„
Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Andrzej Zych
Stosowanie materiałów konstrukcyjnych oraz
eksploatacyjnych 314[03]O1.02
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Bożena Kuligowska
mgr inż. Grzegorz Śmigielski
Opracowanie redakcyjne:
mgr inż. Andrzej Zych
Konsultacja:
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 314[03]O1.02
„Stosowanie materiałów konstrukcyjnych oraz eksploatacyjnych”, zawartego w modułowym
programie nauczania dla zawodu technik mechanik okrętowy.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Podstawy metaloznawstwa i metalurgii
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
9
4.1.3. Ćwiczenia
9
4.1.4. Sprawdzian postępów
10
4.2. Stopy żelaza, metali nieżelaznych i ich zastosowanie
11
4.2.1. Materiał nauczania
11
4.2.2. Pytania sprawdzające
16
4.2.3. Ćwiczenia
17
4.2.4. Sprawdzian postępów
21
4.3. Materiały i wyroby niemetalowe i ich zastosowanie
22
4.3.1. Materiał nauczania
22
4.3.2. Pytania sprawdzające
24
4.3.3. Ćwiczenia
25
4.3.4. Sprawdzian postępów
26
4.4. Podstawy odlewnictwa, obróbki cieplnej i obróbki plastycznej
27
4.4.1. Materiał nauczania
27
4.4.2. Pytania sprawdzające
38
4.4.3. Ćwiczenia
39
4.4.4. Sprawdzian postępów
44
4.5. Korozja i ochrona przed korozją
45
4.5.1. Materiał nauczania
45
4.5.2. Pytania sprawdzające
46
4.5.3. Ćwiczenia
47
4.5.4. Sprawdzian postępów
48
4.6. Paliwa i smary okrętowe
49
4.6.1. Materiał nauczania
49
4.6.2. Pytania sprawdzające
52
4.6.3. Ćwiczenia
52
4.6.4. Sprawdzian postępów
54
4.7. Woda na statkach
55
4.7.1. Materiał nauczania
55
4.7.2. Pytania sprawdzające
56
4.7.3. Ćwiczenia
56
4.7.4. Sprawdzian postępów
57
5. Sprawdzian osiągnięć
58
6. Literatura
63

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten będzie Ci pomocny w przyswajaniu wiedzy o stosowaniu materiałów
okrętowych.
Poradnik zawiera materiał nauczania składający się z 7 tematów, są to: Podstawy
metaloznawstwa i metalurgii, Stopy żelaza, metali nieżelaznych i ich zastosowanie, Materiały
i wyroby niemetalowe i ich zastosowanie, Podstawy odlewnictwa, obróbki cieplnej i obróbki
plastycznej, Korozja i ochrona przed korozją, Paliwa i smary okrętowe, Woda na statkach.
Treści zawarte w temacie „Podstawy metaloznawstwa i metalurgii” pomogą Ci zapoznać
się z problematyką dotyczącą podstaw metaloznawstwa, metalurgii stali i wybranych metali
nieżelaznych.
Treści zawarte w temacie „Stopy żelaza, metali nieżelaznych i ich zastosowanie” pomogą
Ci zapoznać się z ze stalami, staliwami, żeliwami, stopami miedzi i aluminium, sposobami ich
oznaczania oraz z zastosowaniem w budowie i eksploatacji statków.
Treści zawarte w temacie „Materiały i wyroby niemetalowe i ich zastosowanie” pomogą
Ci zapoznać się z wybranymi materiałami niemetalowymi oraz z zastosowaniem ich w budowie
i eksploatacji statków.
Treści zawarte w temacie „Podstawy odlewnictwa, obróbki cieplnej i obróbki plastycznej”
pozwolą Ci zapoznać się w tymi technologiami oraz ukształtują umiejętności wykonywania
niektórych operacji z tego zakresu.
Treści zawarte w temacie „Korozja i ochrona przed korozją” pomogą Ci zapoznać się
z problematyką korozji oraz jej zapobiegania.
Treści zawarte w temacie „Paliwa i smary okrętowe” pomogą Ci zapoznać się
z problematyką stosowanych na statkach paliw, olejów smarnych oraz smarów plastycznych.
Treści zawarte w temacie „Woda na statkach” pomogą Ci zapoznać się z problematyką
wody morskiej i pitnej oraz uzdatniania wody stosowanej do kotłów.
Poradnik ten posiada następującą strukturę:
1. Wymagania wstępne, czyli wykaz niezbędnych umiejętności i wiedzy, które powinieneś
mieć opanowane, aby przystąpić do realizacji tej jednostki modułowej.
2. Cele kształcenia tej jednostki modułowej.
3. Materiał nauczania, który obejmuje:
−
informacje, opisy, tabele, rysunki z danego tematu,
−
pytania sprawdzające wiedzę potrzebną do wykonania ćwiczeń,
−
zestaw ćwiczeń,
−
sprawdzian postępów.
4. Sprawdzian osiągnięć zawierający zestaw zadań testowych z zakresu całej jednostki
modułowej.
5. Zestaw literatury przydatnej do wykonywania ćwiczeń oraz uzupełniania wiadomości.
Jeżeli będziesz miał trudności ze zrozumieniem tematu lub ćwiczenia, to poproś
nauczyciela lub instruktora o wyjaśnienie i ewentualne sprawdzenie, czy dobrze wykonujesz
daną czynność. Po zrealizowaniu materiału spróbuj zaliczyć sprawdzian z zakresu jednostki
modułowej.
W czasie pobytu w pracowni musisz przestrzegać regulaminów, przepisów
bezpieczeństwa i higieny pracy oraz instrukcji przeciwpożarowych, wynikających z rodzaju
wykonywanych prac.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
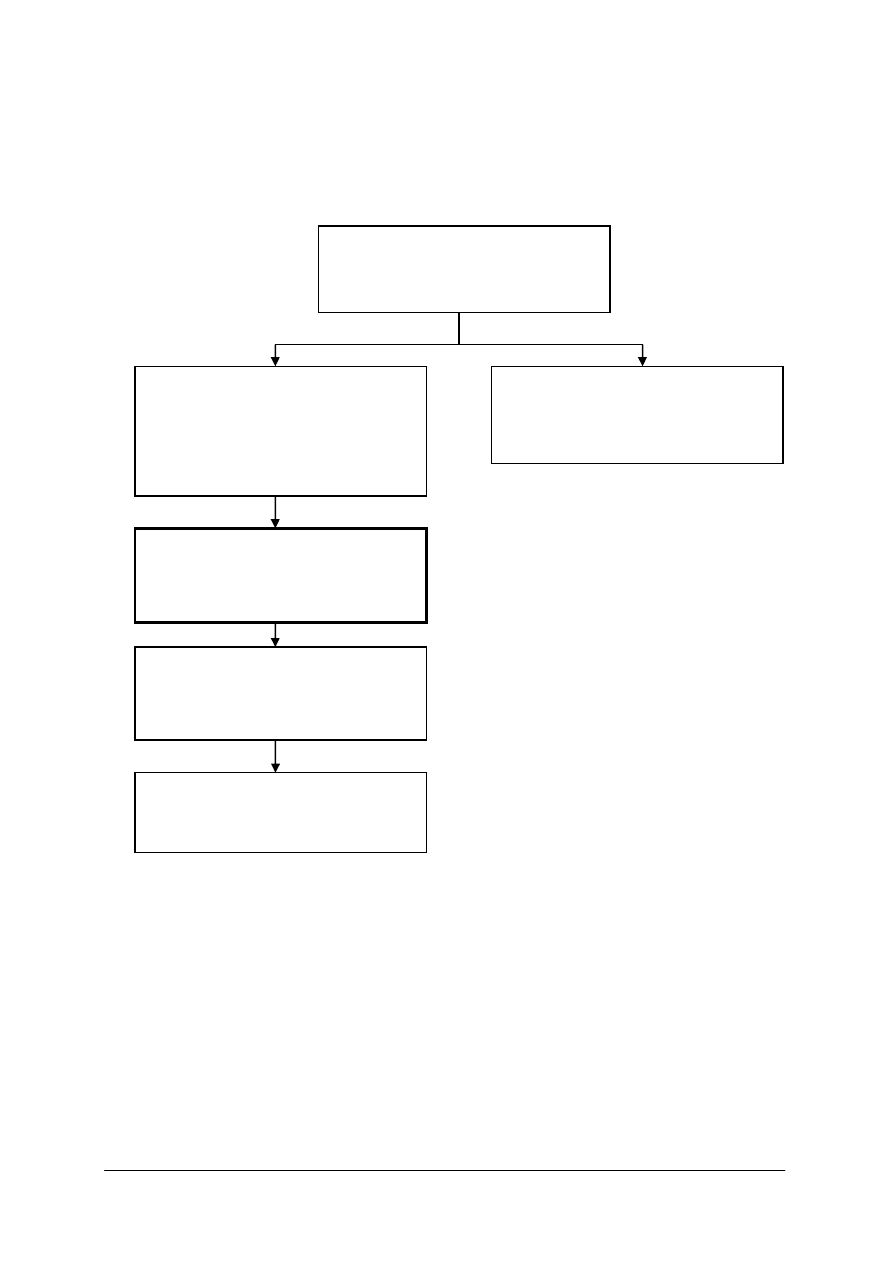
Schemat układu jednostek modułowych w module
314[03].O1
Techniczne podstawy zawodu
314[03]O1.01
Stosowanie przepisów bezpieczeństwa
i higieny pracy oraz ochrony środowiska
314[03]O1.02
Stosowanie materiałów
konstrukcyjnych oraz
eksploatacyjnych
314[03]O1.05
Posługiwanie się pojęciami z zakresu
termodynamiki
314[03]O1.03
Konstruowanie elementów maszyn
314[03]O1.04
Wytwarzanie elementów maszyn

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej powinieneś umieć:
−
korzystać z różnych źródeł informacji, w tym z Internetu,
−
posługiwać się jednostkami układu SI,
−
przestrzegać przepisów ochrony przeciwpożarowej,
−
przestrzegać zasady bezpieczeństwa i higieny pracy,
−
przestrzegać przepisów ochrony środowiska,
−
przestrzegać regulaminy obowiązujące w pracowniach.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować materiały konstrukcyjne,
−
wyjaśnić wpływ budowy strukturalnej materiałów na właściwości metali i stopów,
−
rozróżnić gatunki stali, staliwa, żeliwa, metali nieżelaznych i ich stopów,
−
dobrać metale lub ich stopy na określone części maszyny,
−
dobrać materiał niemetalowy do określonego zastosowania,
−
dobrać materiały spawalnicze i pomocnicze do naprawy i regeneracji maszyn i urządzeń
okrętowych,
−
scharakteryzować obróbkę plastyczną, cieplną i cieplno-chemiczną metali,
−
scharakteryzować procesy metalurgiczne i odlewnicze,
−
wyjaśnić proces korodowania metali,
−
zastosować metody zapobiegające powstawaniu korozji,
−
posłużyć się normą techniczną podczas doboru materiałów konstrukcyjnych
i eksploatacyjnych,
−
skorzystać z Przepisów Towarzystw Klasyfikacyjnych,
−
rozróżnić rodzaje materiałów eksploatacyjnych,
−
sklasyfikować paliwa okrętowe zgodnie z normami ISO i PN,
−
określić właściwości paliw okrętowych,
−
sklasyfikować oleje smarowe zgodnie z normami ISO i PN,
−
sklasyfikować rodzaje wód występujących na statkach,
−
przeprowadzić badania testowe wody na statkach,
−
określić wpływ zanieczyszczeń wody na pracę silnika i urządzeń kotłowych,
−
zastosować przepisy bezpiecznej higienicznej pracy podczas stosowania materiałów
konstrukcyjnych i eksploatacyjnych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Podstawy metaloznawstwa i metalurgii
4.1.1. Materiał nauczania
Podstawy metaloznawstwa
Materiałami nazywamy tworzywa naturalne lub sztuczne, z których wykonuje się wyroby
użytkowe (części maszyn i urządzeń, części zamienne do nich).
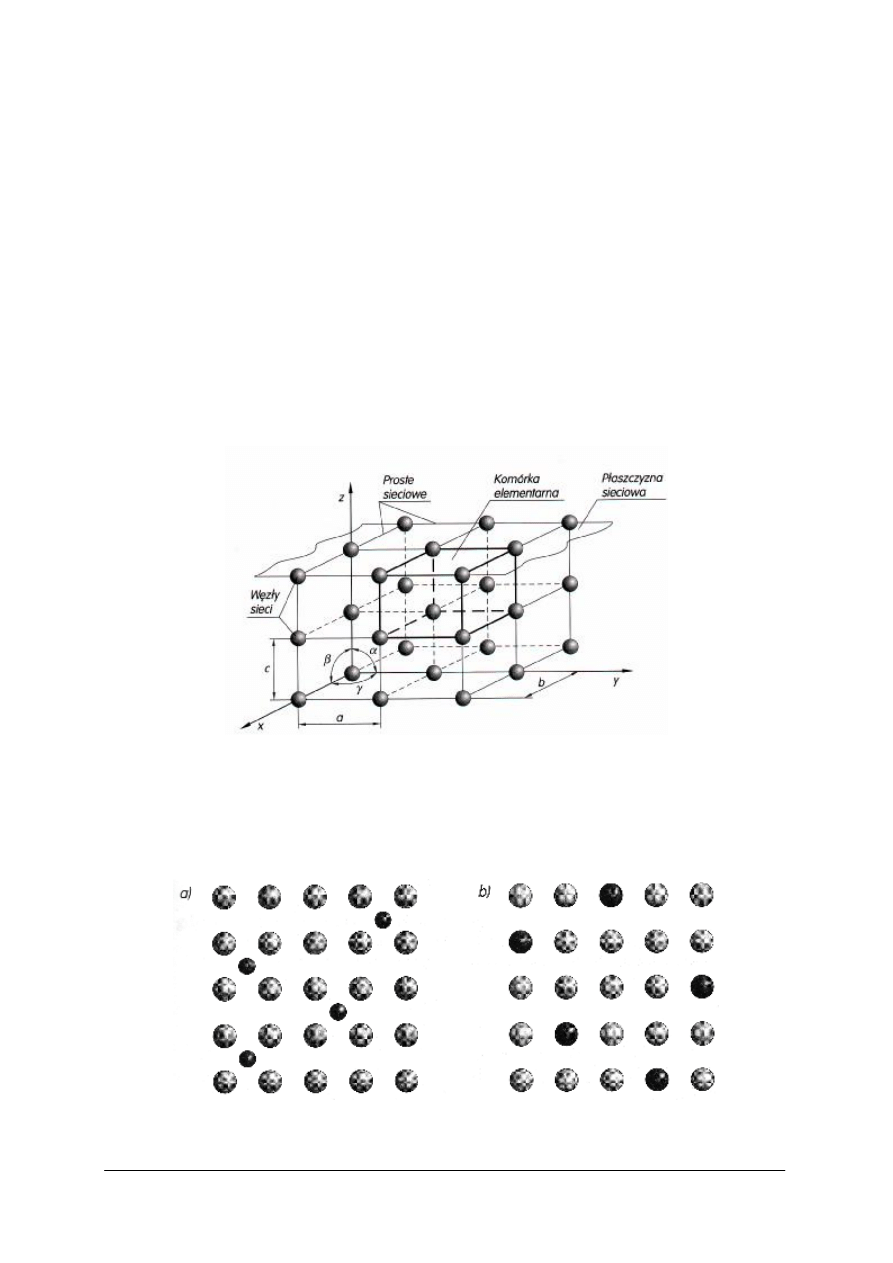
Pomiędzy atomami w materiale, będącym ciałem stałym, występują różne siły wiązania,
które powodują, że atomy przyjmują uporządkowane układy tworzące sieć krystaliczną.
Budowę krystaliczna posiadają wszystkie metale i ich stopy. Przykład sieci krystalicznej
przedstawiony jest na rysunku 1.
Kryształy bardzo często występują w zgrupowaniach i bardzo często są zdeformowane.
Zgrupowania takie nazywamy ziarnami.
Rys. 1. Siec krystaliczna i jej elementy [9, s. 16]
Stopy metali są tworzone przez różne struktury czyli fazy oddzielone od innych tak zwaną
granicą międzyfazową. Do tych struktur zaliczamy: roztwory stałe, związki chemiczne, fazy
międzymetaliczne i fazy międzywęzłowe. Roztwory stałe dzielimy na: roztwory
międzywęzłowe i różnowęzłowe. Schemat rozmieszczenia atomów w roztworach przedstawia
rysunek 2.
Rys. 2. Schemat rozmieszczenia atomów w roztworach: a) międzywęzłowych, b) różnowęzłowych [9, s. 23]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Deformacje kryształów, rodzaje faz i granic międzyfazowych mają bardzo duży wpływ na
własności stopów. Dlatego stopy mają często inne własności niż metale czyste. Bardzo często
własności te są znacznie lepsze.
Metalurgia żelaza
Metalurgia żelaza polega na przeróbce rud żelaza, czyli tlenków żelaza, wodorotlenków
i węglanów, rzadziej siarczków. Do podstawowych rud żelaza zaliczamy:
−
magnetyt (Fe
3
O
4
) – zawierającym około 70 % Fe,
−
hematyt (Fe
2
O
3
) – zawierającym 50 ÷ 60 % Fe,
−
limonit (2Fe
2
O
3
· 3H
2
O) – zawierającym 30 ÷ 52 % Fe,
−
syderyt (FeCO
3
) – zawierającym 30 ÷ 40 % żelaza.
Proces przeróbki rud odbywa się w wielkim piecu. W procesie produkcji, do wielkiego
pieca, wprowadza się rudę żelaza, koks, topniki (specjalne dodatki ułatwiające topienie,
np. wapń, magnezyt) oraz gorące powietrze, które wspomaga spalanie koksu i procesy
chemiczne redukcji rud.
W wielkim piecu otrzymuje się surówkę żelaza. Surówka taka jest bardzo zanieczyszczona
różnymi szkodliwymi domieszkami (węgiel, fosfor, siarka, krzem). Celem uzyskania stali
poddaje się ją dalszej przeróbce w piecach stalowniczych. Stosuje się kilka metod
otrzymywania stali, są to metody: Bessemera, Thomasa, tlenowa LD, Siemensa-Martina.
Metodami tymi otrzymuje się stale zwykłej jakości. Stale wysokiej jakości uzyskuje się w
piecach tyglowych i elektrycznych, do których podczas procesu dodaje się rożne składniki
uszlachetniające.
Metalurgia miedzi
Miedź uzyskuje się z następujących rud: chalkopiryt, bornit, chelkozyn, kowelin, kupryt,
i inne.
Proces produkcji miedzi składa się z kilku etapów:
–
wzbogacanie rudy (powszechnie stosowaną metodą jest metoda flotacji, polegająca na
zmieleniu rudy, zmieszaniu jej z wodą i pompowaniu od spodu powietrza. Na górze
roztworu zbiera się piana, którą się zbiera, odparowuje w odstojnikach i suszy. Następnie
następuje prażenie w piecach. Produktem jest prażonka),
–
wytapianie kamienia miedziowego (wytapianie kamienia miedziowego przeprowadza się
w piecach, gdzie wsadem jest koks i prażonka),
–
wytwarzanie miedzi surowej (kamień miedziowy poddaje się procesowi świeżenia
w konwertorze. Przez roztopiony kamień miedziowy przepuszcza się powietrza, które
oczyszcza miedź z zanieczyszczeń),
–
rafinacja miedzi (stosuje się rafinację elektrolityczną i ogniową). Rafinacja ogniowa
przeprowadzana jest w piecach płomieniowych. Rafinacja elektrolityczna przeprowadzana
jest w elektrolizerach.
