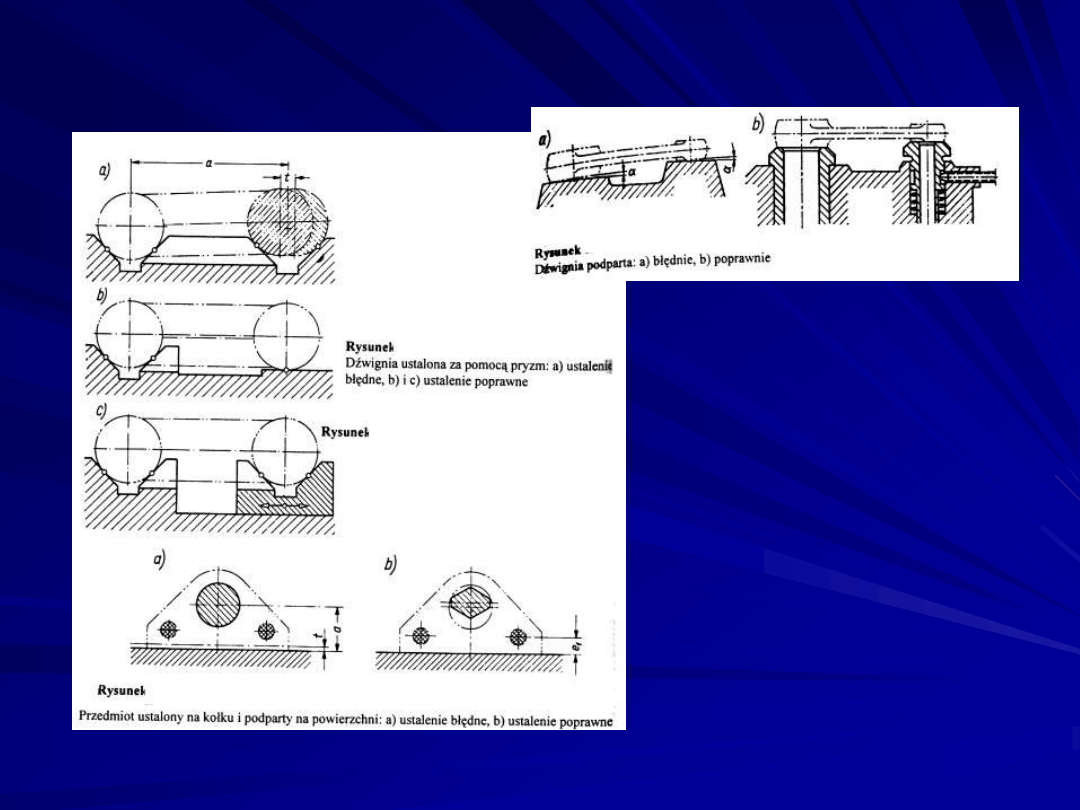
013
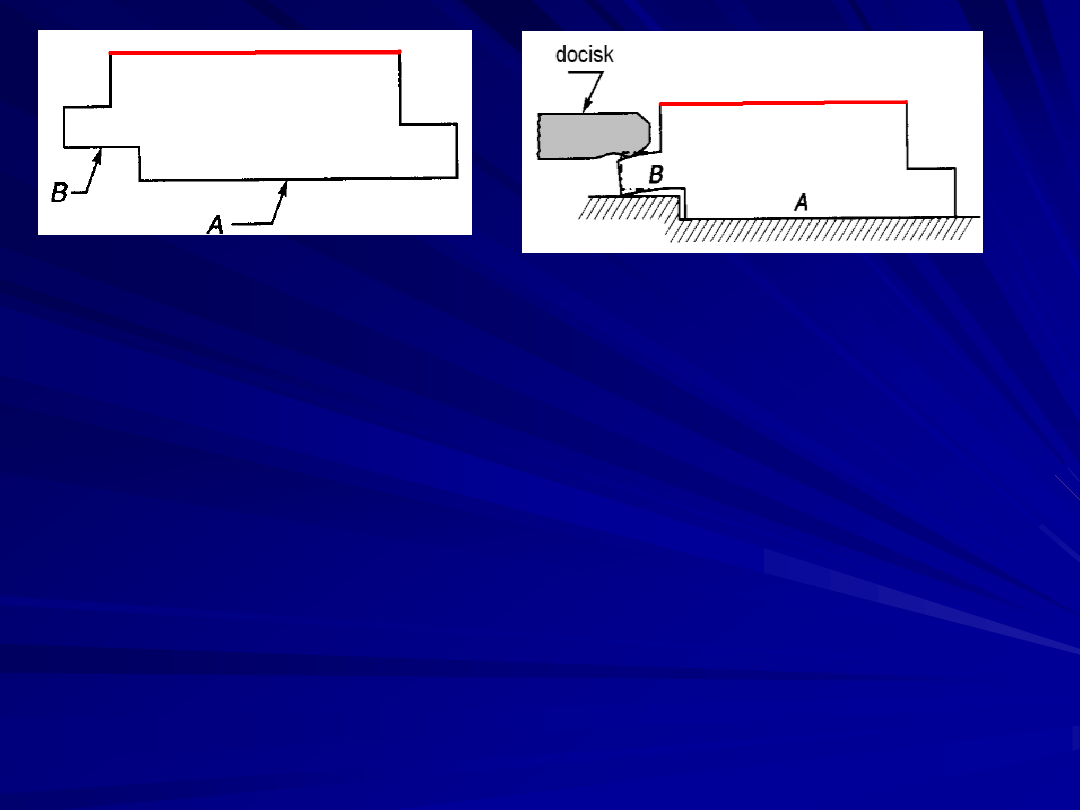
Rys. Podparcie bez regulowanej podpory
Należy wystrzegać się ustalania przedmiotu na dwóch równoległych do siebie
powierzchniach, ponieważ efektywne i prawidłowe ustalenie następuje tylko na
powierzchni A lub B, nigdy razem (rysunek powyźej)
Np.: w zabiegu frezowania obrabiana jest powierzchnia górna (rysunek a), mimo, że
powierzchnie A i B zostały obrobione przed obecnym zabiegiem to odległość
pomiędzy nimi nigdy nie będzie taka sama.
Takie ustalenie spowoduje wystąpienie momentów gnących (rysunek.b), a jeśli
dystans pomiędzy powierzchniami A i B będzie znacznie odbiegał od nominalnego
wtedy momenty gnące będą na tyle duże, że mogą na trwałe zmienić kształt
przedmiotu obrabianego.
Aby zapobiec takiej sytuacji wystarczy na powierzchni B zastosować podporę
regulowaną (rysunek kolejny), która pozwoli na ewentualną korektę.
014
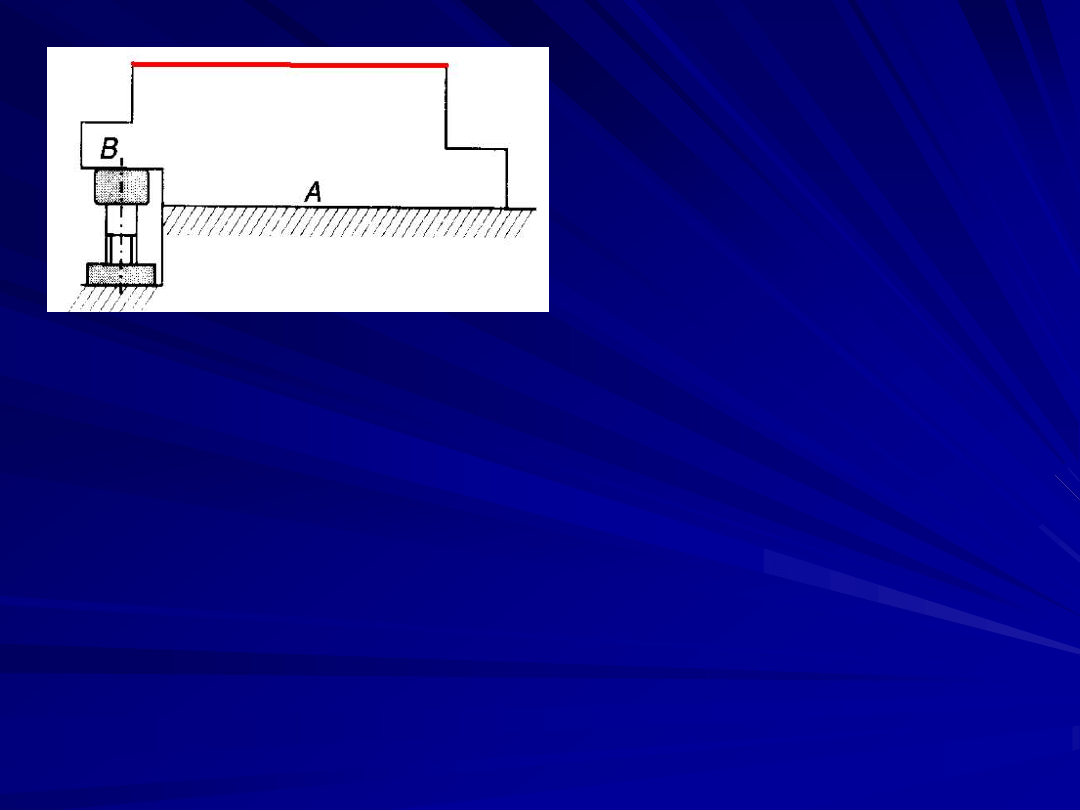
Rys. Podparcie z regulowaną
podporą
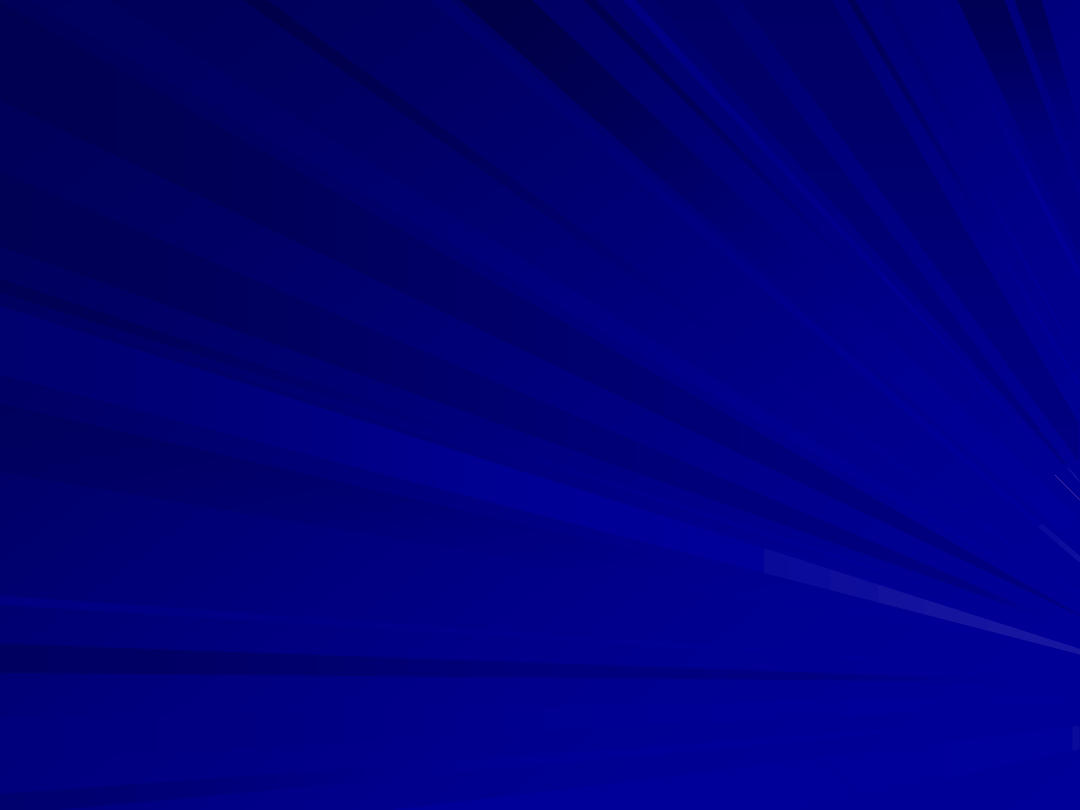
Kolejną bardzo ważną zasadą jest podpieranie przedmiotu na trzech punktach.
Istnieje prosta reguła która mówi, że idealnie płaską płaszczyznę w rzeczywistości
są w stanie utworzyć trzy punkty. W myśl tej reguły należy zawsze zmierzać do
tego by nie podpierać przedmiotów obrabianych na większej ilości podpór niż 3,
a tym bardziej na płaszczyznach.
Czasami jednak sam proces technologiczny wymaga stabilnego podparcia (np. z
uwagi na duże gabaryty i masę przedmiotu obrabianego) wtedy możemy posłużyć
się dodatkowymi podporami.
Na rysunku kolejnym pokazano takie rozwiązanie w którym trzy podpory są stałe
a pozostałe dwie są regulowane. Takie rozwiązanie znacznie ułatwia prawidłowe
podparcie i zdaniem autora jest znacznie bardziej efektywne z punktu widzenia
dokładności przedmiotu obrabianego.
015
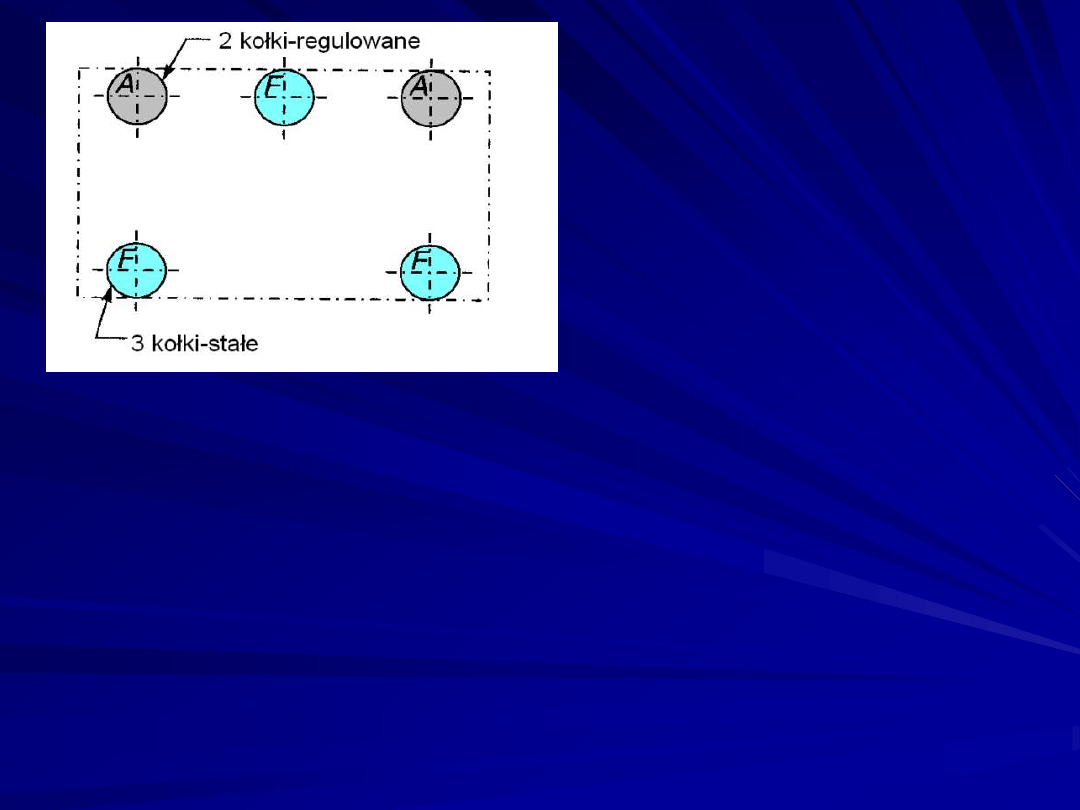
Rys. Trójpunktowe podparcie z
zachowaniem idealnej płaszczyzny
Metody ustalania przedmiotu są różne i zależą od konkretnego zadania
obróbkowego, ogólnie można przyjąć, że przedmioty ustala się na:
• powierzchniach płaskich,
• powierzchniach kształtowych,
• powierzchniach cylindrycznych.
Powierzchnie płaskie tworzy się przez tzw. 3 punkty podparcia jak pokazano na
rysunkach wczesniej
. Czasami występują także powierzchnie płaskie ale
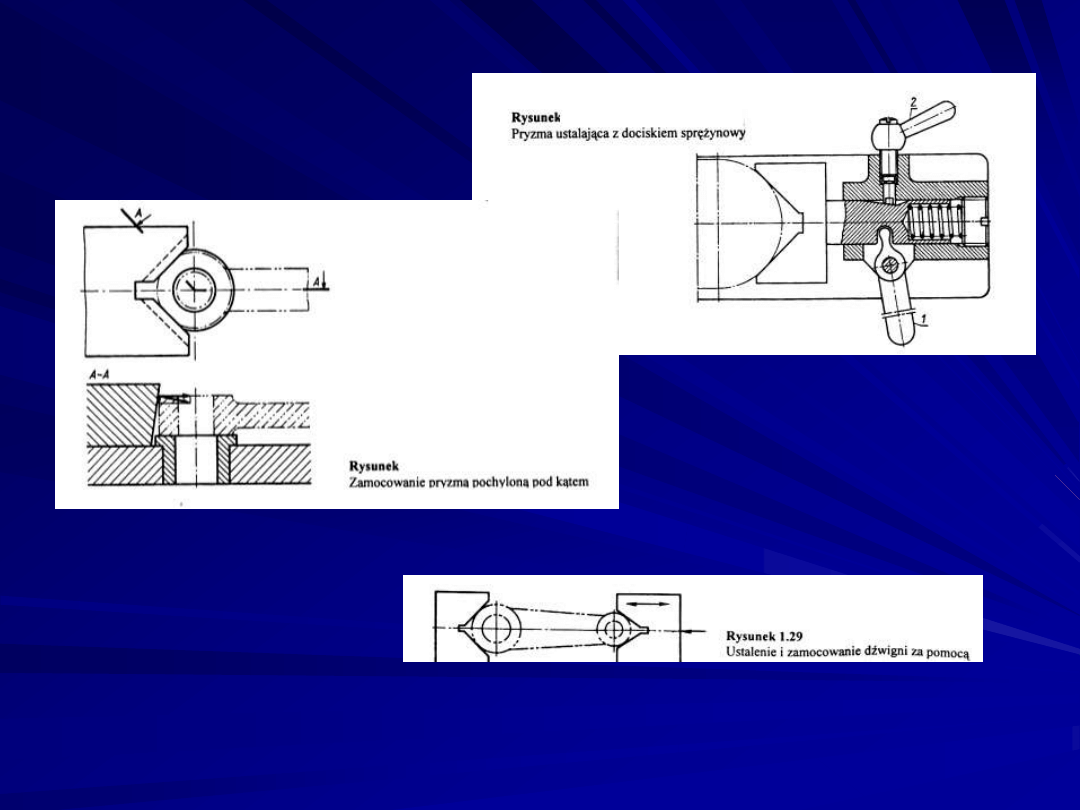
nachylone pod kątem względem obranej bazy. Sytuację taką przedstawia kolejny
rysunek, na którym widać podpory regulowane które w prosty sposób niwelują
występowanie kąta.
016
Rys. Podparcie przedmiotu o
powierzchni płaskiej
nachylonej pod kątem do bazy
Powierzchnie kształtowe
przedmiotu obrabianego takie jak
powierzchnie boczne mogą być
ustalane za pomocą kołków jak na
rysunkach a i b. Jest to
stosunkowo proste rozwiązanie
technologiczne, które wymaga
wywiercenia otworów w podstawie
uchwytu i zamocowaniu w niej
kołków.
Rys. Profil kształtowy ustalany za pomocą kołków
017
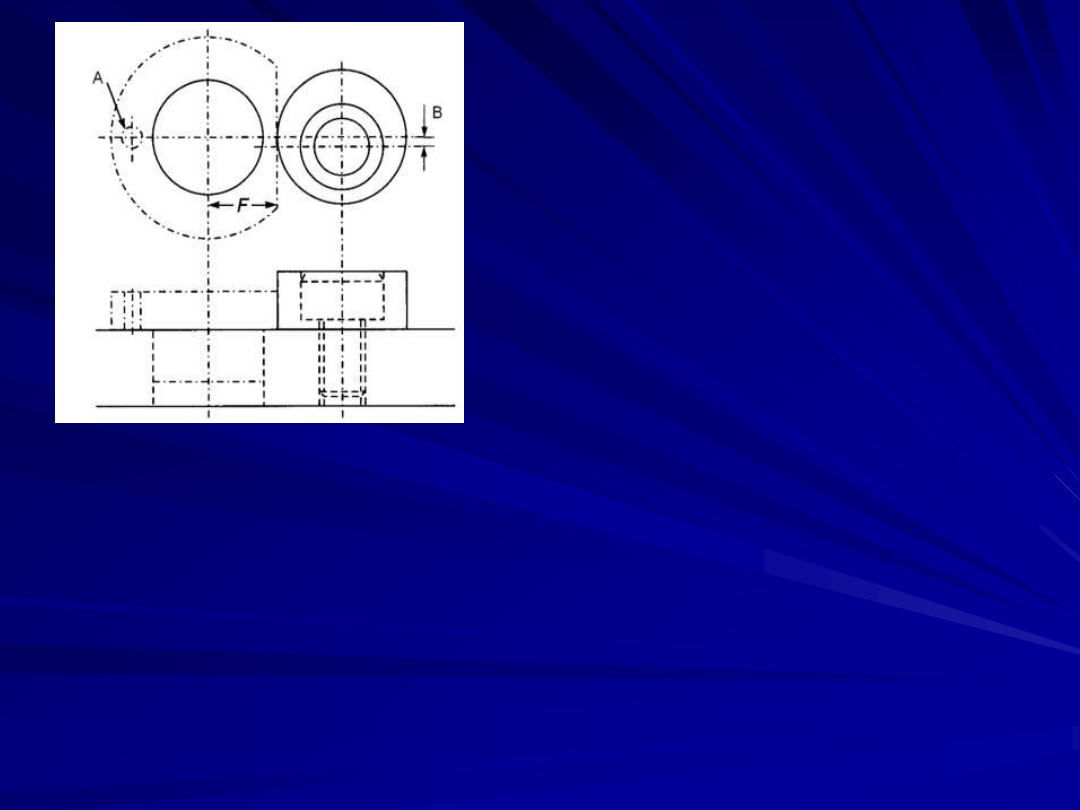
Rys. Zastosowanie kołka mimośrodowego
W takim przypadku bardzo dobrym rozwiązaniem jest zastosowanie kołków
mimośrodowych rysunek powyżej.
Ich zasada działania jest bardzo prosta przedmiot obrabiany jest osadzony na
kołku A, który jest kołkiem stałym.
Tak więc ustalenie zawsze następuje na kołku A.
Kołek mimośrodowy C ma z kolei za zadanie dociśnięcie obrabianego przedmiotu.
Mimośrodowość kołka pozwala na takie rozwiązanie bez względu na wielkość
wymiaru F.
Jednak w przypadku dużej zmienności
wymiarowej przedmiotu obrabianego
rozwiązanie to nie sprawdza się z uwagi na
duże luzy pomiędzy powierzchnią kołków a
powierzchnią przedmiotu obrabianego.
018
Najbardziej rozpowszechnionym sposobem ustalania, jest ustalanie w oparciu o
powierzchnie cylindryczne, czyli kołki, sworznie itd.
Stosuje się je przede wszystkim przy korpusach lub innych częściach o dużych
powierzchniach.
Bardzo ważna zaletą tego typu rozwiązania jest odbieranie kilku stopni swobody
na raz.
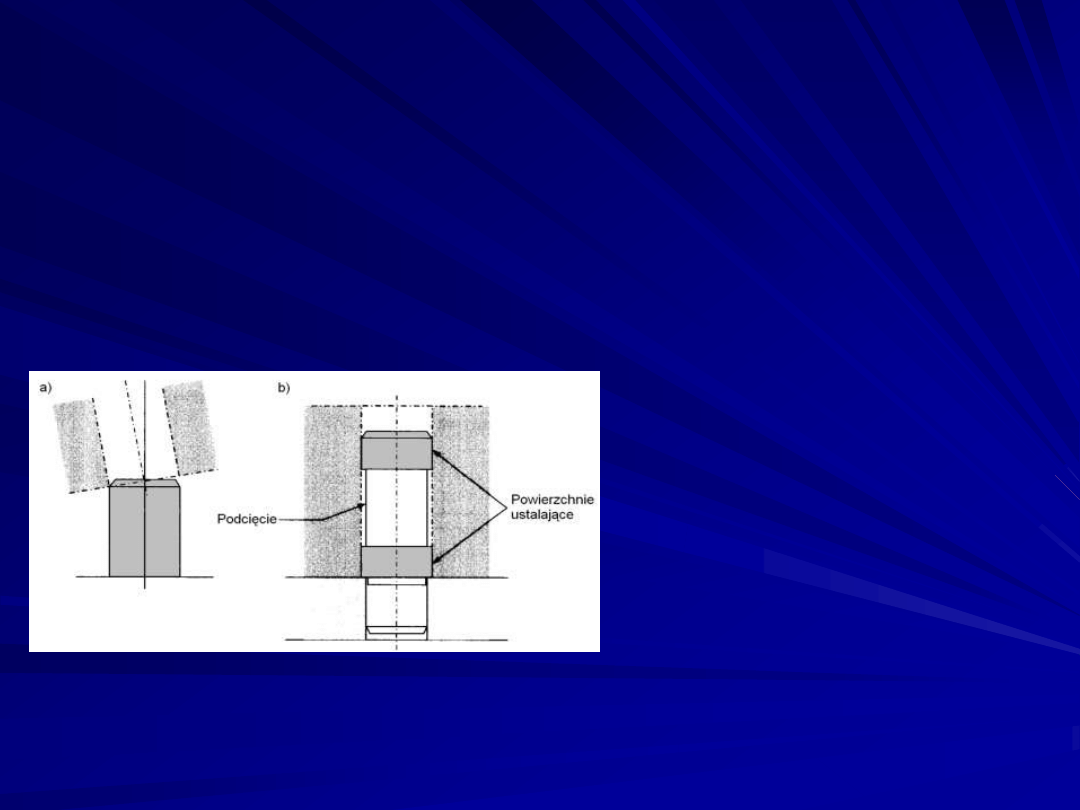
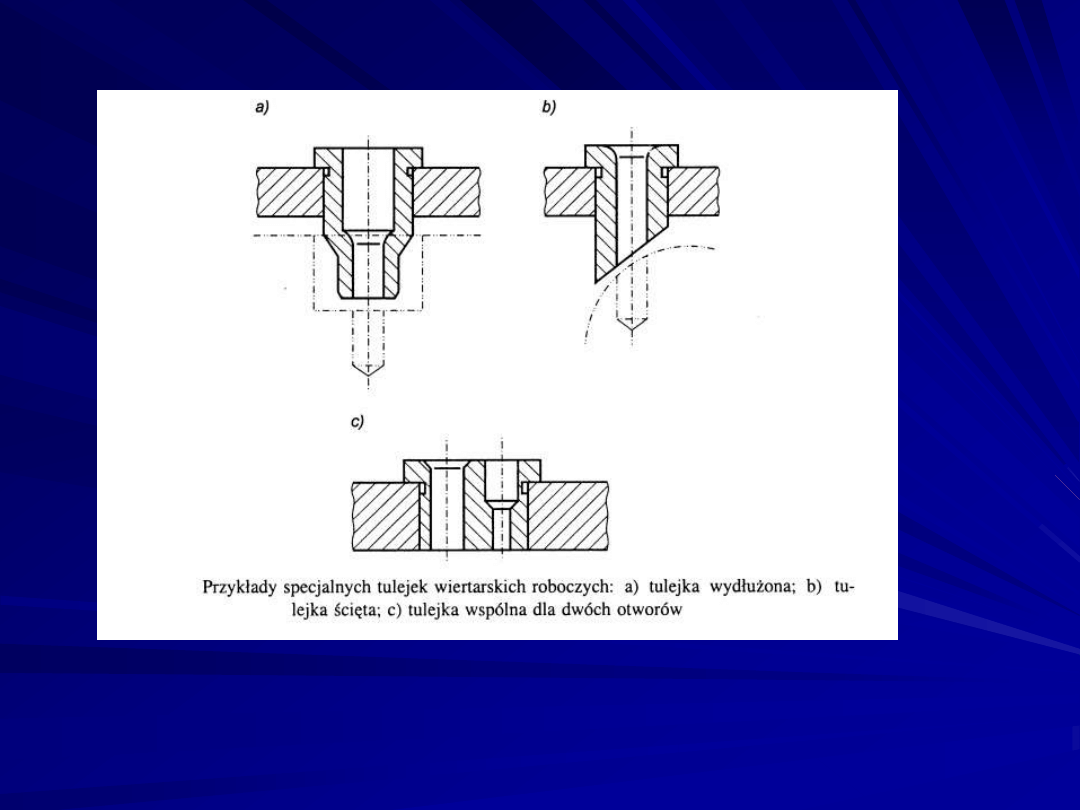
Kołki ustalające powinny być stosunkowo krótkie.
Kołki długie mogą powodować zakleszczanie się podczas osadzania na nich
przedmiotu, sytuację taką obrazuje rysunek a poniżej.
Z
kolei w sytuacji gdy należy
zastosować długi kołek, ponieważ
wymaga tego konstrukcja przedmiotu
obrabianego można posłużyć się
kołkiem przedstawionym na
rysunku b.
W
części środkowej kołka występuje
podcięcie, a tylko górna i dolna część
stanowi część ustalającą i bazującą,
takie rozwiązanie niweluje
występowanie zakleszczania się
podczas ustalania.
Rys. . Kołek
a) bez podcięcia
b) z podcięciem
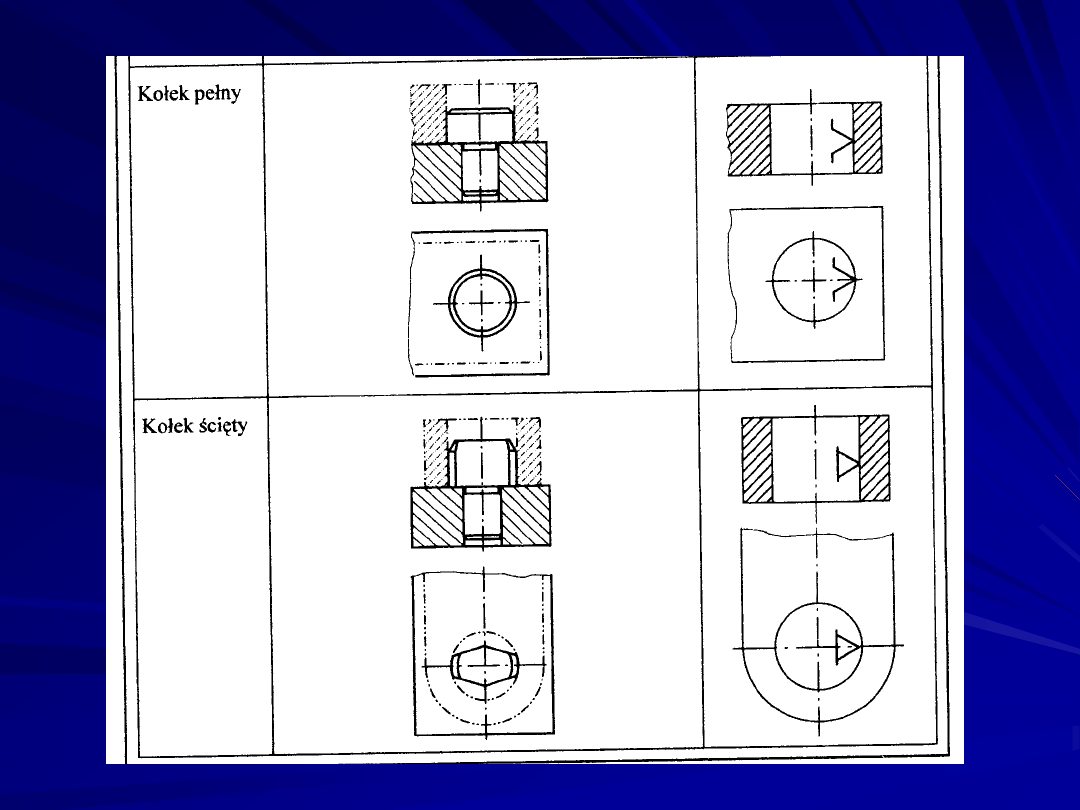
019
Często stosowanym sposobem zapobiegającym przed zakleszczaniem się kołków
(w
szczególności gdy tolerancja położenia pomiędzy nimi jest mała) jest zmiana
ich kształtu z cylindrycznego na cylindryczny ścięty.
W przypadku przedmiotów obrabianych o kształcie cylindrycznym, np. wałki do
operacji tokarskich stosuję się najczęściej uchwyty samocentrujące.
W tej zakresie nie wiele zmieniło się.
Porównując uchwyty samocentrujące stosowane na tradycyjnych tokarkach a
współcześnie na obrabiarkach ze sterowaniem numerycznym zwłaszcza z grupy
tokarskiej.