Metalurgia aluminium
Aluminium uzyskuje się z następujących rud: boksyt, lencyt, nefelin i akunit.
Proces produkcji aluminium składa się z kilku etapów:
–
otrzymywanie czystego tlenku aluminium (rozpuszczenie boksytu w wodorotlenku sodu
i uzyskanie glinianu sodowego, odfiltrowanie glinianu sodowego, prażenie wodorotlenku
glinu),
–
elektroliza tlenku w kriolicie (elektroliza roztopionego w kriolicie tlenku aluminium
i uzyskanie zanieczyszczonego aluminium),
–
rafinacja aluminium (podobnie jak w przypadku miedzi stosuje się rafinację ogniową
i elektrolityczną).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie elementy budowy krystalicznej stopów mają wpływ na ich własności?
2. Z jakich surowców otrzymuje się stal w wielkim piecu?
3. Jakimi metodami otrzymuje się stal z surówki?
4. Z jakich etapów składa się proces otrzymywania miedzi?
5. Z jakich etapów składa się proces otrzymywania aluminium?
4.1.3. Ćwiczenia
Ćwiczenie 1
Opracuj schemat blokowy otrzymywania stali wysokiej jakości.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać etapy otrzymywania stali wysokiej jakości,
2) sporządzić schemat blokowy i wpisać do niego etapy otrzymywania stali wysokiej jakości,
3) porównać swoje schematy ze schematami kolegów.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
Ćwiczenie 2
Porównaj metody Bessemera i Thomasa
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze opis sposobu otrzymywania stali metodą Bessemera,
2) opisać metodę Bessemera,
3) odszukać w literaturze opis sposobu otrzymywania stali metodą Thomasa,
4) opisać metodę Thomasa,
5) wypisać podobieństwa i różnice,
6) przedstawić pracę nauczycielowi do sprawdzenia.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
Ćwiczenie 3
Opracuj schemat blokowy otrzymywania miedzi.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać etapy otrzymywania miedzi,
2) sporządzić schemat blokowy i wpisać do niego etapy otrzymywania miedzi,
3) porównać swoje schematy ze schematami kolegów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
Ćwiczenie 4
Opracuj schemat blokowy otrzymywania aluminium.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać etapy otrzymywania aluminium,
2) sporządzić schemat blokowy i wpisać do niego etapy otrzymywania aluminium,
3) porównać swoje schematy ze schematami kolegów.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) omówić etapy otrzymywania stali?
2) omówić etapy otrzymywania miedzi?
3) omówić etapy otrzymywania aluminium?
4) omówić proces otrzymywania stali metodą Bessemera?
5) omówić proces otrzymywania stali metodą Thomasa?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
4.2. Stopy żelaza, metali nieżelaznych i ich zastosowanie
4.2.1. Materiał nauczania
Stopy żelaza
Stopy żelaza dzielą się na trzy główne grupy. Są to: żeliwa, staliwa i stale.
Żeliwo to stop odlewniczy żelaza z węglem zawierający od 2 do 3,6% węgla. Z powodu
znacznej zawartości węgla, ponad 2% oraz krzemu i innych domieszek, żeliwo jest materiałem
kruchym, nie nadającym się do obróbki plastycznej. Natomiast nadaje się na odlewy.
Węgiel jest bardzo ważnym (oprócz żelaza) składnikiem żeliwa. Może on występować
w postaci grafitu lub cementytu ( Fe
3
O
2
).
Zależnie od postaci węgla, rozróżnia się następujące rodzaje żeliw:
–
żeliwo białe, węgiel występuje pod postacią cementytu,
–
żeliwa szare (zwykłe, modyfikowane, sferoidalne), w których węgiel występuje pod
postacią grafitu,
–
żeliwo ciągliwe,
–
żeliwa stopowe.
Żeliwo białe jest bardzo twarde i kruche i dlatego nie nadaje się na części konstrukcyjne.
Stosuje się go przede wszystkim do wytwarzania żeliwa ciągliwego.
Żeliwo szare zwykłe ma niską wytrzymałość, dobrą skrawalność, małą odporność na
ścieranie. Stosuje się go na odlewy kadłubów obrabiarek, silników spalinowych, płyt
fundamentowych oraz na bębny hamulcowe.
Żeliwo modyfikowane charakteryzuje się tym, że grafit występuje w postaci płatków.
Posiada ono znacznie większa wytrzymałość niż żeliwo szare. Stosuje się go na odlewy
bardziej odpowiedzialnych części maszyn i urządzeń.
Żeliwo sferoidalne charakteryzuje się tym, że grafit występuje w postaci kul. Posiada ono
wysoką wytrzymałość na rozciąganie, odporność na ścieranie, dobrą plastyczność. Stosuje się
go na odpowiedzialne części maszyn i urządzeń. Często zastępuje żeliwo stopowe i stal.
Żeliwo ciągliwe otrzymuje się z żeliwa białego. W procesie wytwarzania cementyt
zamienia się na grafit i żelazo. Dlatego żeliwo to posiada dobre własności mechaniczne,
plastyczne i jest spawalne. Stosuje się go na cienkościenne odlewy.
Żeliwa stopowe zawierają dodatki stopowe, które nadają mu określone własności.
Wytwarza się żeliwa kwasoodporne, żaroodporne, odporne na korozję, odporne na ścieranie,
odporne na różne czynniki chemiczne.
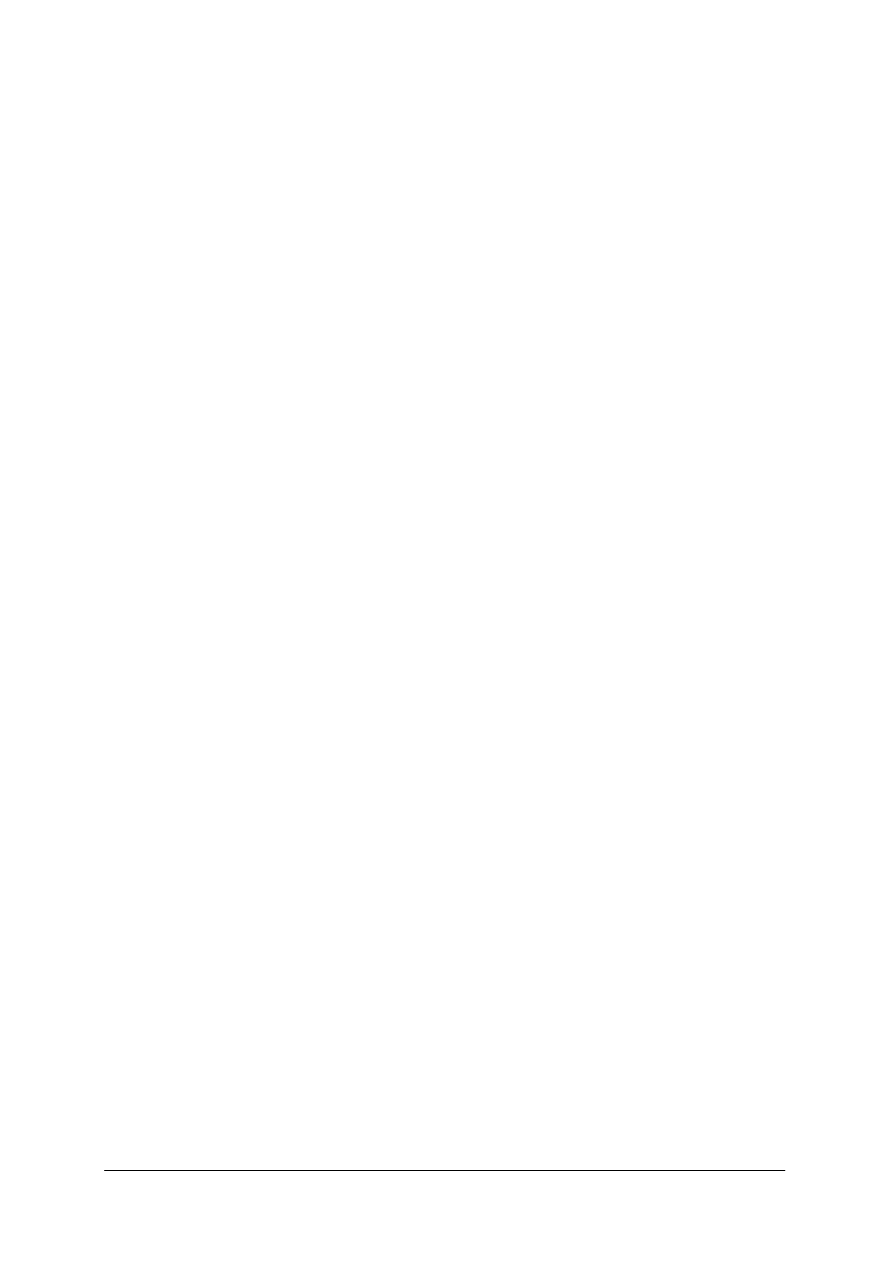
Stal jest to stop żelaza z węglem i innymi pierwiastkami o zawartości węgla do 2%.
Wytwarza się bardzo dużo gatunków stali. Norma PN-EN 10020:2003 podaje klasyfikację
stali według składu chemicznego oraz właściwości i zastosowania. Podział stali według składu
chemicznego pokazany jest na rysunku 3.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Rys. 3. Ogólny podział stali ze względu na skład chemiczny wg normy PN-EN 10020:2003 [4, s. 111]
Stale niestopowe jakościowe dzielą się na [4]:
–
stale o ograniczonych maksymalnych własnościach mechanicznych. Stosowane są na
wyroby płaskie do kształtowania na zimno,
–
stale o wymaganych minimalnych własnościach mechanicznych (konstrukcyjne
i przeznaczone na zbiorniki ciśnieniowe, do zbrojenia betonu, szynowe),
–
stale o określonej zawartości węgla (automatowe, do ciągnienia drutu, do spęczania na
zimno, do ulepszania cieplnego, sprężynowe, narzędziowe),
–
stale o wymaganych właściwościach magnetycznych i elektrycznych (stale na magnesy,
stale na druty oporowe, stale na rdzenie transformatorowe),
–
stale o określonym zastosowaniu (do produkcji opakowań, do produkcji elektrod).
Stale niestopowe specjalne dzielą się na [4]:
–
stale o wymaganych minimalnych własnościach mechanicznych (konstrukcyjne
i przeznaczone na zbiorniki ciśnieniowe, stale do sprężania betonu),
–
stale o określonej zawartości węgla (do ciągnienia drutu, do spęczania na zimno, do
ulepszania cieplnego, do nawęglania, sprężynowe, narzędziowe),
–
stale o wymaganych właściwościach magnetycznych i elektrycznych (stale na magnesy,
stale na druty oporowe, stale na rdzenie transformatorowe),
–
stale o określonym zastosowaniu (do produkcji elektrod).
Stale odporne na korozję dzielą się na [4]:
–
stale nierdzewiejące,
–
stale żaroodporne,
–
stale żarowytrzymałe.
Stale stopowe jakościowe dzielą się na [4]:
–
stale stopowe konstrukcyjne (do produkcji rurociągów, zbiorników ciśnieniowych),
–
stale stopowe do produkcji szyn,
–
stale stopowe do produkcji wyrobów płaskich walcowanych na gorąco lub na zimno,
–
stale stopowe z dodatkiem miedzi,
–
stale stopowe elektrotechniczne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Stale stopowe specjalne dzielą się na [4]:
–
stale stopowe konstrukcyjne,
–
stale stopowe odporne na korozje mechaniczną,
–
stale stopowe do budowy maszyn,
–
stale stopowe narzędziowe,
–
stale stopowe na łożyska toczne,
–
stale stopowe o szczególnych własnościach fizycznych.
Ze względu na bardzo dobre właściwości stal ma bardzo szerokie zastosowania. Bardzo
szeroko stosuje ją w maszynach, w budownictwie, okrętach, samochodach, narzędziach,
wyrobach powszechnego użytku oraz na półwyroby takie jak blachy, rury, kształtowniki,
pręty.
Staliwo jest stalą odlaną w formy odlewnicze. Staliwa dzielą się na:
–
staliwa węglowe konstrukcyjne,
–
staliwa stopowe konstrukcyjne.
Staliwa węglowe stosuje się na części przenoszące niewielkie obciążenia, jak korpusy
silników elektrycznych, zderzaki wagonowe, stery, kotwice, duże koła łańcuchowe i zębate,
podstawy maszyn, korpusy pras i młotów, na części maszyn narażonych na ścieranie.
Staliwa stopowe stosuje się na odlewy elementów silnie obciążonych, pracujących
w podwyższonych temperaturach, narażonych na korozję, ścieranie, działanie kwasów, zasad,
paliw.
Oznaczanie stopów żelaza
Obecnie stale oznaczane są zgodnie z polską normą dostosowaną do normy europejskiej
(PN-EN). Dostosowano oznaczenia do oznaczeń obowiązujących w Unii Europejskiej.
W starszych podręcznikach i innych materiałach bardzo często znajdują się oznaczenia według
polskiej normy (PN). W związku z tym często zachodzi konieczność doboru odpowiedniego
gatunku stali w przypadku, gdy dokumentacja techniczna podaje gatunek wg PN, a zakupić
musimy podobny, ale oznaczony wg PN-EN. Przypadek taki zostanie przećwiczony w punkcie
ćwiczenia.
Zgodnie z normą PN-EN 10027 stale oznacza się w systemie symbolowym oraz cyfrowym
(koniecznym w systemach przetwarzania danych). Oznaczenie składa się z symboli głównych
i dodatkowych (symbole dodatkowe dodaje się wtedy, gdy symbole główne nie wystarczają do
pełnej identyfikacji stali).
Symbole główne wskazujące na zastosowanie i własności to (przykłady):
S – stale konstrukcyjne,
P – stale pracujące pod ciśnieniem,
L – stale na rury przewodowe,
E – stale maszynowe wytwarzane w postaci rur i szereg innych.
Po tych symbolach następuje cyfra oznaczająca minimalną granicę plastyczności w MPa,
np. S235 – stal konstrukcyjna o minimalnej granicy plastyczności 235 MPa.
Symbole główne wskazujące na skład chemiczny to (przykłady):
C – stale niestopowe zawierające mniej niż 1% manganu (np. C50 – stal niestopowa
o zawartości węgla 0.50%),
X – stale stopowe zawierające przynajmniej jeden pierwiastek stopowy
≥
5%
(np. X40CrMoV5-1-1 oznacza stal stopowa o zawartości węgla ok. 0,40% oraz chrom,
molibden i wanad,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
HS – stale szybkotnące (np. HS6-5-2-5 oznacza stal szybkotnącą z zawartością wolframu,
molibdeny, wanadu i kobaltu),
Zgodnie z PN-EN 1560 żeliwa oznacza się za pomocą symboli lub cyfr. Przy oznaczeniu
za pomocą symboli, dla klasyfikacji według własności mechanicznych, znaki informują, czy
żeliwo jest materiałem znormalizowanym, jaka jest jego postać, jaki to rodzaj stopu żelaza,
jaka jest postać grafitu, jaka jest mikrostruktura osnowy, jakie są jego własności mechaniczne.
Np. dla stopu EN-GJMW-450-7:
–
EN- materiał znormalizowany,
–
G – materiał odlewany,
–
J – żeliwo,
–
M – struktura grafitu,
–
W – mikrostruktura osnowy,
–
450 – określenie własności mechanicznych (wytrzymałość na rozciąganie w MPa),
–
7 – oznaczenia wydłużenia (wydłużenie przy zerwaniu 7%).
Przy oznaczeniu za pomocą symboli, dla klasyfikacji według składu chemicznego, np. dla
żeliwa Np. EN-GJN – X300CrNiSi9-5-2, poszczególne symbole oznaczają:
–
X300 – oznaczenie według składu chemicznego żeliwa o zawartości węgla 3%,
–
CrNiSi9-5-2 – oznaczenie składu chemicznego pierwiastków stopowych, tak jak
w przypadku stali.
Staliwo oznacza się w zależności od tego czy jest to staliwo węglowe, czy stopowe.
Dla staliwa węglowego (zgodnie z normą PN-ISO 3755:1994) znak gatunku składa z
liczby oznaczającej minimalną granicę plastyczności oraz liczby oznaczającej minimalną
wytrzymałość na rozciąganie. Np. 200-400. W przypadku oznaczania np. 200-400W, litera W
oznacza określoną maksymalną zawartość pierwiastków.
Dla staliwa stopowego znak gatunku składa się z litery L oznaczający stan lany stopu,
dwucyfrowej liczby oznaczającej zawartość węgla w setnych procenta oraz symboli
pierwiastków stopowych wg malejącej ich zawartości (tak jak dla stali). Np. L35 HNM.
Stopy miedzi
Do najważniejszych stopów miedzi należą brązy i mosiądze.
Mosiądz jest stopem miedzi z cynkiem o zawartości miedzi 46–97%. Mosiądze mogą
zawierać inne pierwiastki takie jak: mangan, ołów, żelazo, aluminium i inne.
Mosiądz ma dobre własności plastyczne, odlewnicze, jest skrawalny i odporny na korozję.
Mosiądze dzieli się na odlewnicze i do obróbki plastycznej. Mosiądze odlewnicze
wykorzystuje się na odlewy części maszyn, armaturę, wyroby ozdobne. Mosiądze do obróbki
plastycznej wykorzystuje się głównie w przemyśle okrętowym, elektrotechnicznym oraz
samochodowym.
Brąz jest stopem miedzi z cyną lub innymi pierwiastkami, jak: aluminium – brązy
aluminiowe, beryl – brązy berylowe, krzem – brązy krzemowe, i inne. Mogą być również brązy
wieloskładnikowe.
Brązy dzieli się na odlewnicze i do obróbki plastycznej. Brązy odlewnicze stosuje się na
części maszyn, armaturę parową i wodną, łożyska ślizgowe, aparaturę w przemyśle
chemicznym, okrętowym, lotniczym, papierniczym. Brązy do obróbki plastycznej stosuje się
do wyrobu drutów spawalniczych, elementów urządzeń kontrolno-pomiarowych, elementów
stosowanych w układach sterowania i automatyki.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Oznaczenie stopów miedzi składa się z symbolu metalu zasadniczego (miedzi) oraz
symboli i liczby wskazującej na skład procentowy dodatków, np. CuZn40Mn3Fe oznacza
zawartość ok. 40% cynku, 3% manganu i 1% żelaza.
Stopy aluminium
Aluminium tworzy stopy z takimi pierwiastkami jak miedź, krzem, magnez, mangan,
nikiel, cynk. Stopy aluminium dzielą się na odlewnicze i do obróbki plastycznej.
W stopach odlewniczych głównymi składnikami są krzem, miedź, magnez. Stopy
aluminium wykorzystuje się na odlewy tłoków w silnikach, odlewy części samochodowych,
odlewy od których wymagana jest odporność na korozję (w tym w wodzie morskiej).
W stopach do obróbki plastycznej głównymi składnikami są magnez, miedź, mangan.
Stosowane są na wysokoobciążone konstrukcje okrętowe, w przemyśle chemicznym,
lotniczym, samochodowym.
Stopy aluminium oznacza się przez podanie symbolu EN AW oraz odpowiednich cyfr. Np.
stop EN AW 1199 oznacza aluminium niestopowe – pierwsza cyfra 1, modyfikowane – druga
cyfra 1, o zawartości aluminium 99% – ostatnie dwie cyfry. Inny przykład EN AW 5086
oznacza aluminium stopowe z głównym składnikiem magnezem – cyfra 5, niemodyfikowane –
cyfra 0). Ostatnie dwie cyfry identyfikują aluminium w grupie 5. Stop ten według oznaczenia
według składu chemicznego jest oznaczony EN AW- AlMg4.
Zastosowanie metali i stopów w budowie i naprawie statków i wyposażenia
Większość materiałów stosowanych do budowy statków i ich remontów podlega
nadzorowaniu. Nadzór wykonują Towarzystwa Klasyfikacyjne (np. PRS – Polski Rejestr
Statków). Towarzystwa Klasyfikacyjne nadzorują proces projektowania, proces wytwarzania
i remontu statków oraz proces wytwarzania materiałów stosowanych do budowy i remontu
statków.
Nadzorowi PRS podlegają następujące materiały metalowe [11]:
–
wyroby walcowane ze stali i stopów aluminium na kadłuby statków,
–
wyroby walcowane ze stali na kotły i zbiorniki ciśnieniowe klasy I i II,
–
rury stalowe na kotły i zbiorniki ciśnieniowe oraz rurociągi okrętowe klasy I i II,
–
odkuwki i odlewy ważnych części,
–
odlewy śrub napędowych,
–
łańcuchy kotwiczne i liny, materiały dodatkowe do spawania.
Materiały te powinny posiadać atest PRS. Natomiast sam wyrób powinien być oznaczony
cechą. Wyroby stosowane do budowy i remontu statków powinny więc posiadać cechę, która
zawiera:
–
oznaczenie kategorii lub gatunku materiału,
–
nr wytopu, nr partii lub inne oznaczenia pozwalające na stwierdzenie przynależności do
partii, na którą wystawiony jest atest,
–
nazwę lub znak wytwórcy,
–
stempel kontroli wytwórcy,
–
stempel PRS.
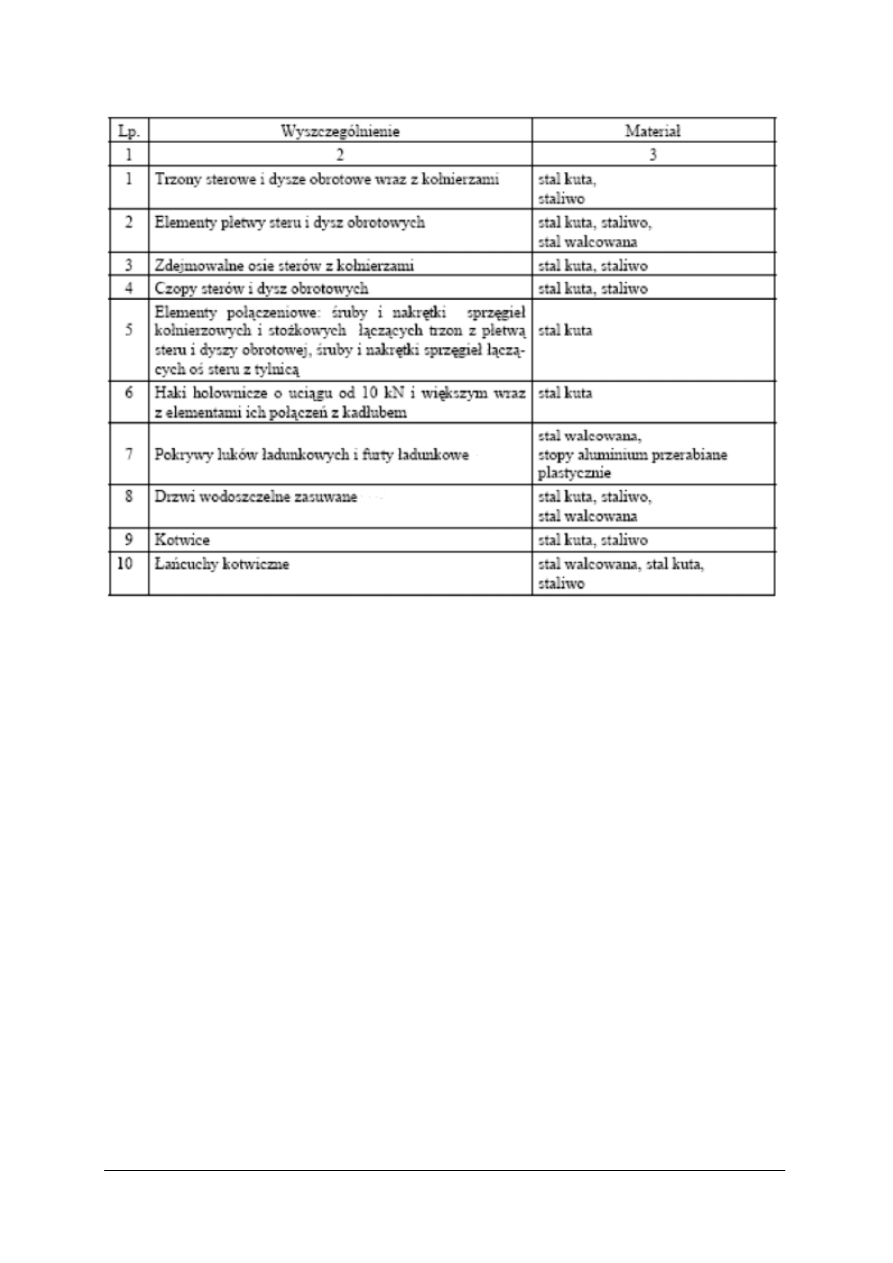
Zestawienie materiałów stosowanych w budowie elementów wyposażenia statków
przedstawia rysunek 4.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
Rys. 4. Rodzaj materiału jaki powinien być użyty na elementy, wyroby i konstrukcje [12]
Kadłuby statków budowane są ze stali kadłubowych. Stale te dzielą się na cztery
kategorie: A,B,D,E, różniące się między sobą składem chemicznym, sposobem odtleniania,
stanem dostawy, a przede wszystkim kryterium odporności na kruche pękanie, które jest
oparte na próbach udarności. Stale kategorii A i B stosowane są na kadłuby statków. Stale
kategorii D i E stosowane są na najbardziej odpowiedzialne, wysoko obciążone elementy
konstrukcyjne w środkowej części kadłuba.
Bardzo ważną grupą materiałową są materiały spawalnicze. Są to elektrody otulone, druty
spawalnicze i inne materiały dodatkowe niezbędne w procesach spawalniczych. Materiały
spawalnicze dzielą się na kategorie. Podstawą podziału materiałów spawalniczych na kategorie
są przede wszystkim własności mechaniczne spoiwa i łączy spawanych wymagane dla danej
kategorii.
Materiały stosowane do budowy i remontu maszyn i urządzeń zainstalowanych na
statkach dobiera się na podstawie dokumentacji technicznej wytwórcy. Materiały te też
powinny posiadać atest towarzystwa klasyfikacyjnego.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak dzielą się stopy żelaza?
2. Jaki stop żelaza nazywamy żeliwem?
3. Jaki stop żelaza nazywamy staliwem?
4. Jaki stop żelaza nazywamy stalą?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
5. Jakie są rodzaje żeliw?
6. Jak dzielą się stale ze względu na skład chemiczny?
7. Jak dzielą się stale niestopowe jakościowe?
8. Jak dzielą się stale niestopowe specjalne?
9. Jak dzielą się stale odporne na korozję?
10. Jak dzielą się stale stopowe jakościowe?
11. Jak dzielą się stale stopowe specjalne?
12. Jak dzielą się staliwa?
13. Jak oznacza się stale zgodnie z normą PN-EN?
14. Jaki stop nazywa się brązem?
15. Jaki stop nazywa się mosiądzem?
16. Jak dzielą się stopy aluminium?
17. Jakie rodzaje materiałów metalowych stosowanych w budowie statków podlegają
nadzorowi przez towarzystwa klasyfikacyjne?
4.2.3. Ćwiczenia
Ćwiczenie 1
Korzystając z literatury wykonaj szkic wykresu uzyskanego podczas próby rozciągania
stali. Następnie podaj wzór i definicje własności mechanicznych (wytrzymałość na rozciąganie
Rm, granicę plastyczności Re oraz wydłużenie względne A).
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze temat dotyczący próby rozciągania,
2) przerysować przykładowy wykres próby rozciągania,
3) przepisać wzory na Rm, Re, A,
4) zdefiniować pojęcia: wytrzymałość na rozciąganie, granica plastyczności, wydłużenie
względne,
5) przedstawić nauczycielowi wykonane ćwiczenie.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6 (lub Internet).
Ćwiczenie 2
Korzystając z przepisów klasyfikacji i budowy statków morskich, wydanych przez PRS
określ wymagane własności żeliw.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w przepisach tabelę podającą minimalne własności żeliw zwykłych,
2) wpisać wartość wymaganych własności na rozciąganie,
3) odszukać w przepisach tabelę podającą minimalne własności żeliw sferoidalnych,
4) wpisać wartość wymaganych własności.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
Gatunek żeliwa szarego
Wytrzymałość na rozciąganie
EN-GJL-200
EN-GJL-300
Gatunek żeliwa sferoidalnego
Wytrzymałość na rozciąganie
Twardość
370-17
500-7
350-22L
Wyposażenie stanowiska pracy:
−
przepisy klasyfikacji i budowy statków morskich PRS. Część IX materiały i spawanie.
Ćwiczenie 3
Korzystając z literatury określ własności podanych rodzajów stali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze własności i skład chemiczny podanych stali stopowych
konstrukcyjnych do nawęglania,
2) wpisać wartości składu chemicznego i własności stali,
3) odszukać w literaturze własności i skład chemiczny podanych stali stopowych
konstrukcyjnych do ulepszania cieplnego,
4) wpisać wartości składu chemicznego i własności stali,
5) odszukać w literaturze własności i skład chemiczny podanych stali stopowych
konstrukcyjnych do azotowania,
6) wpisać wartości składu chemicznego i własności stali.
Rodzaj stali
Zawartość
węgla
Zawartość głównych
składników stopowych
Wytrzymałość na
rozciąganie R
m
[Mpa]
Wydłużenie
względne
A [%]
17Cr3
16MnCr5
16NiCr4
44SMn28
34Cr4
41CrAlMo7
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6 (lub Internet).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Ćwiczenie 4
Korzystając z przepisów klasyfikacji i budowy statków morskich, wydanych przez PRS
określ skład chemiczny stali kadłubowych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w przepisach tabelę podającą skład chemiczny stali kadłubowych o zwykłej
wytrzymałości,
2) wpisać wartości składu chemicznego,
3) odszukać w przepisach tabelę podającą skład chemiczny stali kadłubowych
o podwyższonej wytrzymałości,
4) wpisać wartości składu chemicznego,
5) odszukać w przepisach tabelę podającą własności mechaniczne stali,
6) wpisać wartości własności mechanicznych.
Własności
Gatunek
stali
kadłubowej
Skład chemiczny stali
(poza żelazem)
Wytrzymałość
na rozciąganie
Rm
Granica
plastyczności
Re
Wydłużenie
względne A
A
B
C
D
AH32
DH36
FH 40
Wyposażenie stanowiska pracy:
−
przepisy klasyfikacji i budowy statków morskich PRS. Część IX materiały i spawanie.
Ćwiczenie 5
Korzystając z dokumentacji technicznej instalacji rurowej dobierz stal na rurociąg parowy
oraz podaj własności stali, z jakiej wykonana jest rura.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić, na podstawie dokumentacji instalacji rurowej, rodzaj rury i gatunek stali,
2) wypisać oznaczenie rury, skład chemiczny materiału oraz własności materiału (Rm, Re, A),
3) przedstawić ćwiczenie do oceny.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
Wyposażenie stanowiska pracy:
−
przykładowa dokumentacja techniczna instalacji parowej,
−
przepisy klasyfikacji i budowy statków morskich PRS. Część IX materiały i spawanie.
Ćwiczenie 6
Podaj przykłady zastosowania stali (narzędziowej, konstrukcyjnej i o specjalnych
własnościach) na narzędzia, przyrządy, maszyny i urządzenia znajdujące się w pracowni.
Sposób wykonania ćwiczenia
Uczeń powinien:
1) poszukać w literaturze zastosowanie różnych rodzajów stali,
2) wypisać w tabelę narzędzia, przyrządy, maszyny i urządzenia przy poszczególnych
rodzajach stali,
3) porównać swoje odpowiedzi z odpowiedziami kolegów.
Rodzaje stali
Narzędzia, przyrządy, maszyny i urządzenia
Stale niestopowe
jakościowe
Stale odporne na
korozję
Stale stopowe
jakościowe
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
Ćwiczenie 7
Podaj przykłady zastosowania metali nieżelaznych i ich stopów.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze odpowiednie rozdziały dotyczące metali nieżelaznych i ich stopów,
2) wypisać w tabeli przykłady zastosowania metali nieżelaznych i ich stopów,
3) porównać swoje odpowiedzi z odpowiedziami kolegów.
Zastosowanie
Aluminium
Mosiądz
Miedź
Cynk
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) sklasyfikować żeliwa?
2) sklasyfikować staliwa?
3) sklasyfikować stale?
4) sklasyfikować stopy miedzi?
5) sklasyfikować stopy aluminium?
6) określić rodzaj materiału na podstawie jego oznaczenia?
7) określić skład chemiczny wybranego gatunku stali?
8) określić własności mechaniczne wybranego gatunku stali?
9) skorzystać z przepisów towarzystwa klasyfikacyjnego do określenia
wymagań materiałowych?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
4.3. Materiały i wyroby niemetalowe i ich zastosowanie
4.3.1. Materiał nauczania
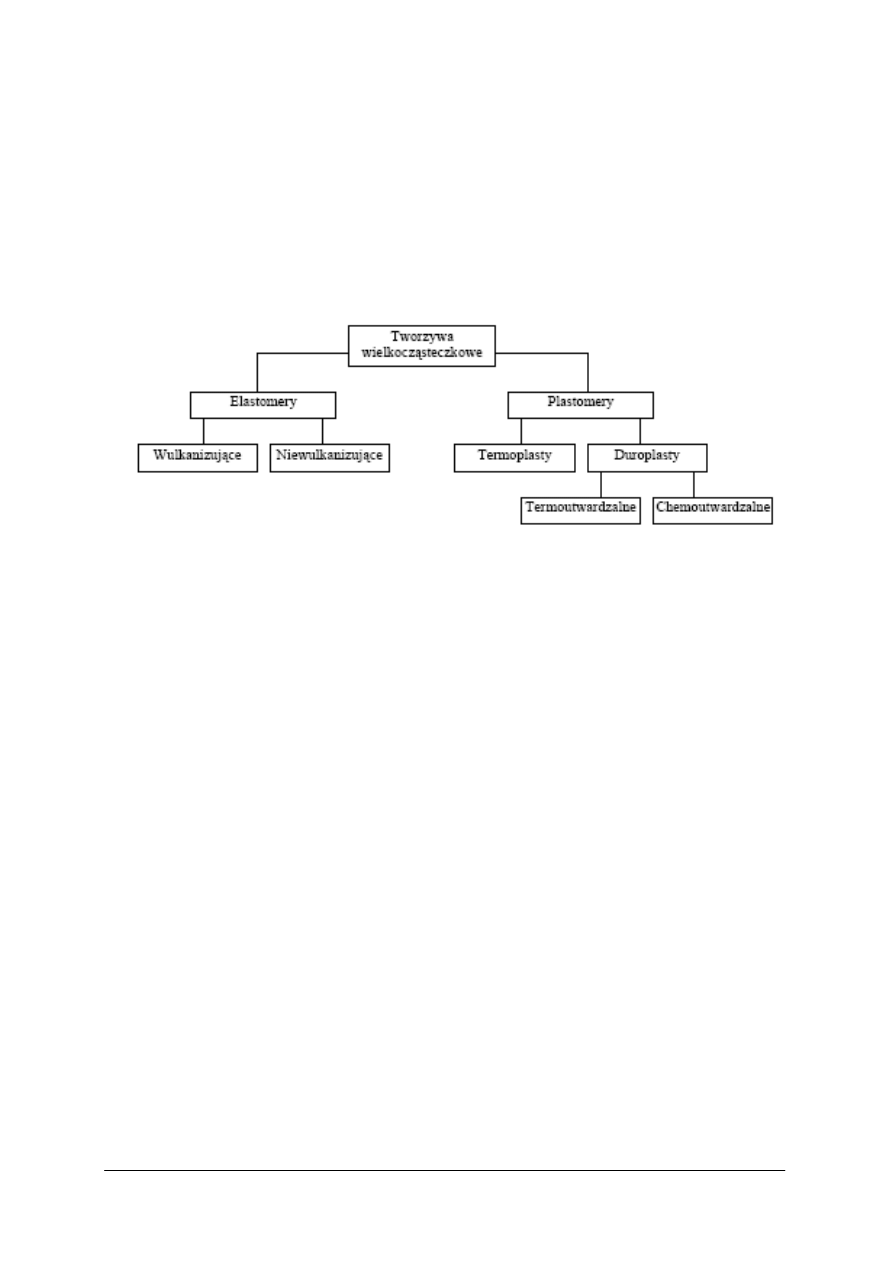
Tworzywa sztuczne
Tworzywa sztuczne – materiały oparte na polimerach syntetycznych, zastępujące
tradycyjne materiały takie jak drewno, ceramika, metal, kauczuk naturalny.
Podział tworzyw sztucznych przedstawia rysunek 5.
Rys. 5. Podział tworzyw sztucznych [9, s. 113]
Elastomery są to tworzywa, które w temperaturze pokojowej są sprężyste (np. kauczuki).
Termoplasty są to tworzywa, które w podwyższonej temperaturze stają się plastyczne,
a po schłodzeniu twarde. Proces ten może się powtarzać wielokrotnie.
Duroplasty są tworzywami utwardzanymi w procesie podgrzewania (termoutwardzalne)
lub reakcji chemicznej (chemoutwardzalne). Proces ten jest nieodwracalny. Przykładem jest
laminat składający się z włókien szklanych i żywicy epoksydowej, klej epoksydowy, który
tworzy się przez zmieszanie żywicy i utwardzacza.
Do najpowszechniej stosowanych tworzyw sztucznych zaliczyć możemy:
Polimetakrylan metylu (szkło organiczne), znany także pod nazwą Plexiglasu (Plexi), jest
doskonale przezroczystym tworzywem. Plexi łatwo daje się kształtować (po nagrzaniu do
temp. 140-150°C), polerować i obrabiać mechanicznie. Plexi w postaci płyt, bloków, prętów
i rur, znalazła szerokie zastosowanie na szyby lotnicze i samochodowe, soczewki, szkiełka
zegarkowe i odblaskowe, artykuły gospodarstwa domowego.