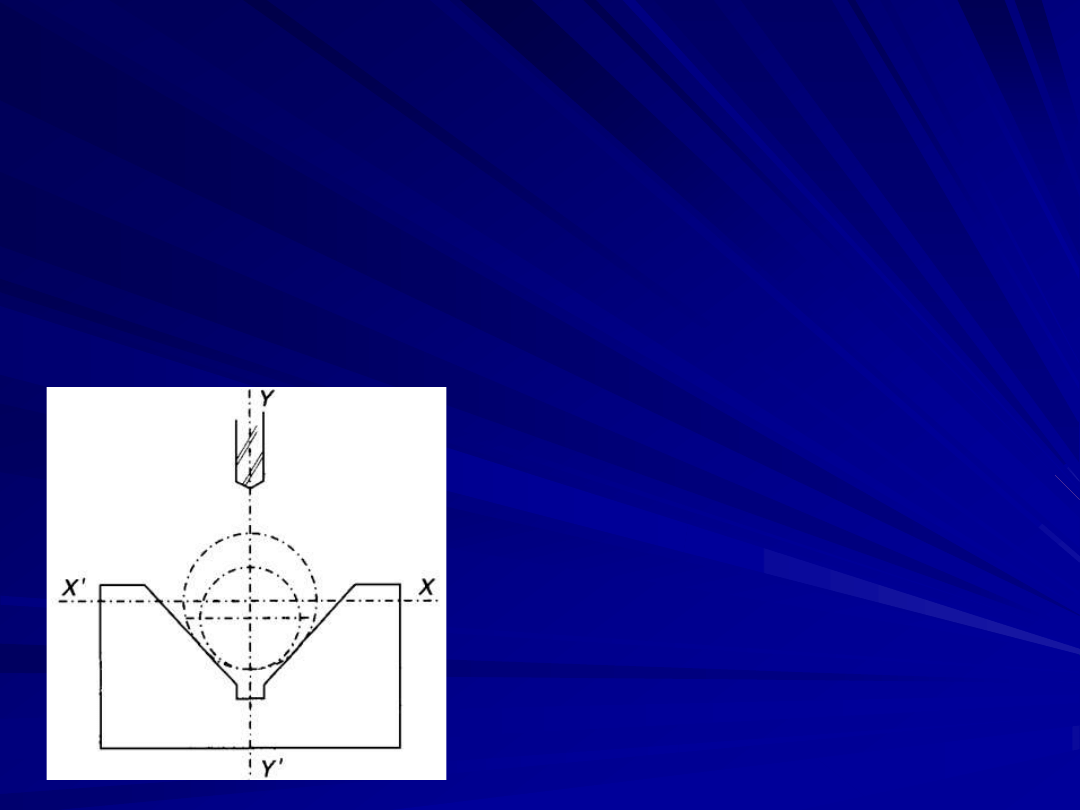
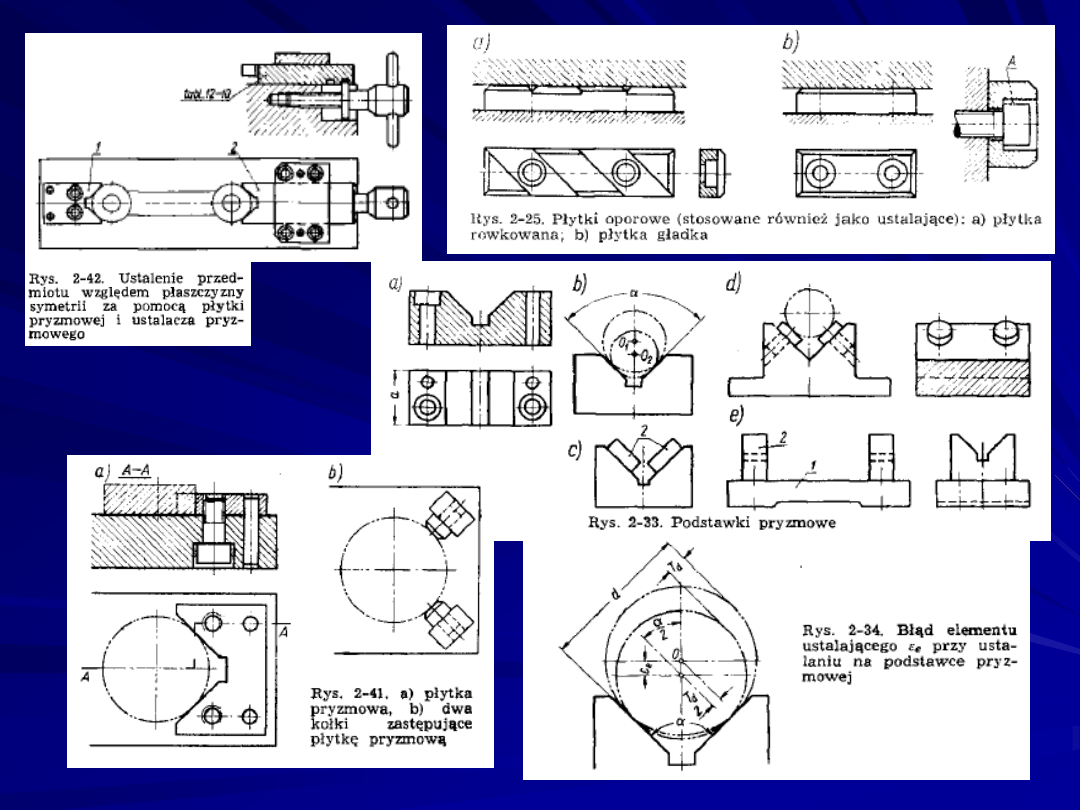
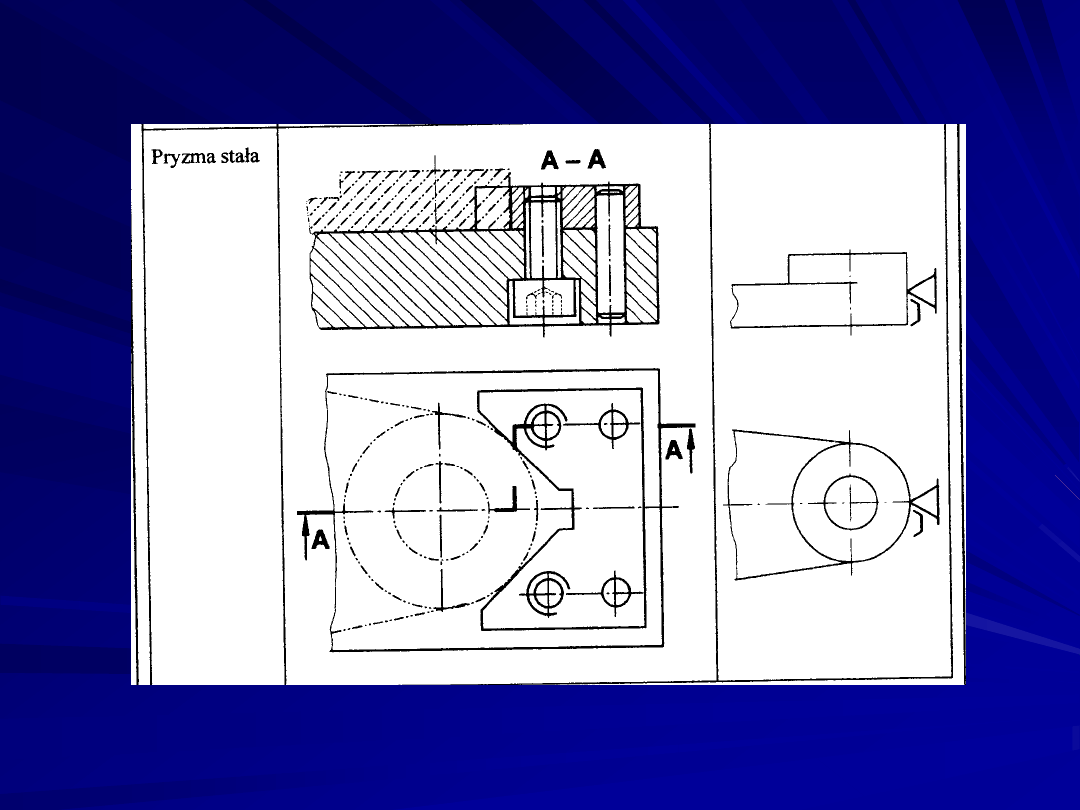
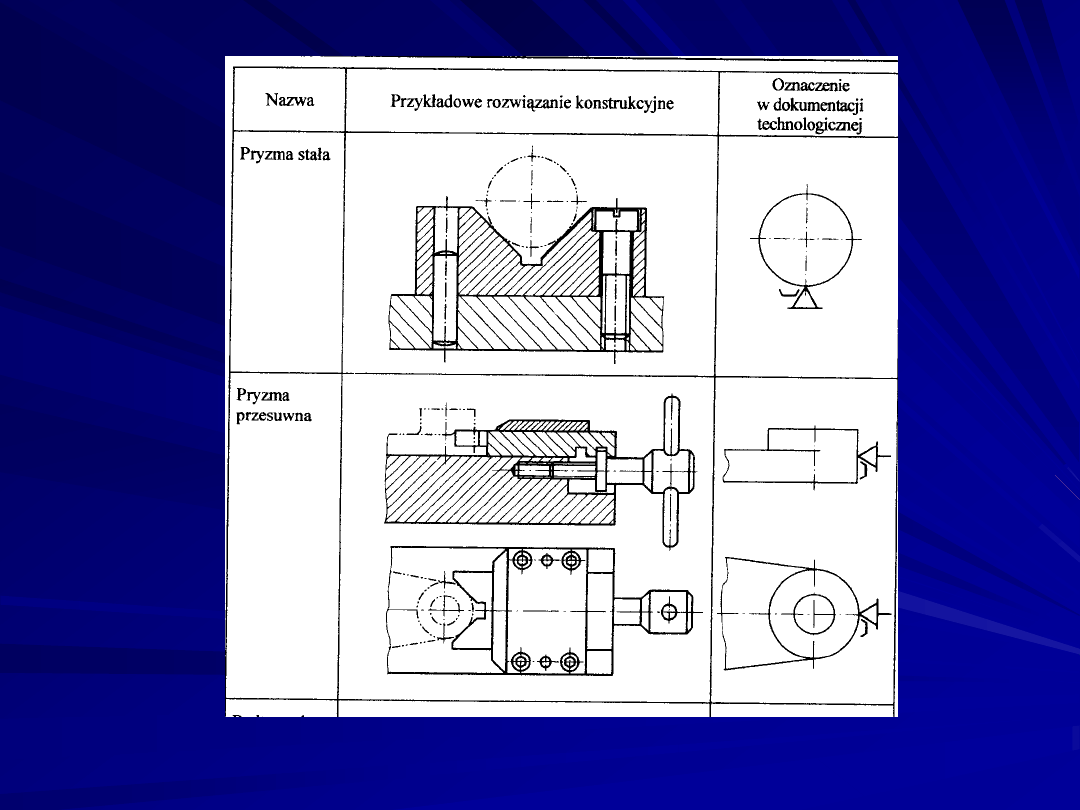
Z kolei w operacjach frezarsko-wiertarskich
najpopularniejsze są wszelkiego rodzaju
pryzmy.
Zaletą pryzm jest centrowanie w osi
przedmiotu, tzn. niezależnie od średnicy wałka
jego środek (oś Y) zawsze będzie w tym
samym miejscu dla danej pryzmy rysunek obok.
Rys. Wykorzystanie pryzm do wiercenia
otworów w wałkach
020
Analiza ustalenia
przedmiotu w uchwycie
021
Metody analizy ustalania
Przeprowadzenie analizy ustalania ma na celu znalezienie najodpowiedniejszego
sposobu ustalenia przedmiotu. Ustalanie jest bardzo istotnym zagadnieniem
mającym wpływ na:
• dokładność obróbki,
• wielkość siły zamocowania,
• wielkość czasów pomocniczych,
• parametry skrawania,
• kwalifikacje pracownika,
dlatego powinno dokonywać się tzw. analizy ustalania.
Analizy ustalenia powinno dokonywać się w oparciu standardowy schemat
(metodologię).
Poniżej została zaprezentowana taka metodologia.
022
Oznaczanie ustalenia przedmiotu
obrabianego w dokumentacji
technologicznej
Wg literatury
określa miejsca styku przedmiotu obrabianego z
podporą rysunek. przedstawia przykład takiego
oznaczania.
W starszej literaturze
występują dwa sposoby
oznaczania
elementów ustalających i bazujących tj.
sposób
uproszczony lub symboliczny
.
Poniżej dokonano krótkiej charakterystyki tych
sposobów.
Rys. Sposób symboliczny - bazowanie na otworze kołkiem ściętym
•
sposób symboliczny
- polega na przedstawieniu
elementów ustalających i
opierających w postaci punktów i układów punktów.
Ten system jest znacznie prostszy, pozwala ponadto na jednoznacznie
określa
miejsca styku przedmiotu obrabianego z
podporą rysunek. przedstawia
przykład takiego oznaczania.
024
Sposób symboliczny
Rys. . Przykład oznaczania elementów
bazujących sposobem uproszczonym
-
Sposób nie stosowany obecnie
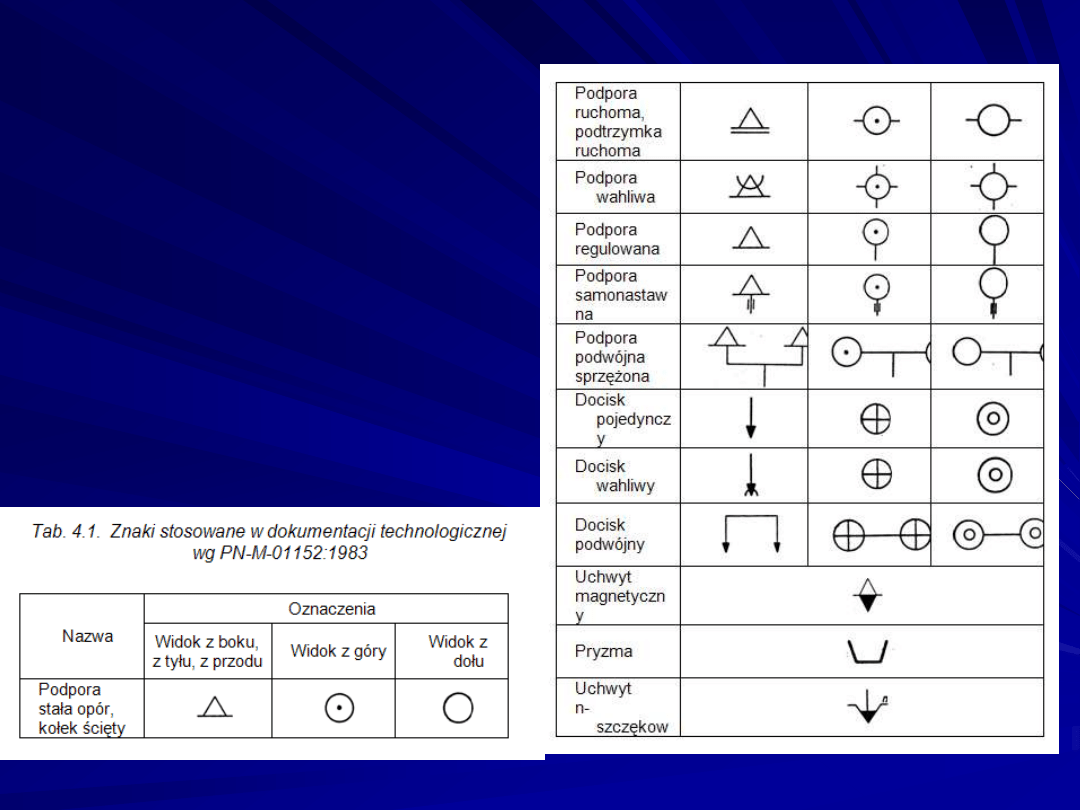
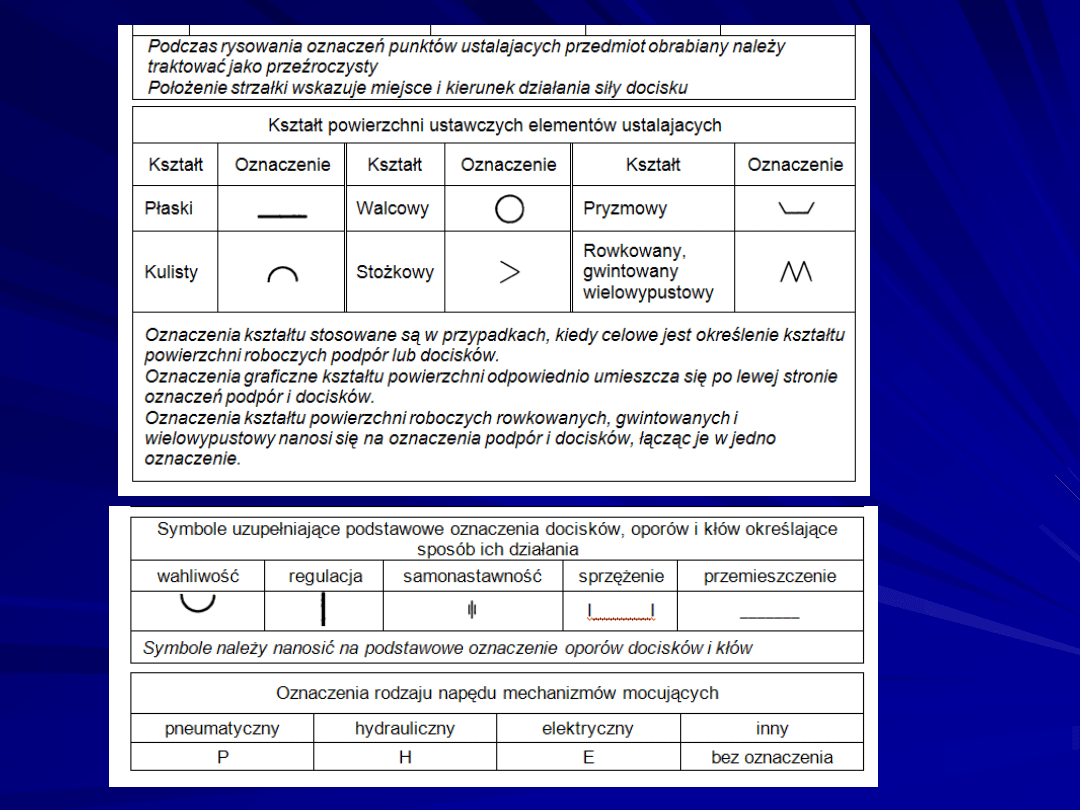
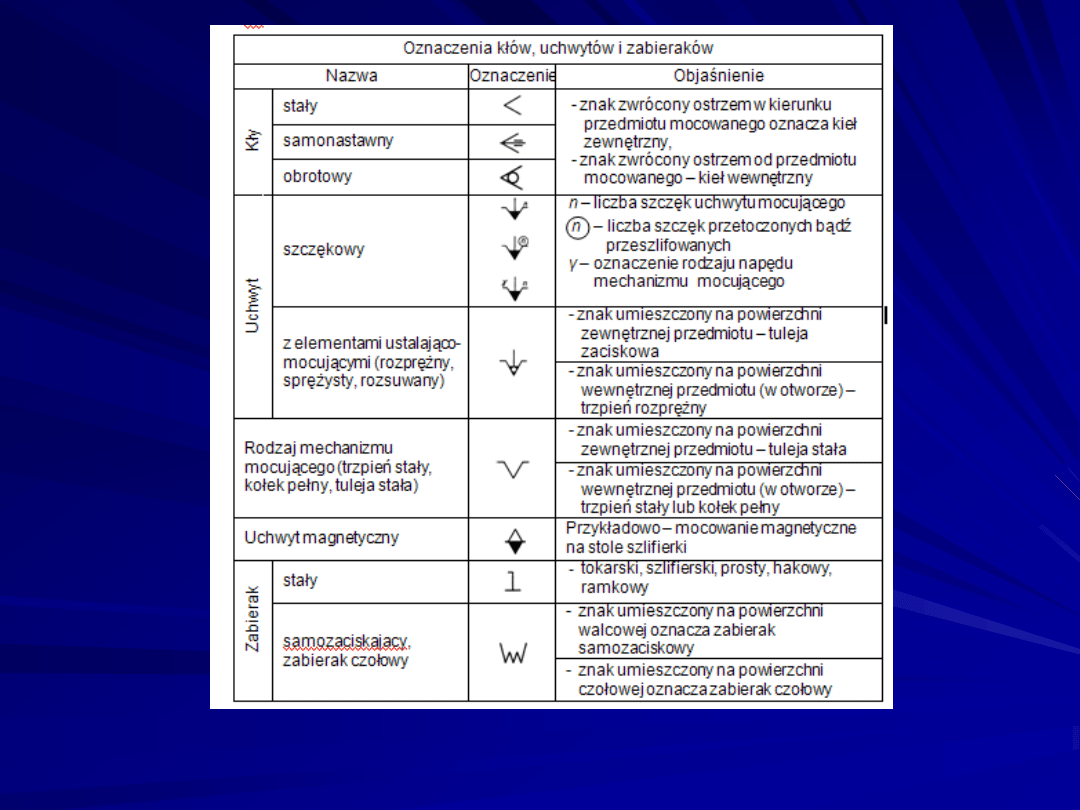
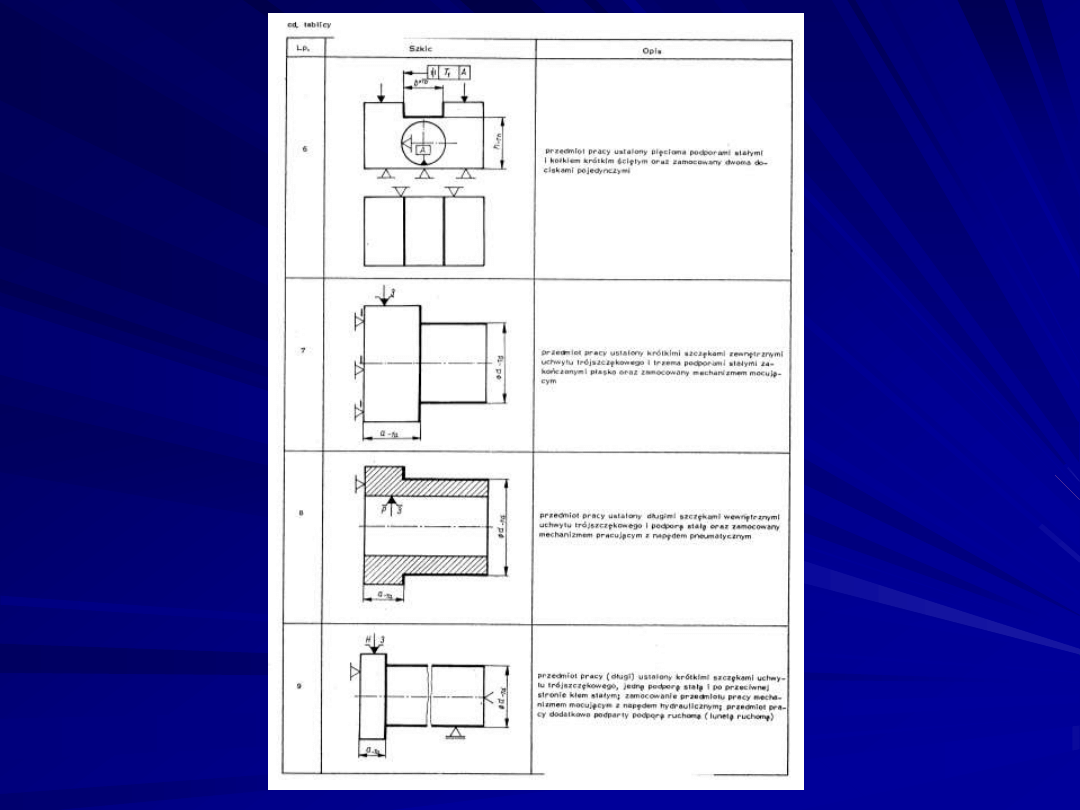
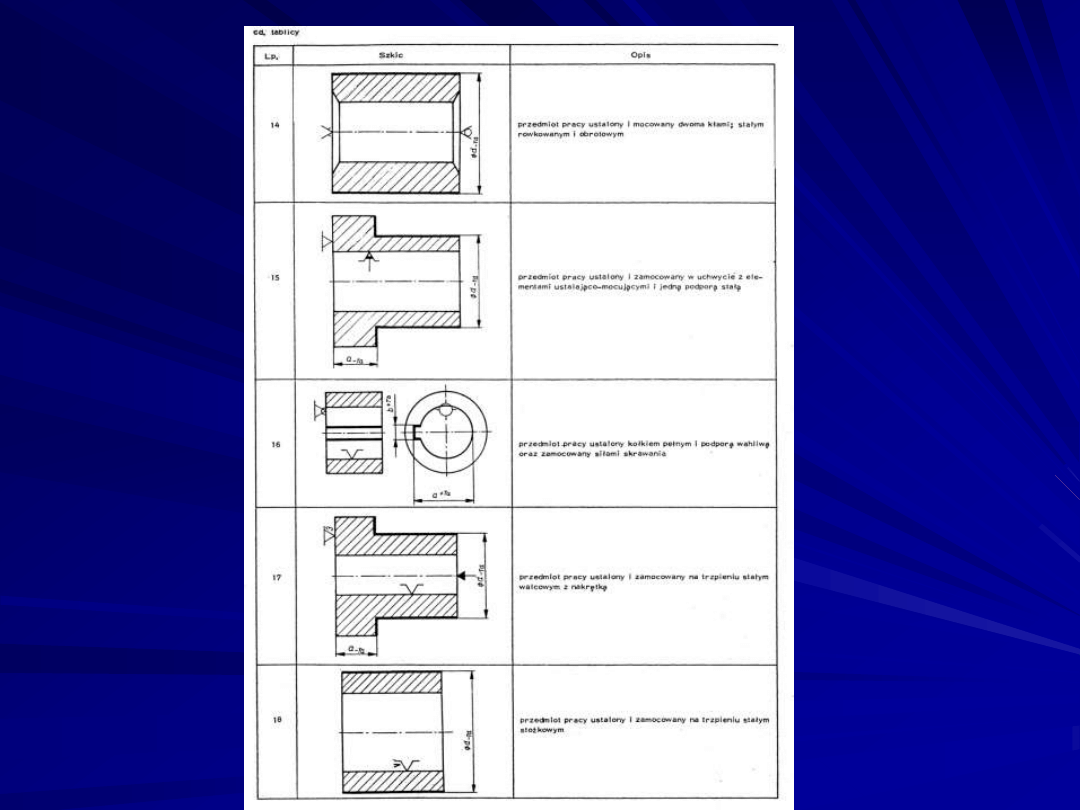
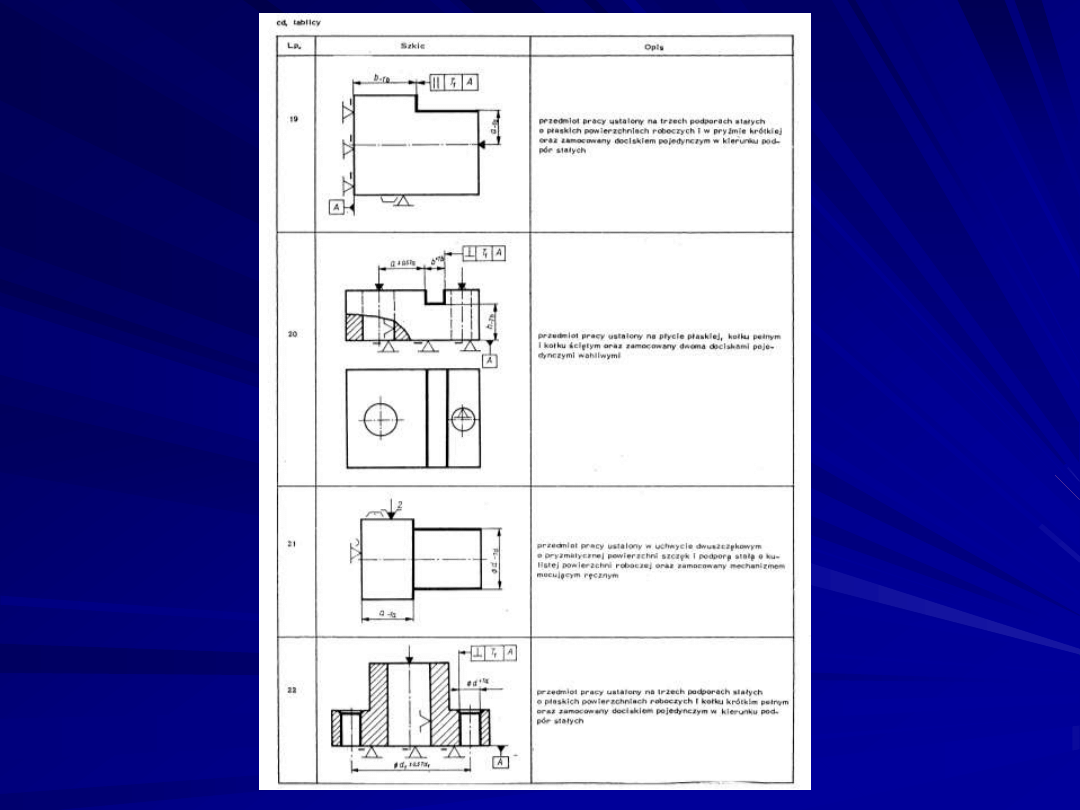
Wg normy PN-M-01152:1983
(aktualnie obowiązuje)
W nowszej literaturze można spotkać się z normą PN-M-01152:1983 (aktualnie
obowiązująca), w której zawarte są oznaczenia umowne powierzchni
obrabianych, podpór, docisków itp.
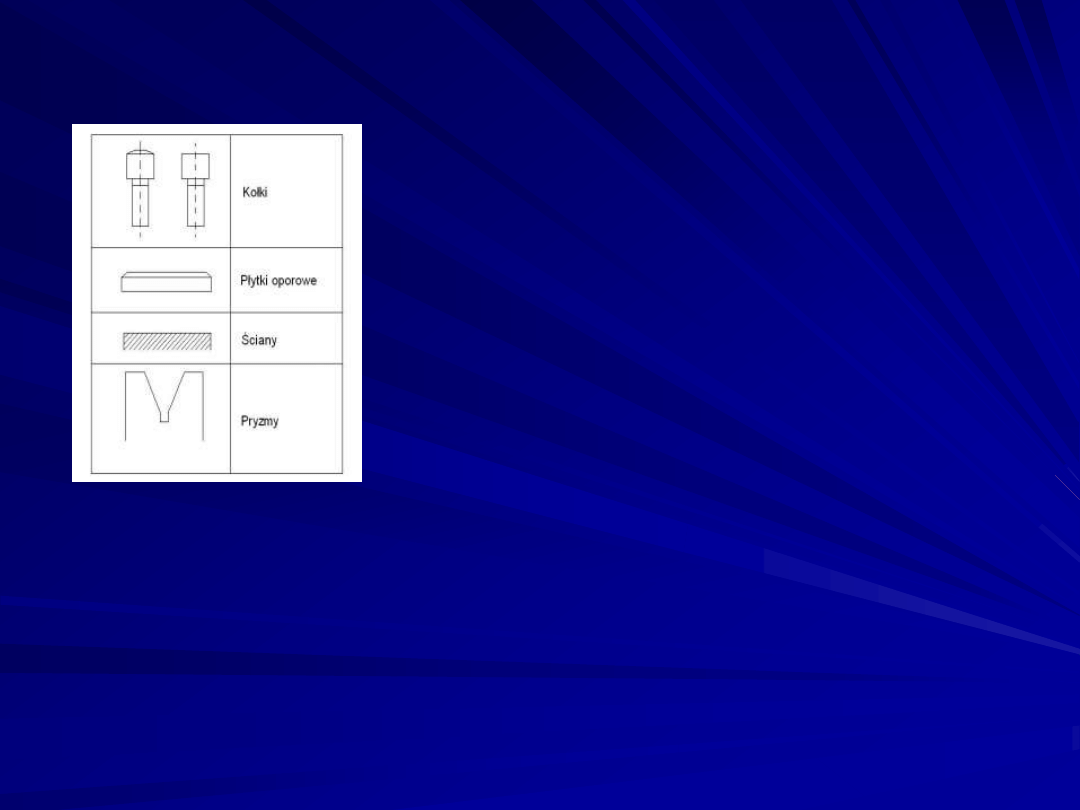
W tabeli zostały przedstawione, najczęściej używane, oznaczenia stosowane w
dokumentacji technologicznej.
Przykłady zastosowania tego typu symboli pokazane są na rysunkach dalej
025
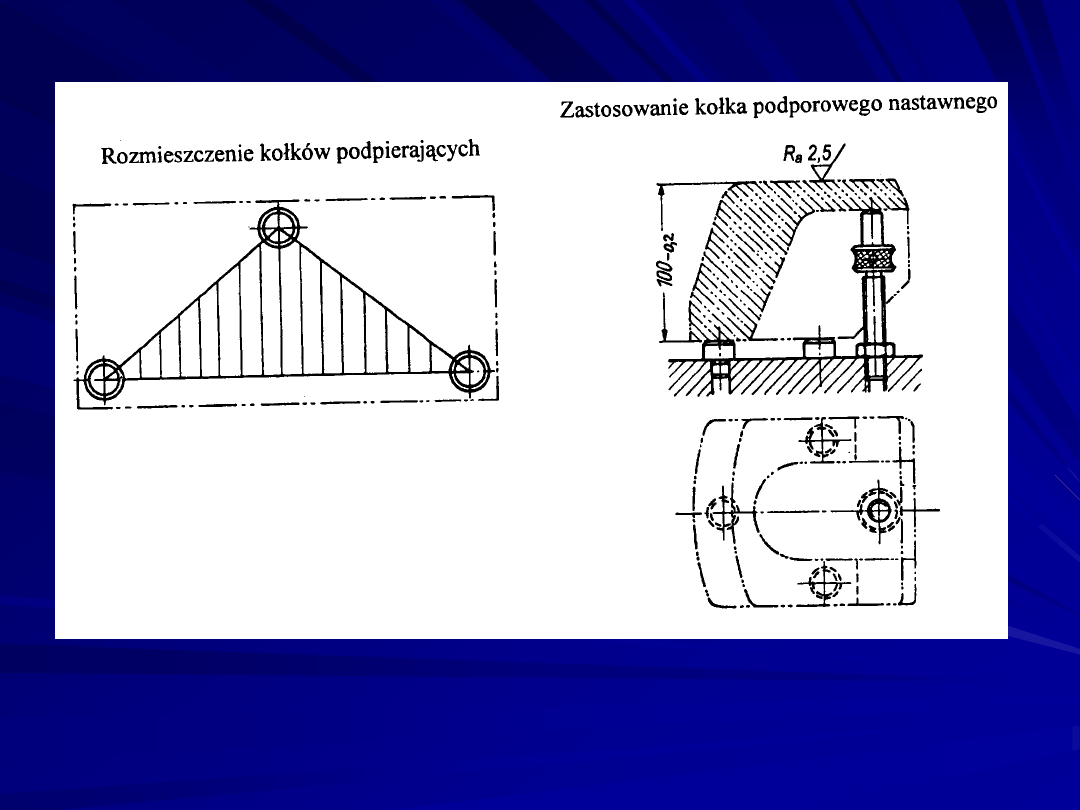
• sposób uproszczony
– pozwala określić rodzaje elementów, tzn. szkicowane
elementy
zachowują swoje cechy konstrukcyjne, pozwalające na pełną
identyfikowalność, pokazany na rysunku poniżej.
•
sposób symboliczny
- polega na przedstawieniu
elementów ustalających i
opierających w postaci punktów i układów punktów.
Ten system jest znacznie prostszy, pozwala ponadto na jednoznacznie
określa
miejsca styku przedmiotu obrabianego z
podporą rysunek. przedstawia przykład
takiego oznaczania.
26
W nowszej literaturze można spotkać się
z normą PN-M-01152:1983 (aktualnie
obowiązująca), w której zawarte są
oznaczenia umowne powierzchni
obrabianych, podpór, docisków itp.
W tabeli zostały przedstawione,
najczęściej używane, oznaczenia
stosowane w dokumentacji
technologicznej.
Przykłady zastosowania tego typu symboli
pokazane są na rysunkach dalej
Wg normy PN-M-01152:1983
(aktualnie obowiązuje)
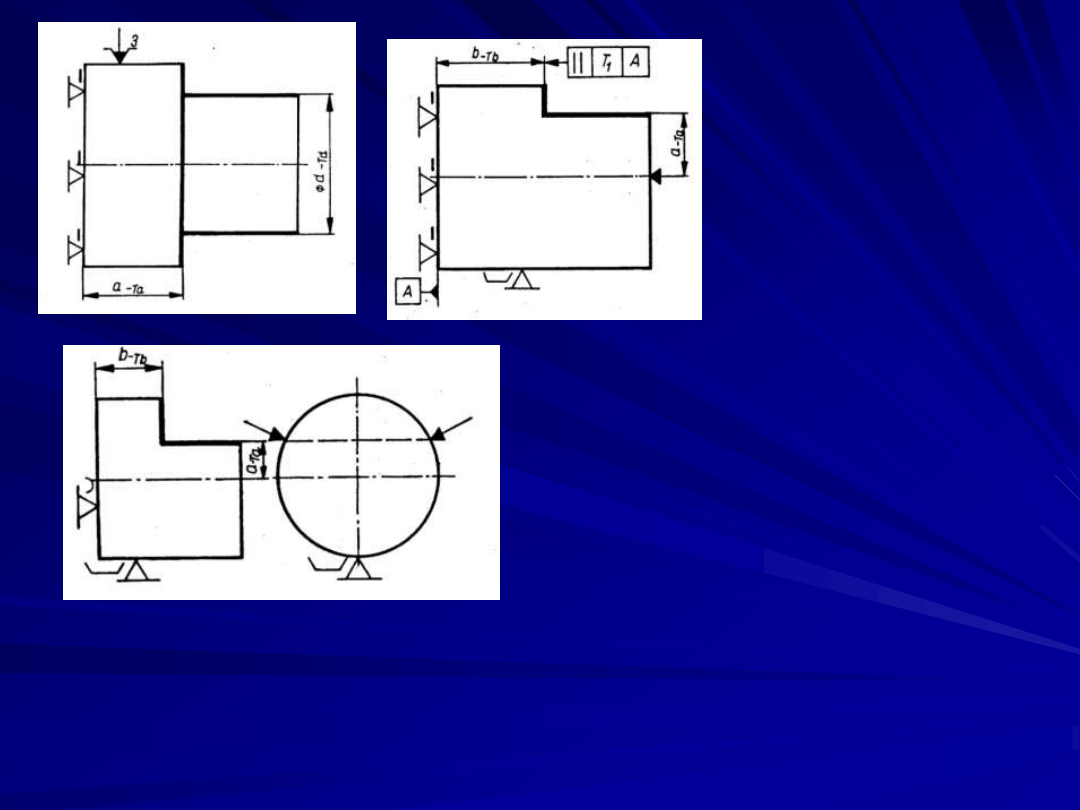
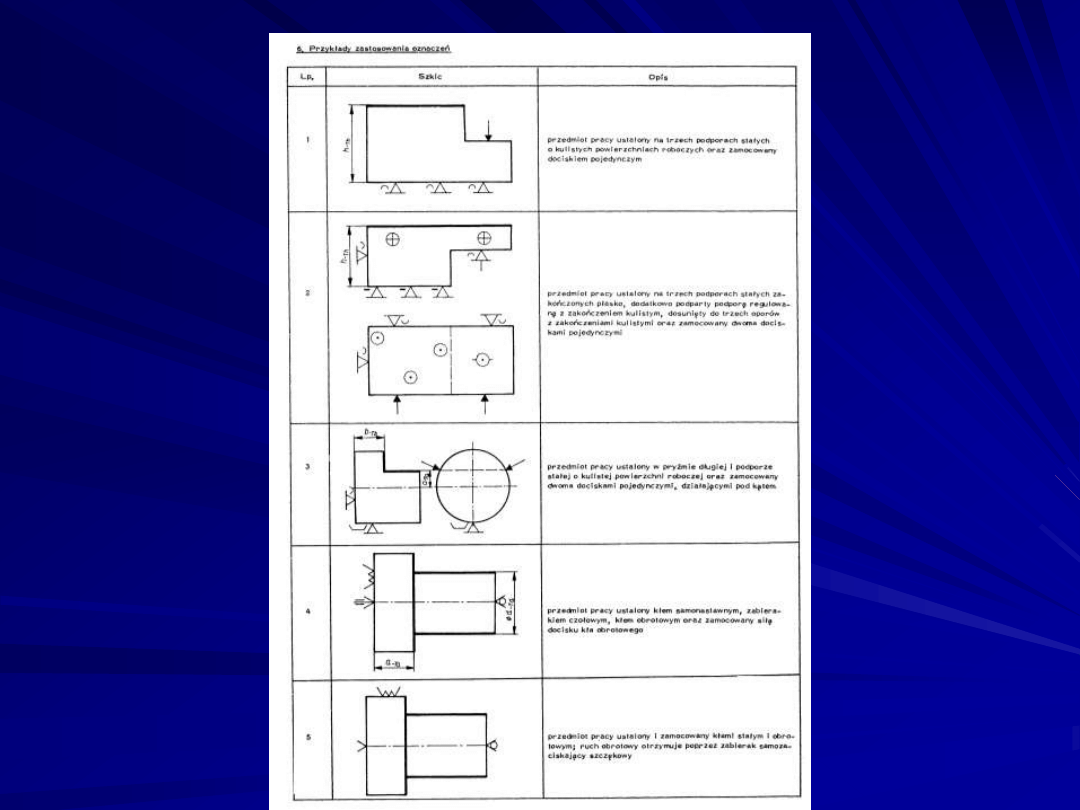
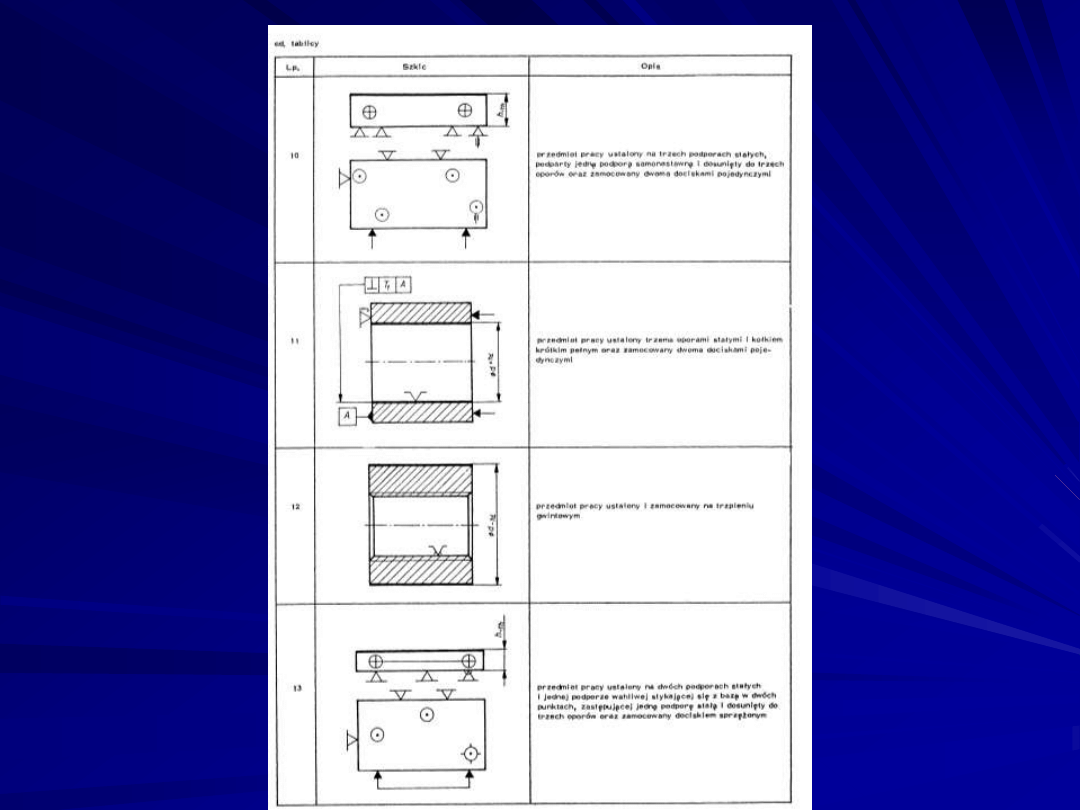
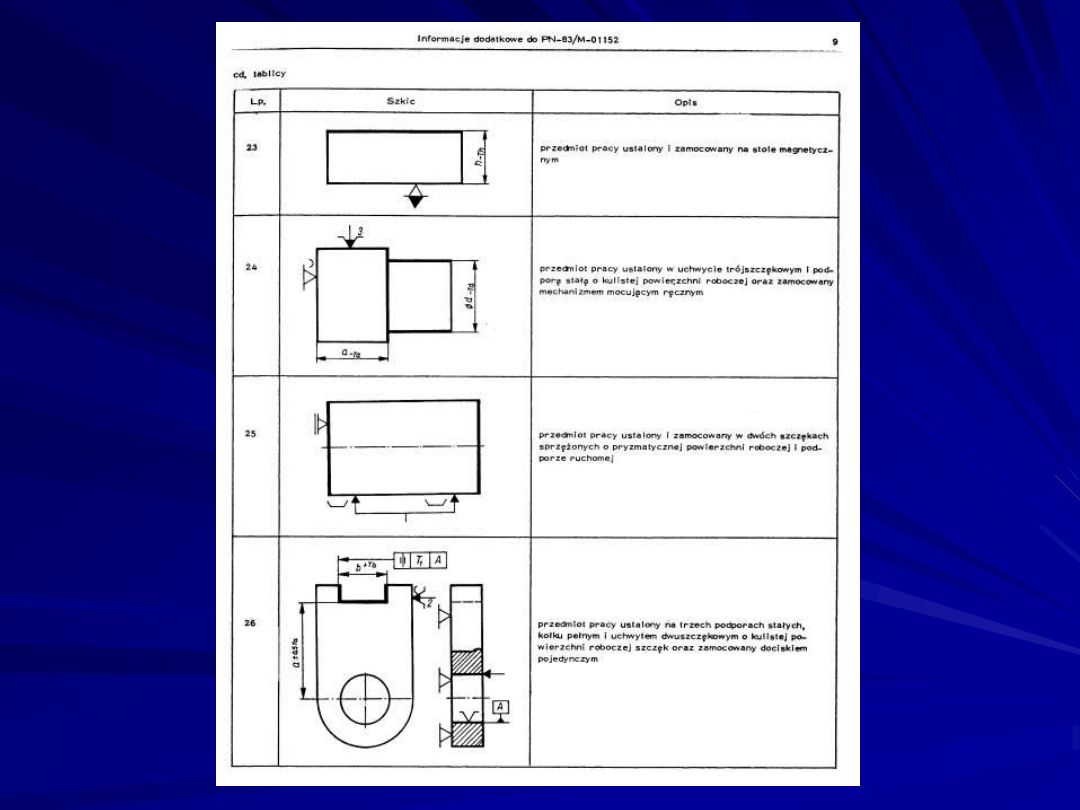
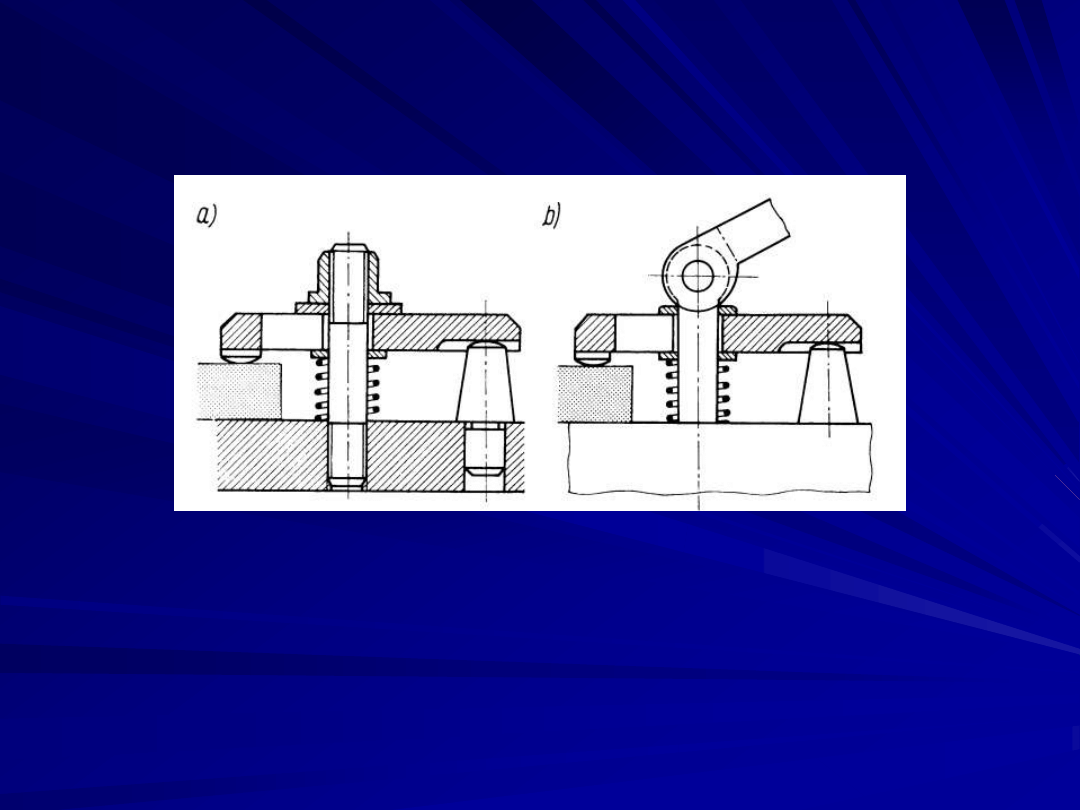
Rysunek 4.14 a przedstawia przedmiot
obrabiany ustalony na trzech podporach
stałych z płaskimi powierzchniami roboczymi
oraz na
pryźmie krótkiej i zamocowanym
dociskiem
pojedyńczym w kierunku podpór
stałych.
Na rysunku b
z kolei przedmiot ustalany jest krótkimi szczękami zewnątrznymi
uchwytu trójszczękowego i trzema podporami stałymi, zakończonymi płasko oraz
zamocowany mechanizmem mocujący. Ostatni rysunek c przedstawia przedmiot
ustalany w pryźmie długiej i stałej podporze (o kulistej powierzchni). Mocowanie
tego przedmiotu odbywa się za pośrednictwem dwóch docisków działających pod
kątem.
Przykłady oznaczania
rysunków w dokumentacji
technologicznej
wg -M-01152:1983
27
Graficzne oznaczenia umowne w dokumentacji technologicznej
Szczególnie istotne dla konstruktora oprzyrządowania jest pokazanie na szkicu w
instrukcji obróbkowej sposobu ustalenia przedmiotu oraz jego zamocowania.
Koncepcja ta jest podstawą do projektowania uchwytu obróbkowego dla danej
operacji, bądź odpowiedniego ustalenia i zamocowania przedmiotu obrabianego
bezpośrednio na obrabiarce.
Przy wykonywaniu szkicu należy stosować oznaczenia umowne w tym symbole
ustalania i mocowania wg PN-83-M-01152.
PN-83-M-01152 wprowadza ujednolicone oznaczenia
umowne które dotyczą:
• powierzchni obrabianych
• podpór
• napędów zastosowanych w mechanizmach mocujących
• elementów centrujących
• zabieraków
• docisków itp.
Powierzchnie obrabiane na rysunkach w instrukcji obróbkowej oznacza się linią
ciągłą dwukrotnie grubsza od pozostałych linii konturowych zarysu obrabianego
przedmiotu oraz podaje wymaganą chropowatość powierzchni.
28
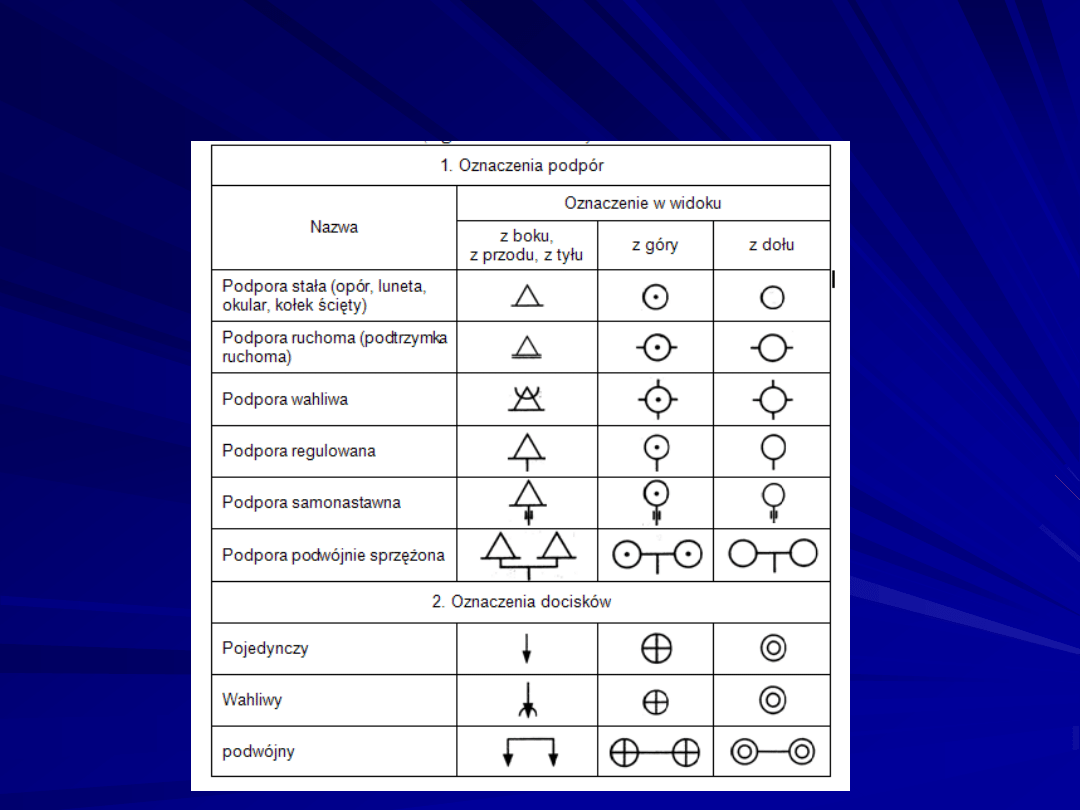
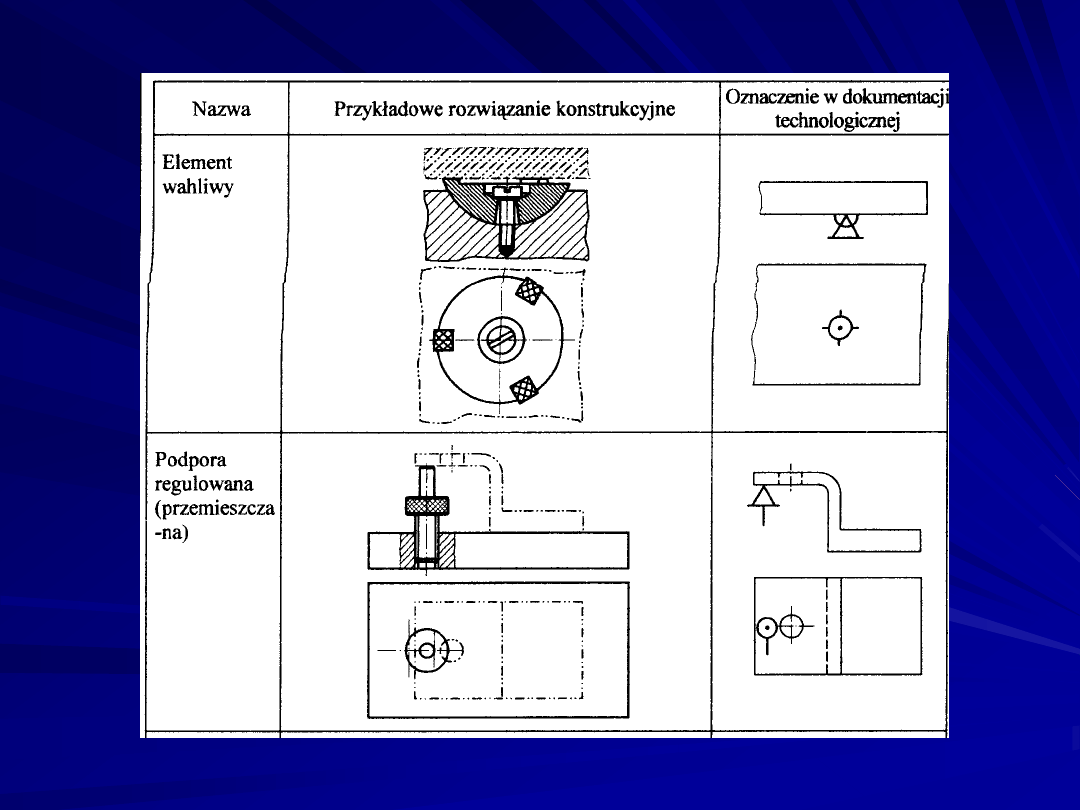
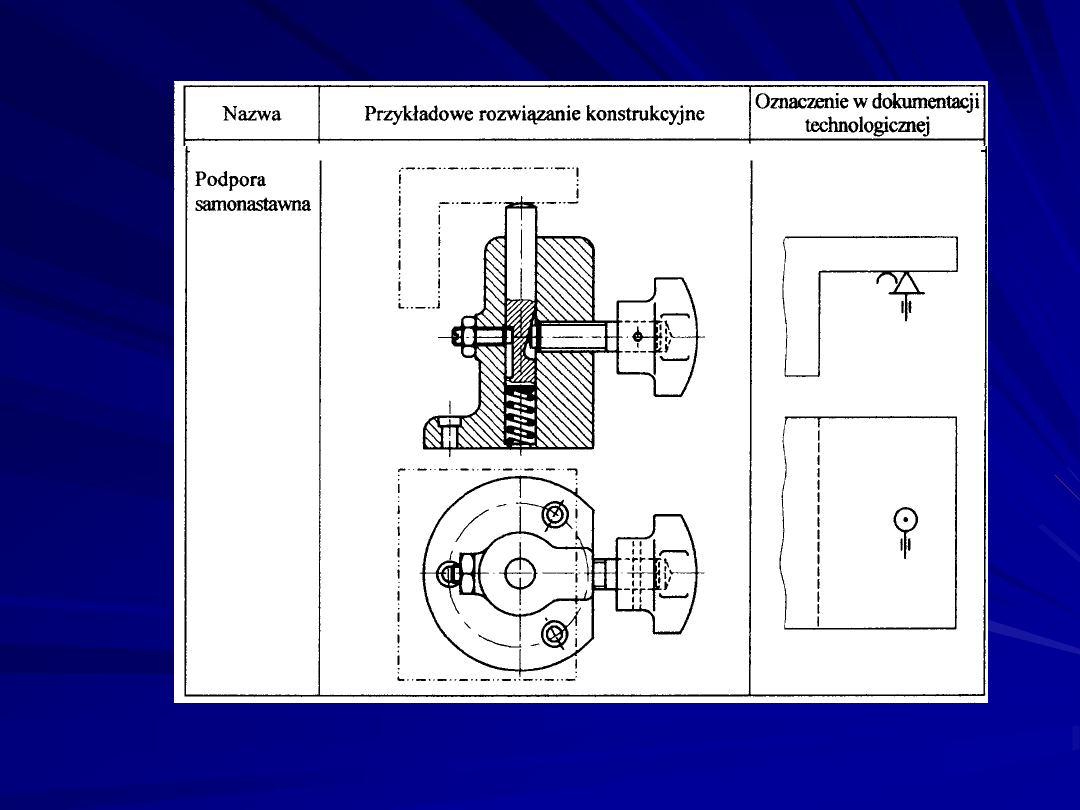
Tab. Oznaczenia umowne stosowane
w opracowaniach technologicznych
(wg PN-83/M-01152)
29
30
31
32
33
34
35
36
037
METODOLOGIA USTALANIA
Określenie bazy głównej
Baza główna przedmiotu powinna to być:
• powierzchnia która jest związana z powierzchnią obrabianą,
• powierzchnia o znacznych gabarytach w stosunku do innych powierzchni
przedmiotu,
• powierzchnia, której stan (obróbczy) zapewni odpowiednią dokładność
przylegania przedmiotu i podpory.
Poprawne umieszczenie przedmiotu obrabianego w układzie odniesienia
Sposób umieszczenia przedmiotu jest determinowany przede wszystkim przez
rodzaj powierzchni która stanowi bazę główną.
I tak, gdy bazą główną jest płaszczyzna, przedmiot należy umieścić w układzie
odniesienia w taki sposób aby płaszczyzna ta leżała w jednej z płaszczyzn układu
(względnie równolegle do niej).
W przypadku, gdy bazą główną jest powierzchnia cylindryczna (zewnętrzna lub
wewnętrzna), przedmiot należy tak umieścić w układzie odniesienia aby oś symetrii
powierzchni cylindrycznej pokryła się z jedną z osi układu.
038
Odebranie przedmiotowi obrabianemu swobodnych ruchów dzięki zetknięciu
bazy głównej z podporą
Etap ten polega na wykonaniu szkicu przedmiotu w rzutach (w odpowiednim
uproszczeniu).
Elementy ustalające są odpowiednio dobierane i oznaczane na rysunku.
Określenie bazy pomocniczej
Baza pomocnicza to powierzchnia, która powinna:
•być dostatecznie duża,
•być powierzchnią związaną z bazą główną wymiarem o najmniejszej tolerancji,
•zapewnić dostateczną dokładność i stopień przylegania przedmiotu i podpory.
Wyróżniamy dwa rodzaje baz pomocniczych : wielokrotne (jedna powierzchnia
odbiera kilka różnych ruchów), jednokrotne (jedna powierzchnia odbiera tylko
jeden ruch).
Odebranie przedmiotowi dalszych stopni swobody dzięki zetknięciu bazy
pomocniczej z dalszymi elementami podpory
Po określeniu bazy pomocniczej, należy dobrać i oznaczyć elementy bazujące
(rysunek przedmiotu) . Należy także uzupełnić zapis analityczny uwzględniając
kierunki odebrane przez zetknięcie z bazą pomocniczą.
039
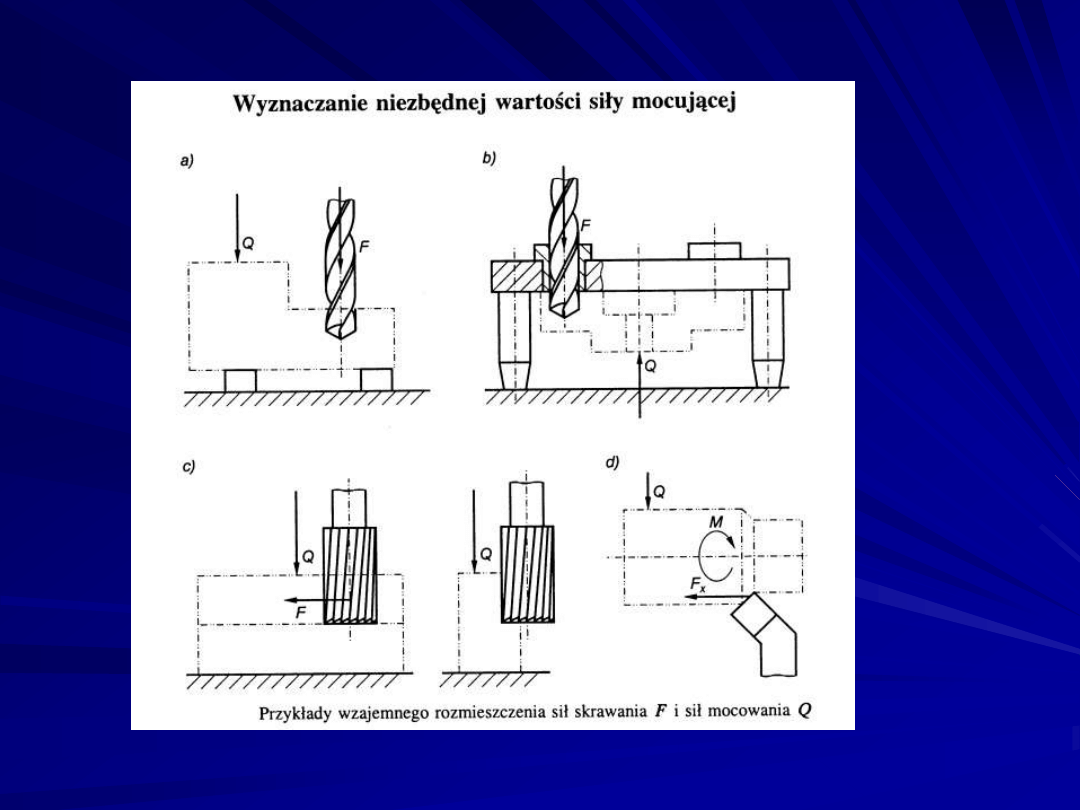
Określenie kierunków działania składowych sił mocujących
Siły mocujące ustala się indywidualnie w zależności od konkretnego przypadku, na
rysunku zaznacza się kierunki działania składowych sił (za pomocą wektorów) z kolei
na arkuszu uzupełnia się ostatnią część zapisu analitycznego w odniesieniu do
składowych sił mocujących, które zabezpieczają przedmiot przed przesuwem i
obrotem.
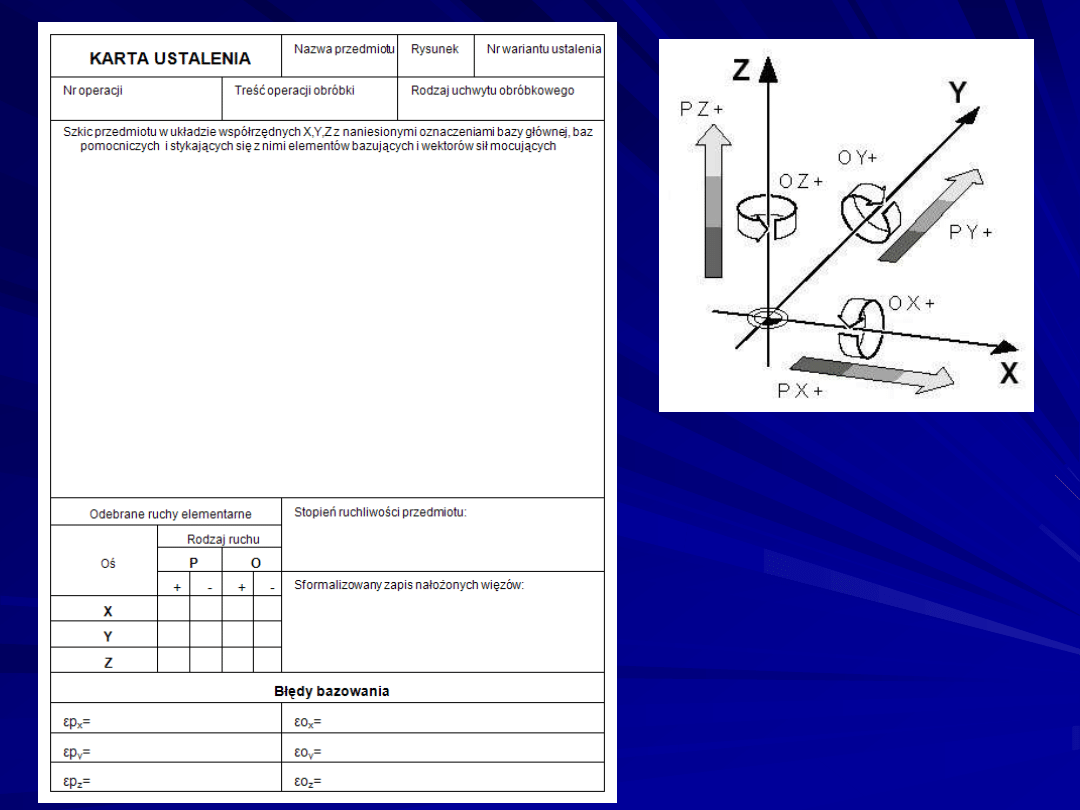
ZAPIS FORMALNY USTALANIA
W celu zebrania wszystkich informacji niezbędnych do przeprowadzenia analizy
ustalania, można posłużyć się specjalnie przygotowanym, do tego celu, arkuszem
analizy ustalania pokazany na kolejnym rysunku.
Jest to prosty arkusz, który powinien być dołączony do każdej dokumentacji
technologicznej.
Arkusz ten zawiera pola o podstawowych informacjach, np. nr operacji lub nazwa
przedmiotu, oraz pola wymagające szczegółowe, w których wymagana jest wiedza z
dziedziny ustalania i bazowania przedmiotów.
Pierwsze pole powinno składać się z trzech podstawowych rzutów przedmiotu
obrabianego, zawierając przy tym oznaczenia baz głównych, baz pomocniczych,
elementów ustalających oraz wektorów sił mocujących (wszystkie informacje
podane wcześniej).
040
Kolejne pole służy do zaznaczenia odebranych stopni swobody, zawiera ono
12 pól w tym 6 pól z oznaczeniem P (dla ruchu posuwowego) oraz 6 pól z
oznaczeniem O (analogicznie dla ruchu obrotowego).
Ponadto ruch w danej osi i o danej charakterystyce (posuwowy, obrotowy)
zawiera dwa pola + i -
, które oznaczają kierunek ruchu.
I tak w przypadku ruchów posuwowych plusem oznaczamy ruch narastający
względem układu odniesienia, z kolei dla ruchu obrotowego obowiązuje
reguła śruby prawoskrętnej.
Sytuację taką ilustruje rysunek.
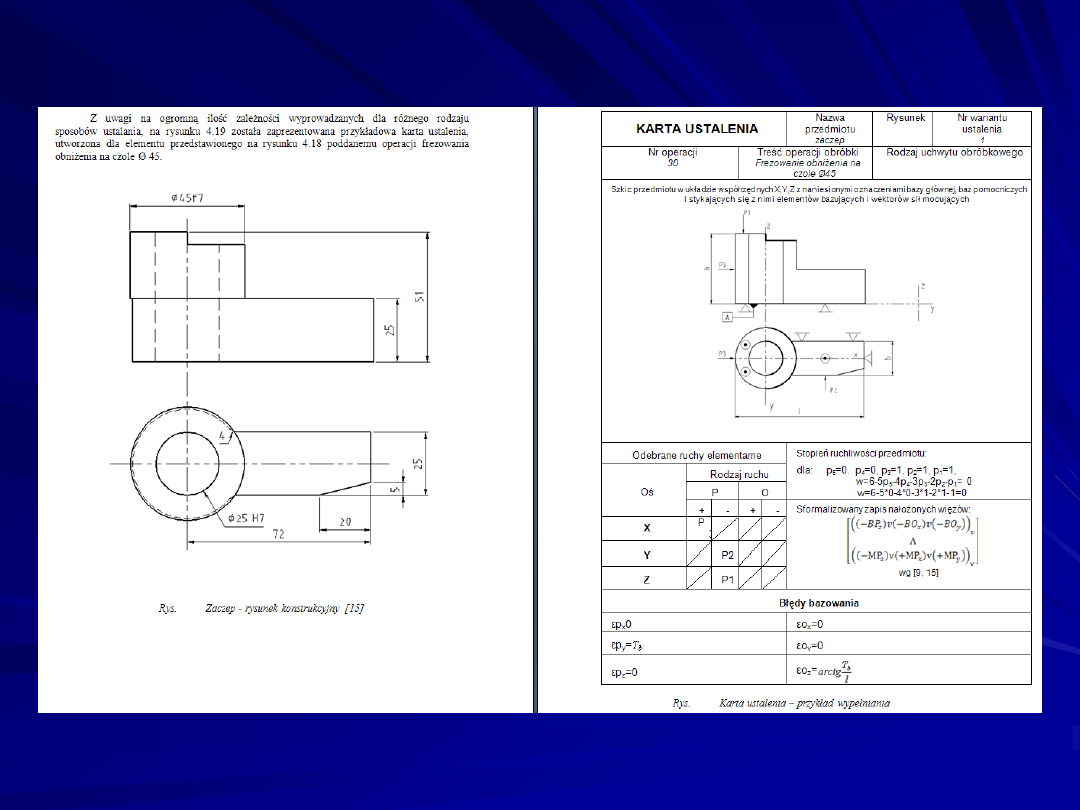
Następnym punktem jest określenie stopnia ruchliwości przedmiotu
obrabianego na podstawie zamieszczonej ( w arkuszu) zależności:
w=6-5p
5
-4p
4
-3p
3
-2p
2
-p
1
041
042
Rys. Przykłady ruchów w układzie
przestrzennym
Rys. Karta ustalenia przedmiotu
(
opis szczegółowy u A. Samka)
USTAWIANIE PRZEDMIOTU
OBRABIANEGO W UCHWYCIE
Bazy obróbkowe i wymiary obróbkowe
Bazą (ogólnie) nazywa się każdą powierzchnię, linię lub punkt
przedmiotu, względem których określa się w sposób bezpośredni
położenie innej rozpatrywanej powierzchni, linii lub punktu tego
przedmiotu.
Istnieje wiele, mniej lub bardziej różniących się między sobą,
klasyfikacji baz.
Ponieważ konstruktor uchwytów obróbkowych ma zwykle do czynienia
tylko z niektórymi rodzajami baz, a mianowicie:
• głównie z bazami obróbkowymi i w mniejszym stopniu z
• bazami konstrukcyjnymi i kontrolnymi,
w dalszych rozważaniach zajmować się będziemy przede wszystkim
tymi trzema rodzajami baz, ze szczególnym uwzględnieniem baz
obróbkowych.
Bazy obróbkowe i wymiary obróbkowe
045
W podziale funkcyjnym baz rozróżnia się
• bazy konstrukcyjne, tj. bazy przyjęte przy konstruowaniu
wyrobu w celu określenia w części wchodzącej w skład tego wyrobu
położenia jakiejś powierzchni, linii lub punktu w sposób
uwarunkowany prawidłowością współpracy tej części z innymi
częściami wyrobu;
• bazy produkcyjne, tj. bazy przyjęte w procesie produkcyjnym
jakiejś części wyrobu w celu określenia w niej położenia jakiejś
powierzchni, linii lub punktu w sposób uwarunkowany sposobem
wytwarzania tej części i całego wyrobu.
Z kolei bazy produkcyjne dzielą się na
•
technologiczne
• kontrolne
•
właściwe
• zastępcze
046
Baza technologiczna jest to baza produkcyjna przyjęta przy
realizowaniu procesu technologicznego jakiejś części wyrobu, w celu
określenia położenia w tej części jakiegoś punktu, linii lub powierzchni.
Baza kontrolna jest to baza produkcyjna przyjęta przy kontroli
wykonania jakiejś części, w celu określenia położenia w tej części
jakiegoś punktu, linii lub powierzchni.
Baza właściwa jest to baza produkcyjna jakiegoś punktu, linii lub
powierzchni przedmiotu zgodna z bazą konstrukcyjną.
Baza zastępcza jest to baza produkcyjna jakiegoś punktu, linii lub
powierzchni przedmiotu niezgodna z bazą konstrukcyjną.
047
Bazy technologiczne dzielą się na:
bazy montażowe, tj. bazy technologiczne przyjęte przy montażu
zespołu (lub wyrobu) w celu określenia położenia jakiejś części zespołu
względem części rozpatrywanej;
bazy obróbkowe, tj. bazy technologiczne przyjęte w procesie
obróbki części (przedmiotu obrabianego) w celu określenia położenia
w tej części jakiejś powierzchni przy jej obróbce, albo w celu określenia
położenia jakiejś linii lub punktu przy obróbce powierzchni, która sama
lub z innymi powierzchniami wyznacza tę linię lub punkt.
Powierzchnia obrabiana jest zawsze związana z bazą obróbkową
bezpośrednio (patrz określenie bazy) — wymiarem lub warunkiem
dotyczącym położenia względem bazy (np. równoległość lub
prostopadłość), albo i wymiarem i warunkiem położenia.