Polistyren jest materiałem stosunkowo lekkim o dużej stałości wymiarów. Służy do
wyrobu galanterii technicznej, obudowy różnych urządzeń, a jako tworzyw porowate
(styropian) – do opakowań i płyt termoizolacyjnych.
Polietylen jest tworzywem o doskonałych własnościach dielektrycznych i dużej odporności
chemicznej. Polietylen znajduje zastosowanie w produkcji folii i innych opakowań, do wyrobu
rur nadających się zarówno do wody pitnej, jak i do ścieków, jako powłoki kablowe.
Polipropylen jest to tworzywo o własnościach podobnych do polietylenu. Polipropylen
znalazł szerokie zastosowanie w przemyśle do wyrobu różnych elementów maszyn
poddawanych większym obciążeniom (koła zębate), naczynia.
Polichlorek winylu (PCV). Wyróżniamy polichlorek winylu twardy i miękki. Polichlorek
winylu twardy jest tworzywem posiadającym dużą odporność chemiczną. Znajduje
zastosowanie przede wszystkim do produkcji rur i wykładzin, zbiorników, naczyń na oleje

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
i tłuszcze. Daje się łatwo kleić i spawać. Polichlorek winylu miękki stosuje się do wyrobu folii,
giętkich węży do wody, powłok antykorozyjnych, wykładzin podłogowych oraz różnych
przedmiotów codziennego użytku i pojemników.
Poliuretan jest tworzywem odpornym na chemikalia, nie chłonie wody, posiada dobre
własności dielektryczne. Stosuje się go na oploty przewodów, lakiery do izolacji przewodów
i malowania podłóg, kleje do różnych materiałów.
Niektóre tworzywa sztuczne wykorzystywane w budowie statków podlegają nadzorowi
z towarzystw klasyfikacyjnych. Do takich materiałów należą kompozyty polimerowe (laminaty
poliestrowo-szklane, laminaty epoksydowo-szklane). Można stosować tylko kompozyty
posiadające certyfikat towarzystwa klasyfikacyjnego.
Kompozytem polimerowym nazywamy materiał utworzony z co najmniej dwóch
składników. Przykładem jest laminat epoksydowo-szklany. Laminat składa się z włókien
szklanych i żywicy epoksydowej. Laminaty znajdują bardzo szerokie zastosowanie
w okrętownictwie. Są tworzywem konstrukcyjnym stosowanym na łodzie ratunkowe, jachty
i inne niewielkie jednostki. Ich zaletą jest lekkość i amagnetyczność.
Tworzywa ceramiczne
Tworzywa ceramiczne są to tworzywa składające się ze sproszkowanych materiałów
mineralnych poddanych spiekaniu lub wypalaniu. Do tej grupy zaliczamy: porcelanę,
kamionkę, cermetale.
Porcelanę uzyskuje się w procesie wypalania mieszaniny kaolinu, kwarcu i skalenia.
Porcelanę stosuje się w produkcji izolatorów, rur i kształtek do przepływu niektórych
cieczy oraz na części pomp wirnikowych do cieczy agresywnych.
Kamionkę uzyskuje się w procesie wypalania gliny z dodatkiem skalenia.
Kamionkę wykorzystuje się do produkcji izolatorów, rur kształtek oraz części pomp do
cieczy agresywnych.
Cermetale są tworzywami uzyskiwanymi w procesie spiekania proszków metali
z niemetalami.
Cermetale stosuje się na ostrza narzędzi skrawających (płytki ze spiekanego tlenku
aluminium z dodatkiem magnezu i korundu). Cemertale są odporne na wysoka temperaturę
i dlatego stosuje się je do wyrobu materiałów żaroodpornych.
Szkło
Szkło jest tworzywem powstającym przez stopienie tlenków krzemu, wapnia, sodu
i potasu.
Szkło według przeznaczenia można podzielić na: techniczne, budowlane, gospodarcze.
Poza wymienionymi rodzajami szkieł produkuje się następujące materiały szklane:
−
szkło piankowe (stosowane jako materiał izolujący cieplnie i akustycznie),
−
włókno szklane (używane do wyrobu mat stosowanych w budownictwie, tkanin do
laminatów,
−
szkło krystaliczne (wytrzymałość 2 do 3 krotne większa od szkła, duża odporność na
ścieranie, odporność na udar cieplny, odporność na działanie kwasów i zasad w wysokich
temperaturach).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Farby, lakiery i emalie
Farby, lakiery i emalie nazywamy ogólnie wyrobami lakierowymi. Są to materiały
wykończeniowe chroniące tworzywa konstrukcyjne przed niszczącym działaniem czynników
zewnętrznych oraz nadające im efekty dekoracyjne. Wyroby lakierowe naniesione na
powierzchnię przedmiotów, po wyschnięciu tworzą powlokę ochronną przed czynnikami
zewnętrznymi i tym samym chronią przed korozją.
W budowie statków stosuje się specjalne farby okrętowe posiadające atest towarzystw
klasyfikacyjnych.
Materiały uszczelniające
Uszczelnieniem nazywa się element konstrukcyjny w dowolnej postaci, zapewniający
szczelność pomiędzy dwoma powierzchniami. Zadaniem uszczelnienia jest uniemożliwienie
przepływu przez szczelinę płynów, do których oprócz cieczy, gazów i par należą płyny
unoszące ciała stałe w postaci zawiesin lub mieszanin.
Jako materiały uszczelniające (stosowane jako uszczelki lub szczeliwa) stosuje się: metal,
gumę, bawełnę, tworzywo sztuczne i inne.
Materiały uszczelniające metalowe:
−
żeliwo – rozprężne pierścienie tłokowe silników spalinowych i sprężarek,
−
miedź – uszczelki do przewodów: hydraulicznych, wysokociśnieniowych parowych,
−
ołów – uszczelki do przewodów z kwasem siarkowym, kwasami organicznymi,
−
aluminium – uszczelki do przewodów z kwasem azotowym, amoniakiem.
Materiały gumowe produkowane w postaci płyt, (uszczelki spoczynkowe do wody zimnej
i gorącej, pary wodnej), sznurów gumowych o przekrojach prostych lub złożonych
(uszczelnianie spoczynkowego w przemyśle samochodowym, hutniczym, kolejowym).
Materiały bawełniane i wełniane używane w postaci sznurów w pompach tłokowych
i wirowych oraz w sprężarkach.
Tworzywa sztuczne (najczęściej polichlorek winylu, bakelit, poliamid, teflon) w postaci
płyt, sznurów, taśm. Uszczelki z tych tworzyw odznaczają się dużą odpornością na działanie
czynników chemicznych.
Guma
Gumę uzyskuje się przez wulkanizacje kauczuku naturalnego lub sztucznego. Wyroby
gumowe zawierają: 40 - 60% kauczuku, barwniki, wypełniacze (tlenek cynku, kaolin, sadza,
grafit, kreda, talk, plastyfikatory, stabilizatory, środki ścierne, tkaniny i inne).
W zależności od warunków eksploatacji rozróżniamy gumę:
−
ogólnego przeznaczenia, stosowaną do wyrobu dętek i opon, pasków i pasów, uszczelek,
artykułów izolacyjnych, amortyzatorów, taśm przenośników, izolacji kabli elektrycznych,
obuwia, rękawic i odzieży ochronnej,
−
specjalnego przeznaczenia, odporną na oleje, smary, paliwa i agresywne środki chemiczne
oraz działanie niskich temperatur.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jak dzielą się tworzywa sztuczne?
2. Co to są elastomery?
3. Co to są plastomery?
4. Na jakie wyroby wykorzystuje się PCV?
5. Na jakie wyroby wykorzystuje się polietylen?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
6. Na jakie wyroby stosuje się porcelanę?
7. Na jakie wyroby stosuje się kamionkę?
8. Na jakie wyroby stosuje się cemertale?
9. Jakie wytwarza się rodzaje materiałów szklanych?
10. Do czego służą wyroby lakierowe?
11. Jakie materiały stosuje się na uszczelki?
12. Jakie rozróżniamy rodzaje gumy?
4.3.3. Ćwiczenia
Ćwiczenie 1
Podaj przykłady zastosowania przedstawionych tworzyw sztucznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze odpowiednie rozdziały dotyczące tworzyw sztucznych,
2) wpisać w tabelę przykłady zastosowania,
3) porównać swoje odpowiedzi z odpowiedziami kolegów.
Nazwa tworzywa
sztucznego
Zastosowanie
Polietylen
Polimetakrylan metylu
(plexi)
Polipropylen
Polistyren
Polichlorek winylu
(PCV)
Poliuretan
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6 (Internet).
Ćwiczenie 2
Podaj przykłady zastosowania przedstawionych powłok ochronnych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku mechanika odpowiednie rozdziały dotyczące zastosowania powłok
ochronnych,
2) dobrać odpowiednią powłokę i uzasadnić wybór,
3) porównać swoje odpowiedzi z odpowiedziami kolegów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
Dobrana powłoka
ochronna
Uzasadnienie
Stalowa szafka
znajdująca się na
zewnątrz pomieszczenia
Stalowy słup znaku
drogowego
Kadłub statku
morskiego
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
Ćwiczenie 3
Dobierz materiał uszczelniający na uszczelkę do rurociągu parowego.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku mechanika odpowiednie rozdziały dotyczące materiałów
uszczelniających,
2) dobrać odpowiedni materiał i uzasadnić wybór,
3) porównać swoje odpowiedzi z odpowiedziami kolegów.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
Ćwiczenie 4
Określ stawiane przez PRS wymagania dotyczące laminatów wzmocnionych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w przepisach wymagania stawiane laminatom wzmocnionym,
2) wypisać wymagania,
3) wypisać dane jakie powinien zawierać atest producenta laminatu wzmocnionego.
Wyposażenie stanowiska pracy:
−
przepisy klasyfikacji i budowy statków morskich PRS. Materiały i wyroby niemetalowe.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) podać zastosowanie popularnych tworzyw sztucznych?
2) podać przykłady zastosowania powłok ochronnych?
3) dobrać materiał uszczelniający?
4) określić wymagania stawiane przez PRS materiałom niemetalowym?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
4.4. Podstawy odlewnictwa, obróbki cieplnej i obróbki plastycznej
4.4.1. Materiał nauczania
Podstawy odlewnictwa
Odlewnictwo jest przemysłową metodą wytwarzania wyrobów polegającą na wypełnianiu
formy roztopionym metalem. Odlewy wykonuje się wieloma metodami, takimi jak: odlewanie
w jednorazowych formach z masy formierskiej, odlewanie skorupowe, odlewanie metodą
wytapianych modeli, odlewanie kokilowe, odlewanie pod ciśnieniem i inne. Najstarszą metodą
jest metoda odlewania w formach z masy formierskiej.
Typowy proces wytwarzania odlewów składa się z pięciu następujących po sobie etapów:
−
opracowanie procesu technologicznego,
−
wykonanie modelu przedmiotu,
−
wykonanie rdzenia,
−
wykonanie formy odlewniczej,
−
przygotowanie metalu do wypełnienia formy,
−
zalewanie formy odlewniczej,
−
wyjęcie z formy i wykończenia odlewu (odcięcie niepotrzebnych nadlewek, piaskowanie,
trawienie, naprawianie drobnych wad, malowanie),
Odlewanie w formach z masy formierskiej najczęściej stosuje się do wykonywania
prostych odlewów z żeliwa.
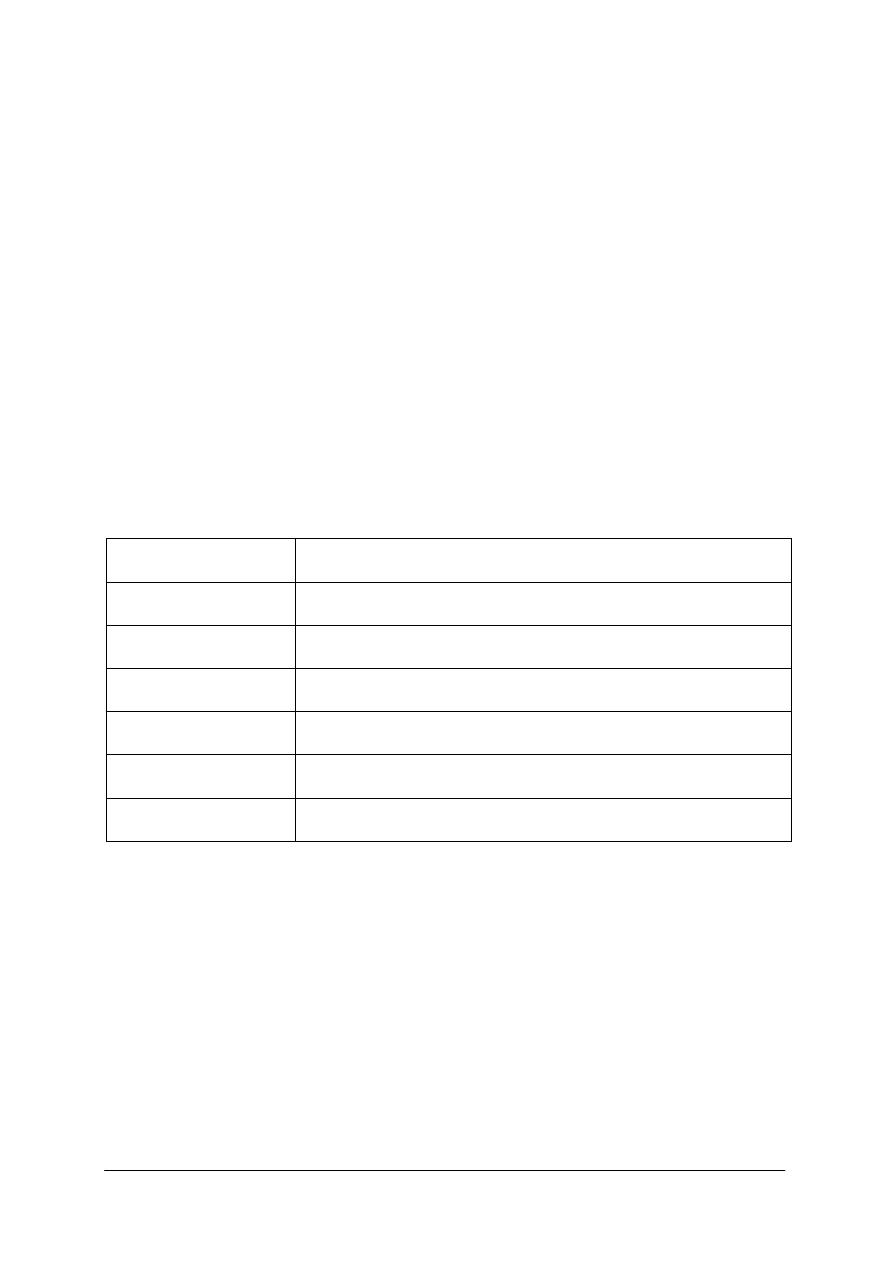
Przebieg procesu wykonania odlewu w formach z masy formierskiej przedstawia rysunek 6.
Rysunek przedmiotu. Przedmiotem jest rura z kołnierzami
na końcach.
Model. Modele wykonuje się z drewna, metalu, tworzyw
sztucznych, wosku i innych materiałów. Bardzo często
model musi być dzielony, czyli składać się z dwóch połówek
podzielonych wzdłuż płaszczyzny podziału. Jeżeli przedmiot
jest pusty w środku (otwór rury) to model musi posiadać
wystające końce czyli znaki rdzeniowe.
Rdzennica i rdzeń. Rdzennica jest formą do wykonania
rdzenia. Rdzeń wykonuje się z masy formierskiej i służy do
odtworzenia
wewnętrznych
kształtów
odlewanego
przedmiotu.
Masa formierska jest mieszaniną piasków formierskich
(piasek kwarcowy i glina) oraz lepiszczy (melasa, dekstryna,
pokost, żywice syntetyczne i inne).
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
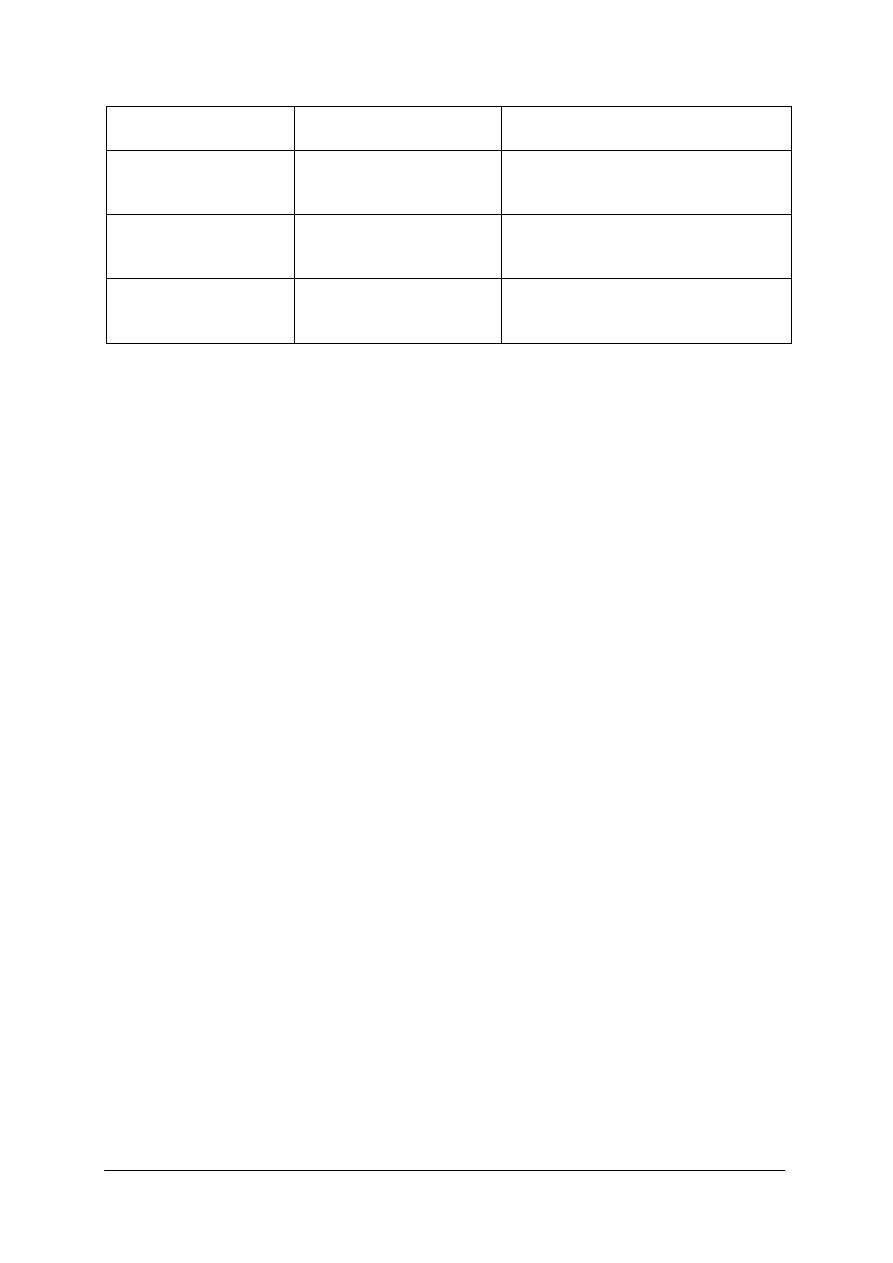
Wykonanie formy odlewniczej. Formy odlewnicze wykonuje
się
w
skrzynkach
formierskich. Wykonanie formy
odlewniczej nazywa się formowaniem. Proces formowania
zostanie przedstawiony na następnym rysunku.