48
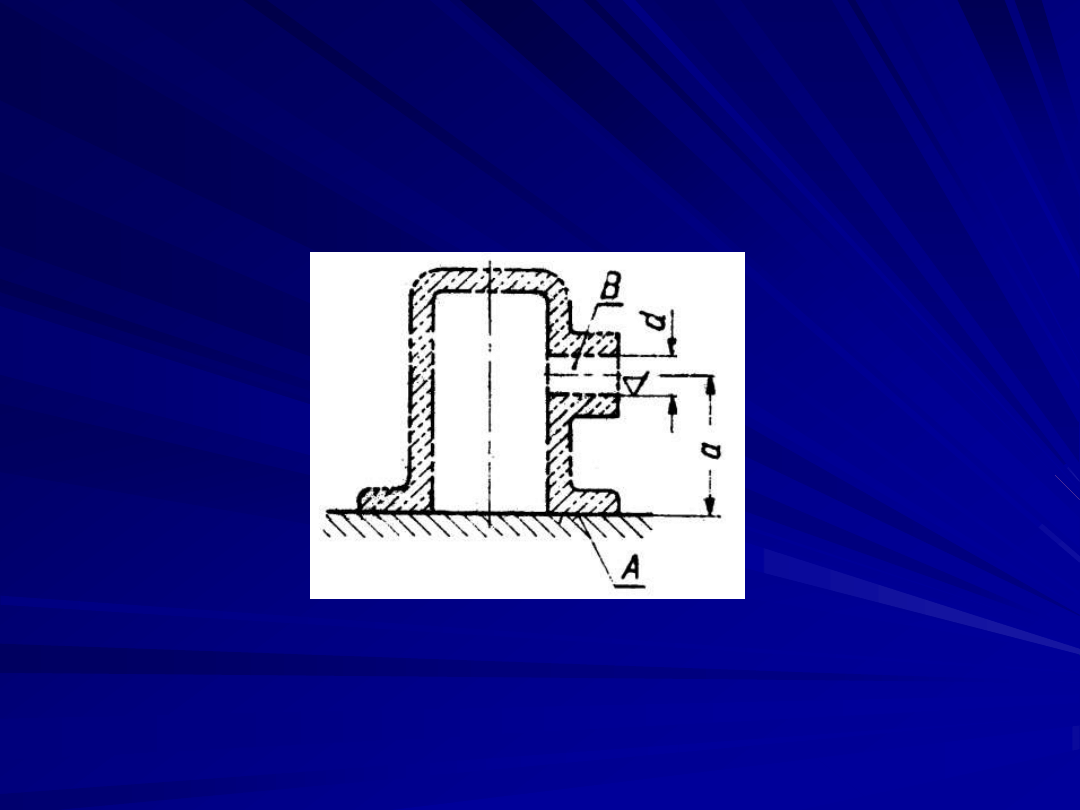
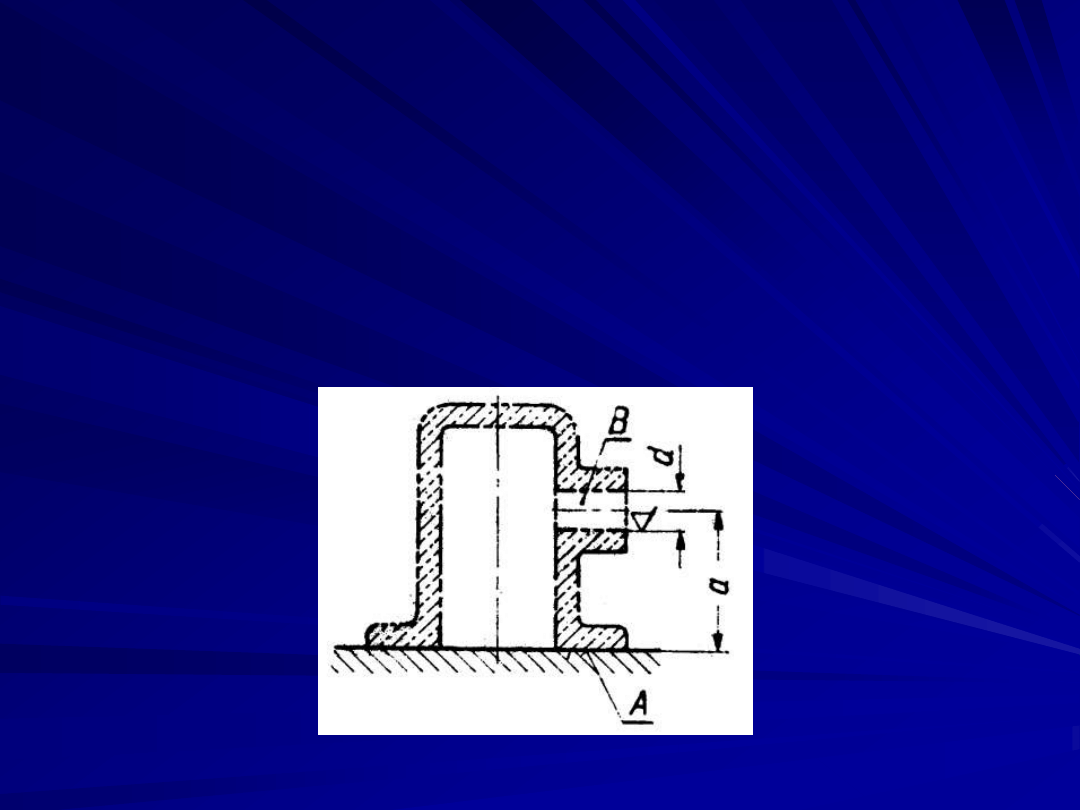
Np. na rysunku poniżej płaszczyzna A jest bazą obróbkową dla otworu B,
którego oś ma być równoległa do płaszczyzny A i znajdować się w
odległości a od niej.
Baza obróbkowa A, otwór obrabiany B,
wymiar obróbkowy
położenia a
i
wymiar obróbkowy powierzchni d
49
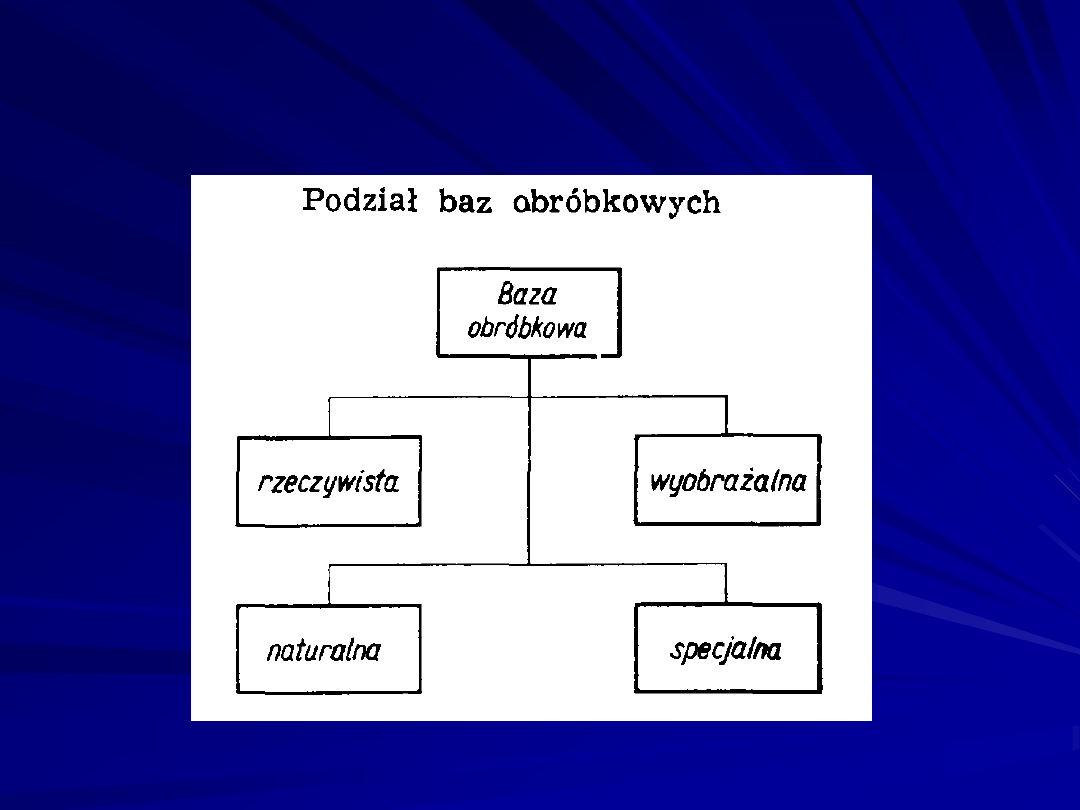
Podział baz obróbkowych, istotny dla konstruktora uchwytów,
przedstawiono na rysunku poniżej.
50
Jak wynika z tego rysunku, baza obróbkowa może być:
•
rzeczywista, jeśli jest powierzchnią przedmiotu obrabianego albo
linią lub punktem leżącym na jego powierzchni (np. płaszczyzna A na
rysunku).
•
wyobrażalna, jeśli jest pomyślaną powierzchnią, linią lub punktem
(np. płaszczyzna symetrii lub oś otworu, jak na rysunku d).
51
Niezależnie od powyższego podziału baza obróbkowa może
być:
• naturalna, jeśli do jej wykorzystania (jako bazy obróbkowej)
nie jest potrzebna dodatkowa obróbka jakiejś powierzchni
przedmiotu, zbędna z punktu widzenia działania gotowego
przedmiotu w zespole, do którego on należy,
• specjalna, jeśli do jej wykorzystania trzeba dodatkowo obrobić
jakąś powierzchnię przedmiotu, chociaż z punktu widzenia
działania przedmiotu ta dodatkowa obróbka jest zbędna.
52
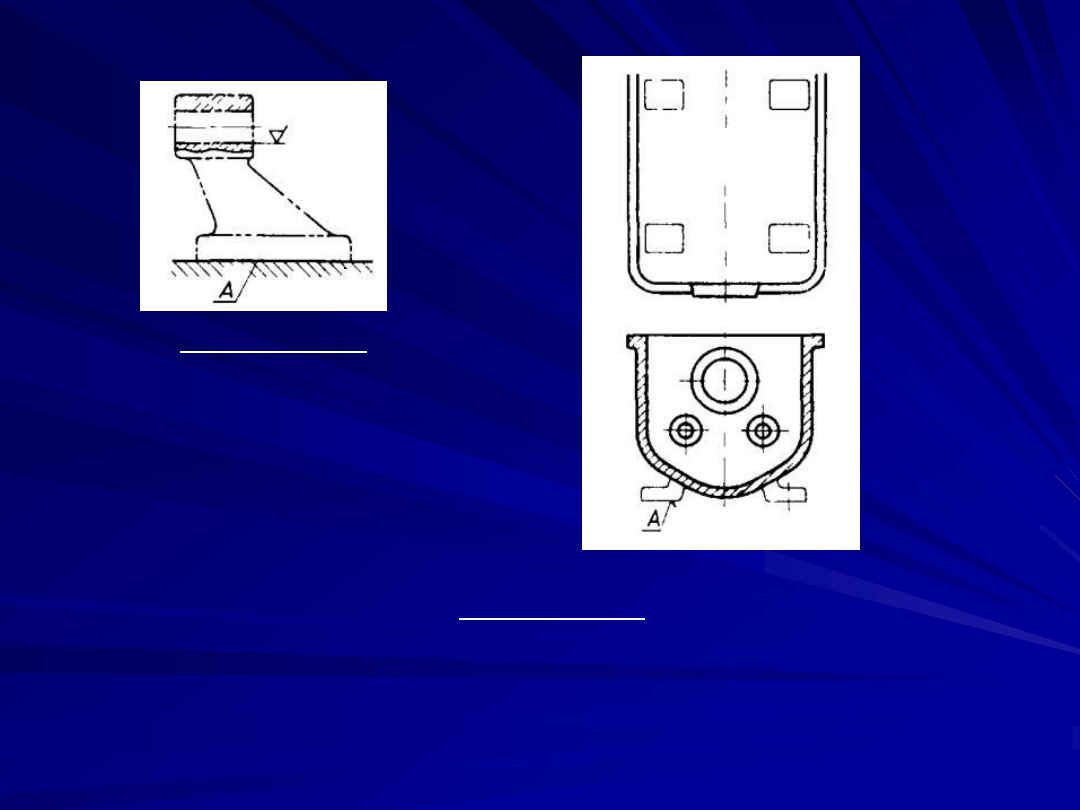
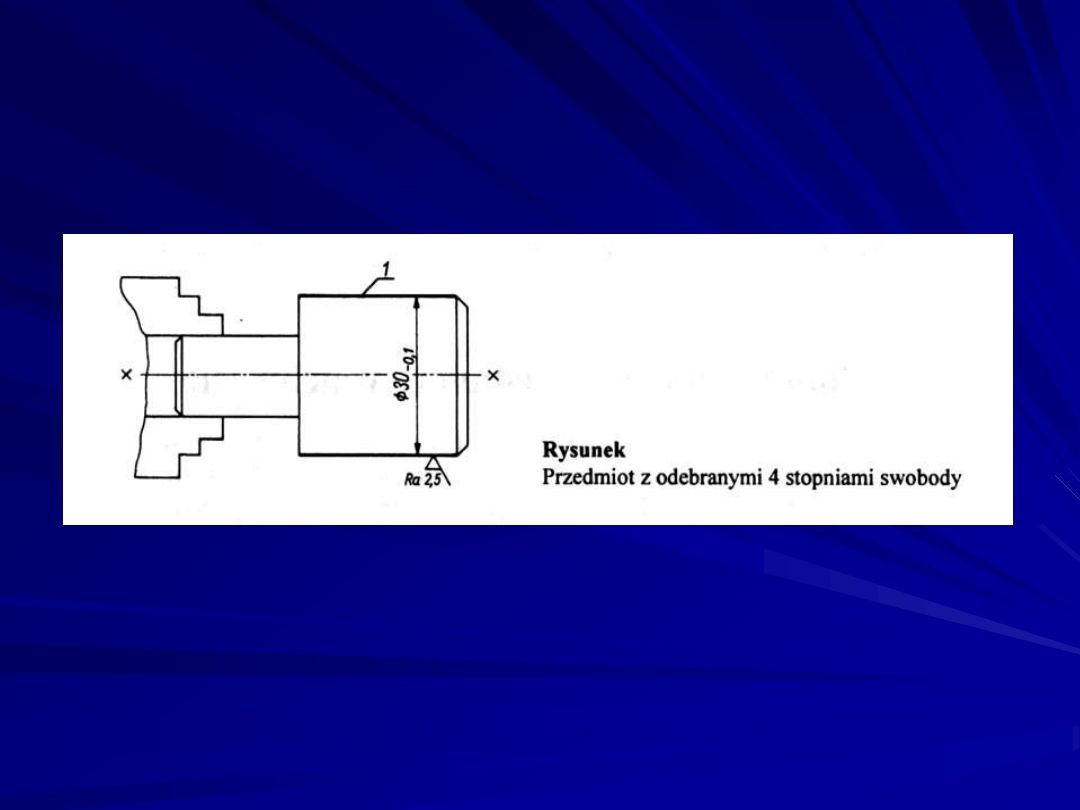
Przykładem bazy naturalnej jest
płaszczyzna A na rysunku, która po
obróbce przewidzianej na rysunku
wykonawczym (
6) może być bez
dodatkowej obróbki wykorzystana
jako baza do wykonania otworu B.
Obrobiona płaszczyzna A czterech nóżek na rysunku
jest bazą specjalną, gdyż nie tylko obróbka tej
płaszczyzny, lecz także same nóżki są dla przedmiotu
funkcjonalnie zbędne, i wykonuje się je tylko dla
ułatwienia ustawiania przedmiotu do obróbki
innych jego powierzchni.
53
Bazy obróbkowe, które podczas obróbki przedmiotu stykają się z
elementami uchwytu (lub obrabiarki) nazywają się bazami
stykowymi.
Pod nazwą „wymiary przedmiotu" rozumie się zwykle jego wymiary
podane na rysunku wykonawczym, które mają być osiągnięte w
gotowym przedmiocie.
W technologii budowy maszyn i w konstrukcji uchwytów występują
ponadto wymiary uzyskiwane w poszczególnych operacjach, nie
będące wymiarami ostatecznymi przedmiotu, lecz uwzględniające
naddatki dalszą obróbkę określonych powierzchni.
Wymiary, które mają być uzyskane w projektowanym uchwycie dla
uproszczenia określamy ogólną nazwą wymiary obróbkowe, bez
względu na to czy będą one wymiarami ostatecznymi, czy też nie.
Z punktu widzenia konstrukcji uchwytów konieczne jest rozróżnianie
wymiarów obróbkowych położenia powierzchni w przedmiocie i
wymiarów obróbkowych samych powierzchni ponieważ uchwyt może
mieć wpływ prawie wyłącznie na pierwszy z tych dwóch rodzajów
wymiarów obróbkowych.
Ustawienie przedmiotu obrabianego w uchwycie
Ustawieniem przedmiotu w uchwycie będziemy nazywać nadanie mu
w tym uchwycie określonego położenia, odpowiadającego zamierzonej
obróbce.
Ustawienie polega na umieszczeniu przedmiotu w uchwycie w taki
sposób, żeby jego określone powierzchnie zetknęły się z przeznaczonymi
do tego celu powierzchniami odpowiednio rozmieszczonych elementów
uchwytu.
Przez ustawienie w uchwycie przedmiot zostaje ustawiony pośrednio
względem obrabiarki, na której uchwyt jest zamocowany.
Ustawienie przedmiotu składa się z jego ustalenia oraz
ewentualnego oparcia go i podparcia.
55
Ustaleniem przedmiotu w uchwycie nazywa się nadanie mu określonego
położenia w tych kierunkach, które maja wpływ na wynik obróbki tj. na
uzyskanie żądanych wymiarów obróbkowych i kształtów.
Szczególnym przypadkiem ustalania jest centrowanie czyli ustalenie
przedmiotu względem osi powierzchni obrotowej, naokoło której będzie
on wykonywał ruch obrotowy podczas obróbki.
Centrowaniem jest więc np. ustalenie przedmiotu na czopie uchwytu w
celu toczenia powierzchni prostopadłej do osi wałka.
Natomiast wystarczy gdy przedmiot nie będzie wykonywał obrotu wokół
własnej osi i już nie będziemy mieli do czynienia z centrowaniem.
Ponieważ często na uzyskanie wymaganych wymiarów obróbkowych ma
wpływ położenie przedmiotu w uchwycie tylko w pewnych kierunkach
przy ustaleniu mogą być odebrane przedmiotowi wszystkie stopnie
swobody lub tylko niektóre z nich.
Przy ustaleniu nie odbierającym przedmiotowi wszystkich stopni swobody
pozostawionych stopni swobody można by mu w ogóle nie odbierać, gdyż
są to stopnie swobody, które nie mają wpływu na wynik obróbki.
56
Wiemy, że do obróbki przedmiot musi być całkowicie unieruchomiony w
uchwycie.
To unieruchomienie można w przypadku ustalenia, po którym przedmiot nie
ma odebranych wszystkich stopni swobody, osiągnąć przez zamocowanie
przedmiotu w dowolnym jego położeniu w tych kierunkach, w których ma
pozostawione stopnie swobody.
Takiego sposobu unieruchomienia przedmiotów nie stosuje się jednak w
praktyce, z następujących powodów:
• aby przedmiot nie poruszał się pod działaniem sił skrawania
• wzajemnego oddziaływania elementów zamocowujących umieszczonych
na wprost siebie
• elementy zamocowujące trzeba tak konstruować i rozmieszczać w
uchwycie, żeby można było nim mocować przedmioty umieszczane w
uchwycie w różnych położeniach, co komplikuje budowę uchwytu.
Odbieranie przedmiotowi stopni swobody nie mających wpływ wynik
obróbki nazywa się opieraniem przedmiotu.
57
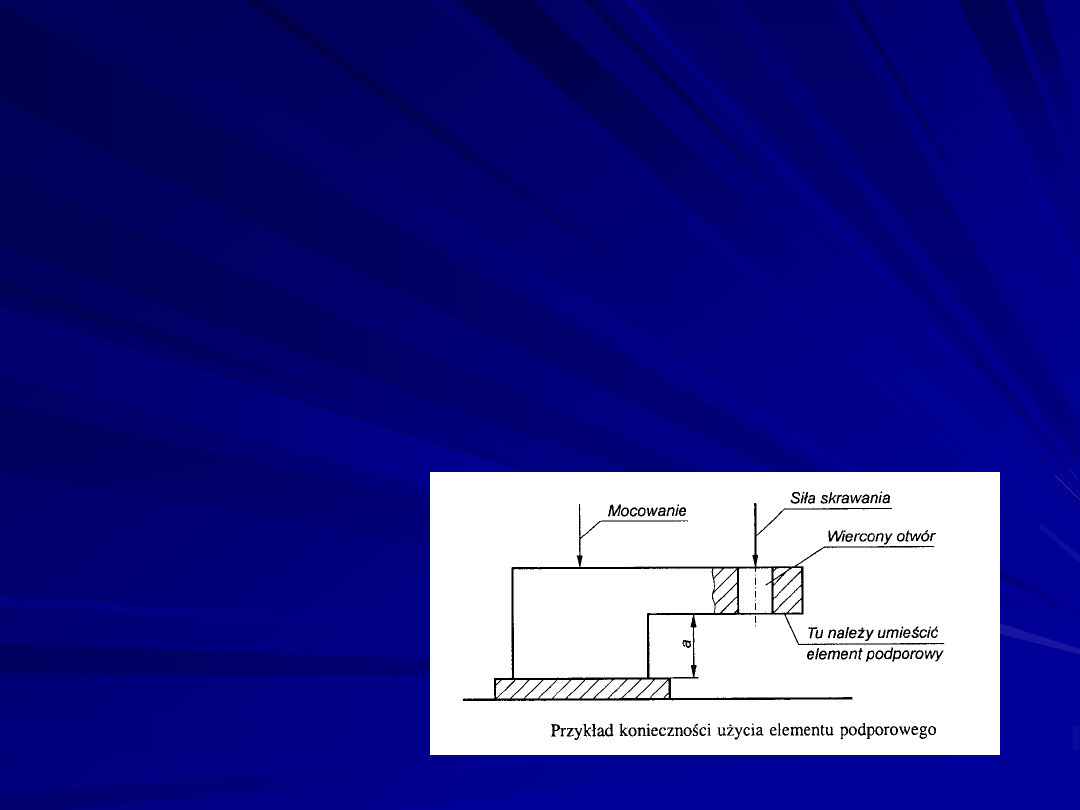
Rozróżnianie ustalania i opierania przy odbieraniu przedmiotowi
obrabianemu stopni swobody ma nie tylko znaczenie teoretyczne, lecz
także ważne następstwa praktyczne, ponieważ elementy oporowe mogą być
znacznie mniej dokładnie wykonane i rozmieszczone w uchwycie niż
elementy ustalające.
Należy podkreślić, iż nie zawsze można za pomocą elementów oporowych,
pozbawić przedmiot tych wszystkich stopni swobody, których nie odbierają
mu elementy ustalające.
Dotyczy to takich przedmiotów, które są całkowicie symetryczne względem
osi powierzchni ustalającej.
58
59
60
61
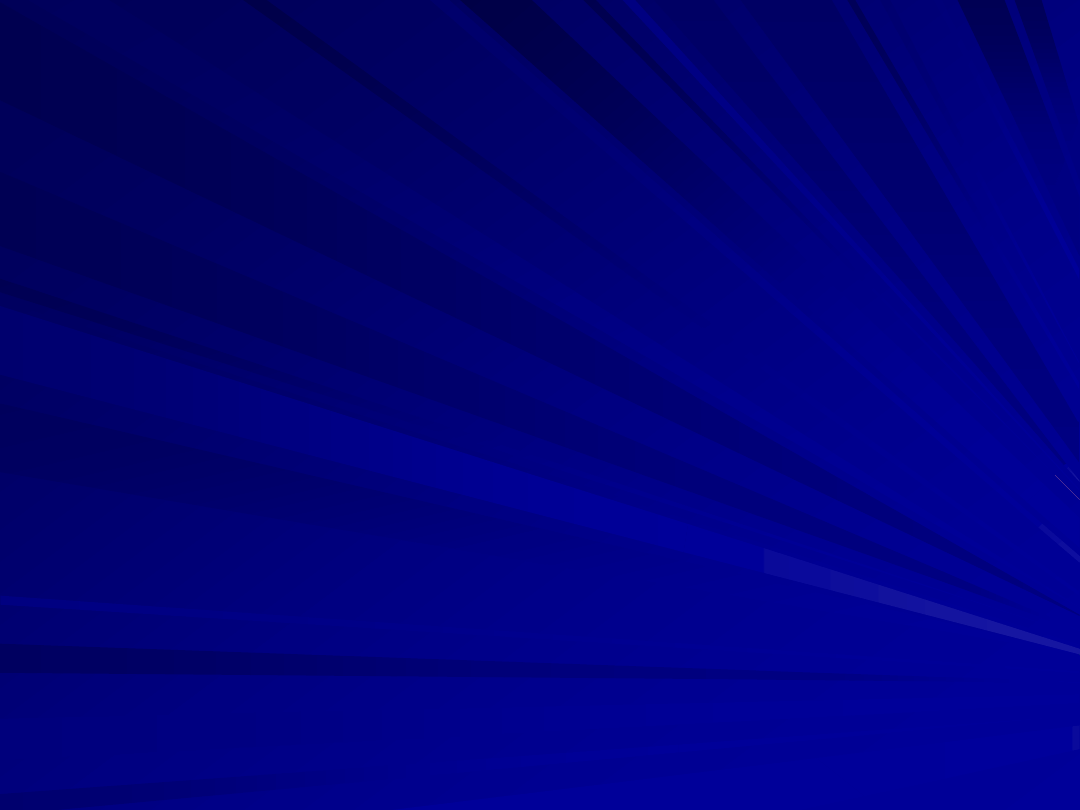
Oprócz ustalania i opierania przedmiotów obrabianych stosuje się
niekiedy podpieranie.
Podpieranie stosuje się gdy:
• przedmiot jest mało sztywny i może się wyginać pod działaniem
sił skrawania
• przedmiot musi być zamocowany w miejscach, w których nie
styka się z uchwytem i zachodzi obawa odkształcenia go przez
elementy mocujące.
• powierzchnia obrabiana znajduje się daleko od miejsca ustalenia
Podpieranie ma więc na celu tylko usztywnienie przedmiotu i
przenoszenie sił działających na niego.
Przy podpieraniu nie występuje nigdy odbieranie stopni swobody,
ponieważ w kierunku działania elementu podporowego przedmiot
ma już zawsze odpowiedni stopień swobody odebrany przez
ustalenie lub podparcie.
61
Rozróżnianie ustalania i opierania przy odbieraniu przedmiotowi
obrabianemu stopni swobody ma nie tylko znaczenie teoretyczne, lecz
także ważne następstwa praktyczne, ponieważ elementy oporowe mogą być
znacznie mniej dokładnie wykonane i rozmieszczone w uchwycie niż
elementy ustalające.
Należy podkreślić, iż nie zawsze można za pomocą elementów oporowych,
pozbawić przedmiot tych wszystkich stopni swobody, których nie odbierają
mu elementy ustalające.
Dotyczy to takich przedmiotów, które są całkowicie symetryczne względem
osi powierzchni ustalającej.
62
Powierzchnie ustalające przedmiotów obrabianych
Rozróżnia się cztery rodzaje powierzchni, którymi przedmiot styka się z
elementami uchwytu:
Powierzchnie ustalające, których zetknięcie z odpowiadającymi im
elementami uchwytu nadaje przedmiotowi żądane położenie w kierunkach
wymiarów obróbkowych, które mają być uzyskane w danej
operacji
Powierzchnie oporowe, których zetknięcie z elementami oporowymi
uchwytu nadaje przedmiotowi określone położenie w kierunkach nie
związanych z wymiarami obróbkowymi
Powierzchnie podporowe, które stykają się z elementami podporowymi
uchwytu
Powierzchnie zamocowania, które stykają się z elementami
mocującymi uchwytu
63
Powierzchniami którymi przedmiot styka się z elementami ustalającymi
uchwytu powinny być bazy obróbkowe przyjęte do danej operacji.
Ustalenie przedmiotu jest obok zamocowania najważniejszą funkcją
każdego uchwytu, gdyż od prawidłowości ustalenia zależy w znacznej
mierze czy wymiary obróbkowe, osiągane podczas obróbki w tym
uchwycie będą we wszystkich przedmiotach zawierać się w granicach
założonych tolerancji bez względu na to że przedmioty obrabiane różnią
się nieco wymiarami.
Podstawowe wytyczne dotyczące wyboru powierzchni ustalających:
1. Przy ustalaniu przedmiotów surowych:
• jeśli przedmiot nie będzie obrabiany całkowicie, za powierzchnie
ustalające należy przyjmować te powierzchnie, które pozostaną nie
obrobione w gotowym przedmiocie, gdyż tolerancje wymiarów tych
powierzchni są zwykle mniejsze od tolerancji naddatków na obróbkę na
powierzchniach, które mają być obrabiane,
• jeśli przedmiot będzie całkowicie obrobiony, za powierzchnie
ustalające należy przyjmować te powierzchnie, które maja najmniejsze
naddatki na obróbkę, gdyż w przeciwnym razie na powierzchniach z
małymi naddatkami może zabraknąć materiału na obróbkę
64
2. Przy ustalaniu przedmiotów już częściowo obrobionych:
• za powierzchnie ustalające należy przyjmować powierzchnie już
obrobione
• jeżeli przedmiot ma złożoną budowę, pożądane jest aby raz wybrane
powierzchnie ustalające pozostały niezmienne w ciągu całego procesu
obróbki.
65
Cechy prawidłowego ustalania przedmiotu
Ustalenie przedmiotu jest prawidłowe, jeśli:
• przedmiot jest ustalony w sposób jednoznaczny, tzn. gdy elementy
ustalające mają takie kształty i są tak rozmieszczone, że przedmiot
może być ustalony w uchwycie tylko w jednym, żądanym położeniu,
chyba że symetria jego kształtu dopuszcza dwa lub więcej jednakowych
położeń i gdy nie ma to wpływu na wynik obróbki.
• czas ustalenia przedmiotu jest krótki, tzn. gdy zastosowany sposób
ustalenia jest prosty, a elementy ustalające są tak ukształtowane i
rozmieszczone, że przedmiot łatwo jest ustalić i nie zakleszcza się on
przy zakładaniu na elementy ustalające lub przy wkładaniu go między te
elementy,
• przedmiot jest ustalony pewnie, tzn. nie ma skłonności do odsuwania
się od elementów ustalających lub zajmowania względem nich nie
przewidzianego położenia pod działaniem sił zamocowania i sił
skrawania.
Wybór rodzaju ustalenia i elementów ustalających
Rodzaj ustalenia przedmiotu obrabianego w uchwycie zależy od sposobu
obróbki, kształty, wymiarów i żądanej dokładności obróbki powierzchni
obrabianych, od kształtu i wymiarów powierzchni ustalających oraz od ich
położenia względem powierzchni obrabianych.
Kształty większości przedmiotów obrabianych są utworzone z większej
lub mniejszej ilości prostych brył geometrycznych, a zwłaszcza
prostopadłościanów, walców i stożków, stykających się ze sobą albo
przenikających się nawzajem.
Dlatego powierzchniami ustalającymi przedmiotów obrabianych są
najczęściej płaszczyzny oraz powierzchnie walcowe i stożkowe,
zewnętrzne i wewnętrzne (otwory).
Szczególnie często na powierzchnie ustalające wybiera się obrobione
płaszczyzny oraz powierzchnie walcowe , gdyż wtedy elementy ustalające
uchwytu mają prosta budowę, a ustalenie przedmiotu jest dokładne i
łatwe.
67
Wybór kształtu i wymiarów elementów ustalających oraz ich
rozmieszczenie w uchwycie zależy częściowo od tych samych czynników
co i wybór rodzaju ustalenia, a ponadto od twardości materiału, stopnia
gładkości powierzchni ustalających przedmiotu, wymaganej dokładności
obróbki i żądanej trwałości uchwytu oraz od błędów kształtu, wymiarów i
wzajemnego położenia powierzchni przedmiotów obrabianych.
Rozróżnia się trzy grupy elementów ustalających :
- elementy ustalające stałe,
- elementy ustalające nastawne,
- elementy ustalające ruchome,
Elementy ustalające stałe - do tej grupy należą płaszczyzny korpusów
uchwytów, kołki ustalające stale, płytki ustalające itp.
Elementy należące do tej grupy są najpewniejsze w działaniu, gdyż
nie zmieniają położenia w uchwycie , w wielu jednak przypadkach
dają zbyt małą dokładność ustalenia, gdyż między nimi i
przedmiotem obrabianym mogą występować luzy, które zmniejszają
dokładność ustalenia.
68
Poza tym często nie nadają się one do ustalenia przedmiotów
powierzchniami nie obrobionymi, z powodów:
Elementy ustalające nastawne - najczęściej w postaci konstrukcyjnej
identycznej ze śrubami i wkrętami dociskowymi, używane są głównie do
ustalania przedmiotów powierzchniami nie obrobionymi.
Okresowe nastawianie elementów ustalających jest często konieczne przy
obróbce odlewów i odkuwek, gdyż odlewy formowane z dwóch różnych
modeli lub odkuwki wykonywane w dwóch różnych matrycach, albo w tej
samej matrycy, ale w różnych stadiach jej zużycia, mogą różnić się dość
znacznie wymiarami.
Elementy ustalające ruchome - stosuje się wtedy, gdy muszą one być
odejmowane lub gdy ich położenie względem przedmiotu musi być
dostosowywane do każdego kolejno obrabianego przedmiotu.
Do tej grupy elementów ustalających należą głównie mechanizmy
samocentrujące.
Mechanizmy samoustalające i samocentrujące zwykle służą równocześnie
do zamocowania przedmiotu , są więc elementami ustalające -
zamocowującymi.
69
Każdy przedmiot obrabiany, w dowolnym studium jego obróbki, posiada
błędy zarówno w kształtach i wymiarach poszczególnych powierzchni, jak
i we wzajemnym położeniu.
Wprawdzie błędy te muszą się zawsze zawierać w granicach tolerancji
narzuconych przez konstruktora przedmiotu obrabianego, niemniej
jednak są one niekiedy znaczne, szczególnie w takich surowych
półwyrobach jak odkuwki i odlewy, i mogą w decydujący sposób
wpłynąć na wynik obróbki.
Dlatego też przy konstrukcji uchwytów, a zwłaszcza elementów
ustalających, należy zawsze brać pod uwagę istnienie tych błędów i tak
kształtować elementy uchwytu, aby ujemny wpływ tych błędów na
położenie przedmiotu po ustaleniu był jak najmniejszy.
70
Przestalenie przedmiotu w uchwycie
Przestaleniem przedmiotu - nazywamy błędne ustalenie go polegające
na tym , że ten sam stopień swobody może być odbierany przez dwa lub
więcej elementów ustalających uchwytu.
Na skutek tego przedmiot nie jest ustalony jednoznacznie, lecz może
przyjmować różne położenia w uchwycie.
Zbędne dodatkowe powierzchnie ustawcze uchwytu nie powodują więc
dokładniejszego, a przeciwnie - mniej dokładne ustalenie przedmiotu ,
niekiedy zaś uniemożliwiają w ogóle jego ustalenie.
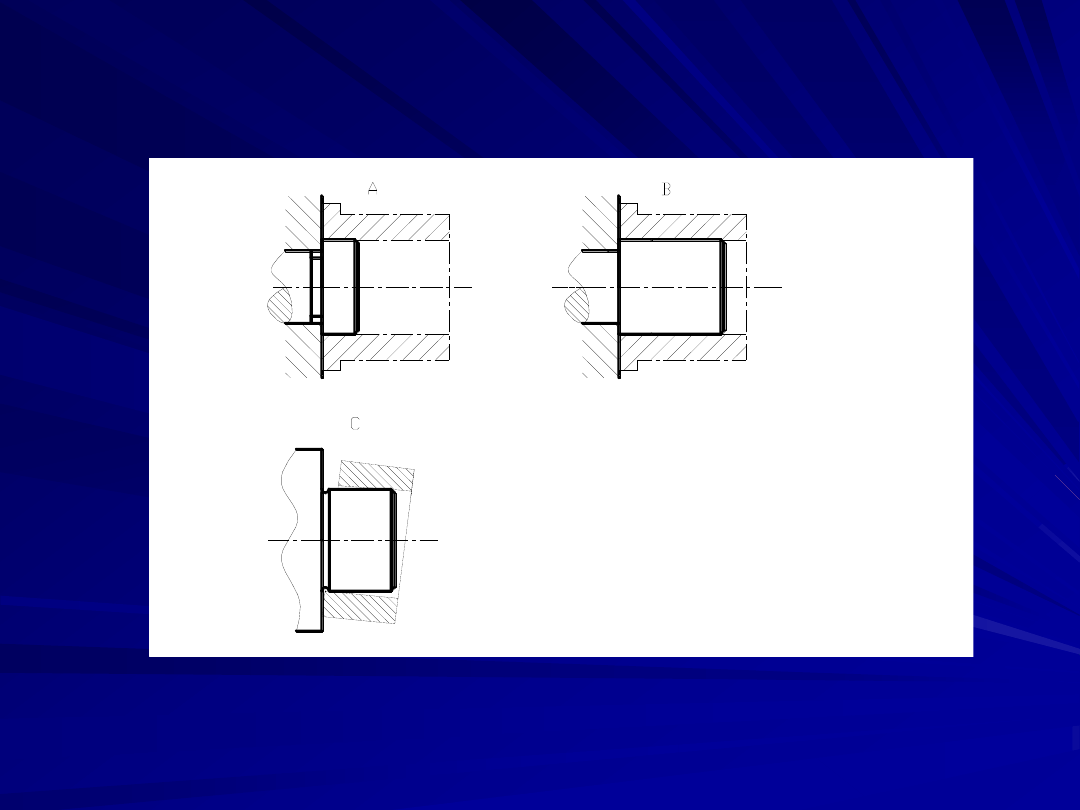
Przestalenie polega najczęściej na jednoczesnym ustalaniu przedmiotu w
tym samym kierunku dwiema równoległymi powierzchniami.
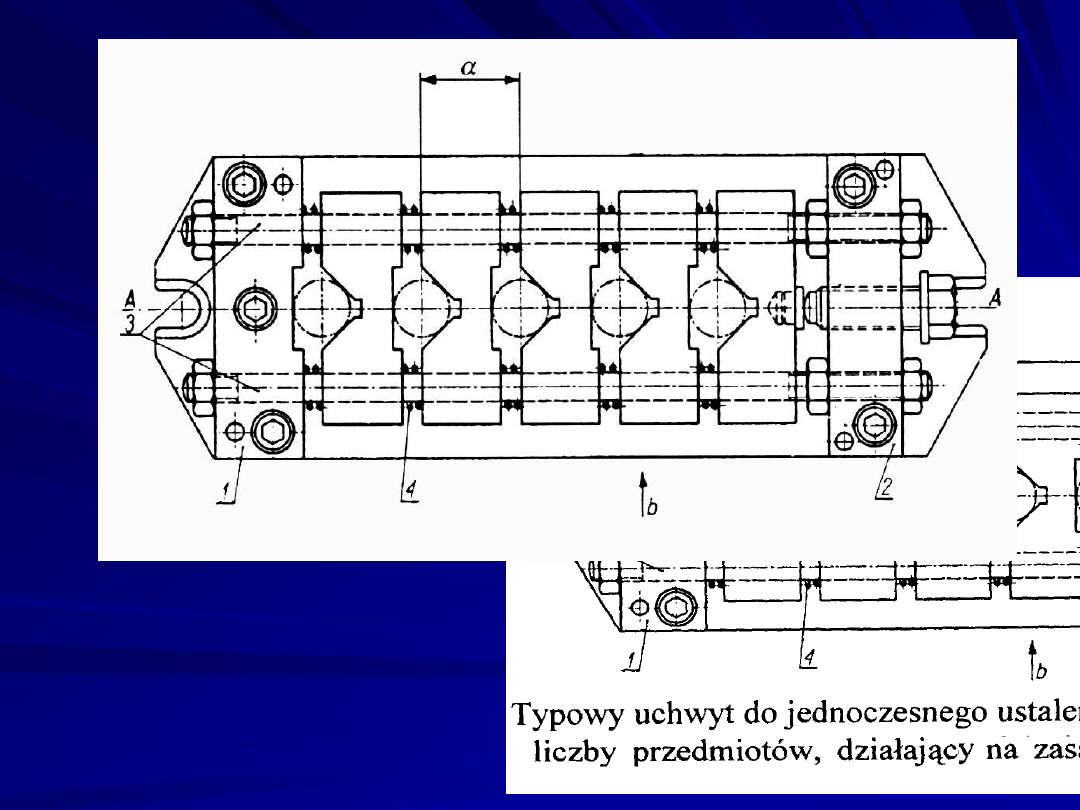
Typowy przykład przestalenia pokazano dalej na rysunku a - d.
71
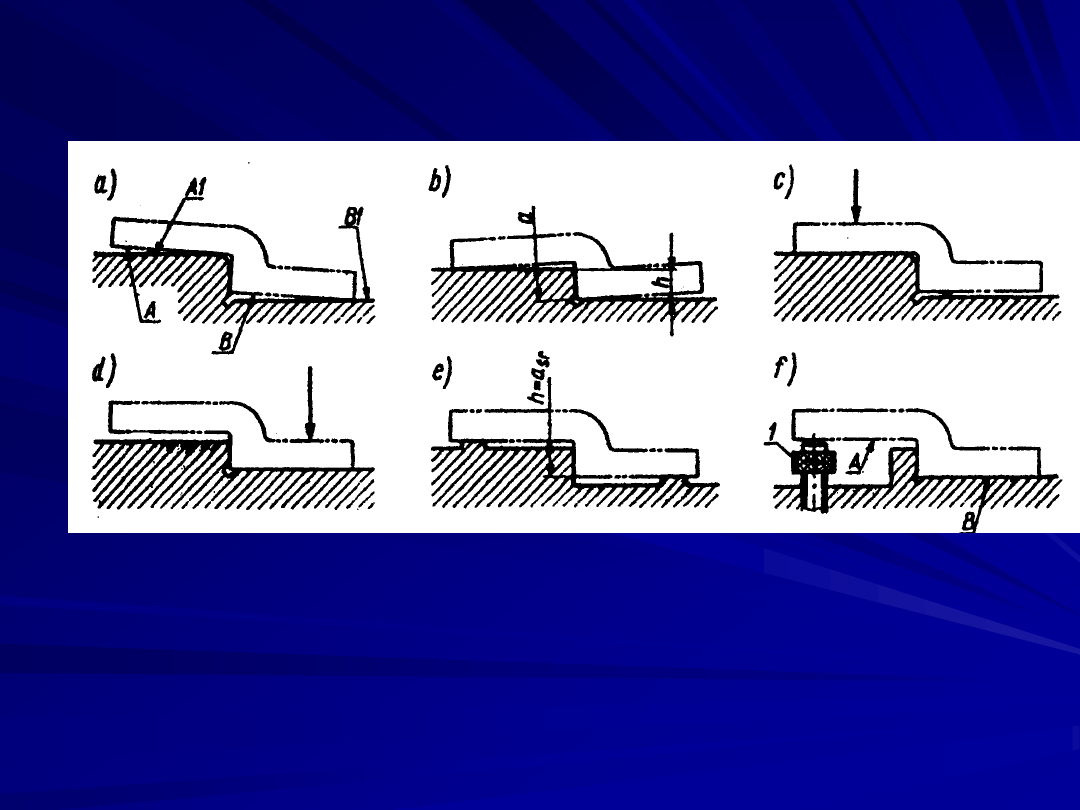
Położenia przedmiotu:
a) b) c) d) przy przestaleniu go;
b) e) przy ustaleniu z niewielkim błędem;
c) f) przy ustaleniu prawidłowym
72
73
Przykłady ustalania
74
75
Rys.. Schemat
rozwiązania przyrządu
przy wykorzystaniu
jednej bazy rzeczywistej i
dwóch wyobrażalnych
76
Przykłady uchwytów z
mocowaniem mechanicznym
78
79
80
81
82
Odebranie 6 – stopni swobody
83
84
85
86
87
88
90
90
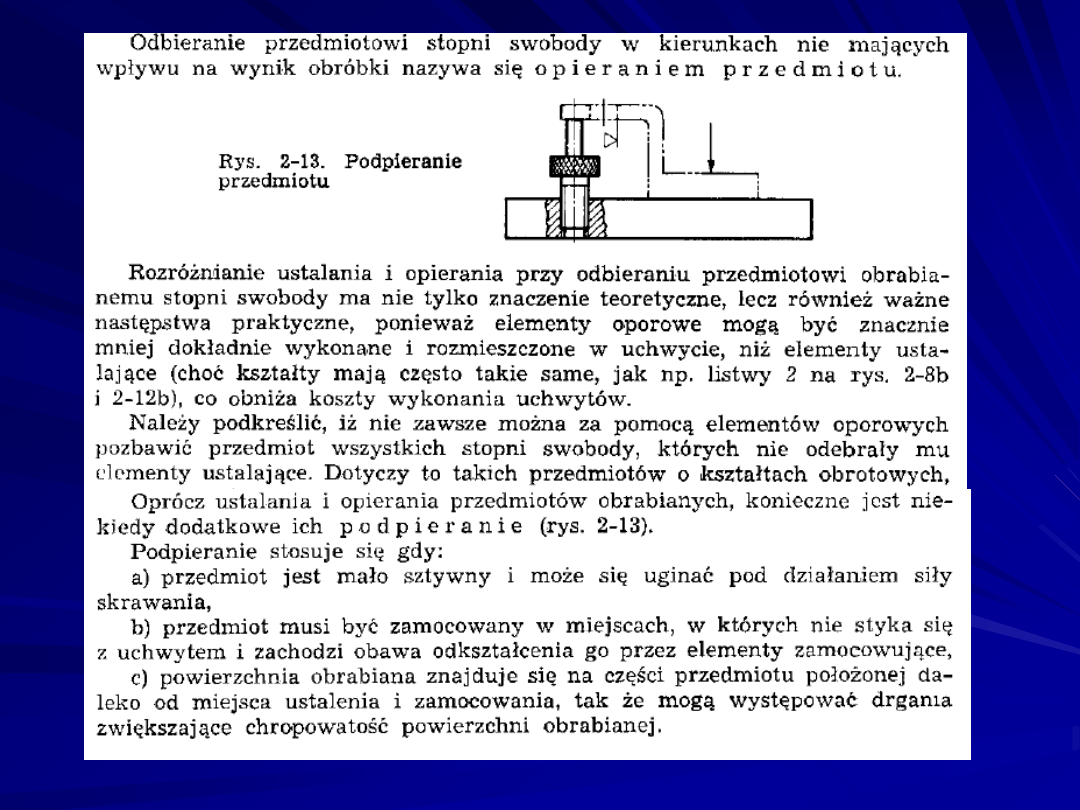
Przykłady elementów konstrukcji
uchwytów obróbkowych
91
92
93
94
95
96
97
98
99
100
101
102
103
104
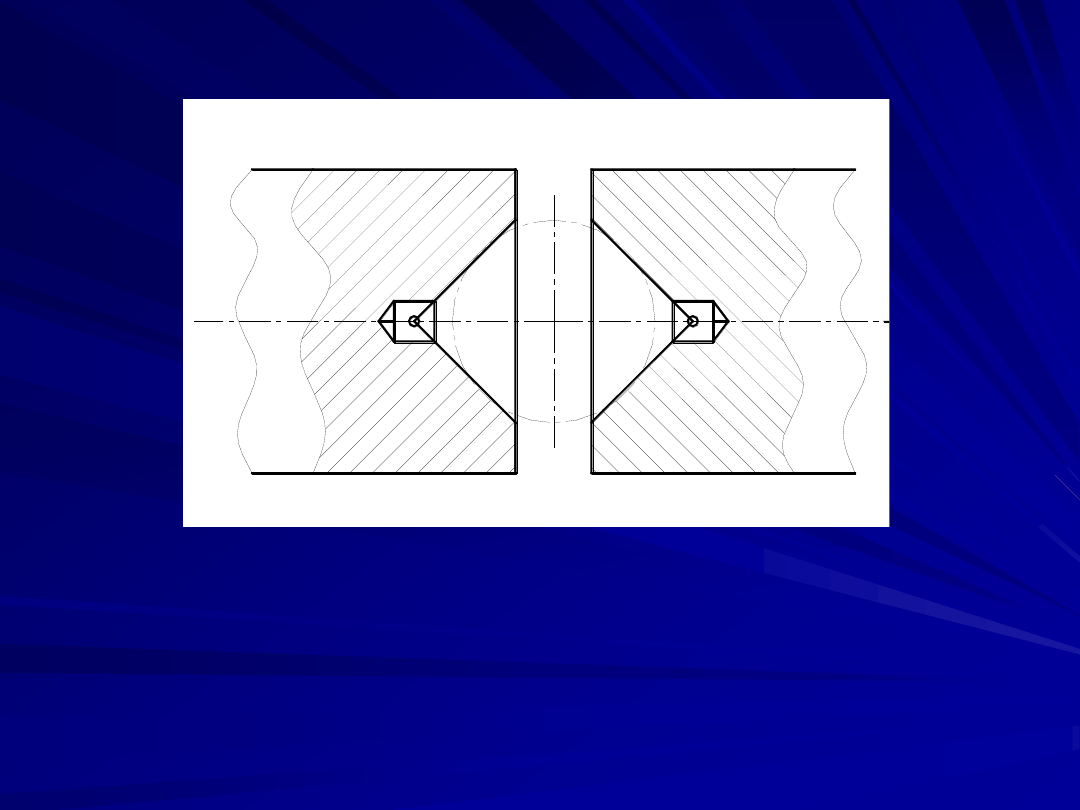
Ustalenie kuli za pomocą dwóch powierzchni stożkowych
105
Ustalenie przedmiotu nieobrobioną
powierzchnią walcową za pomocą
kła konika
Ustalenie przedmiotów otworem stożkowym
106
Ustalenie przedmiotu powierzchnią stożkową w stożkowym gnieździe korpusu
uchwytu
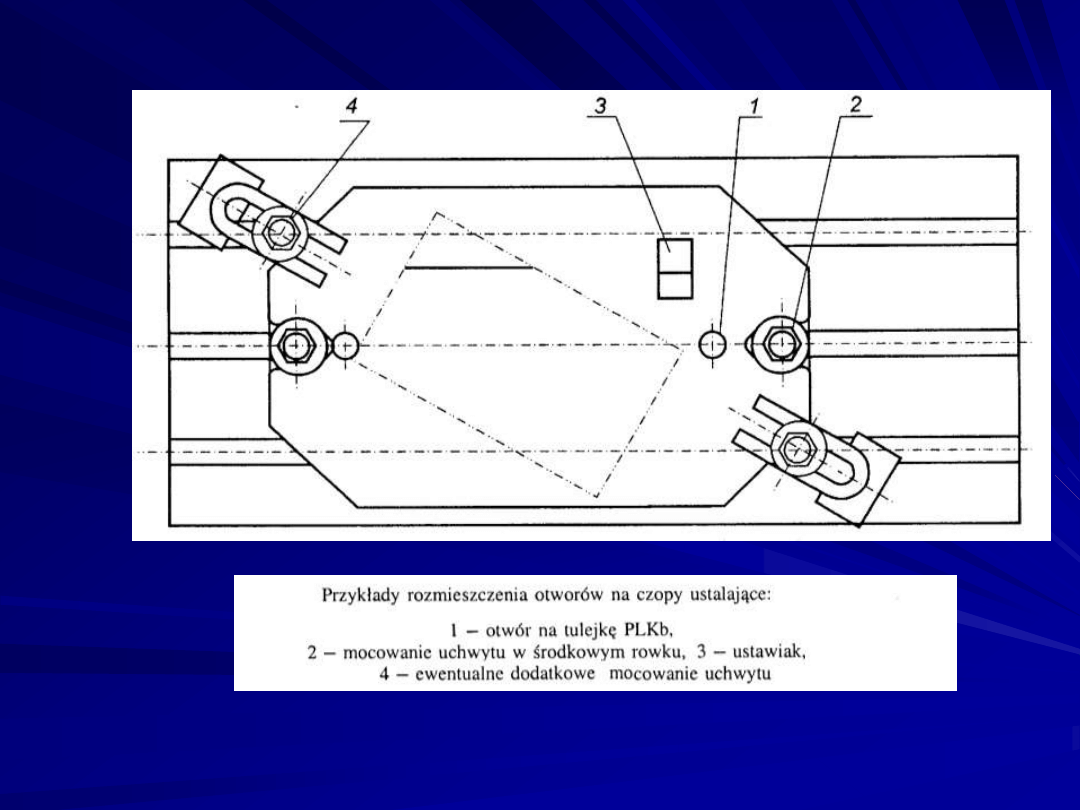
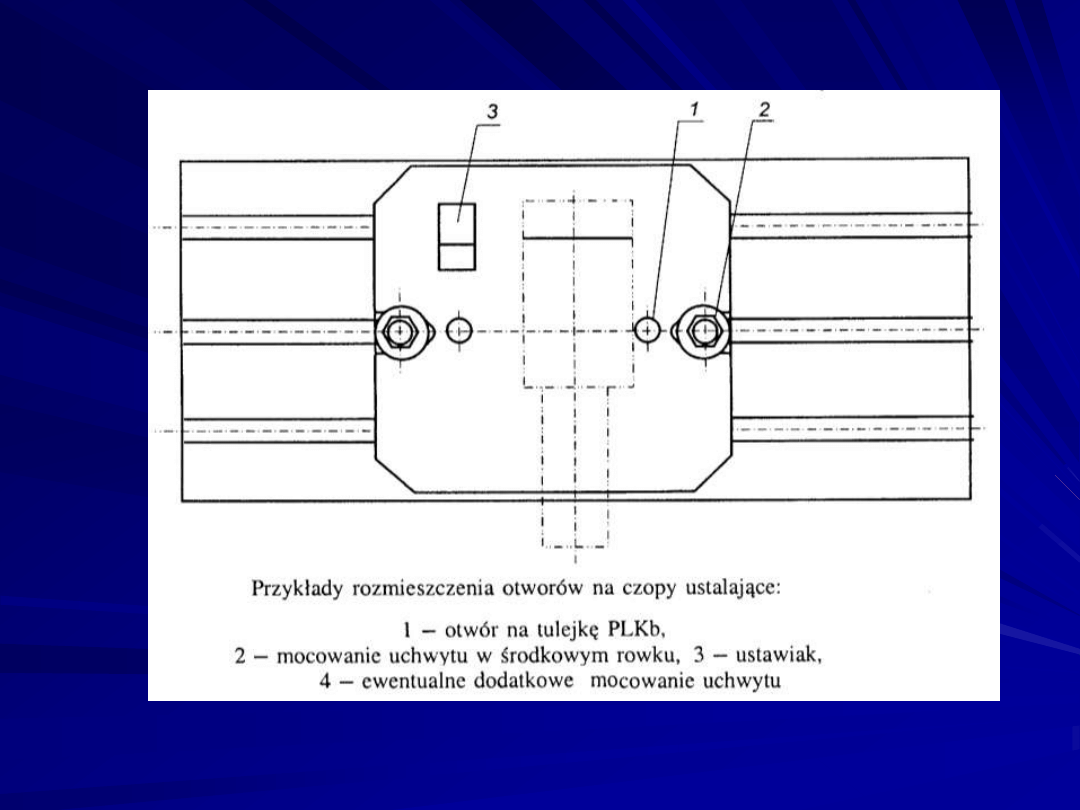
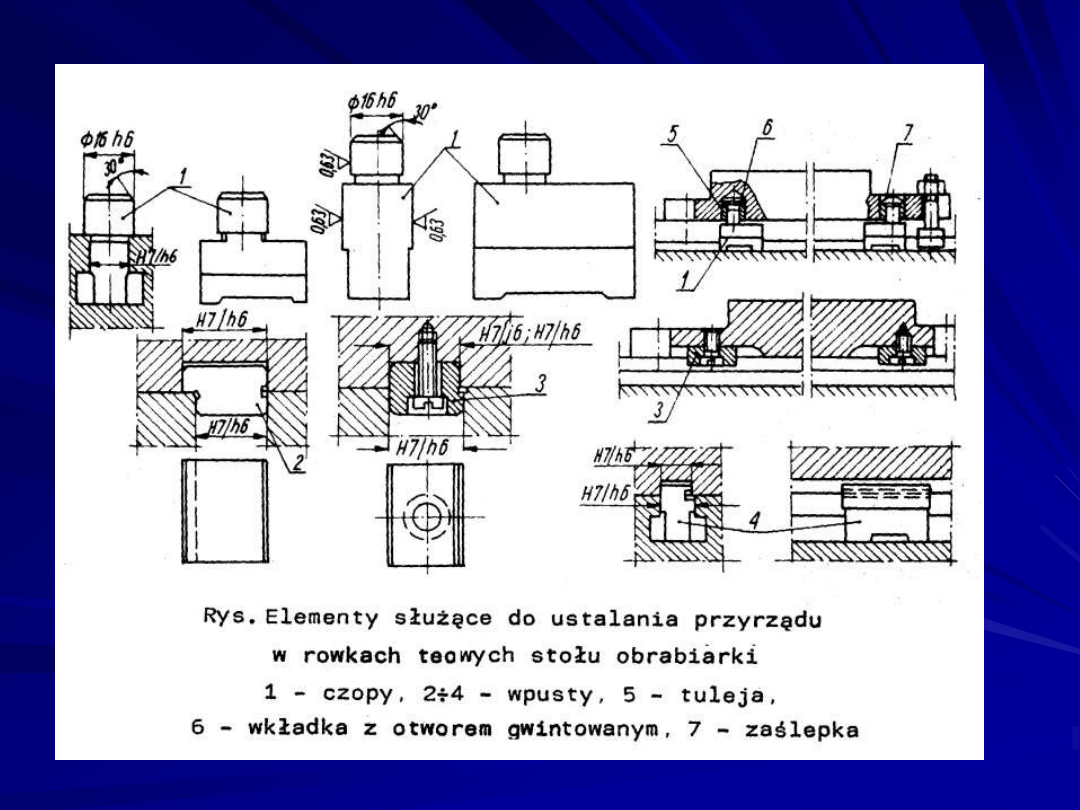
107
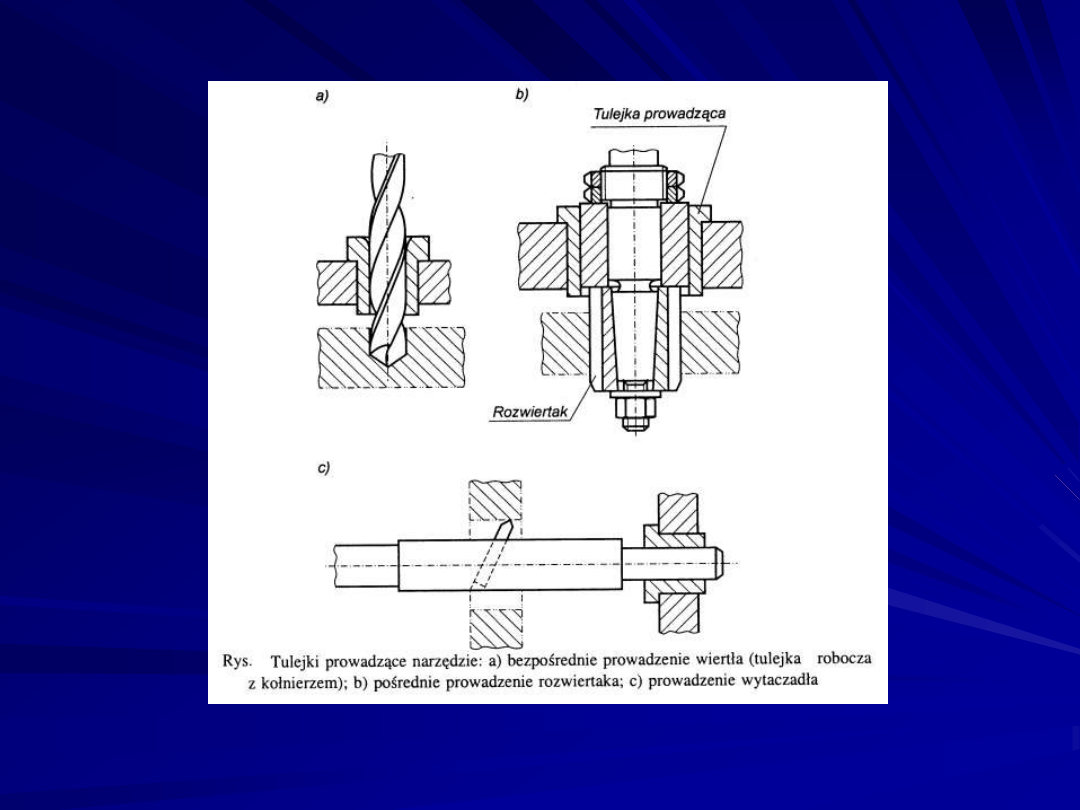
108
Długości czopów ustalających
109
Elementami ustalającymi przedmiot w przyrządzie nazywamy te elementy,
które stykając się z bazami stykowymi, wyznaczają właściwe położenie przedmiotu
w kierunku wymiarów i odchyłek obróbkowych.
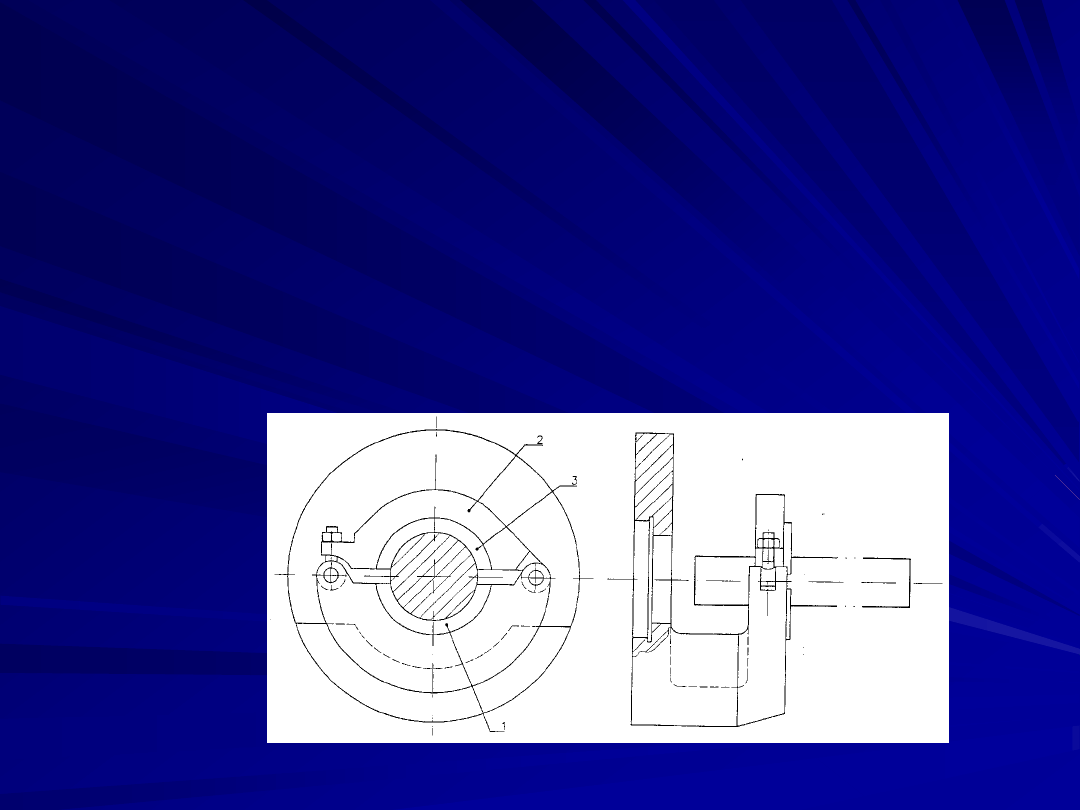
Ustalanie półotworami stosuje się do przedmiotów dużych i ciężkich (np. wałów
wykorbionych). Przedmioty te z dokładnie obrobionymi powierzchniami
ustalającymi walcowymi na obu końcach centruje się
W stałym elemencie 1 z półotworem i zamocowuje odchylną pokrywą 2, w której
osadzony jest element 3, również z półotworem.
Uchwyt z
półotworem
centrującym
110
111
112
113
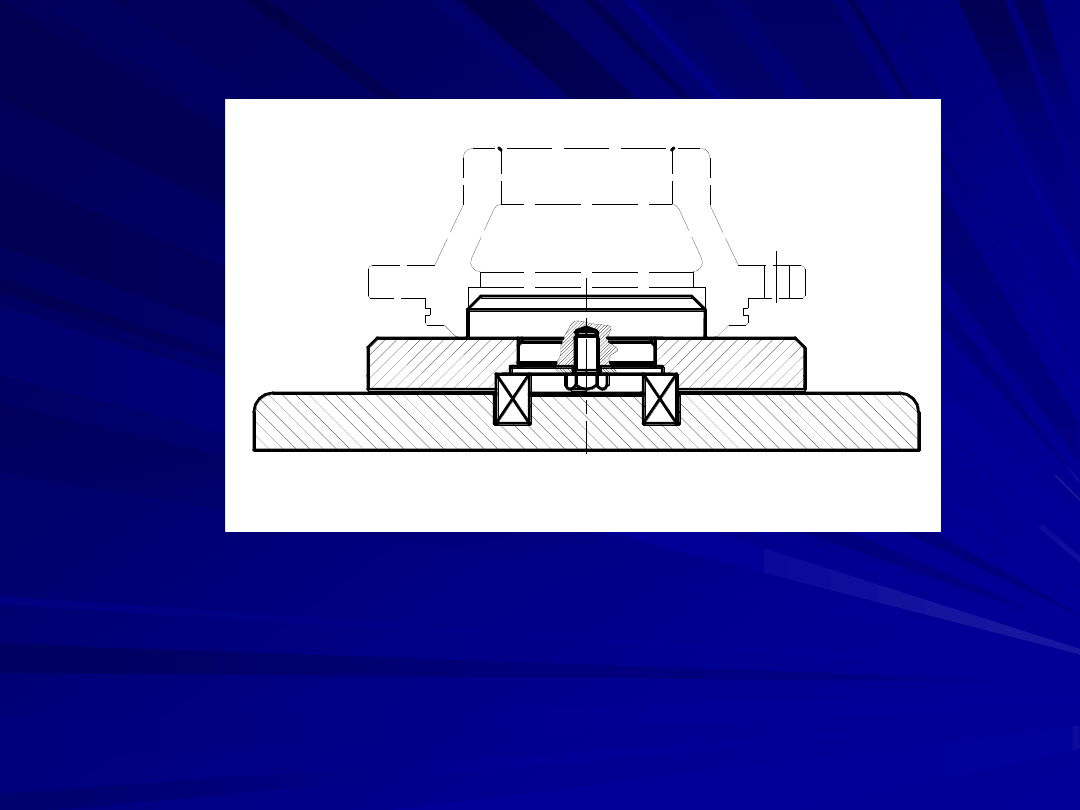
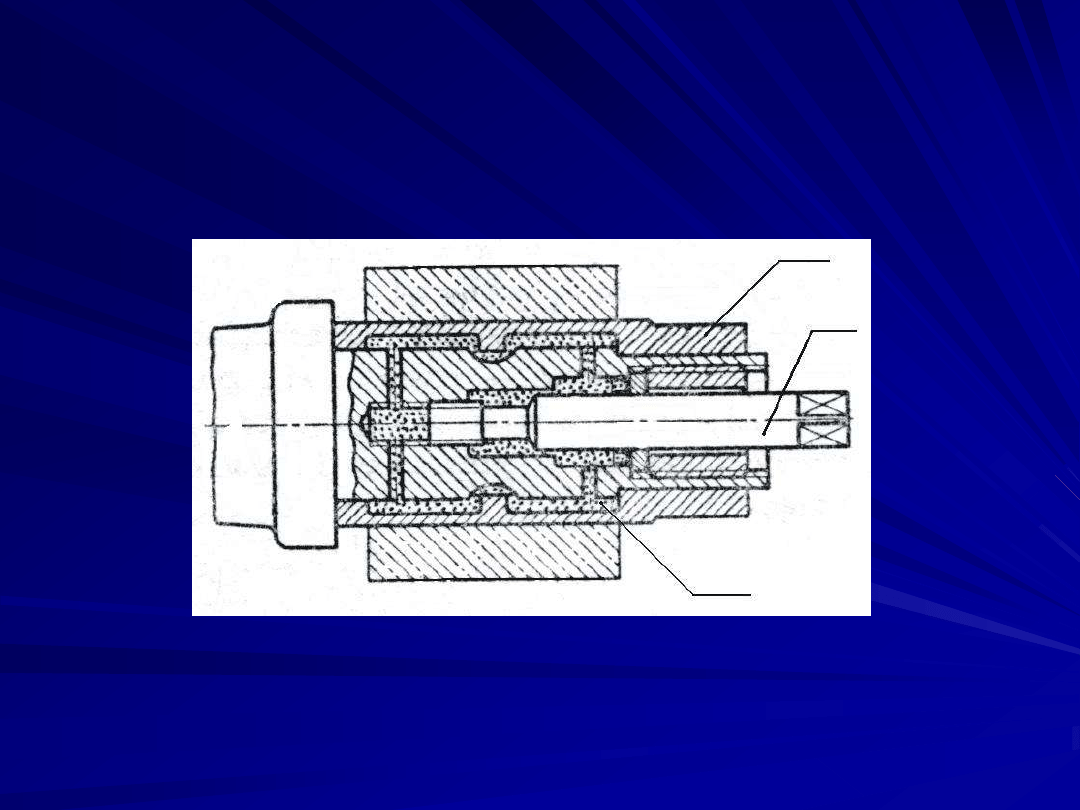
Przykład ustalenia tulei za pomocą czopa
114
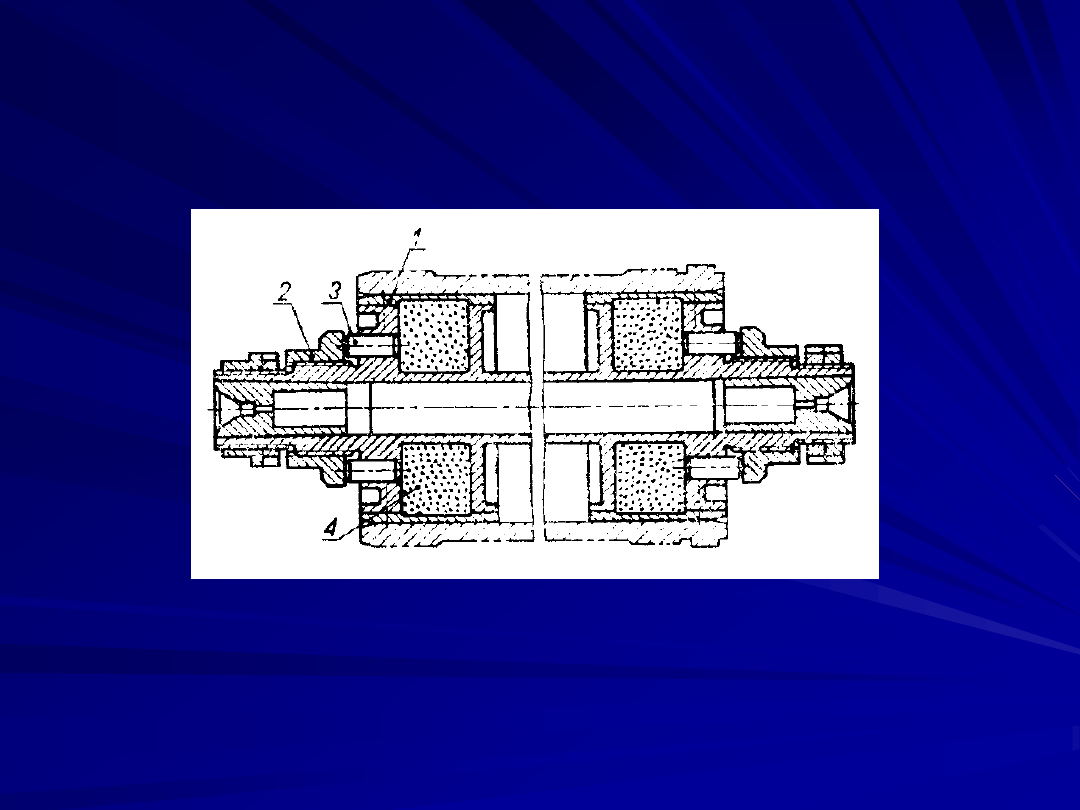
Trzpień samocentrujący z masą zaciskową przeznaczony do
obróbki przedmiotów z długim otworem.