Odlany przedmiot. Po zalaniu formy ciekłym metalem, jego
zastygnięciu, następuje „wybicie” z formy i oczyszczenie
z resztek masy formierskiej. Przedstawiony na rysunku
przedmiot posiada jeszcze zespolony z nim układ wlewowy,
który zostanie odcięty.
Rys. 6. Przebieg procesu wykonania odlewu [9, s. 317]
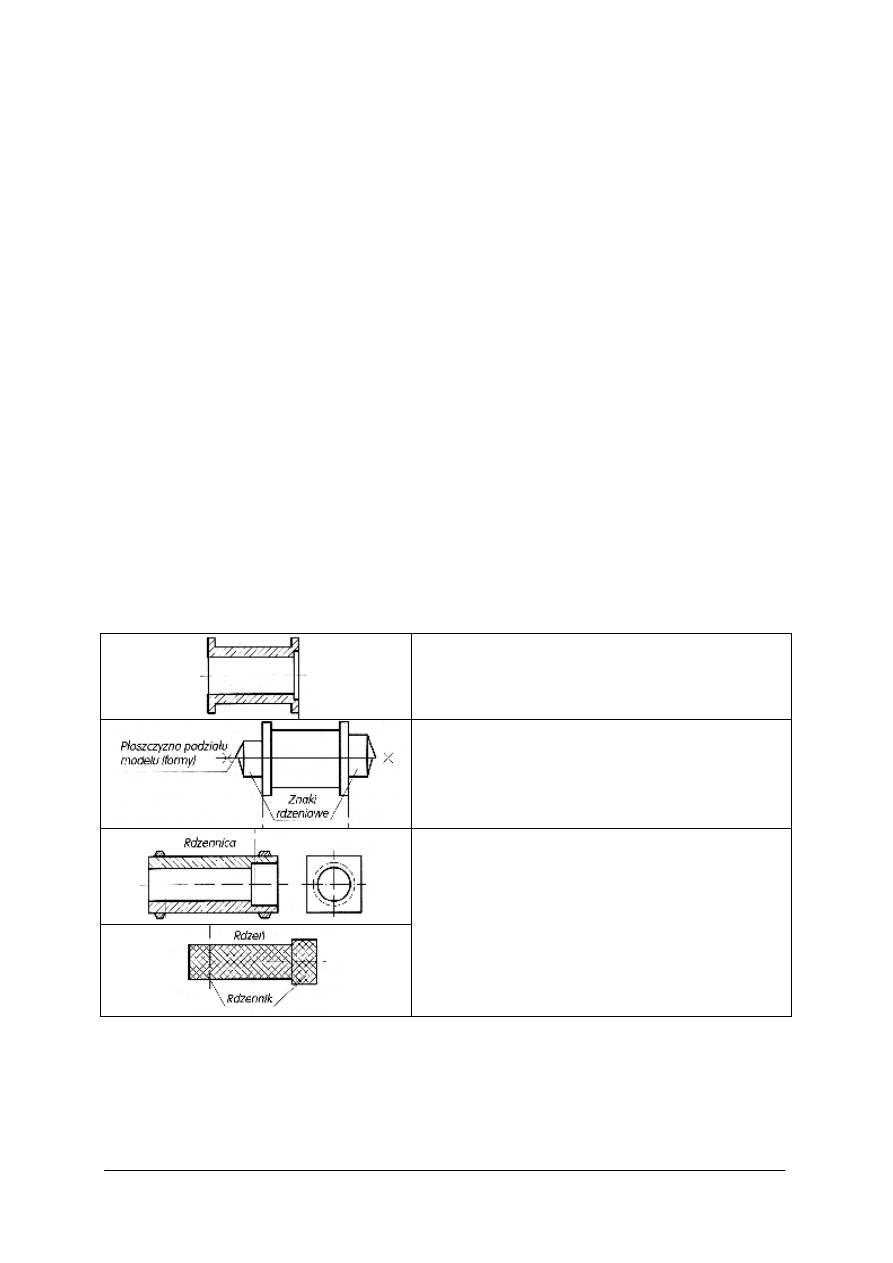
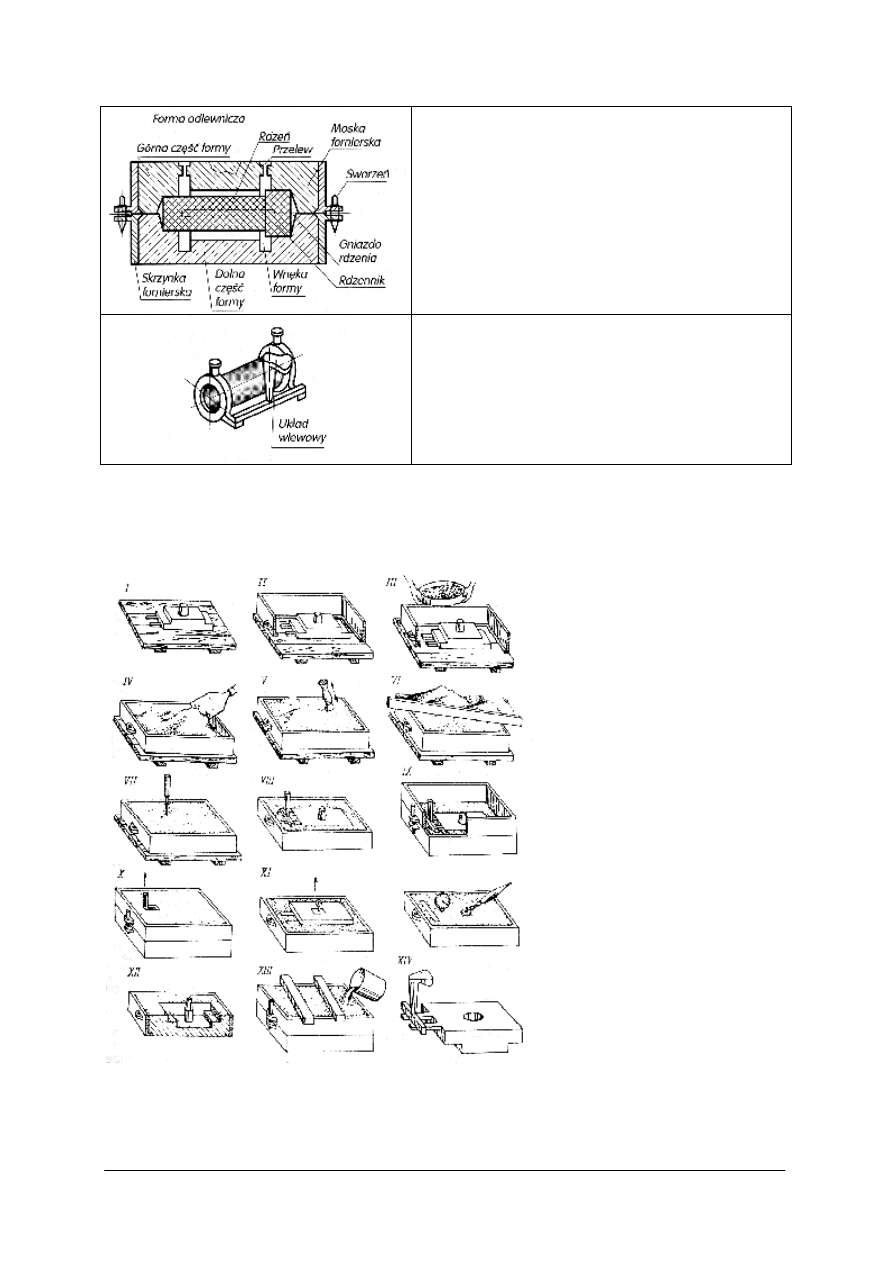
Proces formowania (przygotowania formy odlewniczej) przedstawia rysunek 7. Odlewany
model nie jest dzielony.
I.
Ułożenie modelu na stabilnej
podstawie.
II.
Nałożenie skrzynki formierskiej.
III. Posypanie modelu proszkiem
zapobiegającym przyleganiu
masy formierskiej do modelu.
IV. Zasypanie formy masą
formierską.
V. Ubicie masy formierskiej.
VI. Wyrównanie masy formierskiej.
VII. Wykonanie wąskich otworków
ułatwiających ujście gazów.
VIII. Obrócenie skrzynki o 180
0
,
włożenie układu wlewowego
i przelewowego (kanałów do
wlania ciekłego metalu i kanału
przelewowego).
IX. Nałożenie górnej skrzynki
formierskiej.
X. Nałożenie masy formierskiej do
górnej skrzynki, wyjęcie układu
wlewowego i jego oczyszczenie.
XI. Rozdzielenie formy, wyjęcie
modelu, oczyszczenie z resztek.
XII. Dokonanie poprawek.
XIII. Złożenie formy i jej zalanie
ciekłym metalem.
XIV. Gotowy odlew (przed odcięciem
układu wlewowego).
Rys. 7. Przebieg procesu formowania w dwóch skrzynkach z modelu niedzielnego [źródło: T. Dobrzański:
Poradnik warsztatowca mechanika. WNT, Warszawa 1981]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
Przedstawiony proces jest procesem formowania ręcznego. Formowanie ręczne stosuje się
przy produkcji jednostkowej. Natomiast przy produkcji seryjnej proces formowania jest
zmechanizowany. Mechanizacja dotyczy procesu formowania (wykorzystuje się stoły
wibracyjne, prasy i inne specjalistyczne urządzenia), procesu zalewania form i procesu
wybijania odlewów.
Odlewanie skorupowe polega na zalewaniu ciekłym metalem formy wykonanej jako
skorupa. Skorupa wewnątrz ma kształt przedmiotu. Przy tym odlewaniu nie są konieczne
skrzynki formierskie i masa formierska. Pierwszym etapem jest wykonanie skorupy. Skorupę
wykonuje się przez pokrycie modelu warstwą specjalnej mieszanki, którą utwardza się.
Następnie należy ze skorupy wyjąć model, a formę zalać ciekłym metalem. Metodę tą stosuje
się do wykonywania małych i średnich odlewów o dużej dokładności i gładkości powierzchni.
Odlewanie
metodą wytapianych modeli polega zalewaniu formy wykonanej
z zastosowaniem modelu z wosku. Model z wosku obsypuje się specjalną masą. Następnie
wytapia się ze środka wosk, a formę utwardza. Taką formę zalewa się ciekłym metalem.
Odlewanie to stosuje się do wykonywania skomplikowanych, bardzo dokładnych i gładkich
odlewów.
Odlewanie kokilowe polega na zalewaniu ciekłym metalem kokili. Kokila jest to formą
wykonaną z metalu. Jest formą wielokrotnego użytku. Proces odlewania polega na zalaniu
formy, jej schłodzeniu (metal zastyga), otwarciu formy i wyjęciu odlewu, zamknięciu
i powtórnym zalaniu. Metodę stosuje się najczęściej do wykonywania odlewów ze stopów
metali nieżelaznych, w produkcji seryjnej.
Odlewanie pod ciśnieniem jest podobne do odlewania kokilowego tylko metal wtryskuje
się do formy pod ciśnieniem. Metodę stosuje się do odlewów ze stopów lekkich,
o skomplikowanych kształtach i w produkcji seryjnej.
Obróbka cieplna i cieplno-chemiczna
Wytworzone różne narzędzia, części maszyn okazują się bardzo często zbyt miękkie, albo
zbyt twarde lub nie posiadają innych koniecznych własności. Podwyższenie twardości
materiału oraz jego wytrzymałości można uzyskać w procesach obróbki cieplnej i cieplno-
chemicznej.
Własności materiałów uzyskiwane w procesach obróbki cieplnej zależą od składu
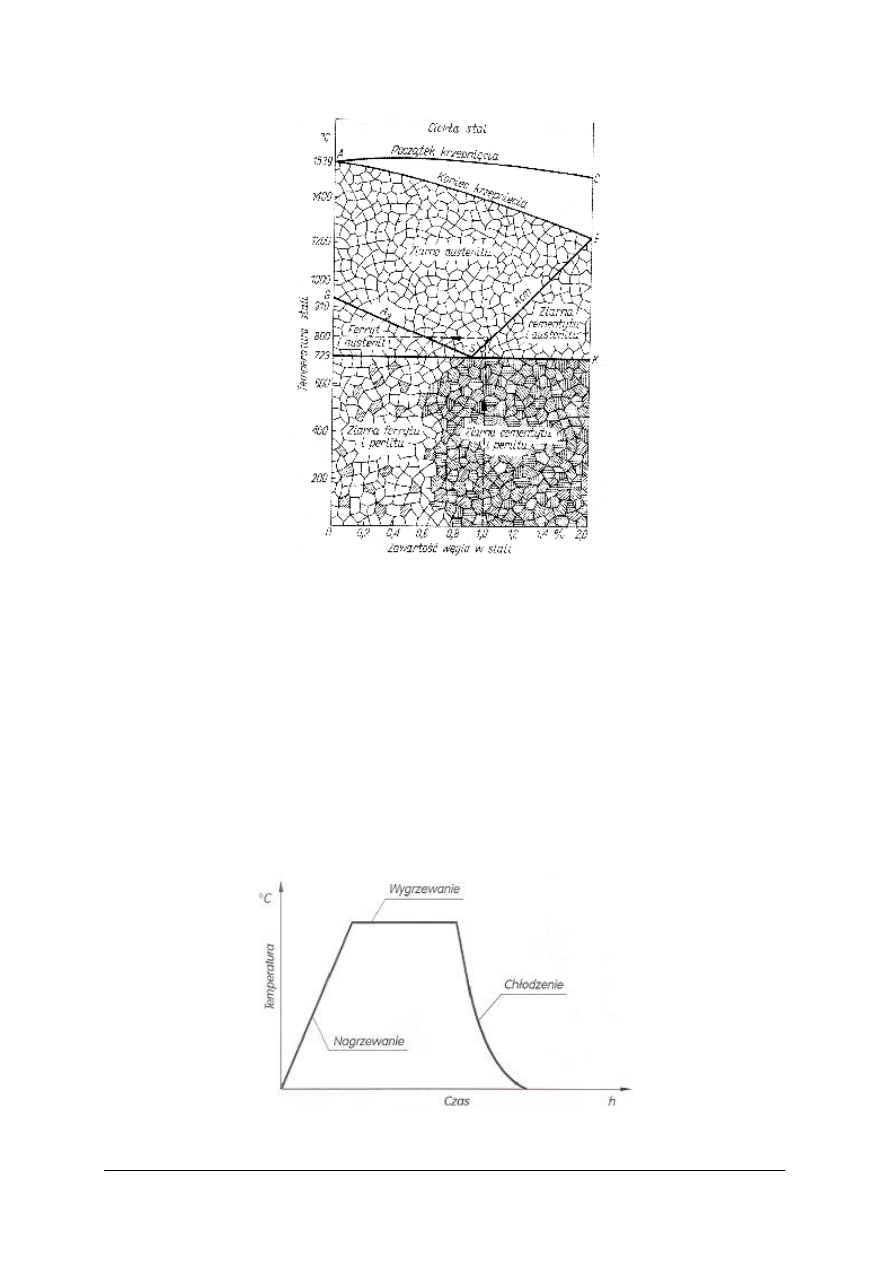
chemicznego (najbardziej od ilości węgla), temperatury nagrzania i szybkości chłodzenia.
Dla różnych zawartości węgla w stopach otrzymamy, po nagrzaniu i schłodzeniu, rożne ich
struktury. Zależność struktury od zawartości węgla przedstawia wykres żelazo-węgiel.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
Rys. 8. Uproszczony wykres żelazo-węgiel [4, s. 196]
W procesie krzepnięcia ciekłego metalu tworzą się ziarna austenitu (lub cementytu
i austenitu dla wyższych zawartości węgla), następnie austenit przechodzi przemianę
alotropową i powstają ziarna ferrytu, perlitu i cementytu. Od zawartości tych składników
zależą własności stali i żeliwa. Przebieg wykresu żelazo-węgiel zależy również od zawartości
innych składników.
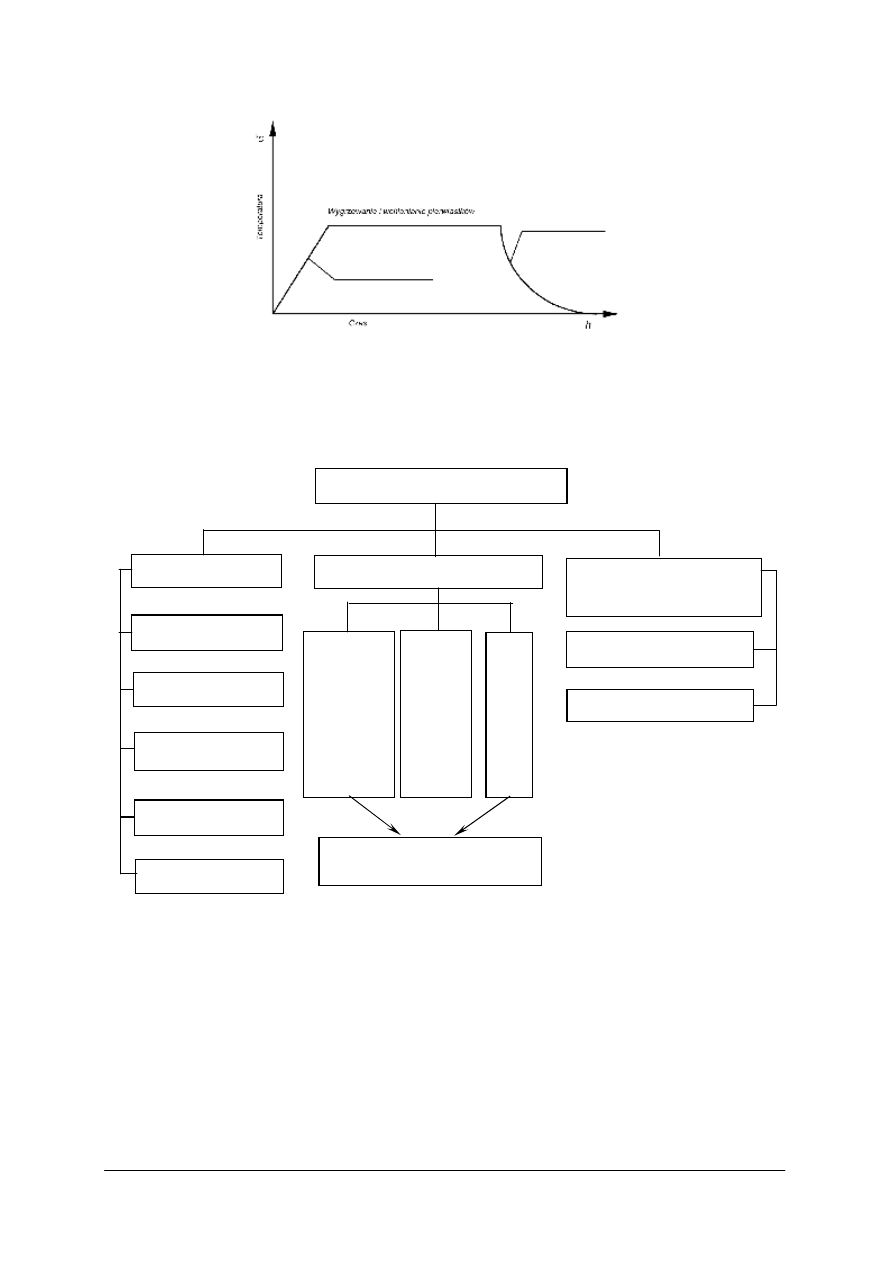
Obróbka cieplna jest procesem polegającym na nagrzaniu materiału do odpowiedniej
temperatury, a następnie ich schłodzeniu. Chłodzenie może być bardzo szybkie lub powolne,
w zależności od rodzaju obróbki cieplnej.