1) cienkościenna tuleja, 2) nakrętka, 3) tłoczek,
4) masa zaciskowa
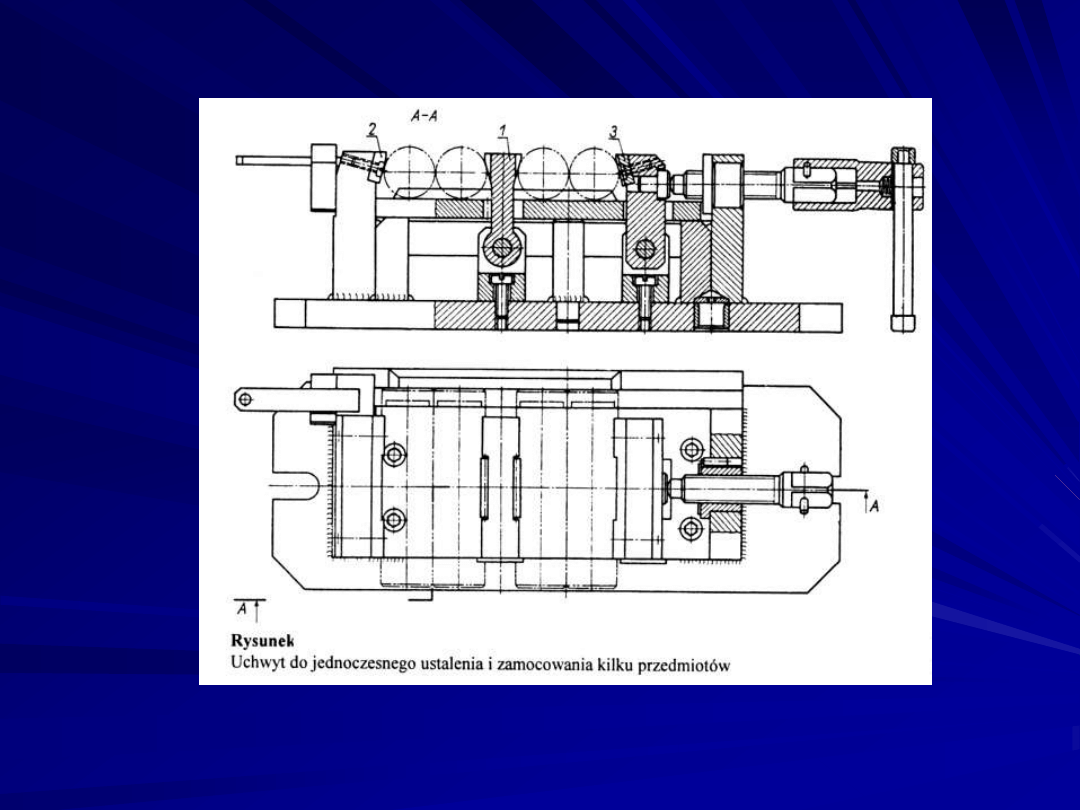
115
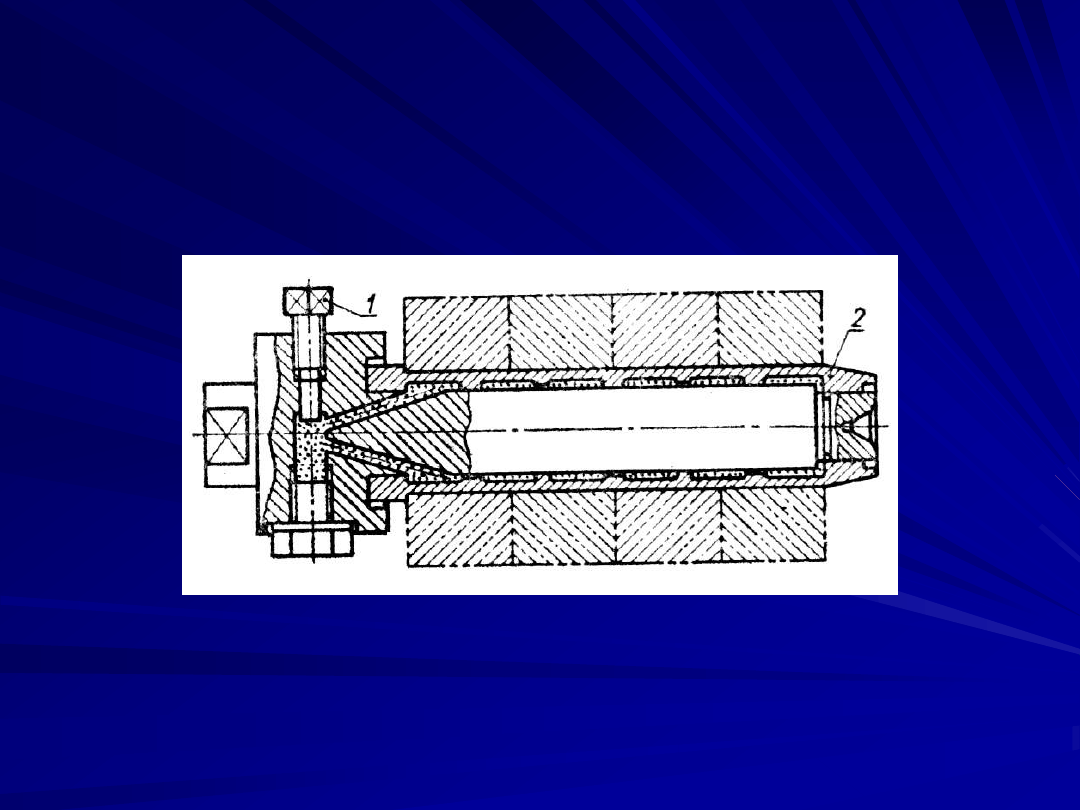
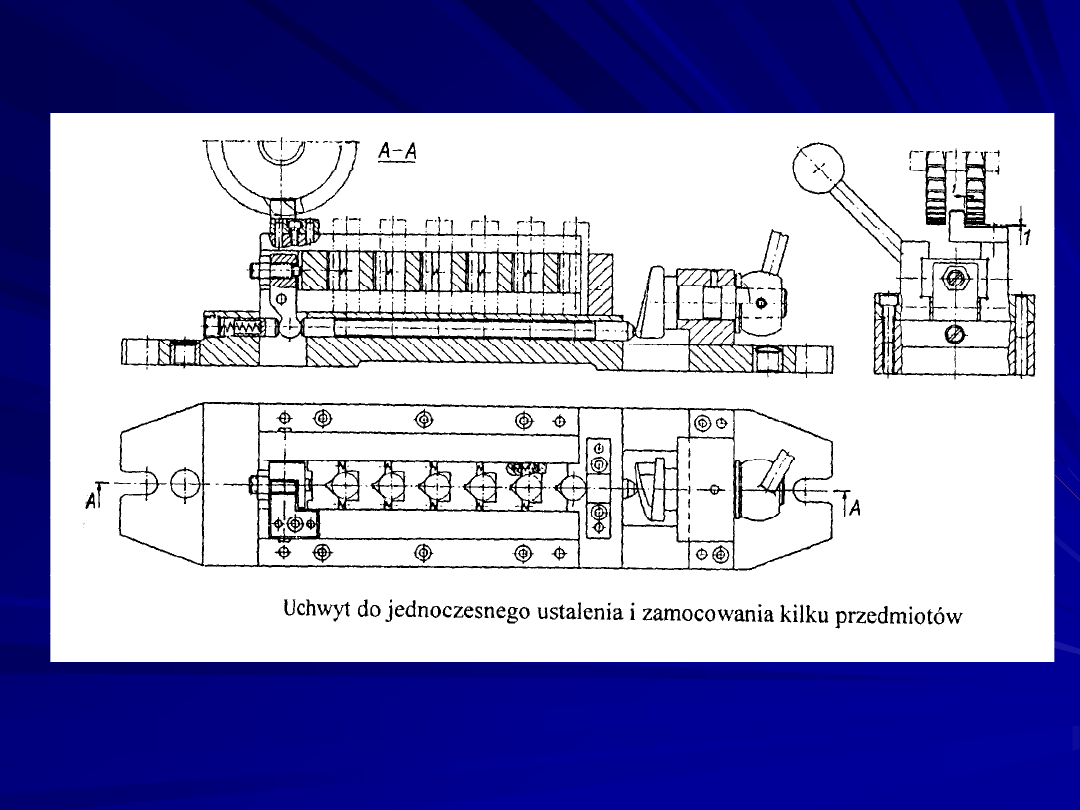
Trzpień samocentrujący z masą zaciskową do jednoczesnej
obróbki kilku przedmiotów.
1) Śruba z tłoczkiem 2) Rozprężna cienkościenna tuleja
116
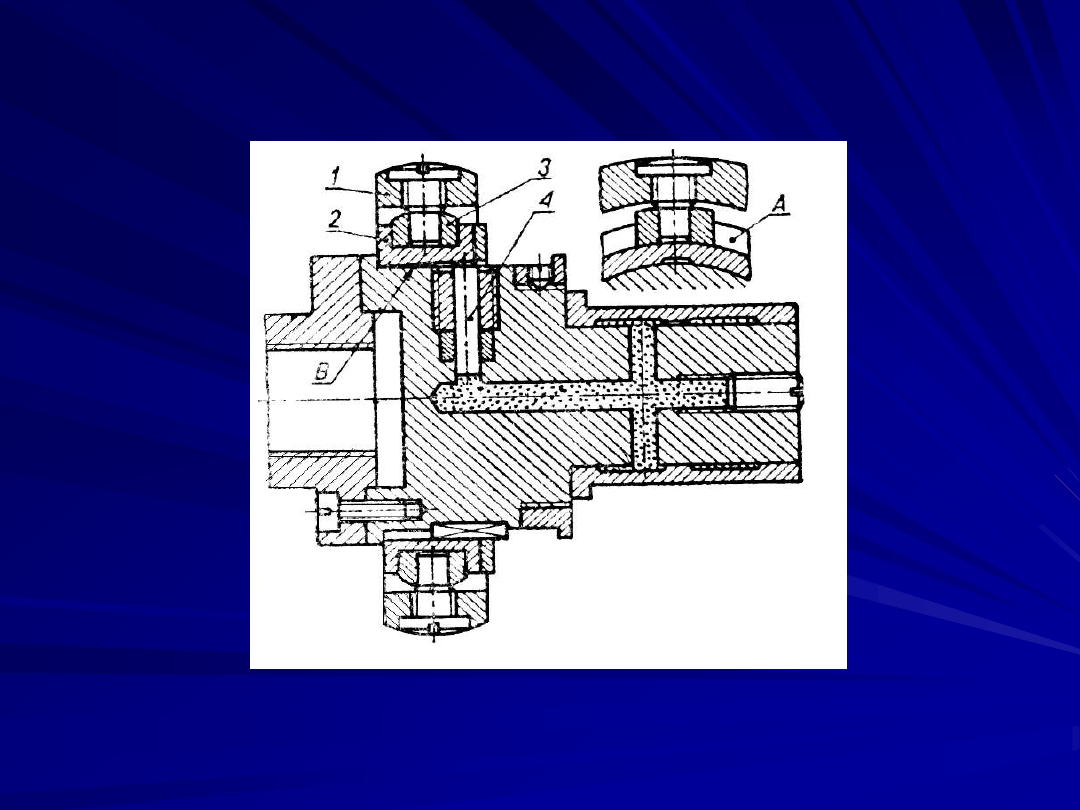
Uchwyt z masą zaciskową umożliwiający wymianę przedmiotów
obrabianych bez zatrzymywania obrabiarki.
1) Pierścień zewnętrzny 2) Pierścień wewnętrzny
3) Wkładki 4) Tłoczek
117
Trzpień samocentrujący z cieczą zaciskową.
1
2
3
1) Cienkościenna tuleja 2) Tłok 3) Ciecz zaciskowa
118
Uchwyty i ich mechanizmy
Korpusy uchwytów
120
Korpusy uchwytów
Zadania korpusów i ich rodzaje
Korpus ma za zadanie połączyć części uchwytu z zachowaniem żądanych ich
wzajemnych położeń. Niektóre powierzchnie korpusu służą do ustalenia uchwytu na
obrabiarce oraz w niektórych przypadkach do ustalania i opierania części obrabianej.
Korpusy przenoszą siły działające na część obrabianą, wobec czego ich konstrukcja
powinna zapewniać dostateczną sztywność oraz tłumienie drgań w przypadku
występowania okresowo zmiennych sił skrawania.
Kształt korpusu powinien zapewniać dogodny dostęp do powierzchni obrabianych
podczas ich obróbki oraz powinien umożliwiać uzyskanie żądanej dokładności. Z tych
względów w niektórych przypadkach celowe jest projektowanie korpusów składanych.
Stosuje się następujące odmiany korpusów:
• korpusy jednolite, wykonywane z jednego kawałka wyrobu hutniczego
lub z jednego odlewu;
• korpusy składane z części, które są łączone za pomocą śrub i kołków;
• korpusy spawane z odpowiednio obrobionych surówek (kawałków materiału)
wykonanych z wyrobów hutniczych;
• korpusy formowane z użyciem tworzyw sztucznych.
121
Wybór sposobu wykonania korpusu zależy od jego kształtu, wymiarów,
rozmieszczenia w nim powierzchni obrabianych oraz od wymaganej dokładności
wykonania.
Korpusy odlewane
Korpusy uchwytów najczęściej wykonuje się z odlewów żeliwnych, gdyż żeliwo
tłumi drgania i jest odporne na odkształcenia.
Korpusom odlewanym można nadać najbardziej odpowiednie kształty, a ich
obróbka ogranicza się do obróbki powierzchni ustalających uchwyt na obrabiarce
oraz powierzchni, do których będą przyłączane inne części uchwytu. Jednak czas
wykonania korpusu odlewanego jest znacznie dłuższy od czasu wykonania korpusu
innego rodzaju.
Uchwyty do obróbki części, którym są stawiane wysokie wymagania dotyczące
dokładności wymiarów i zależności geometrycznych, powinny mieć korpusy
odlewane i obrabiane cieplnie po obróbce zgrubnej, w celu wyzwolenia naprężeń
własnych.
Po obróbce cieplnej należy powtórnie obrobić te powierzchnie, których dokładność
może mieć wpływ na dokładność części obrabianej.
122
W korpusach odlewanych należy:
• projektować ściany możliwie jednakowej grubości;
• ściany wewnętrzne przyjmować nieco cieńsze od ścian zewnętrznych
i obrzeży, aby cały odlew stygł możliwie równomiernie;
• przejścia między ścianami znacznie różniącymi się grubością
(stosowane w uzasadnionych przypadkach), powinny być łagodne;
• unikać węzłów powodujących zgromadzenie znacznych ilości
materiału,
• stosować pochylenia odlewnicze, ułatwiające wyjmowanie modelu z formy;
• obrabiane powierzchnie projektować tak, aby wystawały ponad
powierzchnie surowe, z wyjątkiem pogłębień pod łby śrub wkładki do
opierania obrabianej części oraz kołki do jej ustalenia;
• nadlewy projektować we wspólnych płaszczyznach.
Przykłady korpusów odlewanych przedstawiają kolejne rysunki. Zwiększenie
sztywności oraz wytrzymałości korpusu uzyskujemy przez nadanie mu
odpowiedniego kształtu, tak aby wszystkie przekroje miały wystarczająco duże
wskaźniki wytrzymałości.
123
124
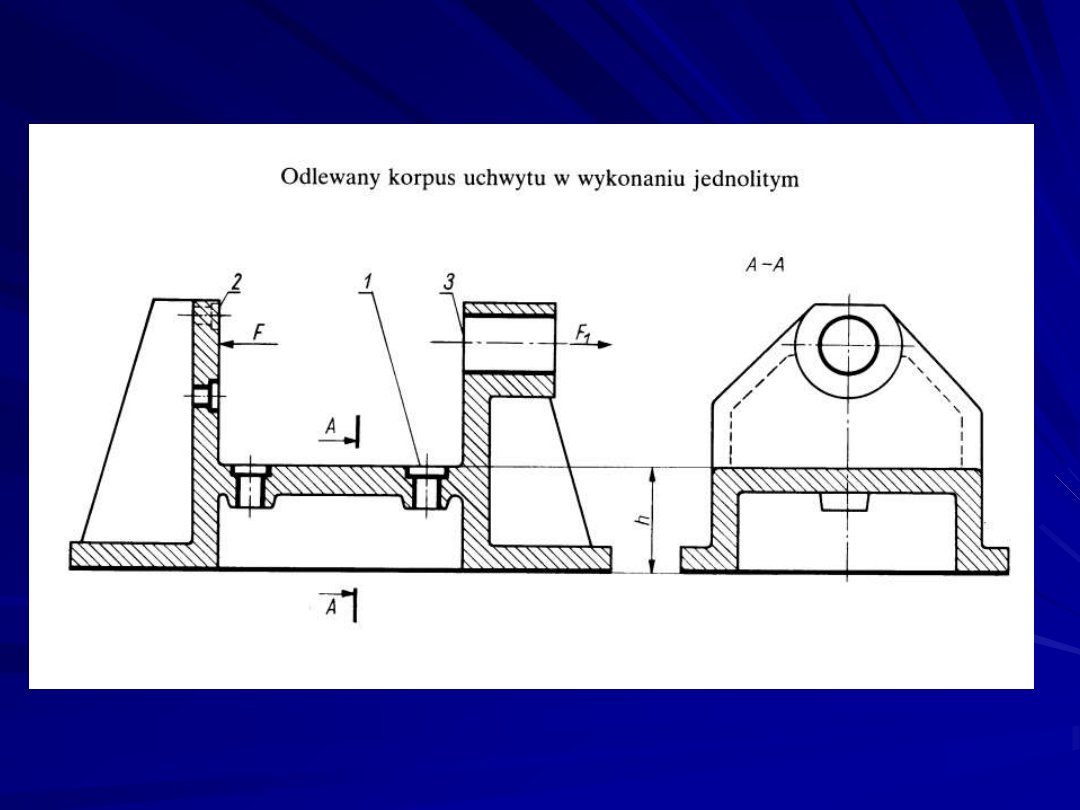
Obliczenia wytrzymałościowe korpusu wykonujemy dla przekrojów, w których siły
(F i F1 rysunki) starają się go odkształcić.
W celu zwiększenia wytrzymałości korpusu należy zwiększyć jego wysokość
(wymiar h), pozostawiając bez zmian grubość ścianek.
W odlewie przedstawionym
na rysunku obrabia się
płaszczyznę stykającą się
ze stołem obrabiarki,
otwory i ich pogłębienia 1
na wkładki do podpierania
części oraz otwory
gwintowane 2. W celu
zwiększenia wytrzymałości
nadano mu kształt skrzynki
o wysokości h oraz
zastosowano żebra 3,
równoległe do płaszczyzny
przechodzącej przez
kierunki działania sił F.
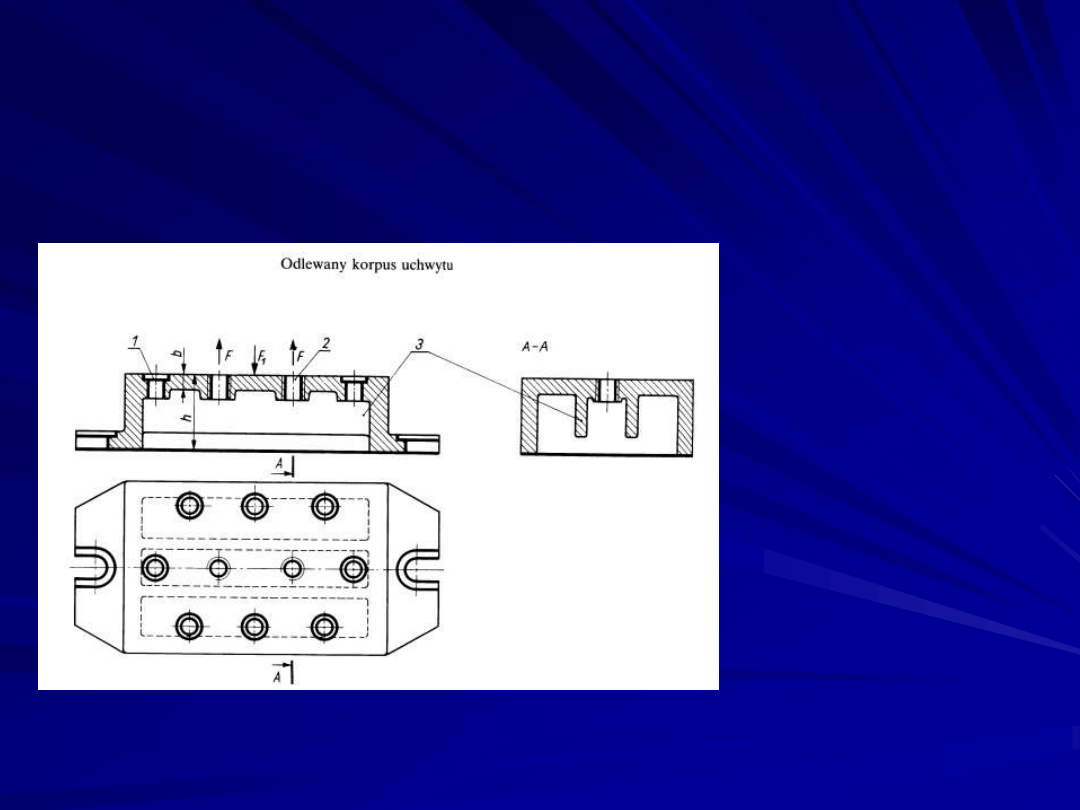
0125
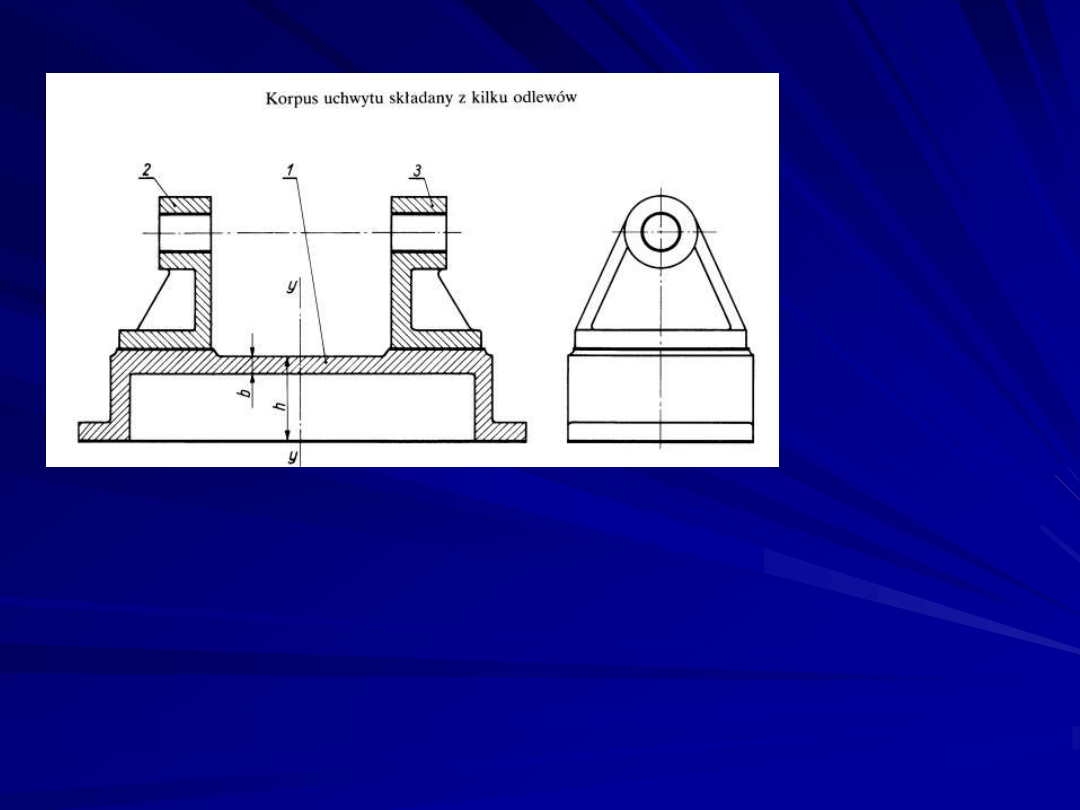
W korpusie tym obrabiane są następujące powierzchnie (zaznaczone na rysunku
grubszymi liniami): powierzchnia styku z obrabiarką, powierzchnie otworów i
pogłębień 1 i 2 pod wkładki, powierzchnie do ustalania i opierania części
obrabianej oraz powierzchnia otworu 3 do osadzenia mechanizmu
zamocowującego
.
Korpusy o znacznych wymiarach wykonuje się jako składane.
Części składowe 2 i 3 korpusu są przykręcone śrubami do podstawy 1 i
zakołkowane. Dla uzyskania żądanej wytrzymałości przyjmuje się odpowiednią
wysokość h podstawy oraz stosuje się użebrowanie wsporników 2 i 3.
Najczęściej
przyjmowane
grubości ścianek
wynoszą:
6, 8, 10, 12, 16 i 20
mm.
0126
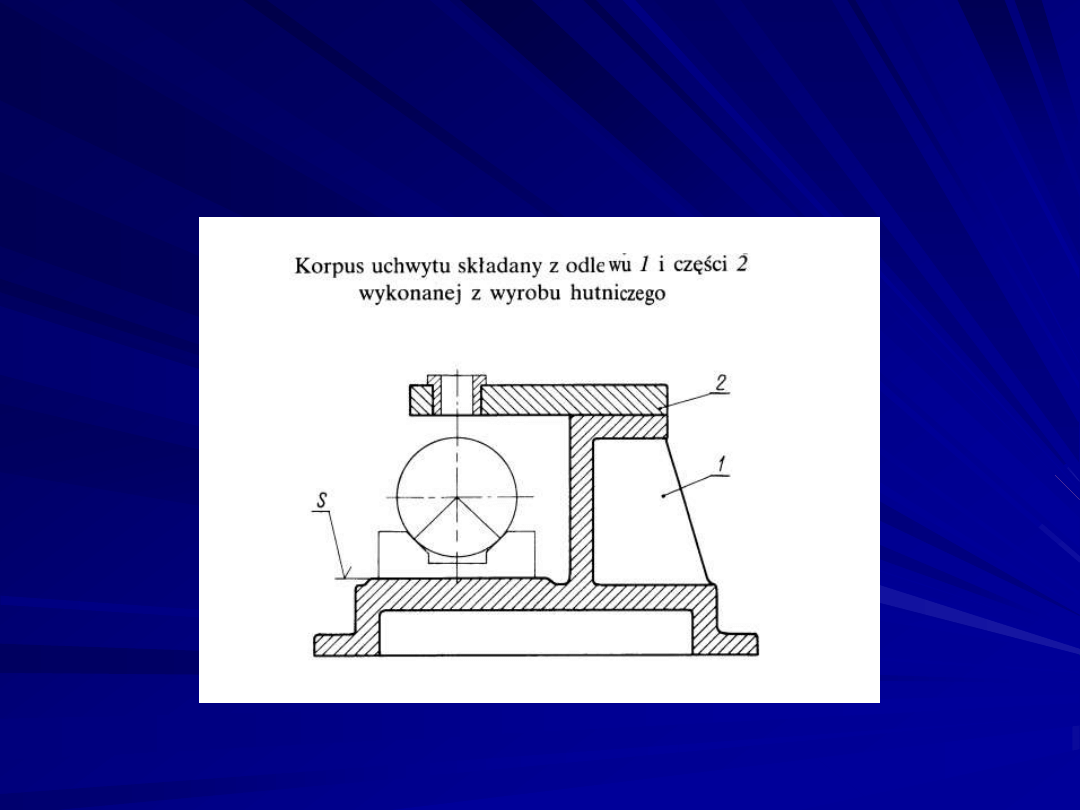
Korpusy składane stosuje się także w celu ułatwienia dostępu do powierzchni,
której obróbka jest niezbędna (np. na rysunku płaszczyzna S do ustawienia
pryzmy na korpusie).
0127
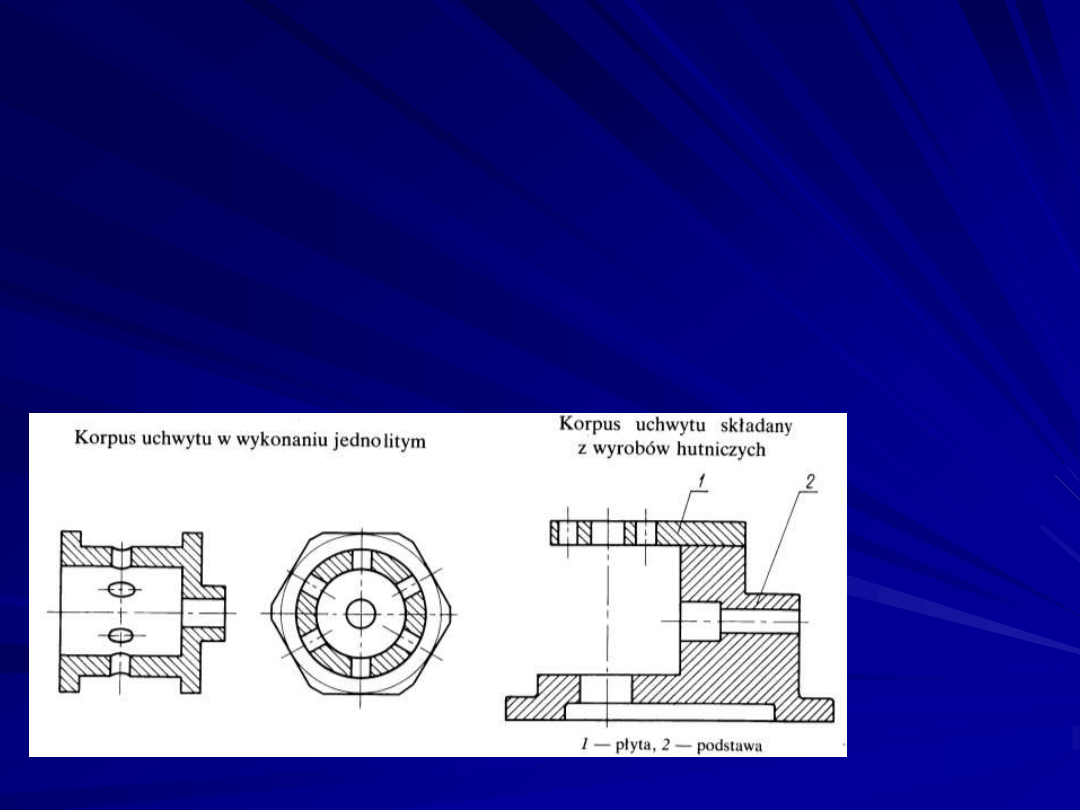
Korpusy stalowe
Korpusy stalowe w zależności od kształtu mogą być jednolite lub składane z części
wykonanych z wyrobów hutniczych.
Korpusy małe i o nieskomplikowanych kształtach wykonuje się jako jednolite.
Przykład jednolitego korpusu uchwytu do wiercenia otworów przedstawia rysunek 1.
Zalety takich korpusów to mała masa i zwarta budowa, dzięki czemu mają one małe
wymiary gabarytowe oraz dużą odporność na odkształcenia (sztywność).
Przykład składanego korpusu uchwytu do wiercenia przedstawia rysunek 2
.
1
2
Korpus ten
składa się z
płyty
wiertarskiej 1
przymocowanej
do podstawy 2.
0128
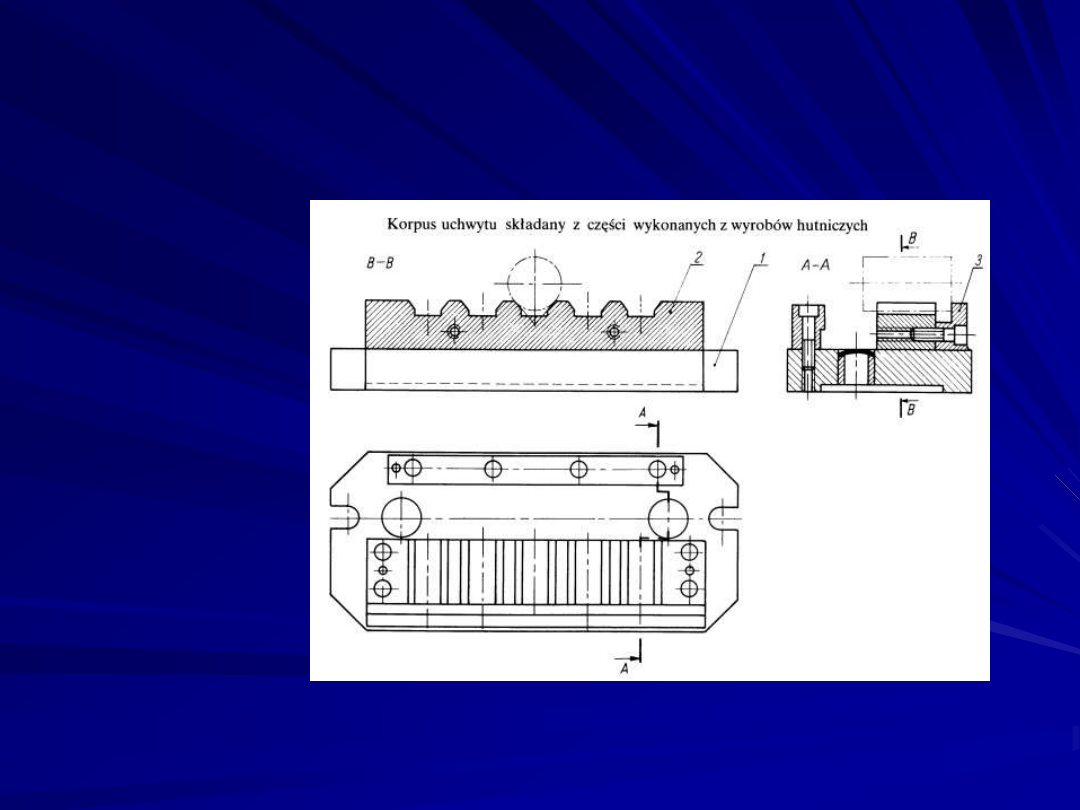
Korpusy składane z wielu części wykonywanych z wyrobów hutniczych stosuje się
wówczas, gdy ze względu na brak dostępu niemożliwe jest obrobienie
powierzchni wewnętrznych lub gdy w ich przekrojach poprzecznych nie występują
znaczne różnice.
Przykład korpusu
składanego
z wielu części
przedstawia rysunek.
Korpus ten składa się z płyty 7, do której jest przymocowana pryzma 2,
ustalająca obrabianą część. Listwa 3, służąca do opierania obrabianej części, jest
przymocowana do pryzmy 2.
0129
Części składowe korpusów łączy się za pomocą śrub i kołków.
Śruby stanowią połączenie przenoszące obciążenia rozciągające.
Kołki stosuje się do łączenia tych części, których wzajemne położenie powinno
być zachowane z dużą dokładnością.
Otwory pod kołki wierci się i rozwierca jednocześnie w obydwu łączonych
częściach po uprzednim dokładnym ich ustawieniu.
Rozstawienie kołków należy zawsze przewidywać największe z możliwych dla
danego przypadku.
Części łączone ustala się za pomocą dwóch kołków.
Korpusy stalowe spawane
Korpusy spawane z części wykonanych ze stalowych wyrobów hutniczych
wykonuje się w przypadku, gdy częściom obrabianym nie są stawiane wysokie
wymagania dokładności wymiarów oraz kształtu geometrycznego.
Cykl wykonania korpusu spawanego jest znacznie krótszy od cyklu wykonania
omawianych uprzednio korpusów.
Jakość korpusu zależy od jego kształtu oraz kształtu jego części składowych,
prawidłowości wykonania spoin oraz stopnia usunięcia zeń naprężeń powstałych
w wyniku spawania.
W celu zmniejszenia naprężeń stosuje się obróbkę cieplną korpusów po
wykonaniu spawania oraz po obrobieniu zgrubnym.
0130
Usunięcie naprężeń spawalniczych w takim stopniu, aby podczas eksploatacji
korpus nie odkształcał się, jest bardzo trudne do osiągnięcia. Na wartość
naprężeń bardzo duży wpływ ma sposób łączenia części oraz kolejność ich
spawania.
Naprężenia spawalnicze powstają na skutek miejscowego nagrzania części
składowych i nierównomiernego ich skurczu przy stygnięciu.
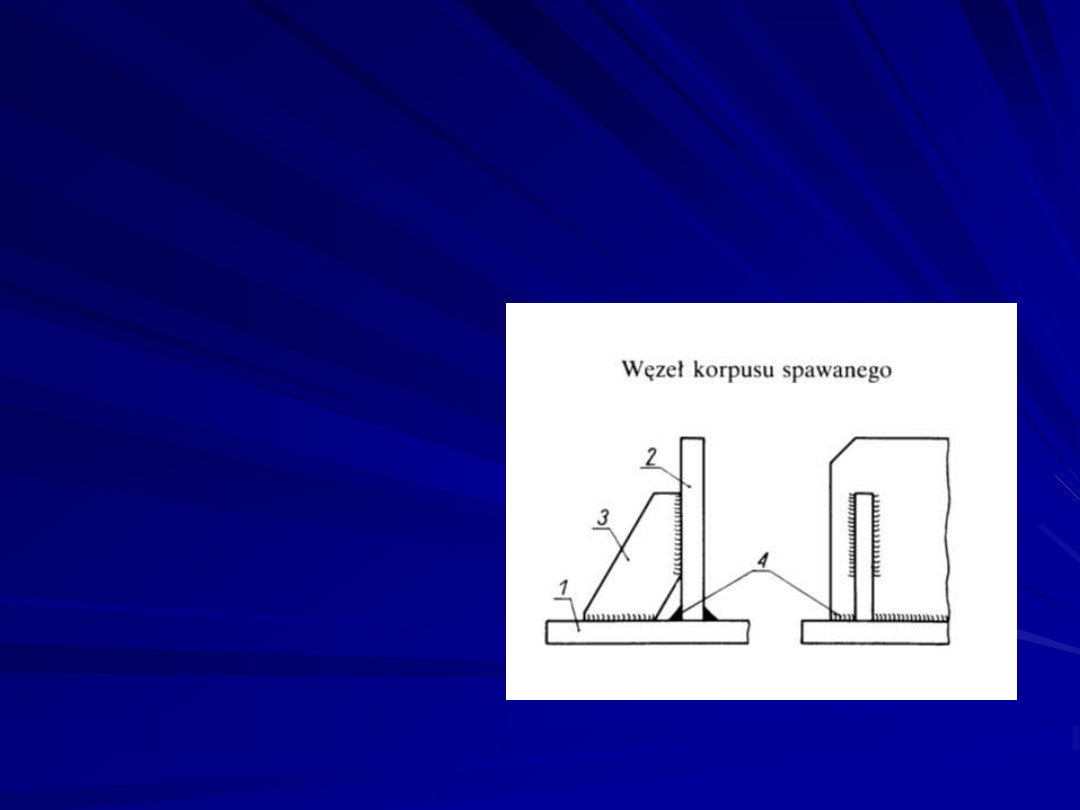
Na rysunku przedstawiono węzeł
korpusu spawanego, w którym do
płyty 1 jest przyspawany wspornik
2, a żebro 3 jest przyspawane do
wspornika 2 oraz płyty 1 w
znacznej odległości od spoiny 4.