Obróbka cieplno-chemiczna jest procesem polegającym na nagrzaniu materiału
i wygrzaniu. Podczas wygrzewania następuje wchłonięcie przez wierzchnią warstwę
pierwiastków, takich jak węgiel, azot.
Proces obróbki cieplnej i cieplno-chemicznej można przedstawić za pomocą wykresów
przedstawionych na rysunkach 9 i 10.
Rys. 9. Proces obróbki cieplnej
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Rys. 10. Proces obróbki cieplno chemicznej
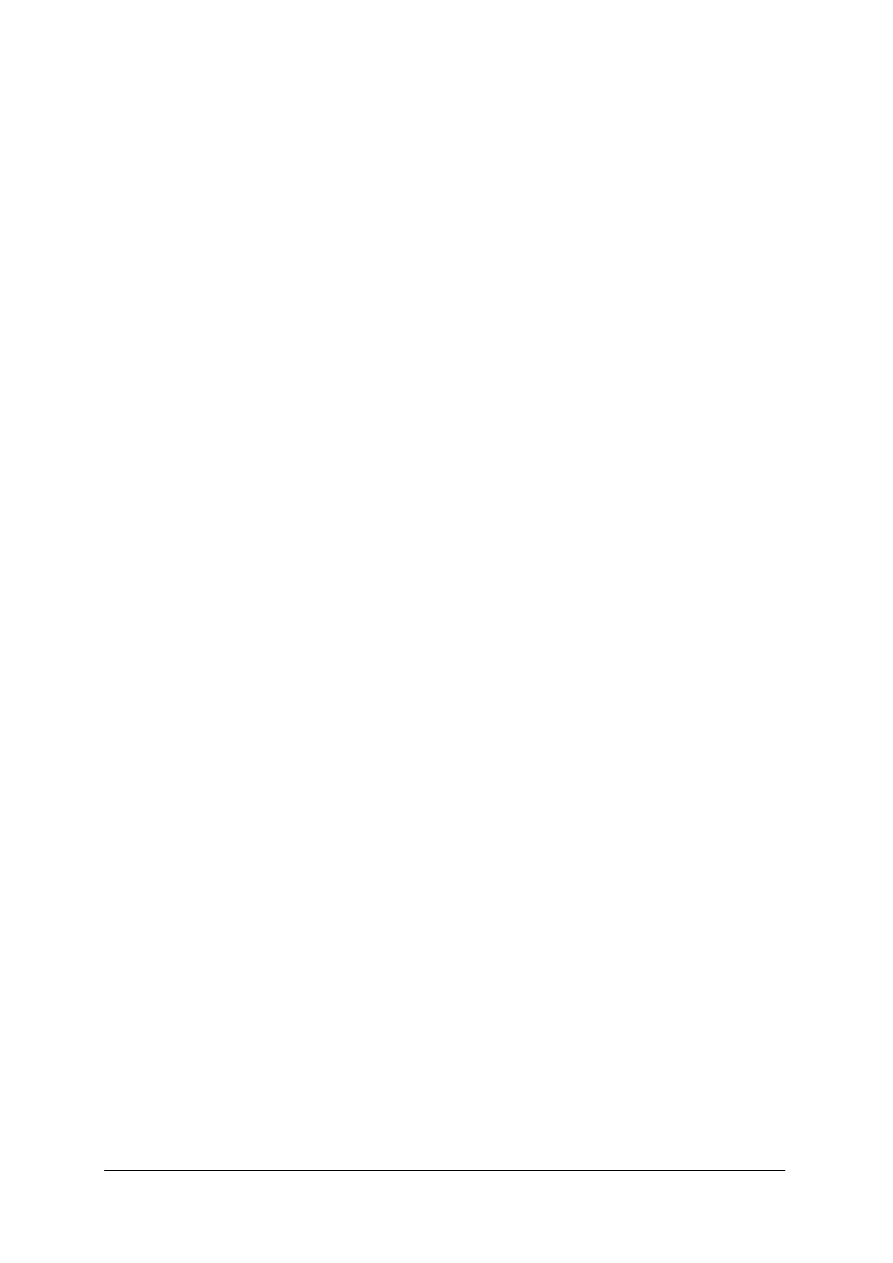
Klasyfikację wybranych rodzajów obróbki cieplnej przedstawia rysunek 11.
Rys. 11. Klasyfikacja wybranych rodzajów obróbki cieplnej
Wyżarzanie polega na nagrzaniu materiału do określonej temperatury, wygrzaniu go w tej
temperaturze i następnie wolnym studzeniu do temperatury otoczenia. Zakres temperatury
wyżarzania jest bardzo szeroki i wynosi od 400
o
C do 1250
o
C.
Wyżarzanie rekrystalizujące przeprowadza się po obróbce plastycznej na zimno. Polega na
nagrzaniu materiału do temperatury wyższej od temperatury początku rekrystalizacji (wyższej
niż
550÷650°C)
wygrzaniu
w tej temperaturze i schłodzeniu. Celem wyżarzania
rekrystalizującego jest usunięcie skutków zgniotu i przywrócenie pierwotnych właściwości
materiału.
Obróbka cieplna
Wyżarzanie
Hartowanie i odpuszczanie
Obróbka cieplno-
chemiczna
Rekrystalizujące
Odprężające
Ujednoradniające
Normalizujące
Zmiękczające
H
ar
to
w
an
ie
z
w
yk
łe
,
st
opn
io
w
e
i
z
p
rze
mi
an
ą
iz
o
te
rmi
czn
ą
H
ar
to
w
an
ie
po
w
ie
rzc
hn
io
we
Ulepszanie cieplne
O
dpu
szcza
n
ie
Nawęglanie
Azotowanie
Ch
łodzenie
Nagrzewanie
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
Wyżarzanie odprężające polega na nagrzaniu materiału do temperatury najczęściej
ok. 600÷650°C, wygrzaniu w tej temperaturze i powolnym studzeniu. Celem wyżarzania
odprężającego jest zmniejszenie naprężeń własnych takich wyrobów jak elementy spawane, czy
utwardzonych przez odkształcenia plastyczne.
Wyżarzanie ujednorodniające polega na nagrzaniu materiału do temperatury
ok. 1000÷1250°C, długotrwałym wygrzaniu w tej temperaturze oraz powolnym chłodzeniu.
Celem zabiegu jest zmniejszenie niejednorodności składu chemicznego i struktury.
Wyżarzanie normalizujące polega na nagrzaniu do temperatury 750÷1000°C (w zależności
od rodzaju stali) i następnie studzeniu w powietrzu. Celem operacji jest uzyskanie jednorodnej
struktury drobnoziarnistej.
Wyżarzanie zmiękczające polega na powolnym nagrzaniu stali do temperatury około
750°C, wygrzaniu w tej temperaturze i następnie powolnym chłodzeniu. Celem tego
wyżarzania jest polepszenie plastyczności.
Do określenia temperatury wyżarzania można posłużyć się poradnikiem lub wykresem
żelazo-węgiel.
Hartowanie polega na nagrzaniu stali do temperatury 700÷1200°C (w zależności od
rodzaju stali), krótkim wygrzaniu w tej temperaturze i szybkim oziębieniu. Celem hartowania
jest podwyższenie twardości i wytrzymałości stali. Podczas hartowania stale stają się jednak
bardziej kruche. Przy hartowaniu zwykłym materiał staje się twardszy. Natomiast przy
hartowaniu powierzchniowym twarda staje się tylko powierzchnia (uzyskujemy twardą
powierzchnię przy zachowaniu plastyczności rdzenia).
Hartowanie zwykłe stosuje się do hartowania nieskomplikowanych części wykonanych ze
stali stopowych. Po nagrzaniu i wygrzaniu w określonej temperaturze następuje szybkie
schłodzenie w wodzie lub oleju. Odmiana hartowania zwykłego jest hartowanie przerywane.
Nagrzany przedmiot chłodzi się w wodzie do temperatury 300°C, a następnie odchładza
w oleju lub na powietrzu.
Hartowanie stopniowe stosuje się do obróbki części o skomplikowanych kształtach
wykonanych ze stali stopowych. Nagrzewanie i wygrzewanie jest podobne jak przy hartowaniu
zwykłym. Następnie chłodzi się w kąpieli solnej. W kąpieli przetrzymuje się przez pewien czas,
a następnie odchładza w strumieniu powietrza.
Hartowanie z przemianą izotermiczną, stosuje się do hartowania drobnych części
wykonanych ze stali węglowych, w celu uniknięcia odkształceń i pęknięć. Po nagrzaniu do
odpowiedniej temperatury i wygrzaniu w tej temperaturze, hartowany przedmiot wkłada się do
kąpieli celem schłodzenia (przy czym przedmiot przetrzymywany jest w tej temperaturze przez
dłuższy czas).
Hartowanie powierzchniowe polega na szybkim nagrzaniu warstwy wierzchniej stali
(w płomieniu, indukcyjnie lub w kąpieli) i następnie szybkim chłodzeniu. Podczas nagrzewania
rdzeń nie zdąży się nagrzać, więc się nie zahartuje. Uzyskamy przedmiot o twardej
powierzchni i plastycznym rdzeniu.
Odpuszczanie polega na nagrzaniu stali zahartowanej do odpowiedniej temperatury,
wygrzaniu w tej temperaturze i chłodzeniu do temperatury pokojowej. W zależności od
temperatury, w której prowadzony jest proces, rozróżnia się odpuszczanie niskie 100÷250°C,
średnie 250÷500°C i wysokie 500÷700°C.
Ulepszanie cieplne jest zabiegiem składającym się z hartowania i odpuszczania wysokiego
lub średniego. Celem jest uzyskanie dobrych własności mechanicznych, przy zachowaniu
możliwości obróbki skrawaniem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Nawęglanie jest obróbką cieplno-chemiczną. Polega na nagrzaniu stali do temperatury
900÷950°C w ośrodku wydzielającym węgiel (w otoczeniu mieszaniny zawierającej węgiel
drzewny lub w otoczeniu tlenku węgla), następnie długotrwałym przetrzymywaniu w tej
temperaturze. W wyniku nawęglania do warstwy wierzchniej stali (stali miękkiej, plastycznej)
przedostaje się węgiel, co daje możliwość późniejszego zahartowania. Hartuje się tylko
warstwa wierzchnia, a rdzeń pozostaje miękki i plastyczny.
Azotowanie polega na wprowadzeniu azotu do warstwy wierzchniej stali, który tworząc
odpowiednie związki przyczynia się do uzyskania bardzo twardej i odpornej na ścieranie
warstwy wierzchniej. Przedmiotów azotowanych nie trzeba hartować.
Nagrzewanie przedmiotów w czasie obróbki cieplnej dokonuje się w specjalnych
piecach. W zależności od sposobu nagrzewania rozróżniamy piece: gazowe, elektryczne, piece
z kąpielą.
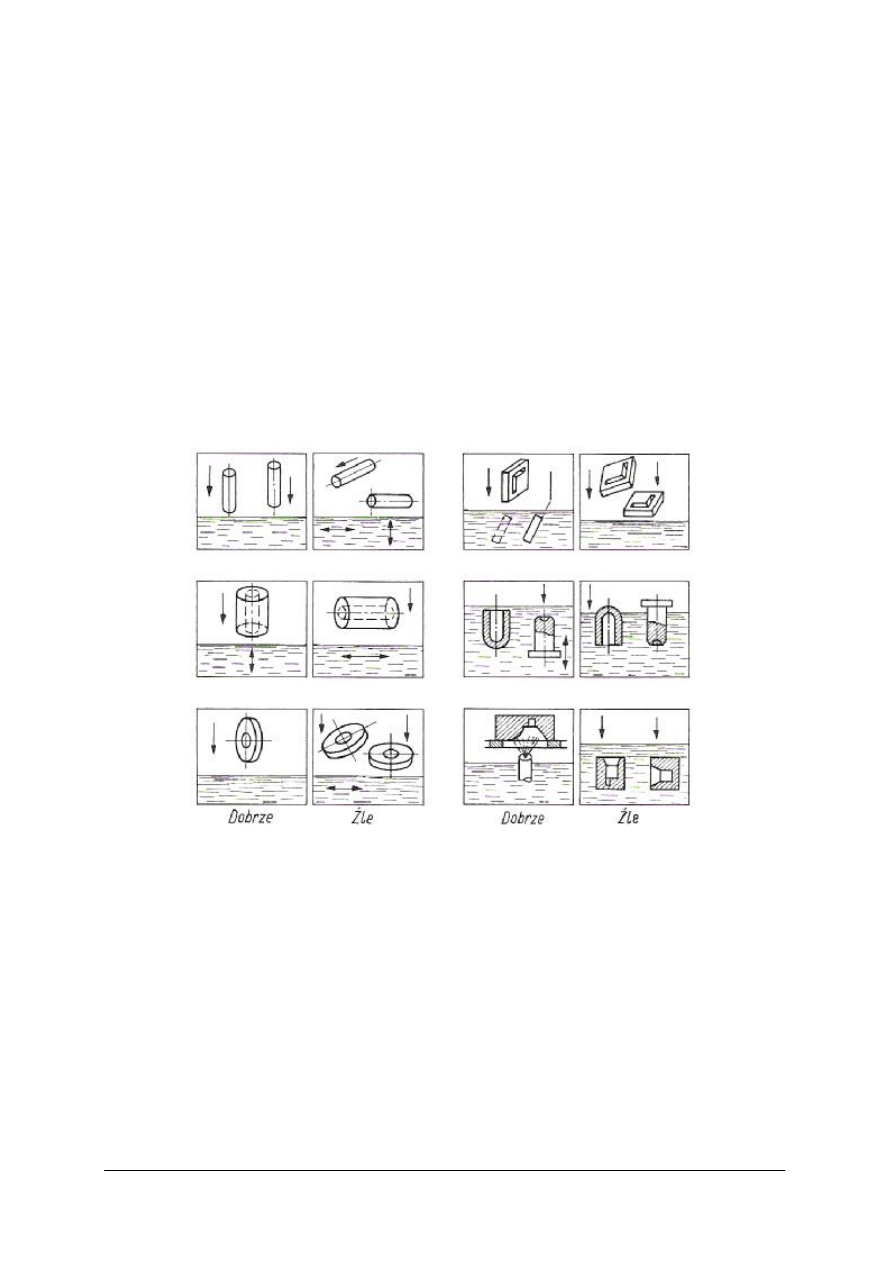
Chłodzenie przedmiotów odbywa się w wannach hartowniczych. Sposób chłodzenia oraz
typy wanien hartowniczych przedstawia rysunek 12.
Rys. 12. Zanurzanie i poruszanie przedmiotów podczas hartowania i chłodzenia. [4, s. 198]
Obróbka plastyczna
Obróbka plastyczna jest to taka obróbka, przy której kształtowanie (np. gięcie blachy),
podzielenie materiału (np. cięcie blachy), zmianę własności fizykochemicznych (np. kucie na
gorąco), struktury (np. walcowanie blachy) i gładkości powierzchni (np. przeciąganie rur)
osiąga się przez odkształcenie plastyczne.
Rozróżnia się obróbkę plastyczną na zimno (odkształcenie plastyczne osiągane jest
w temperaturze niższej od temperatury rekrystalizacji) oraz obróbkę plastyczną na gorąco
(odkształcenie
plastyczne
osiągane
jest w temperaturze wyższej od temperatury
rekrystalizacji).
Podstawowe rodzaje obróbki plastycznej, to: kucie, walcowanie, tłoczenie, ciągnienie.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Kucie, jest to obróbka plastyczna metali na gorąco lub na zimno, wykonywana ręcznie lub
mechanicznie (na młotach i prasach), podczas której nadaje się przedmiotom kształt przez
uderzenie lub nacisk.
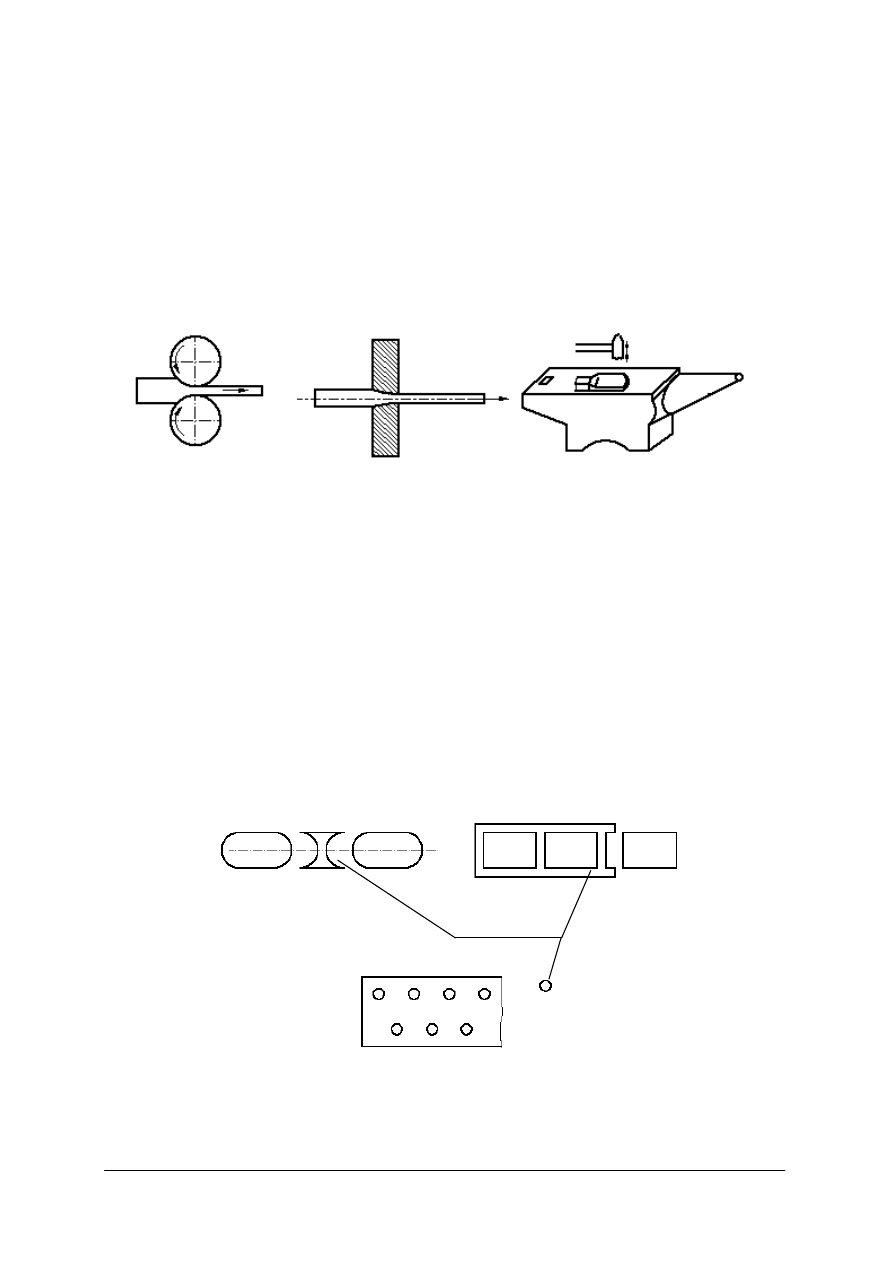
Walcowanie jest to obróbka wykonywana na zimno lub na gorąco, w której materiał
odkształca się plastycznie przechodząc pomiędzy walcami. Metodą tą otrzymuje się
kształtowniki, pręty, blachy, rury.
Ciągnienie jest to obróbka wykonywana na zimno lub na gorąco, w której zmienia się
kształt i pole przekroju drutu, pręta, rury.
Rys. 13. Przykłady obróbki plastycznej: a) walcowanie, b) ciągnienie, c) kucie
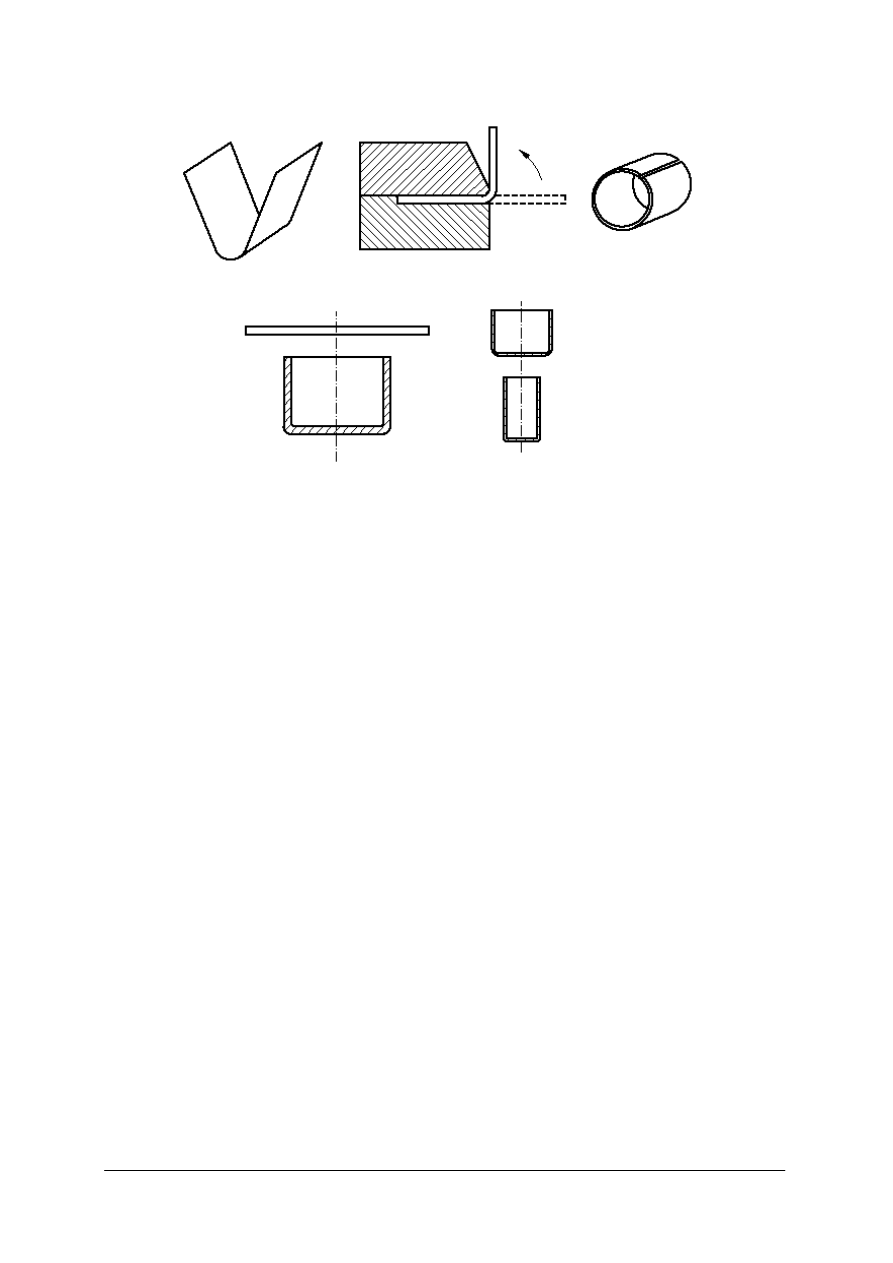
Tłoczenie
Tłoczenie, jest to obróbka plastyczna na zimno lub na gorąco, obejmująca procesy cięcia
i kształtowania blach i taśm metalowych. Wymagany kształt w procesie tłoczenia uzyskuje się
przez cięcie, tj. oddzielenie zbędnych części od reszty materiału wyjściowego (do cięcia zalicza
się odcinanie, wycinanie, dziurkowanie, przecinanie, okrawanie, nacinanie i rozcinanie) lub
plastyczne kształtowanie materiału wyjściowego bez naruszenia jego spójności (np. przez:
wyginanie, zawijanie, skręcanie, profilowanie, wygniatanie, przetłaczanie, obciąganie,
wywijanie, obciskanie). Tłoczenie przeprowadza się najczęściej na prasach. Przykłady tłoczenia
podano na rysunkach 14 i 15.
Rys. 14. Tłoczenie – cięcie: a) odcinanie, b) wycinanie, c) dziurkowanie.
a)
b)
c)
a)
b)
c)
odpady
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Rys. 15. Tłoczenie – kształtowanie plastyczne: wyginanie, zaginanie, zawijanie, wytłaczanie,
przetłaczanie
Walcowanie
Walcowanie jest technologią wytwarzania wyrobów i półwyrobów ze stali, metali
nieżelaznych i ich stopów. Może być przeprowadzane na zimno lub na gorąco. Kształtowanie
plastyczne odbywa się poprzez wywieranie nacisku na materiał przez walce, rolki lub szczęki.
W procesie walcowania uzyskuje się takie półwyroby jak: kształtowniki (kątowniki,
płaskowniki, ceowniki), blachy, rury, pręty, druty, taśmy. Procesy te przeprowadzane są
przeważnie w hutach.
Innym zastosowaniem jest otrzymywanie wyrobów rzez walcowanie rolkami lub
szczękami. Bardzo często kształtuje się tą metodą gwinty. Rolki lub szczęki mocowane są na
specjalnych obrabiarkach.
W procesach walcowania otrzymuje się kształtowniki, rury, pręty, druty, taśmy. Mogą być
one stosowane na różne konstrukcje stalowe i inne wyroby. Rodzaje tych wyrobów, wymiary,
gatunki stali z jakich są one wykonywane znaleźć można w programach produkcji hut,
poradnikach, katalogach.
Rozróżniamy następujące rodzaje kształtowników:
–
kątowniki równoramienne i nierównoramienne (mogą być zimnogięte i walcowane),
–
ceowniki (mogą być ceowniki zwykłe i ekonomiczne, czyli pocienione),
–
teowniki, dwuteowniki,
–
zetowniki.
Rozróżniamy następujące rodzaje rur:
−
rury bez szwu,
−
rury ze szwem.
Rozróżniamy następujące rodzaje blach:
−
blachy cienkie,
−
blachy grube.
Oczywiście zarówno rury jak i blachy występują w bardzo wielu odmianach
i zastosowaniach.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
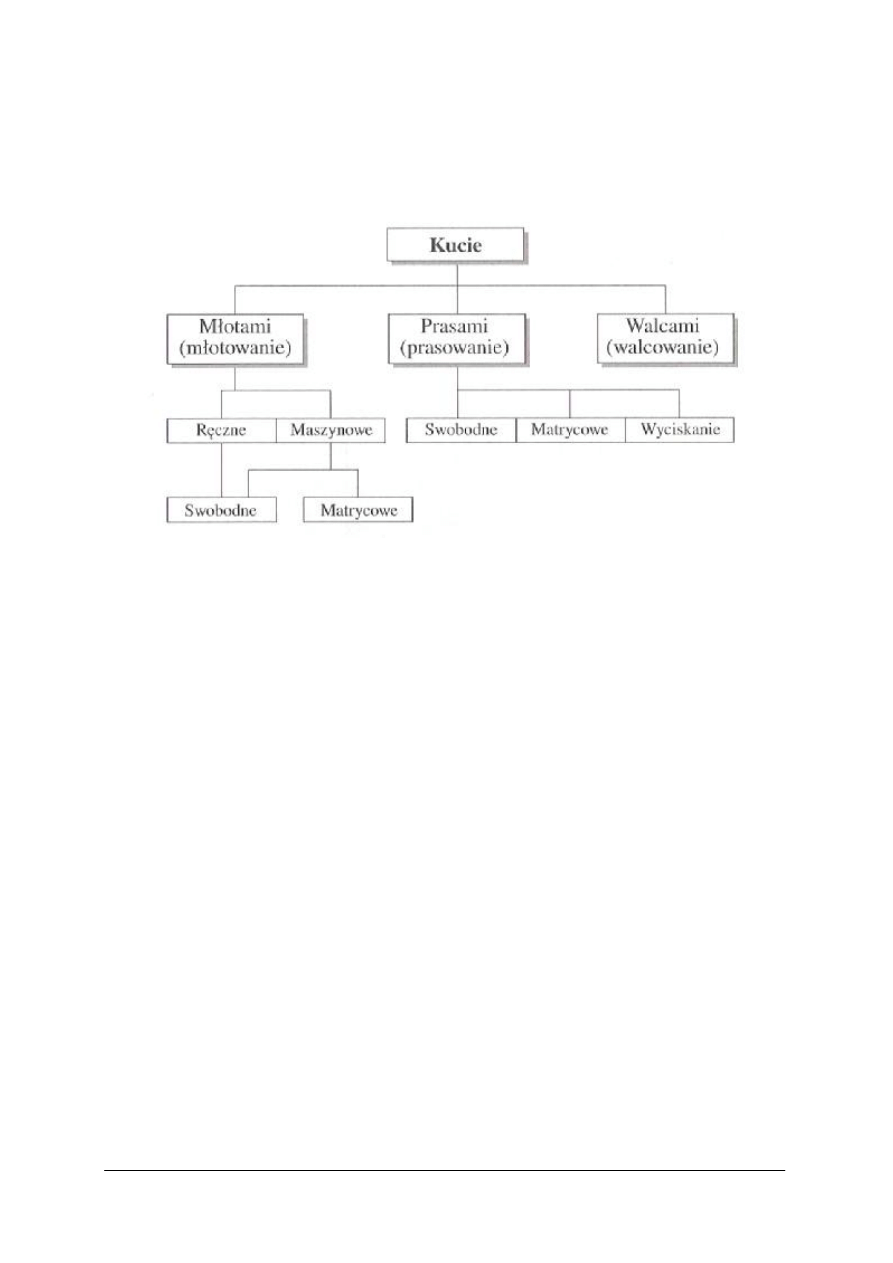
Kucie
Kucie jest procesem obróbki plastycznej, w którym trwałe odkształcenie materiału
uzyskuje się wskutek zgniatania go poprzez uderzenia młotem lub nacisku prasy kuźniczej.
Sposoby kucia przedstawione są na rysunku 16.
Rys. 16. Sposoby kucia. [źródło: A. Mazurkiewicz, L. Kocur: obróbka plastyczna
– laboratorium. Politechnika Radomska, Radom 1997]
Przy kuciu na gorąco materiał powinien być odpowiednio nagrzany. Do nagrzewania
materiału stosuje się piece komorowe, oczkowe i szczelinowe. Do nagrzewania materiału przy
kuciu ręcznym służą ogniska kowalskie.
Temperatura, do jakiej należy nagrzać materiał zależy od jego gatunku. Można ją dobrać
z poradników. Określenie pożądanej temperatury nagrzania materiału dokonywane jest
poprzez odczytanie na wskaźniku pieca lub poprzez porównanie z barwami żarzenia.
Kucie mechaniczne przeprowadzane jest na młotach do kucia swobodnego, młotach do
kucia matrycowego i prasach kuźniczych (kuźniarkach). Kucie swobodne jest wtedy, gdy
materiał nie jest niczym ograniczany tylko leży swobodnie na kowadle. Kucie matrycowe jest
wtedy, gdy materiał leży na matrycy (formie) i nie może swobodnie przemieszczać się na boki.
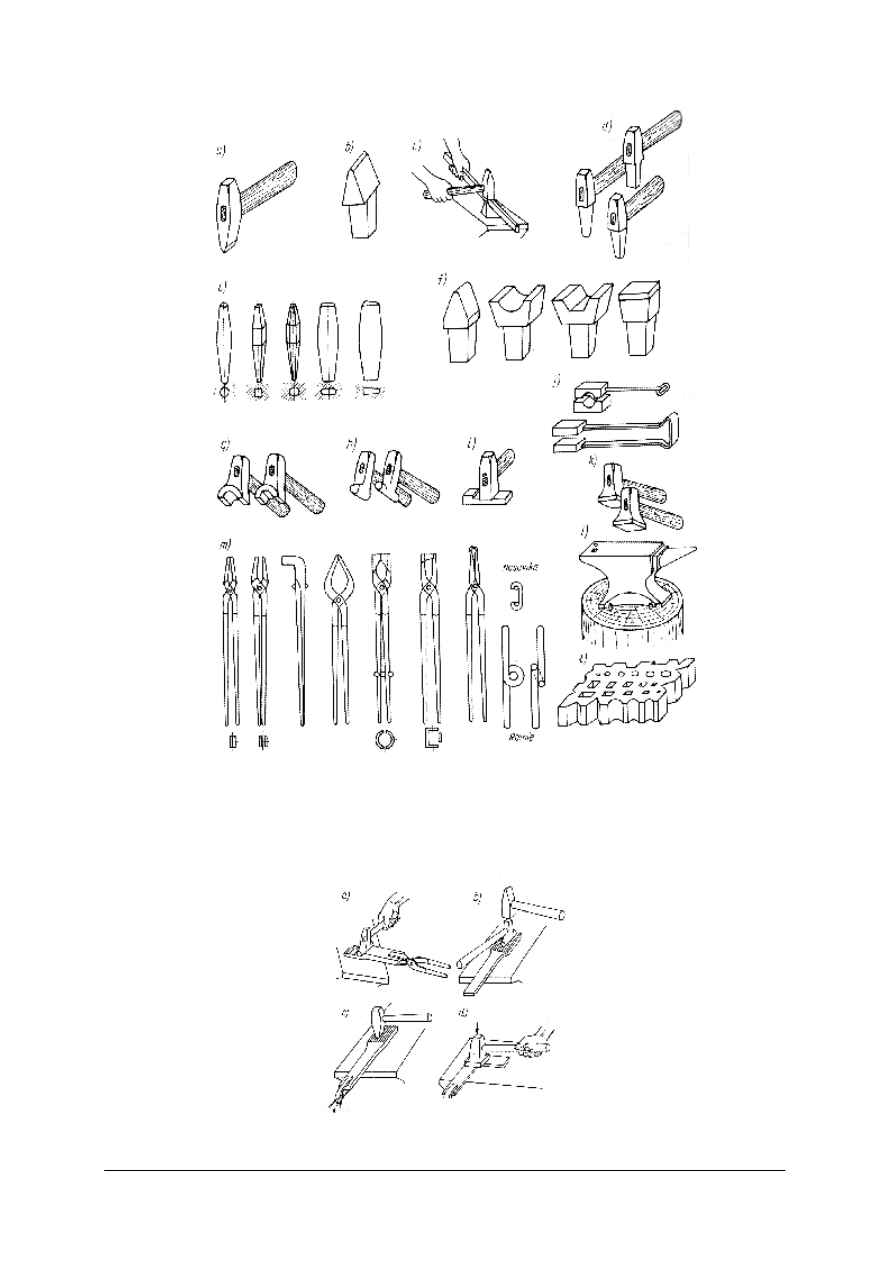
Kucie ręczne przeprowadzane jest przy użyciu różnego rodzaju narzędzi kowalskich.
Zestaw narzędzi pokazany jest na rysunku 17.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Rys. 17. Narzędzia kowalskie robocze: a) przecinak, b) podcinka, c) zastosowanie podcinki, d) przebijaki,
e) trzpienie, f) podsadzki, g) nadstawki, h) żłobniki, i) odsadzak, j) foremniki, k) gładziki, l) kowadło
na pieńku, ł) płyta kowalska (dziurownica), m) kleszcze. [4, s. 184]
Podstawowe rodzaje operacji kucia ręcznego przedstawione są na rysunkach 18 i 19.
Rys. 18. Wydłużanie na kowadle: a) wydłużanie za pomocą żłobnika, b) rozszerzanie za pomocą żłobnika,
c) rozszerzanie rombem młotka, d) wygładzanie gładzikiem kowalskim. [4, s. 184]
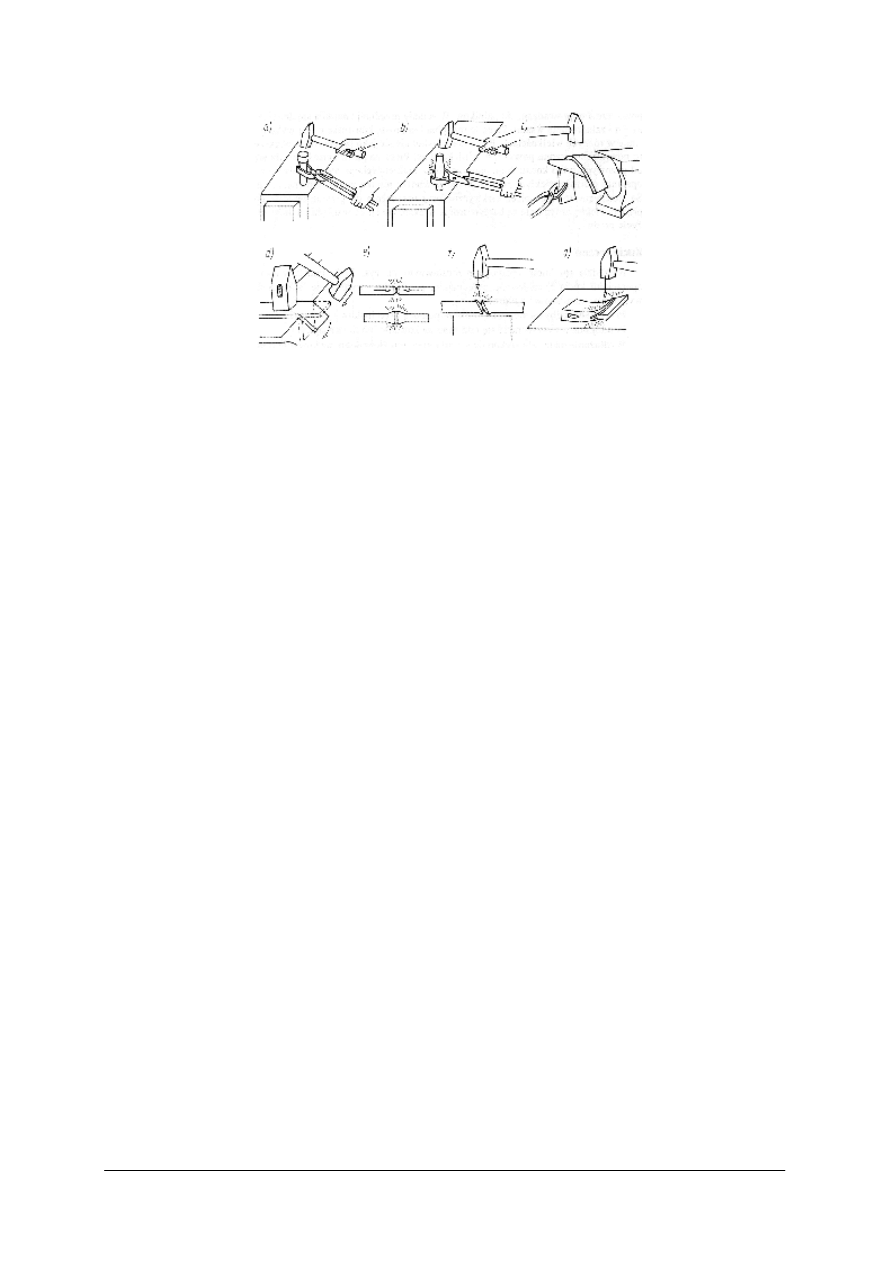
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Rys. 19. Niektóre operacje kowalskie: a) spęczanie sworznia na końcu, b) spęczanie sworznia w środku,
c) wyginanie na rogu kowadła, d) wyginanie na krawędzi kowadła, e) zgrzewanie stykowe doczołowe,
f) zgrzewanie na zakładkę, g) zgrzewanie w klin. [4, s. 186]
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie są rodzaje odlewania?