Żebra połączone spoiną na całej
długości wspornika 2 oraz płyty 1
aż do spoiny 4 powodują duże
naprężenia spawalnicze, trudne do
usunięcia i często stanowiące
przyczynę pękania spoin.
Stosuje się również korpusy z
tworzyw sztucznych (żywic)
0131
Rozwiązania konstrukcyjne
mechanizmów
zamocowujących
132
Klin
Rodzaj mechanizmu zamocowującego dobiera się zależnie od wielkości serii
wytwarzanych części, wyposażenia zakładu oraz czasu przeznaczonego na
zaprojektowanie i wykonanie uchwytów.
Mechanizmy mocujące oparte na zasadzie równi pochyłej powinny mieć tak
dobrany kąt zaklinowania, aby mechanizm był samohamowny, tzn. taki, w którym
siła tarcia utrzymuje części zamocowujące w położeniu zamocowania.
Samohamowność występuje wtedy, gdy tangens kąta zaklinowania a jest
mniejszy od współczynnika tarcia, co dla przeciętnych warunków odpowiada
pochyleniu 1:10. Przy współczynniku tarcia
= 0,1 kąt klina
= 5°42'30".
W przypadku występowania drgań należy przyjmować znacznie mniejszy kąt
zaklinowania niż wynika to z wartości współczynnika tarcia. W przeciwnym razie
pod wpływem drgań może nastąpić zluzowanie zacisku i odmocowanie obrabianej
części.
Zaciski klinowe są tym pewniejsze, im kąt zaklinowania jest bliższy 0°.
Kliny w mechanizmach mocujących mają również inne przeznaczenie; są one
stosowane do:
a) zmiany kierunku zewnętrznej siły zamocowania,
b) zwielokrotnienia jej lub zmniejszenia oraz
c) w innych szczególnych przypadkach, np. w przypadku uwidocznionym na
rysunku
133
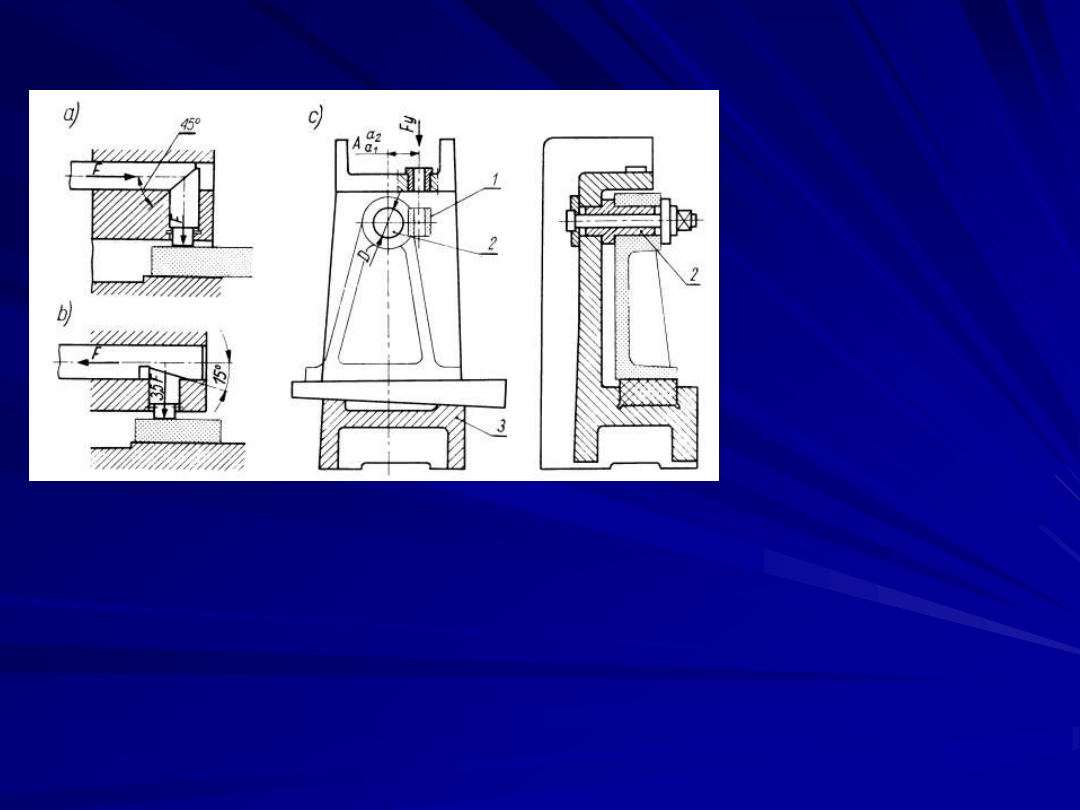
Klin stosowany w
mechanizmie
zamocowującym:
a) do zmiany kierunku siły
zamocowania, b) do
zwielokrotnienia siły
zamocowania,
c) do zamocowania
obrabianej części
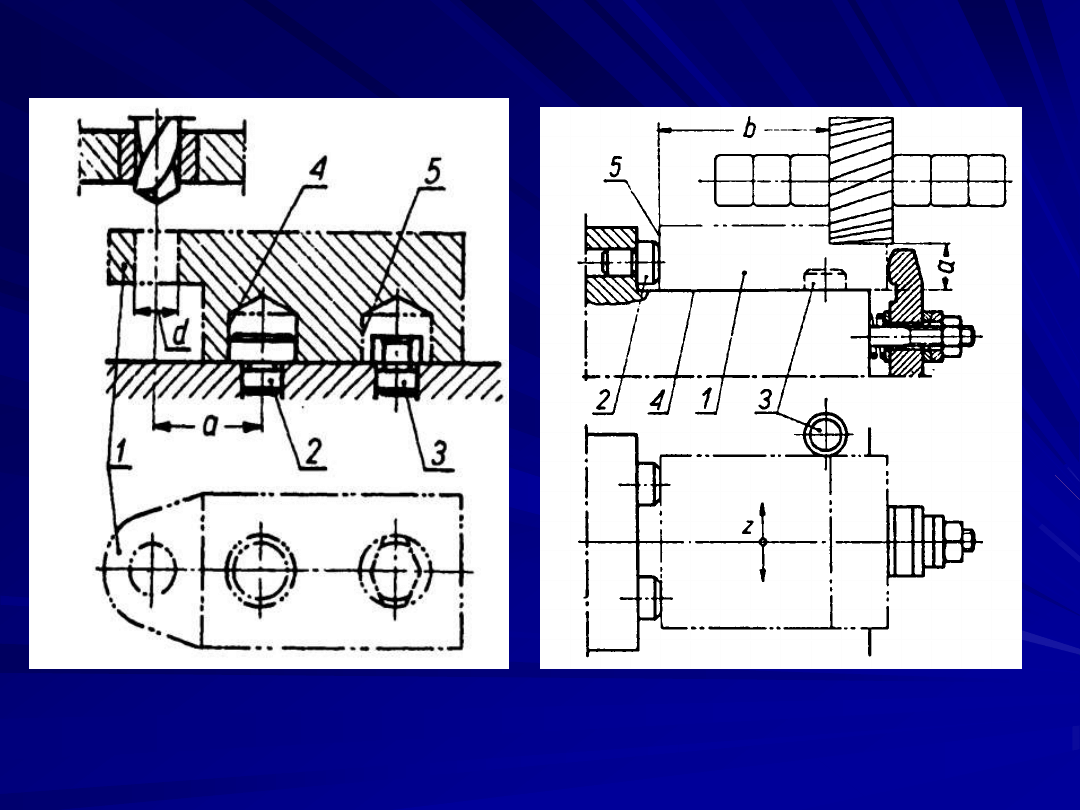
W części 7 należy wywiercić otwór związany wymiarem A z uprzednio wykonanym
otworem o średnicy D.
Część 1 musi być więc ustalona na czopie 2 wg wykonanego otworu oraz musi być
skasowany luz między podstawą obrabianej części l a korpusem uchwytu 3.
Zastosowany w tym przypadku klin jako mechanizm mocujący spełnia wszystkie
żądane warunki.
Przy użyciu innego mechanizmu, np. docisku ze śrubą lub zacisku pneumatycznego,
wystąpiłoby oddziaływanie siły skrawania Fy na podporę niestałą.
134
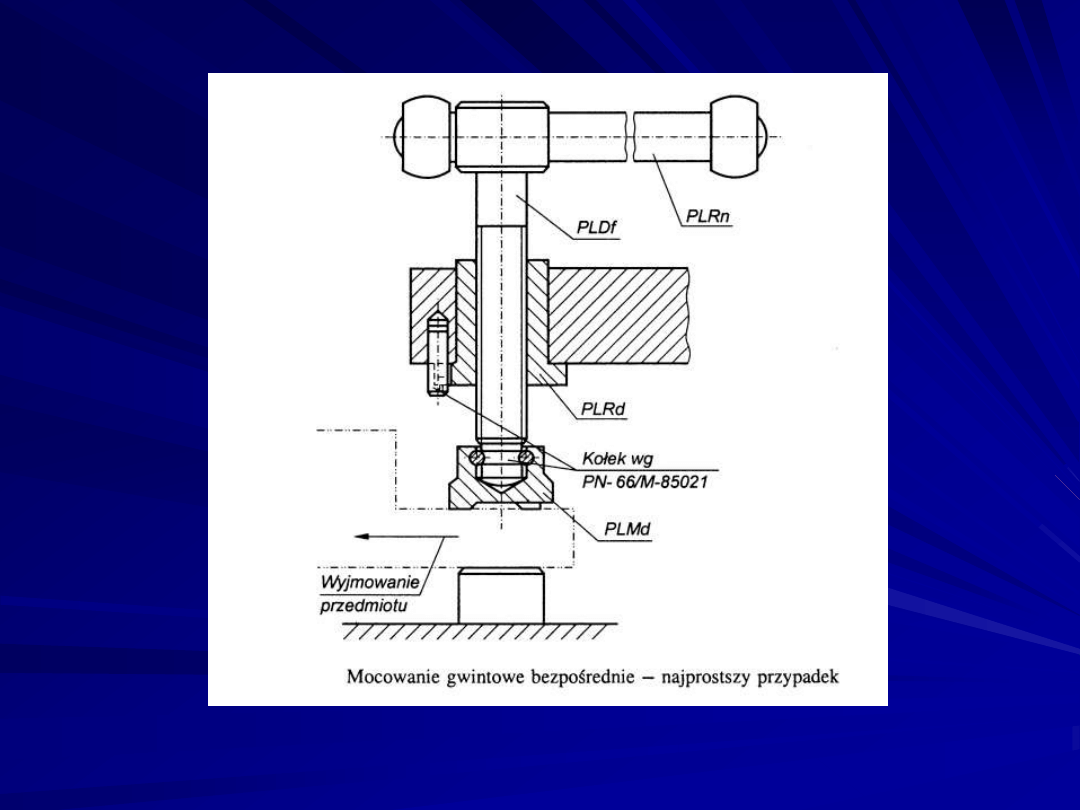
Mechanizmy zamocowujące śrubowe
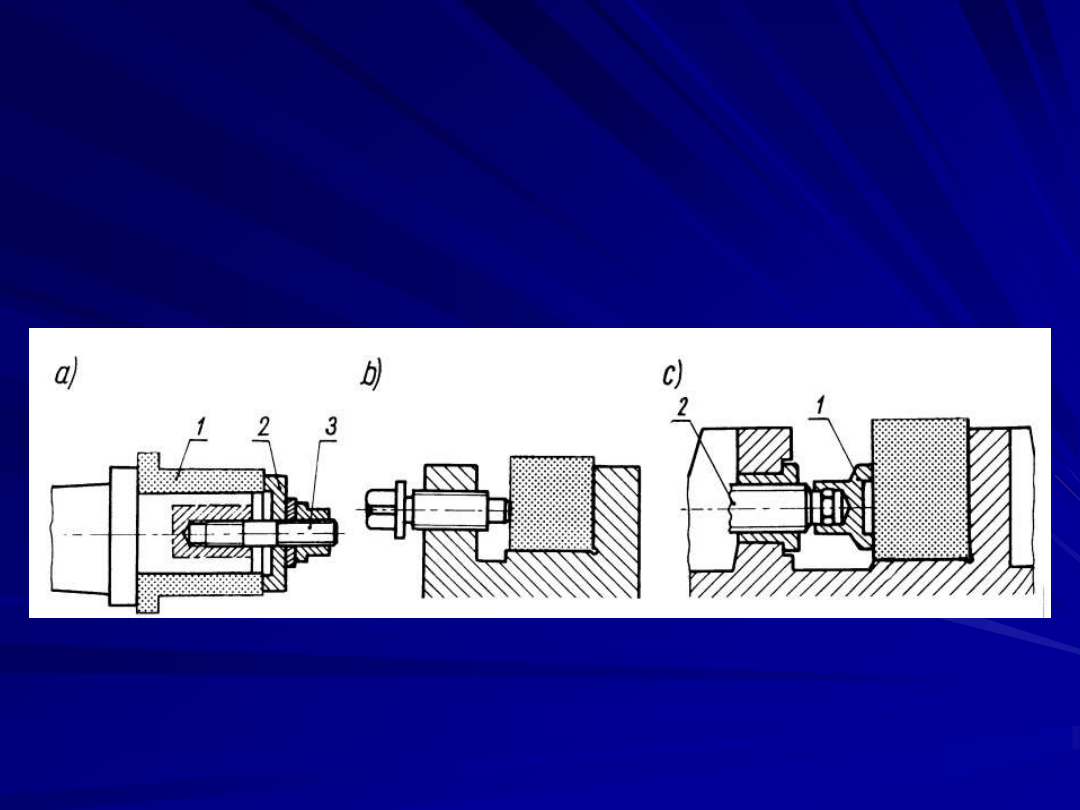
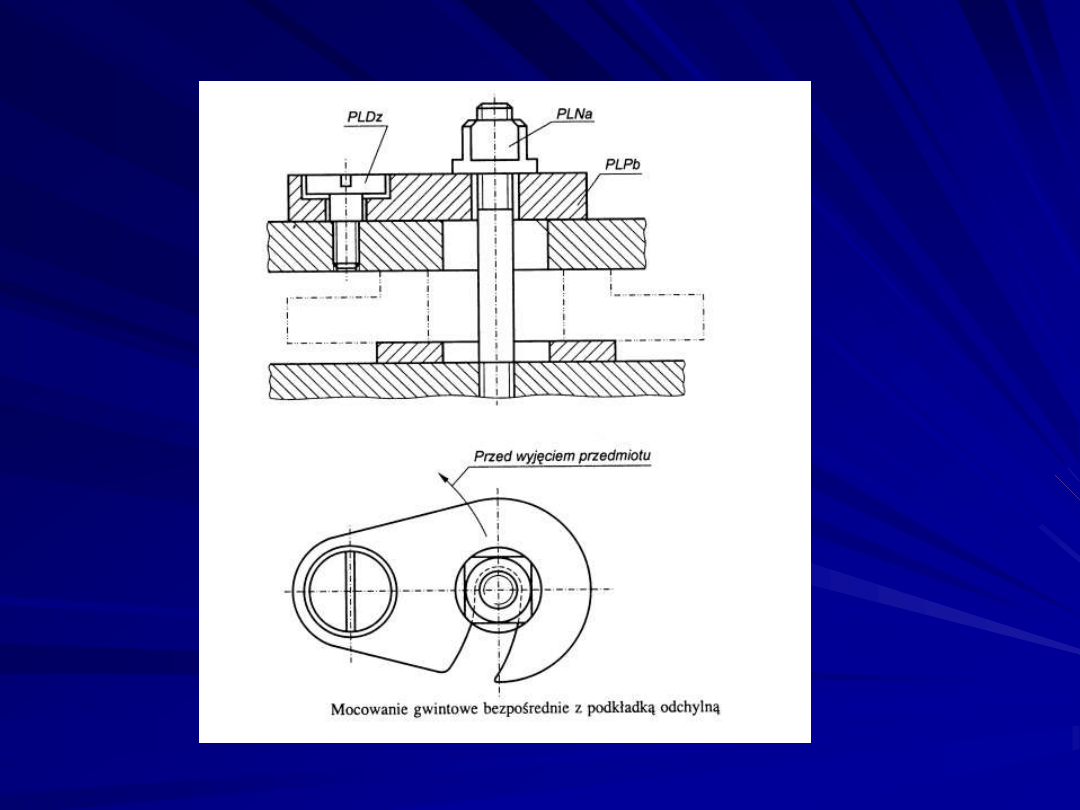
Śruby najczęściej służą do osiowego zamocowywania części obrabianych,
Przykład takiego zamocowania przedstawiono na rysunku.
Śruba 3 dociska obrabianą część l za pośrednictwem podkładki 2.
Bezpośrednie działanie śrubą na część (rys. b) powoduje przesuwanie ustalonej
części i może być dopuszczone tylko w wyjątkowych przypadkach.
Jeżeli z uzasadnionych przyczyn siła dociskająca część przechodzi przez oś
śruby 2, to na jej końcu należy umieścić stopkę wahliwą l (rys. c).
Śruba jako mechanizm zamocowujący:
a) osiowo za pomocą podkładki,
b) b) śruba bezpośrednio działająca na część obrabianą,
c) c) za pośrednictwem stopki wahliwej
135
0136
0137
0138
0139
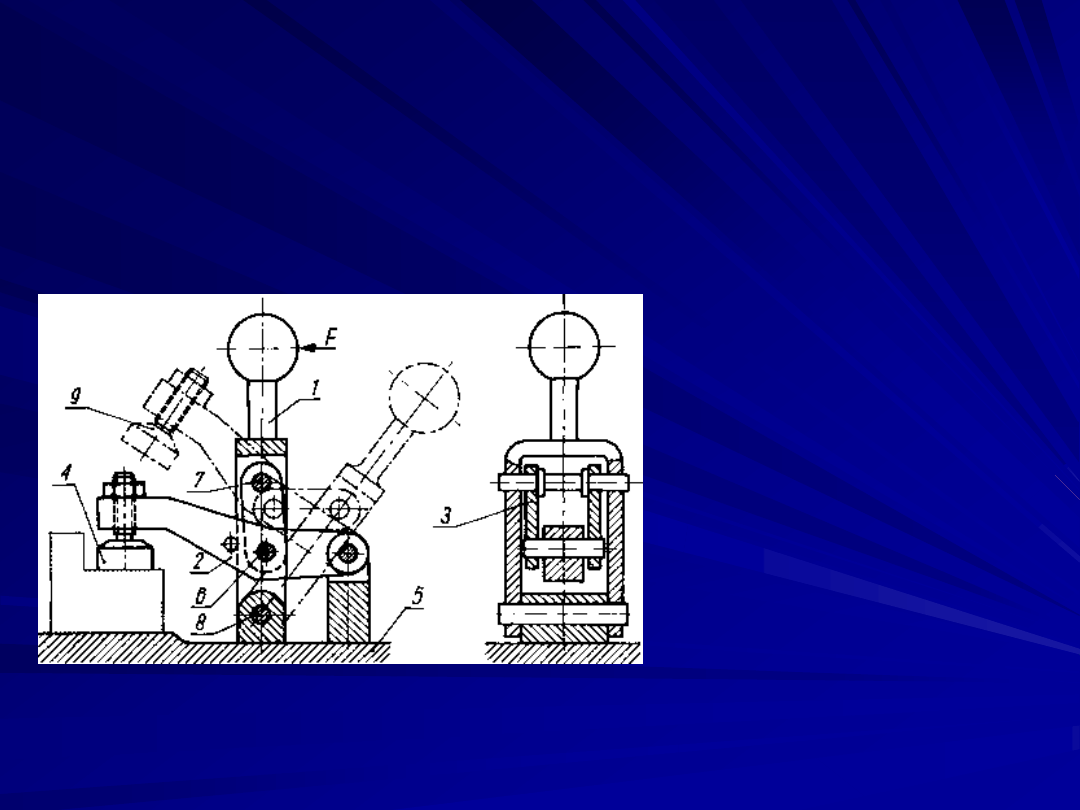
Mechanizmy zamocowujące dźwigniowe
Przykład rozwiązania konstrukcyjnego dźwigniowego mechanizmu
zamocowującego przedstawia rysunek. Mechanizm taki najczęściej tworzy
oddzielny zespół.
Mechanizmy dźwigniowe mają szerokie zastosowanie przy spawaniu i montażu
cienkich powłok i kształtek.
Mechanizm zamocowujący dźwigniowy
Przedstawiony na rys. 15-3
mechanizm składa się z
następujących głównych części:
dźwigni z rękojeścią 7, dźwigni
dociskowej 2, łącznika 3,
regulowanego docisku 4 oraz
korpusu 5. W pozycji zamocowania
oś 6 powinna znajdować się na
prawo od linii łączącej osie 7 i 8,
ponieważ tylko w tym przypadku nie
będzie można odmocować części,
gdy przestanie działać siła
zewnętrzna F. Aby dźwignia l mogła
przejść w takie położenie, cały
układ musi być sprężysty, co osiąga
się przez zastosowanie podkładki
sprężystej 9, sprężyny lub dzięki
odpowiedniej długości ramion.
0140
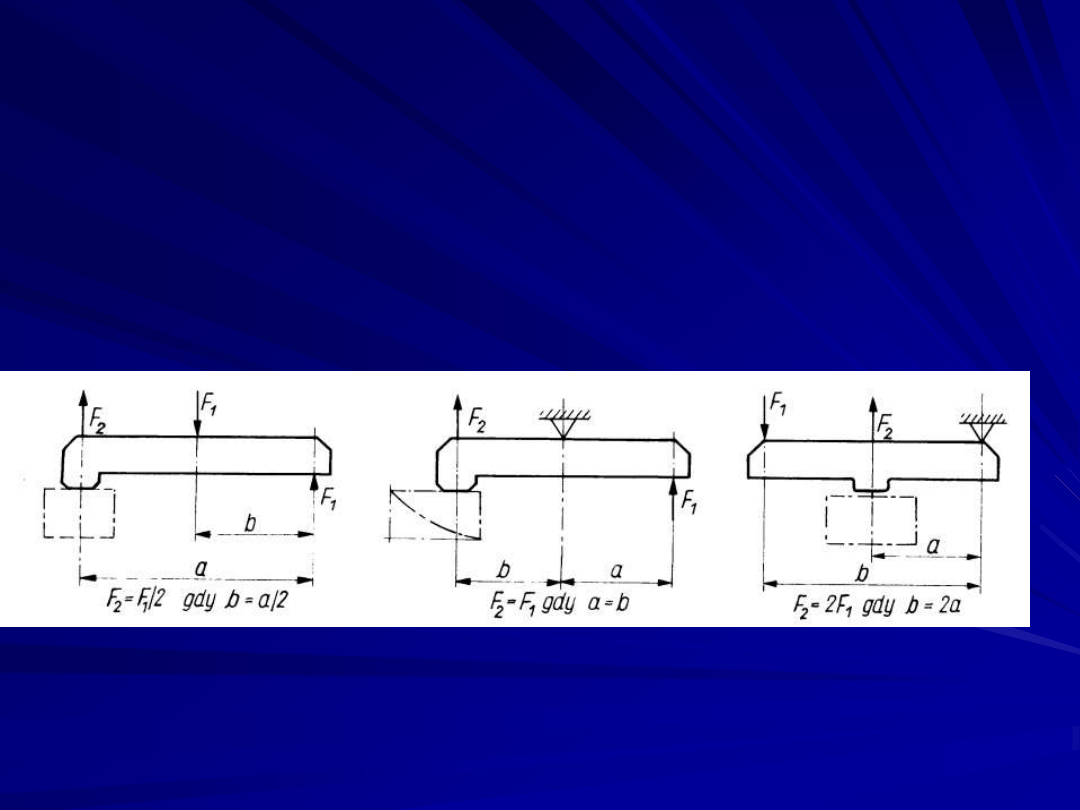
Mechanizmy zamocowujące złożone
Najczęściej stosowanym i stosunkowo prostym mechanizmem zamocowującym
jest mechanizm stanowiący połączenie dźwigni z równią pochyłą.
Zewnętrzna siła zwielokrotniona przez śrubę, mimośród lub krzywkę działa na
część mocowaną za pomocą dźwigni (rysunek). Stosunek ramion a i b dźwigni
należy dobrać tak, aby siła dociskająca część była równa sile działającej w
punkcie podparcia lub większa od niej.
Mechanizm zamocowujący złożony
0141
Działanie siły zewnętrznej na dźwignię może być dodatkowo zwielokrotnione przez
zastosowanie śruby (rysunek), mimośrodu lub krzywki (rysunek).
Zwielokrotnienie siły złożonego mechanizmu zamocowującego:
a) śrubą, b) krzywką
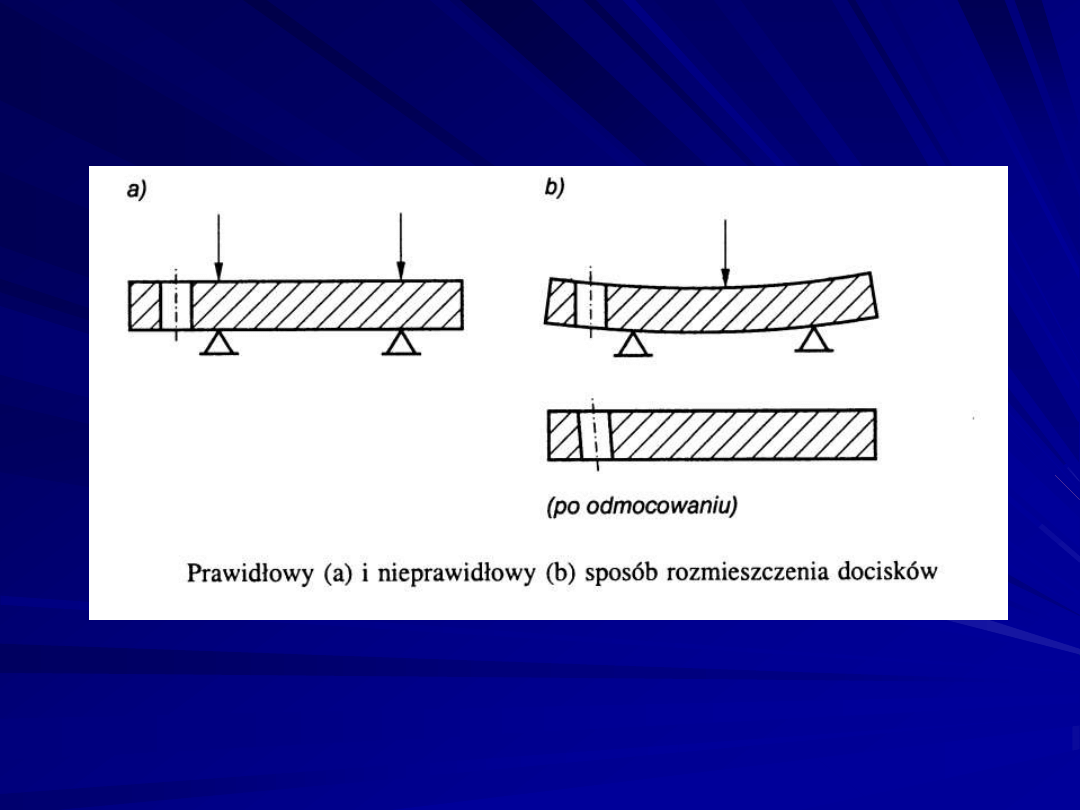
Kształt dźwigni powinien jej zapewnić podparcie w trzech punktach — w dwóch na
mocowanej części i w jednym na podporze. Jeżeli lokalizacja docisku jest taka, że
dźwignia może stykać się z mocowaną częścią tylko w jednym punkcie, to
podpora musi zapewnić jej dwa punkty podparcia.
0142
0143
0144
0145
Mimośrody i krzywki
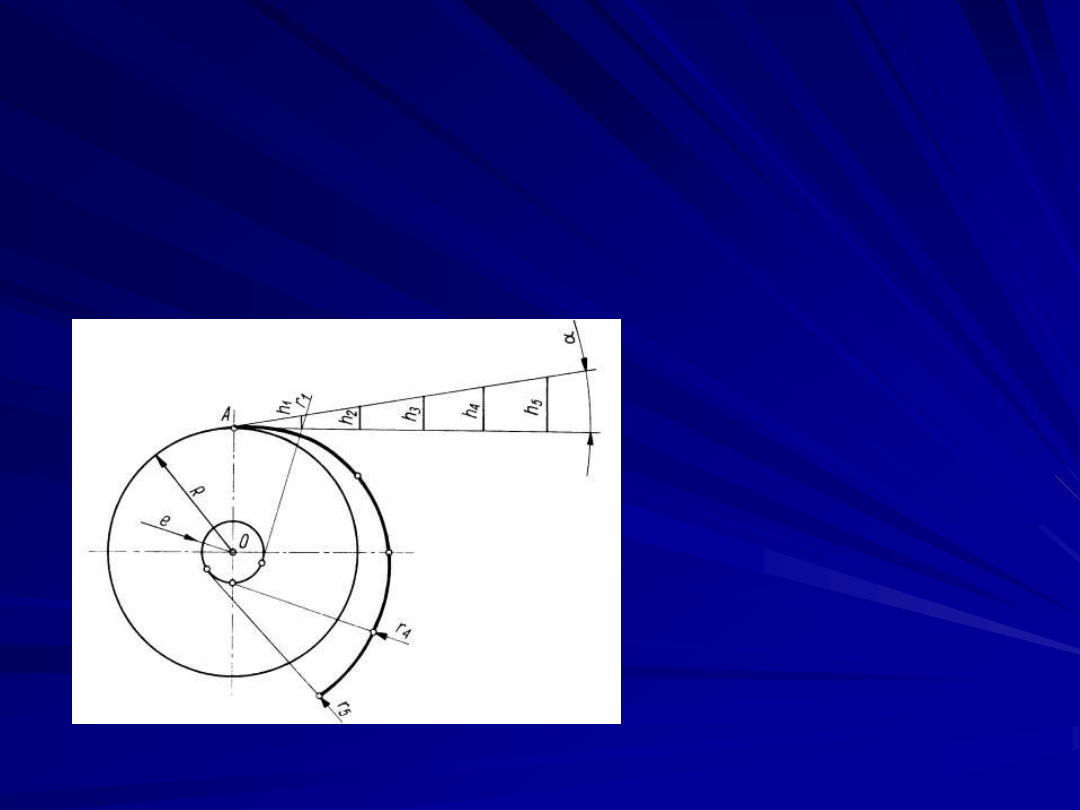
Klin o stałym kącie a nawinięty na powierzchnię walcową (rysunek) tworzy linię
spiralną, zwaną spiralą Archimedesa.
Spiralę Archimedesa można zastąpić łukami kół (rysunek) o coraz większych
promieniach, których środki leżą na obwodzie koła o promieniu e. Spirala ta
stanowi mimośród o zmiennym promieniu r i mimośrodowości e.
Krzywka otrzymana
przez nawinięcie klina na
walec
0146
Powszechnie używany i zarazem najłatwiejszy do wykonania jest zacisk
mimośrodowy, w którym spiralę zastąpiono łukiem koła.
W konstrukcji uchwytów stosuje się dwa rodzaje mimośrodów:
• mimośrody pojedyncze o stałej mimośrodowości e,
• mimośrody podwójne o dwóch jednakowych lub różnych wartościach
mimośrodowości (e1 i e2).
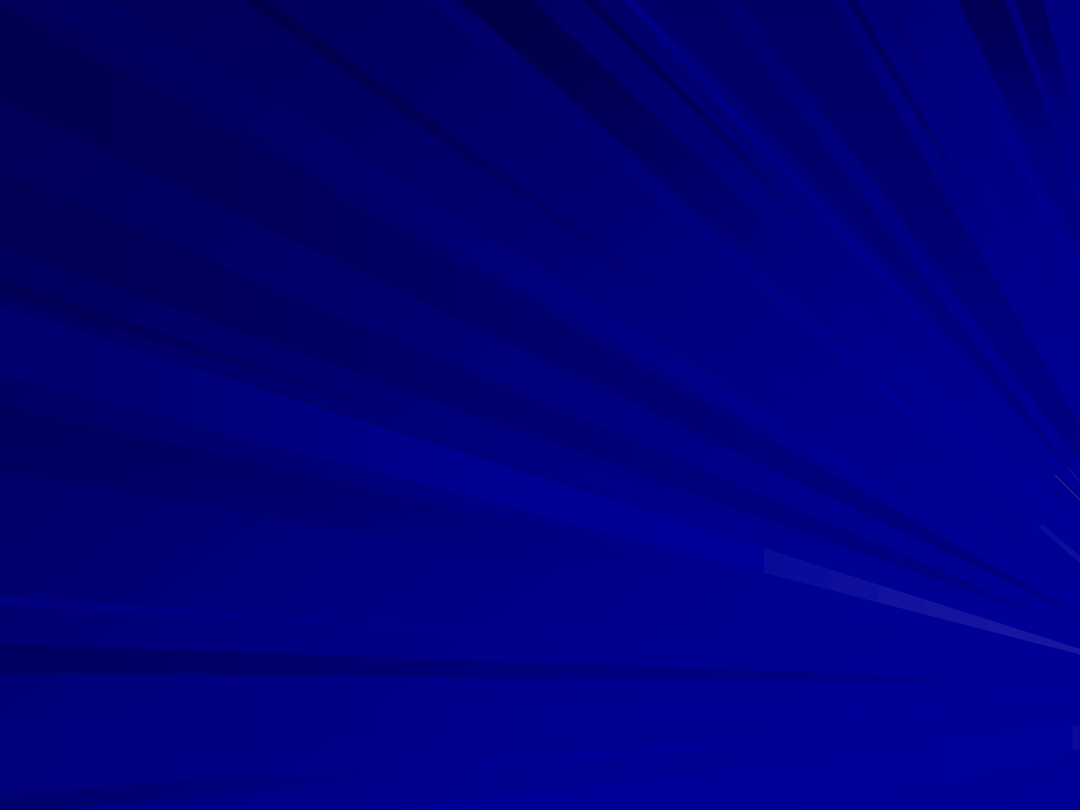
Przy konstruowaniu zacisków mimośrodowych należy przestrzegać następujących
zasad:
• mimośród nie może powodować przesuwania części obrabianej
• zakres zacisku (wysokość h) powinien być dokładnie obliczony;
• zacisk powinien być nastawny; umożliwia to zwiększenie tolerancji wykonania
części mechanizmu zamocowującego.
Na zakres zacisku mają wpływ:
• tolerancja wykonania części obrabianej w punkcie styku z mechanizmem
mimośrodu;
• wartość odkształceń sprężystych mechanizmu mocującego oraz części
obrabianej (minimum 0,3 mm);
• dokładność ustawienia mimośrodu i jego zużycie (około 0,2 mm).
0147
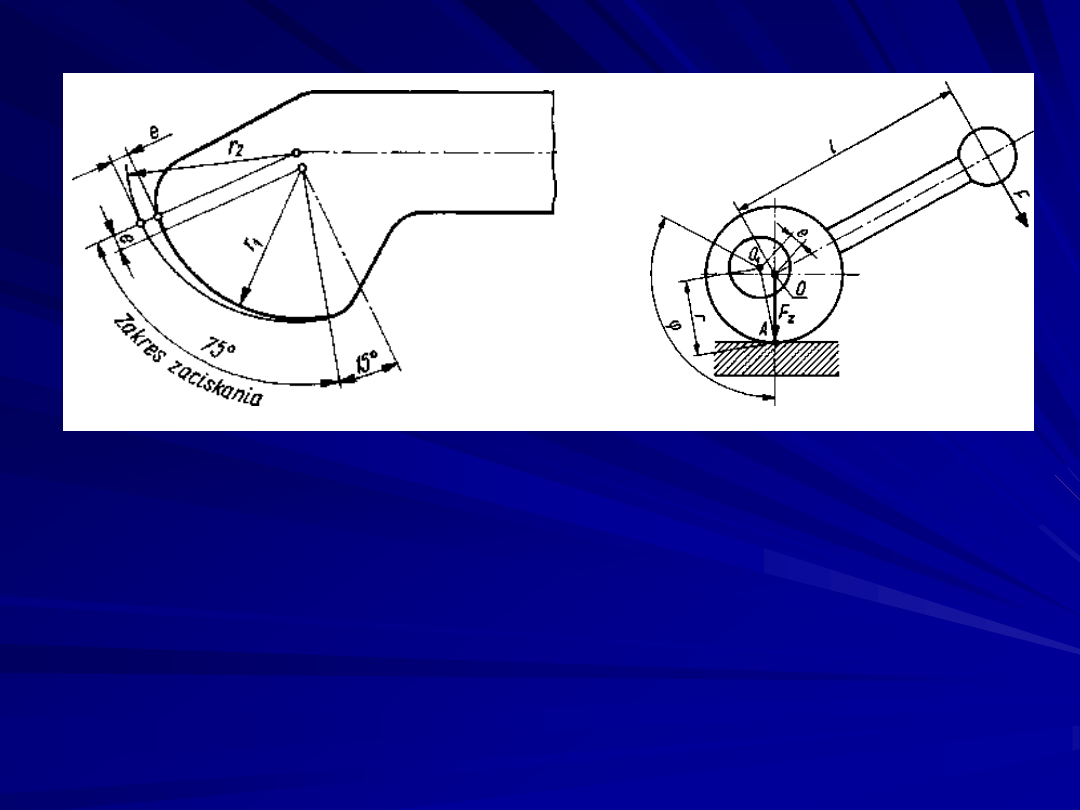
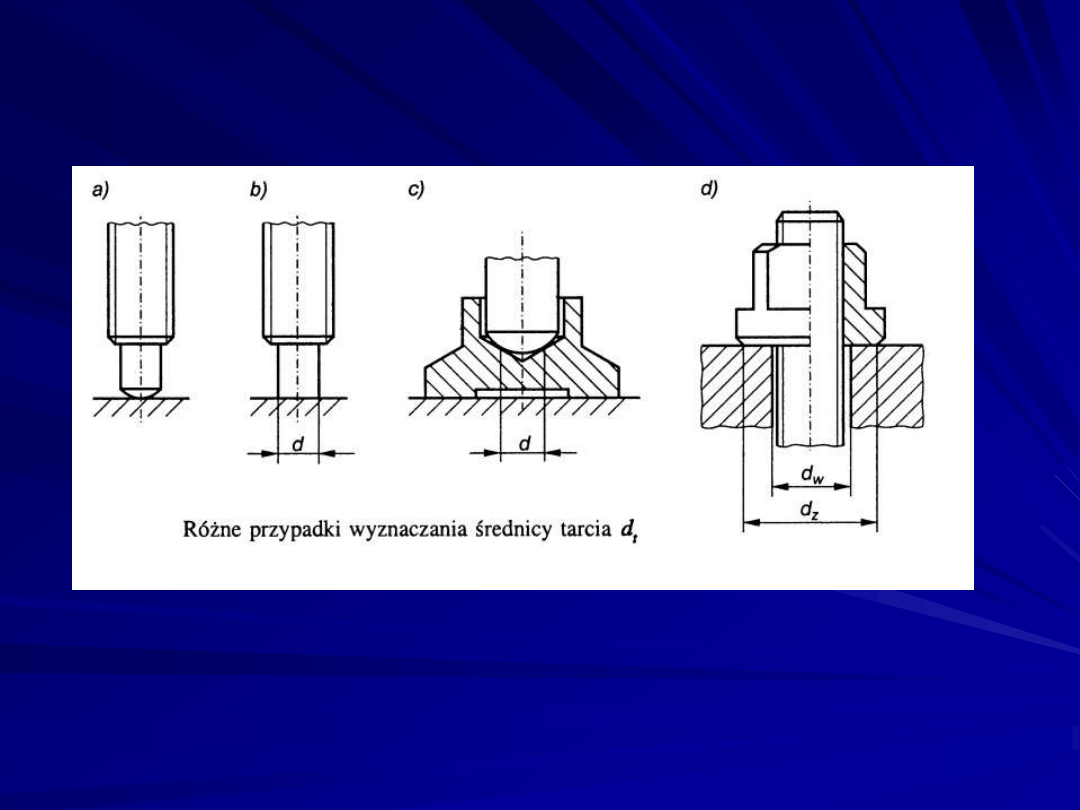
Docisk krzywkowy
Wartość siły zamocowania w punkcie A gdzie:
F — siła zewnętrzna (siła ręki równa około 150 N),
q — kąt tarcia mimośrodu o część lub pośrednio o
część mechanizmu mocującego,
q1— kąt tarcia mimośrodu o sworzeń,
l — ramię dźwigni,
r — promień wodzący,
a — kąt wzniosu mimośrodu w danym punkcie.
Zwielokrotnienie siły zacisku
w uchwytach z mimośrodem
lub krzywką jest mniejsze niż
w uchwytach ze śrubą.
0148
0149
0150
0151
0152
0153
0154
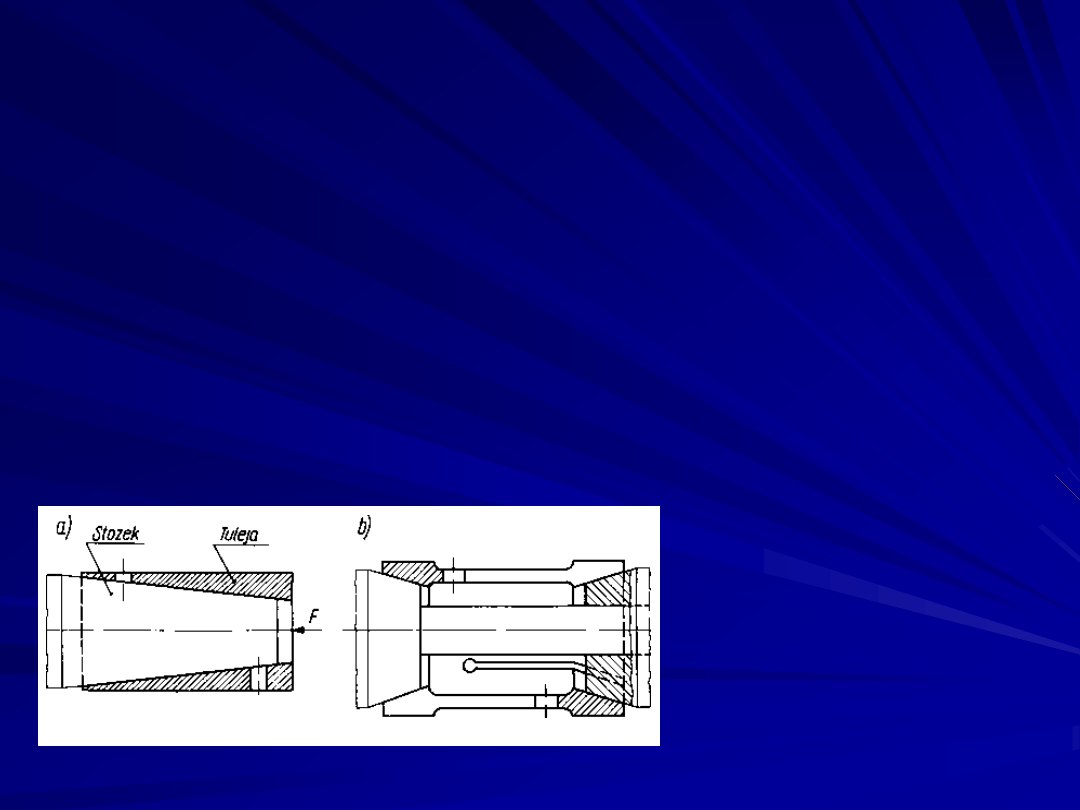
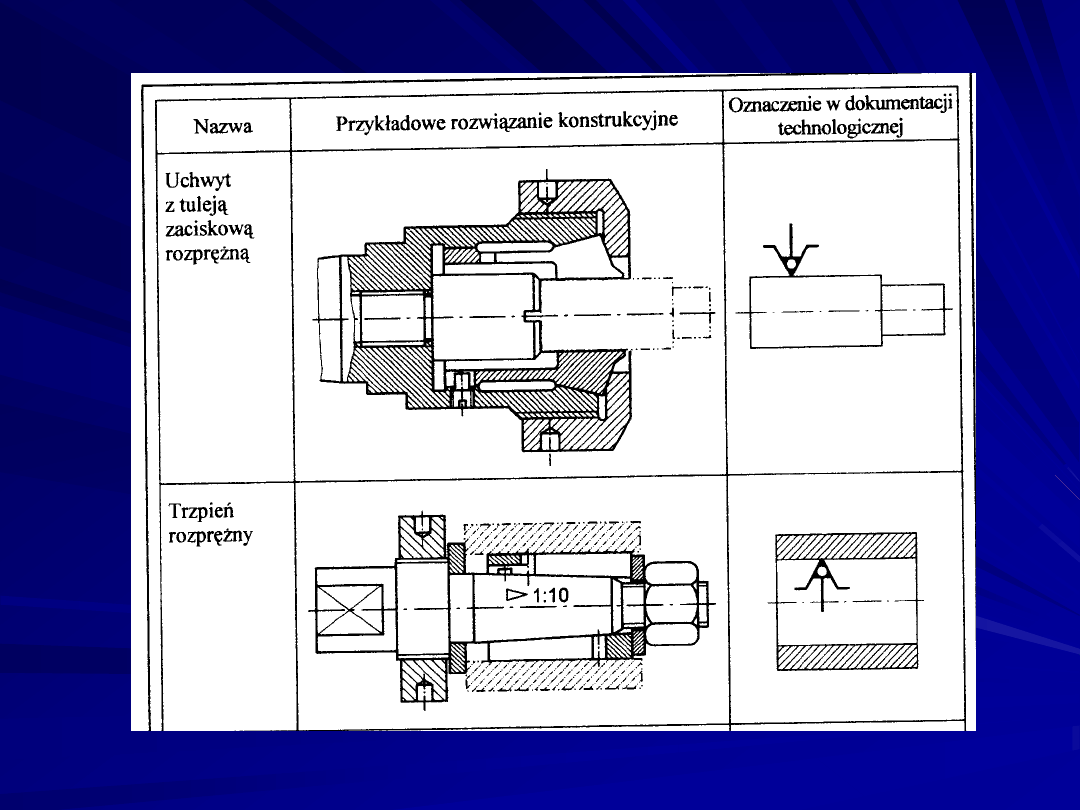
Tuleje rozprężne
Mechanizmy mocujące z tulejami rozprężnymi i zaciskowymi spełniają
jednocześnie funkcję mechanizmów ustalających.
Mają one zastosowanie do ustalania części z otworami wykonanymi w klasach
dokładności 7-10.
Część ustalaną zakłada się wewnętrzną powierzchnią walcową na tuleję
rozprężną, po czym tuleję rozpiera się stożkiem (rysa) lub dwoma stożkami
(rys.b), zależnie od jej wymiarów.
Pod działaniem stożków rozpierających tuleja rozpręża się i osiuje obrabianą
część.
Siła tarcia uniemożliwia przesuwanie się obrabianej części względem tulei.
Tuleja rozprężna powinna mieć co najmniej trzy przecięcia naprzemianległe
wzdłuż tworzących na 0,75 długości.
Dzięki tym nacięciom przekrój poprzeczny tulei po jej rozprężeniu ma
minimalne odchyłki okrągłości.
Tuleje rozprężne:
a) rozprężana jednym
stożkiem,
b) b) rozprężana dwoma
stożkami
0155
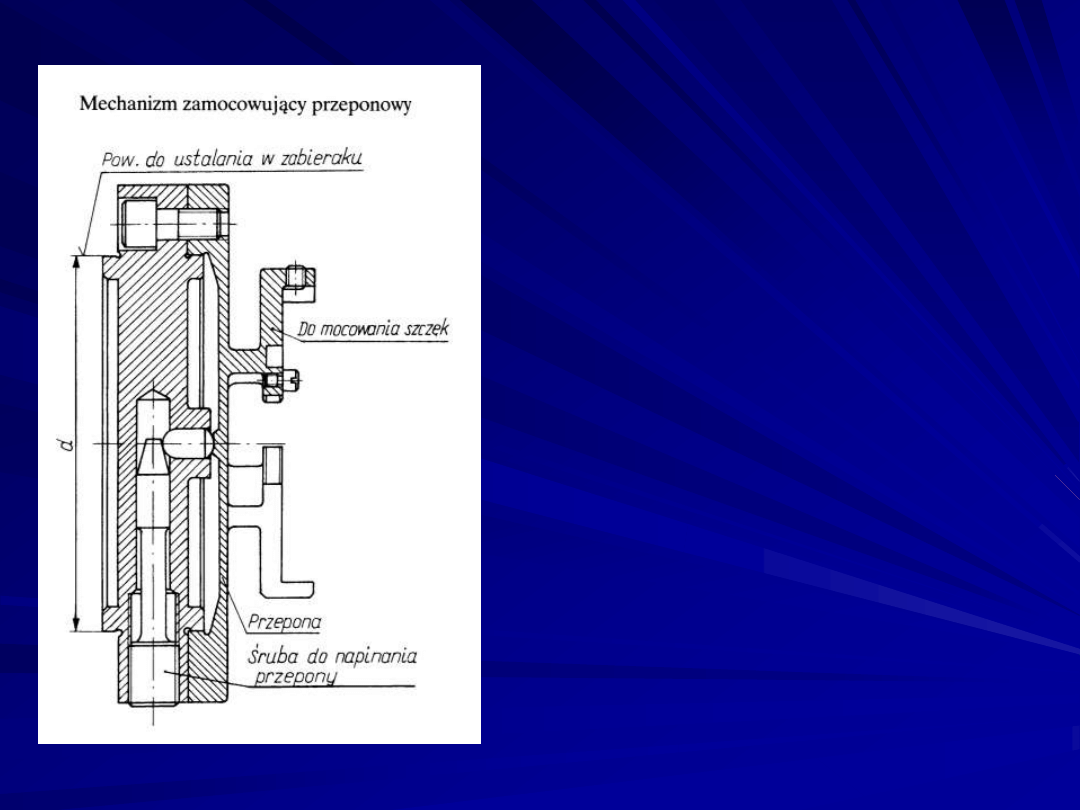
Mechanizmy zamocowujące sprężyste
Mechanizmy mocujące siłami wywołanymi
odkształceniami sprężystymi przepony
(rysunki) są stosowane do obróbki części
przy małych siłach skrawania, np. do
szlifowania otworów w kołach zębatych,
szlifowania powierzchni walcowych tulejek,
a nawet do toczenia wykańczającego.
W celu wyeliminowania bicia względem osi
wrzeciona obrabiarki do występów
przepony mocuje się szczęki przetaczane
(na obrabiarce produkcyjnej) na średnicę
równą średnicy powierzchni ustalającej
obrabianej części.
0156
0157
0159
0160
161
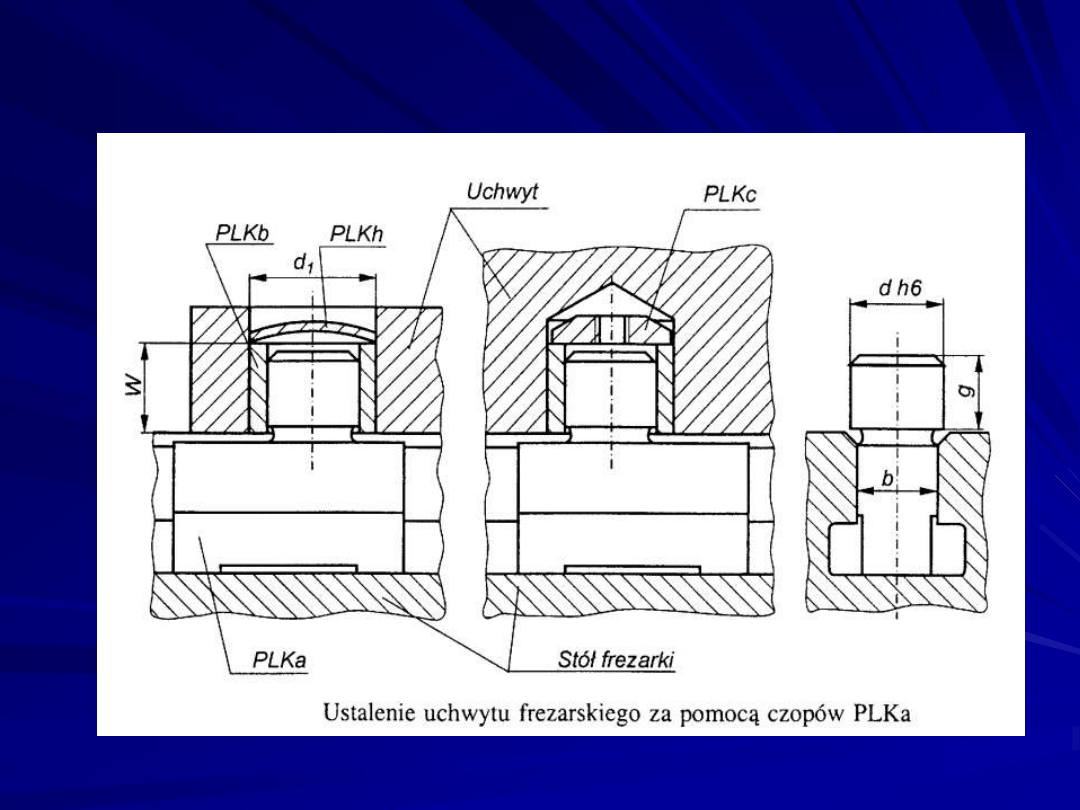
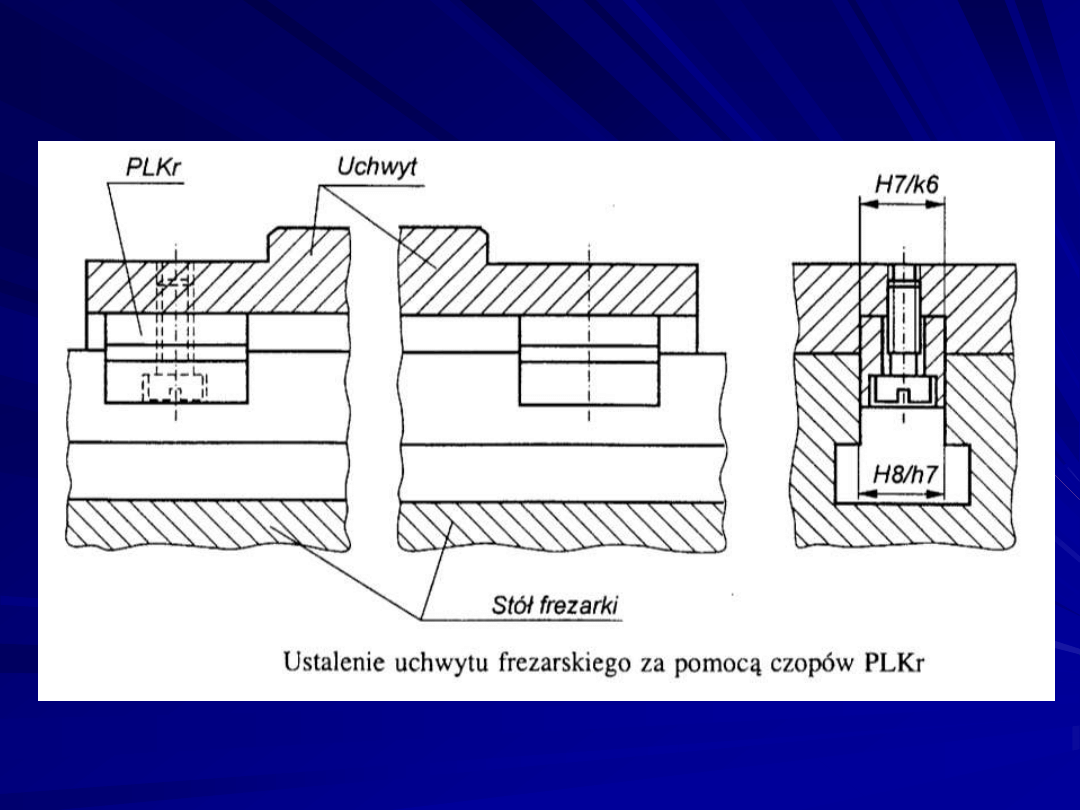
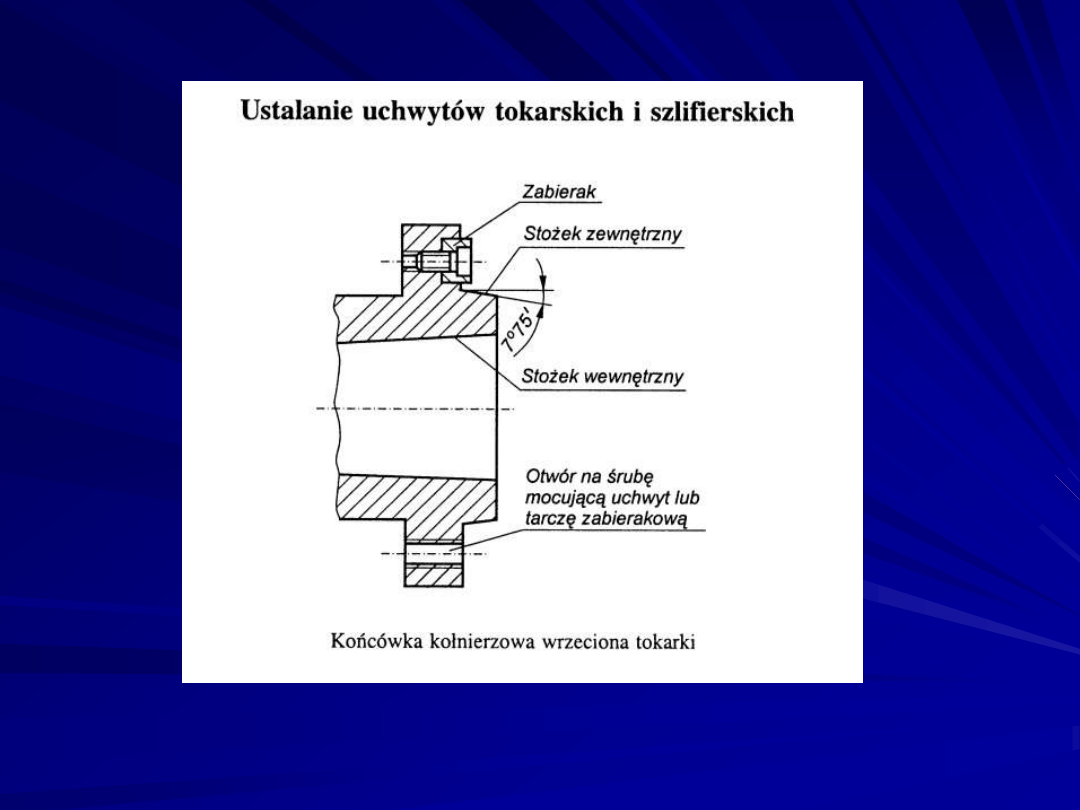
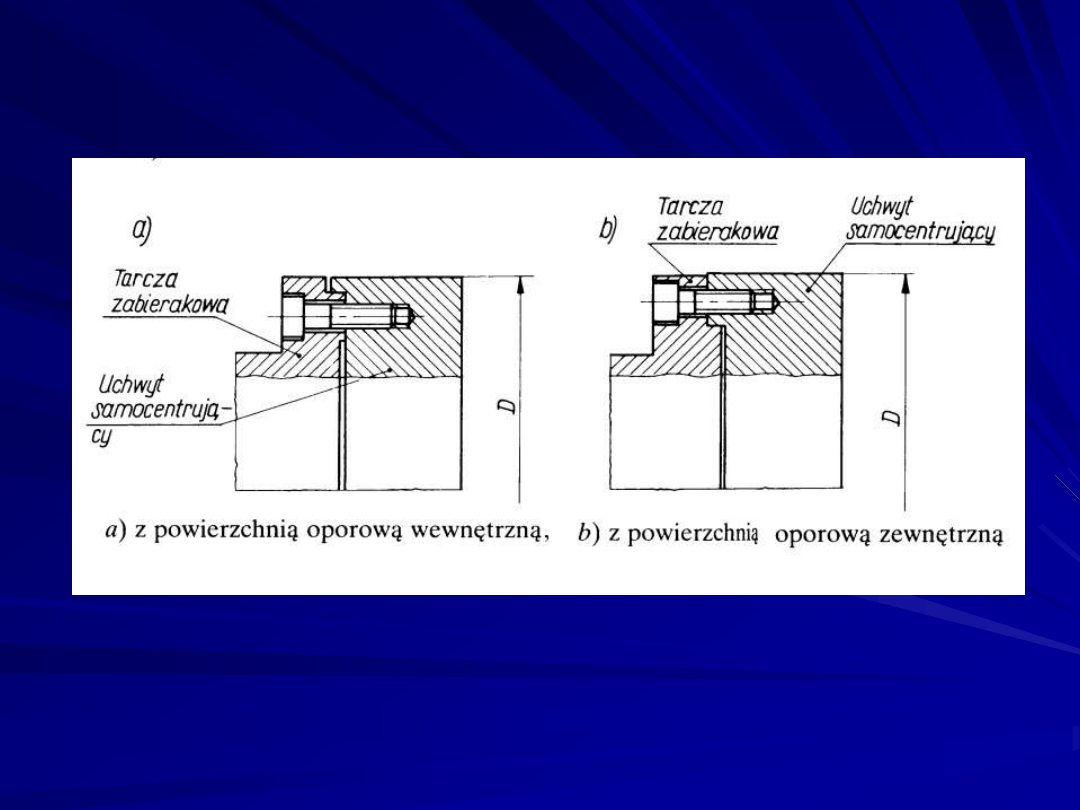
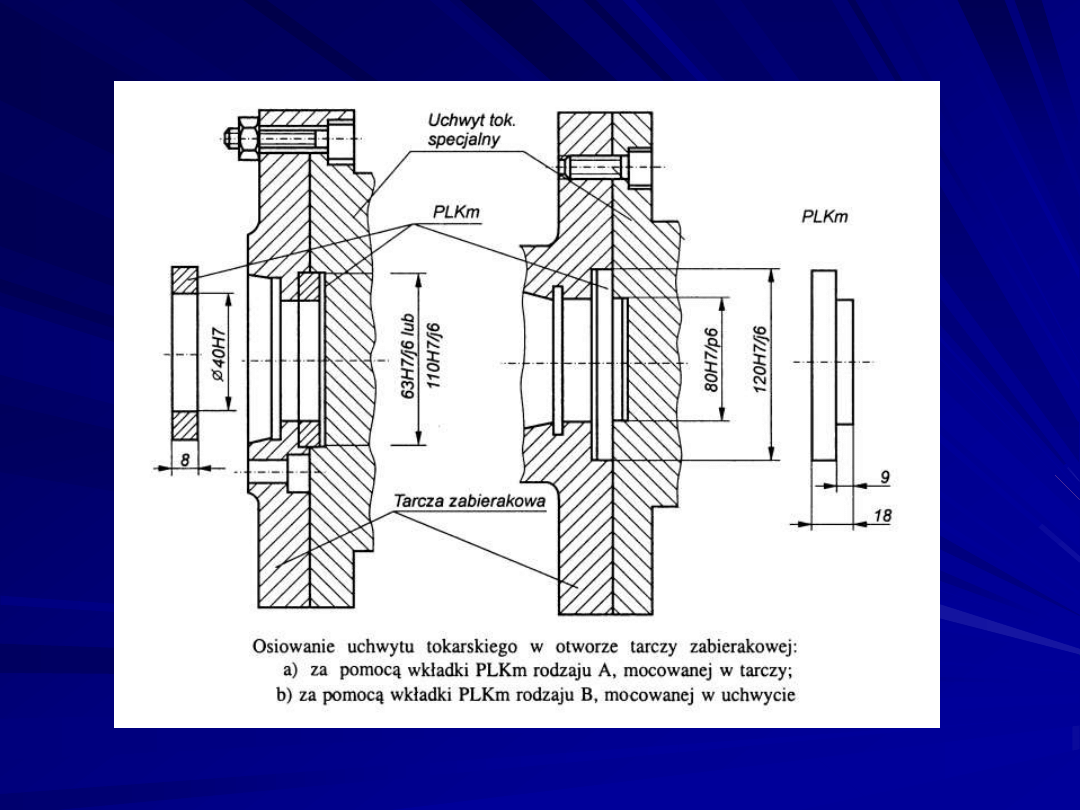
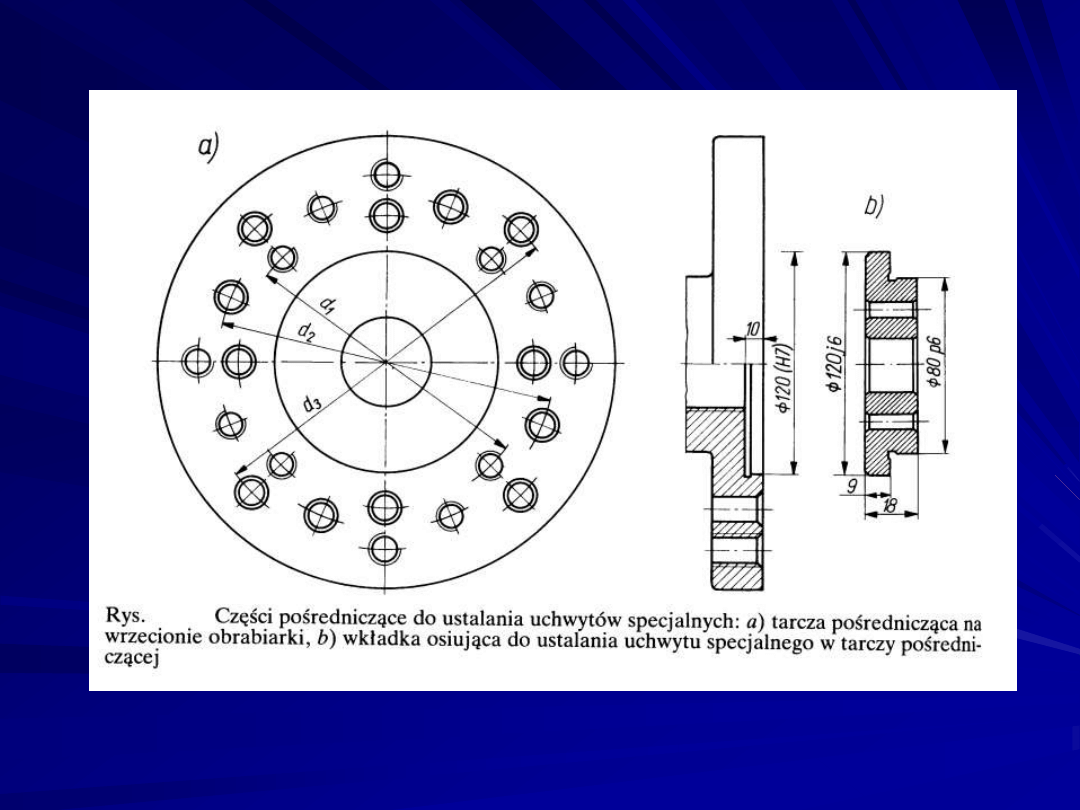
Ustalanie uchwytu na
obrabiarce
0016
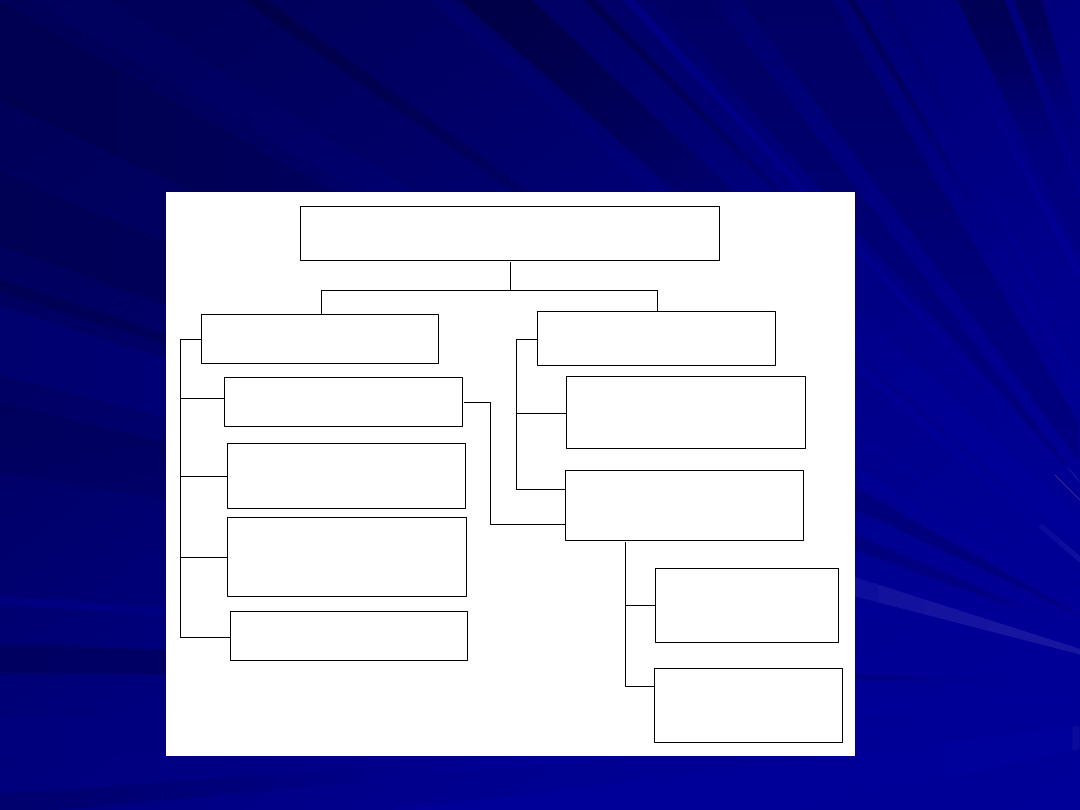
Ustalania uchwytu z reguły dokonuje się raz, na początku danej partii. Jak
zaprezentowano w podziale na rysunku, ustalania uchwytów na obrabiarkach z
grupy frezarsko-
wiertarskich można dokonać na kilka sposobów.
Ustalenie uchwytu na obrabiarce
na obrabiarkach
konwencjonalnych
uchwyt frezarski - na kamieniach
uchwyt wiertarski - nie ustala się
przesuwany na stole obrabiarki
na nóżkach
na obrabiarkach OSN
grupa tokarska - uchwyty
samocentrujące - osadzane we
wrzecionie
obrabiarki grupy
frezarsko- wiertarskiej
inne
grupa tokarska - uchwyty
samocentrujące - osadzane we
wrzecionie
system punktu zerowego
inne:
kołki ustalające, kliny
ustalające, centralne kołki
ustalajace
Ustalanie na stole przy frezowaniu
0016
Stół frezarki
0016
Kamienie do ustalania przy frezowaniu
0016
0016
0016
0169
0170
0171
0172
Ustalanie przy toczeniu
0173
0174
0175
0176
0177
0178
0179
0180
0181
Inne przykłady ustalenia
uchwytu na obrabiarce
0182
0183
0184
0185
Przykłady ustawiania
narzędzia
0186
0187
0188
0189
0190
0191
0192
0193
0194
195
Dziękuję za uwagę
Wyszukiwarka
Podobne podstrony:
02 OT ustal w uchw
02 OT ustal w uchw
04 OT przykł UPS ow i uchw skład
05 OT uchw katalog i handl
EBH 1c Prace przy i w pobl urz rozdziel prądu stałego (Uchw 85 z 04 02 2014)
EBH 1a Prace przy sieci tr i LPN na konstr sieci jezdnej (Uchw 85 z 04 02 2014)
EBH 1b Prace przy i w pobl urz rozdziel prądu przem (Uchw 85 z 04 02 2014)
Wyk 02 Pneumatyczne elementy
02 OperowanieDanymiid 3913 ppt
02 Boża radość Ne MSZA ŚWIĘTAid 3583 ppt
OC 02
PD W1 Wprowadzenie do PD(2010 10 02) 1 1
02 Pojęcie i podziały prawaid 3482 ppt
więcej podobnych podstron