2. Z jakich etapów składa się proces odlewania?
3. W jakich czynności składa się proces odlewania w jednorazowych formach z masy
formierskiej?
4. Jakie rodzaje odlewów uzyskuje się metodą odlewania w jednorazowych formach z masy
formierskiej?
5. Jakie rodzaje odlewów uzyskuje się metodą odlewania skorupowego?
6. Jakie rodzaje odlewów uzyskuje się metodą odlewania kokilowego?
7. Jaki jest cel obróbki cieplnej?
8. Jakie są podstawowe rodzaje obróbki cieplnej?
9. Jakie są rodzaje wyżarzania?
10. Jakie są rodzaje hartowania?
11. Jakie są rodzaje obróbki cieplno-chemicznej?
12. Jaki jest cel odpuszczania?
13. Jakie są podstawowe rodzaje obróbki plastycznej?
14. Jaki rodzaj obróbki plastycznej nazywamy kuciem?
15. Jaki rodzaj obróbki plastycznej nazywamy walcowaniem?
16. Jaki rodzaj obróbki plastycznej nazywamy ciągnieniem?
17. Jaki rodzaj obróbki plastycznej nazywamy tłoczeniem?
18. Jakie procesy obejmuje tłoczenie?
19. Jakiego rodzaju wyroby i półwyroby uzyskuje się w procesie walcowania?
20. Jaki proces nazywamy kuciem?
21. Jakie są rodzaje kucia?
22. Jakie są sposoby nagrzewania materiału do kucia?
23. Jak określa się temperaturę kucia?
24. Na jakich urządzeniach wykonuje się kucie mechaniczne?
25. Jaka jest różnica pomiędzy kuciem swobodnym i matrycowym?
26. Jakie podstawowe narzędzia wykorzystuje się do kucia ręcznego?
27. Jakie są podstawowe operacje kucia ręcznego?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
4.4.3. Ćwiczenia
Ćwiczenie 1
Określ jakie elementy kadłuba oraz wyposażenia statku wykonywane są metodą
odlewania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać się w zespoły 2–3 osobowe,
2) przygotować kartkę papieru i zapisywać propozycje elementów kadłuba i wyposażenia
podane przez każdego członka zespołu,
3) przeanalizować propozycje i pozostawić tylko wspólnie uzgodnione,
4) porównać propozycje z propozycjami innych zespołów,
5) ustalić listę ostateczną,
6) zaprezentować ćwiczenie przed grupą.
Wyposażenie stanowiska pracy:
−
przepisy klasyfikacji i budowy statków morskich PRS. Część IX materiały i spawanie,
−
literatura z rozdziału 6,
−
komputer z dostępem do Internetu.
Ćwiczenie 2
Opracuj plan hartowania i odpuszczania stempla i matrycy (może to być wałek i tuleja)
wykonane ze stali do ulepszania cieplnego.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) opisać proces ulepszania cieplnego,
2) wypisać kolejne zabiegi procesu zahartowania i odpuszczania,
3) dobrać parametry hartowania,
4) dobrać parametry odpuszczania,
5) przedstawić nauczycielowi wykonane ćwiczenie.
Plan obróbki cieplnej
Opisz, na czym polega i jak
się przeprowadza
ulepszanie cieplne
(skorzystaj z literatury)
Wypisz kolejne zabiegi
procesu zahartowania
i odpuszczania
Dobierz temperaturę i czas
nagrzewania – do
hartowania
Dobierz ciecz chłodzącą
Dobierz temperaturę i czas
nagrzewania – do
odpuszczania
Wyposażenie stanowiska pracy:
–
wykres żelazo węgiel,
–
poradnik hartownika.
Ćwiczenie 3
Opracuj plan wyżarzania sztywnego drutu stalowego, tak aby stał się plastyczny i miękki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać rodzaj wyżarzania,
2) opisać wybrany rodzaj wyżarzania,
3) wypisać kolejne zabiegi procesu wyżarzania,
4) dobrać parametry wyżarzania,
5) przedstawić nauczycielowi wykonane ćwiczenie.
Plan obróbki cieplnej
Dobierz rodzaj
wyżarzania
Wypisz kolejne zabiegi
procesu wyżarzania
Dobierz temperaturę
i czas nagrzewania
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Wyposażenie stanowiska pracy:
–
wykres żelazo węgiel,
–
poradnik hartownika.
Ćwiczenie 4
Określ skład stali oraz odszukaj i wypisz własności składników strukturalnych stali.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wypisać rodzaje ziaren jakie pozostaną po krzepnięciu podanych stopów żelaza z węglem,
2) odszukać i wypisać własności poszczególnych składników strukturalnych,
3) przedstawić nauczycielowi wykonane ćwiczenie.
Stal o zawartości 0,45 węgla
Stal o zawartości 1,2% węgla
Własności austenitu
Własności ferrytu
Własności perlitu
Własności cementytu
Wyposażenie stanowiska pracy:
–
wykres żelazo węgiel,
–
literatura z rozdziału 6.
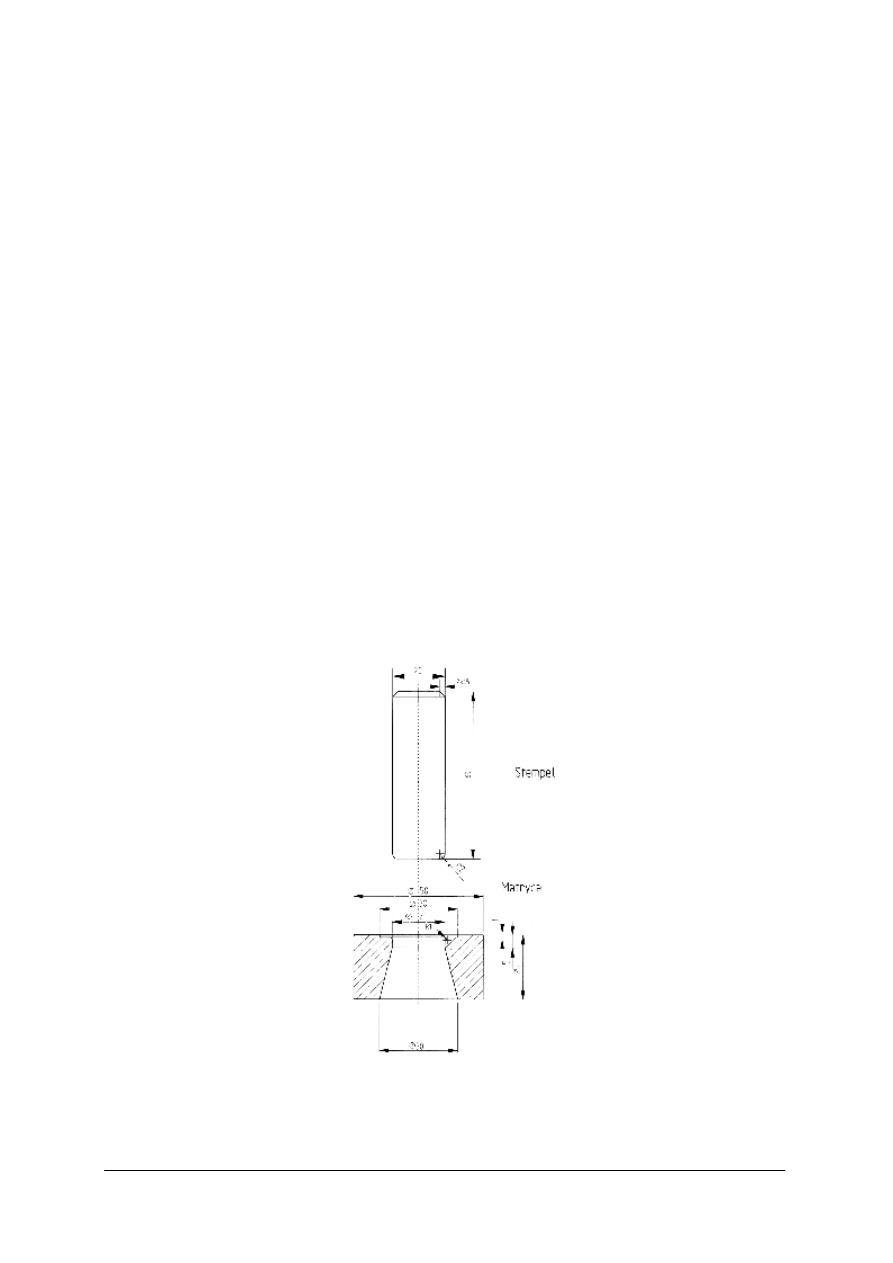
Ćwiczenie 5
Wykonaj z blachy aluminiowej 0,5 mm pokrywki (krążki blachy o średnicy Φ21 - 10 szt.).
Pokrywki wykonaj w procesie wykrawania.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) wykonać szkic wykrojnika (stempel i płyta tnąca),
2) przedstawić szkice nauczycielowi,
3) dobrać materiał na wykrojnik,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
4) wykonać wykrojnik,
5) przygotować półfabrykaty,
6) wykonać pokrywki,
7) sprawdzić jakość wykonania poprzez wykonanie pomiarów.
Szkic wykrojnika:
–
średnica otworu w płycie tnącej Φ21,
–
średnica stempla Φ20,95.
Skorzystaj z literatury (np. z odpowiedniego
poradnika)
Materiał na wykrojnik
Wyposażenie stanowiska pracy:
–
obrabiarki w pracowni obróbki skrawaniem,
–
suwmiarka,
–
prasa balansowa,
–
blacha 0,5 mm, głębokotłoczna,
–
stal na wykrojnik.
Ćwiczenie 6
Odszukaj i wpisz dane kształtowników, prętów, blach i rur. Skorzystaj z programu
produkcji lub poradnika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w poradniku tabelę z odpowiednimi kształtownikami,
2) odczytać ciężar,
3) wykonać i zwymiarować szkic,
4) podać przykłady zastosowania,
5) porównać tabele z tabelami kolegów.
Dobierany materiał
Ciężar
1 metra
kształtownika
Szkic przekroju
poprzecznego
z wymiarami
Przykładowe zastosowanie
Kątownik
równoramienny
walcowany 50x50x5
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
Kątownik
równoramienny gięty
50x50x4
Kątownik
nierównoramienny
walcowany 60x50x5
Ceownik 40
Ceownik 50E
Pręt okrągły Φ10
Pręt kwadratowy 10
Arkusz blachy
stalowej o wymiarach
1000x1000 i grubości
1mm
Drut sprężynowy Φ1
Rura stalowa ze
szwem precyzyjna
Φ10x1
Odczytaj lub
oblicz:
Wyposażenie stanowiska pracy:
–
poradnik mechanika lub program produkcji,
–
katalog wyrobów hutniczych.
Ćwiczenie 7
Wykonaj polecenia z tabeli. Skorzystaj z literatury technicznej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) przygotować literaturę zgodnie z wykazem literatury zamieszczonym w poradniku ucznia,
2) wykonać kolejne polecenia z tabeli,
3) porównać swoją tabelę z tabelami kolegów.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Opisz, na
czym polega
operacja kucia
– przecinanie
Opisz, na
czym polega
operacja kucia
– przebijanie
Opisz, na
czym polega
operacja kucia
– wydłużanie
Opisz, na
czym polega
operacja kucia
– spęczanie
Opisz, na
czym polega
operacja kucia
– odsadzanie
Opisz, na
czym polega
operacja kucia
– zgrzewanie
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6.
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić metodę odlewania, jaką były wykonane określone części
wyposażenia statku?
2) omówić proces wykonania odlewu metodą formowania w formach
jednorazowych?
3) dobrać rodzaj i parametry hartowania?
4) dobrać rodzaj i parametry odpuszczania?
5) dobrać rodzaj i parametry wyżarzania?
6) sklasyfikować obróbkę plastyczną?
7) wykonać wybraną operację wytłaczania?
8) wykonać wybraną operację ciecia plastycznego?
9) zaprojektować prosty wykrojnik?
10) odszukać kształtownik w poradniku lub katalogu wyrobów hutniczych?
11) omówić operacje kucia?
12) dobrać narzędzia do kucia ręcznego?
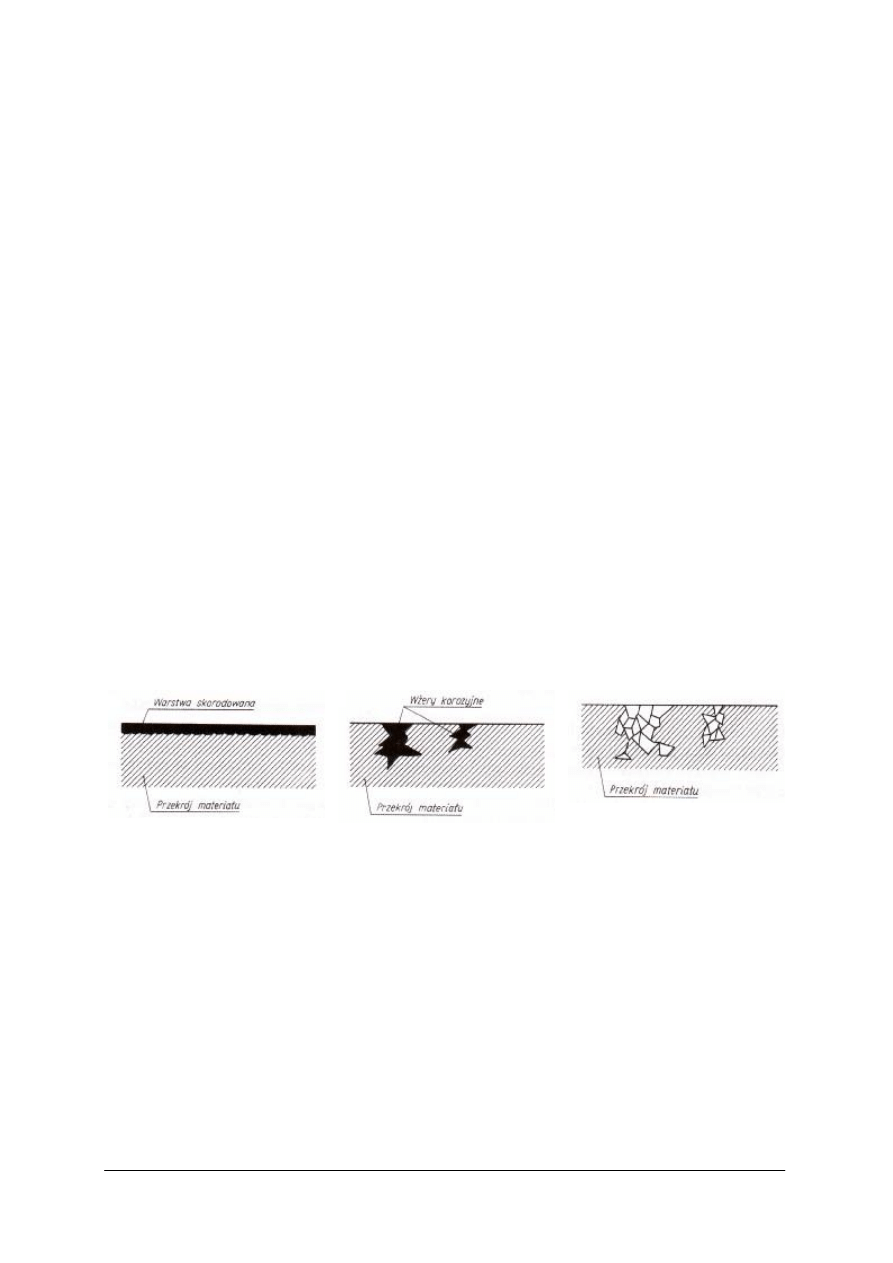
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.5. Korozja i ochrona przed korozją
4.5.1. Materiał nauczania
Rodzaje korozji
Korozja jest procesem niszczenia metali w wyniku zachodzących procesów chemicznych.
Rozróżniamy korozję chemiczną i elektrochemiczną.
Korozja chemiczna polega na niszczącym działaniu cieczy lub gazów w przypadku gdy nie
ma przepływu prądu. Korozja ta stanowi proces chemicznego utleniania metali w suchych
gazach oraz w ciekłych środowiskach nie mających charakteru elektrolitu, np. w cieczach
organicznych. Cechą charakterystyczną korozji chemicznej jest to, że utlenianie metalu
i powstawanie produktu korozji (rdzy) zachodzą w tym samym miejscu powierzchni metalu
bez przepływu prądu. Przykładem korozji chemicznej może być działanie tlenu na metale
w podwyższonej temperaturze w rezultacie którego na powierzchni metalu powstaje warstwa
tlenku
Korozja elektrochemiczna polega na niszczącym działaniu cieczy w przypadku, gdy
występuje przepływ prądu.
W praktyce najczęściej mamy do czynienia z korozją elektrochemiczną. W powietrzu
i w wodzie (szczególnie w wodzie morskiej) występuje przepływ prądu pomiędzy metalem
a środowiskiem (ziemią, wodą). Prąd natomiast powstaje w wyniku różnicy potencjałów
pomiędzy różnymi substancjami (pomiędzy różnymi stykającymi się metalami, pomiędzy ziemią
a konstrukcją stalową, pomiędzy kadłubem statku a wodą, pomiędzy częściami statku
wykonanymi z rożnych stopów metali).
W zależności od objawów i skutków procesu korozji dzielimy ja na: korozję równomierną
(powierzchniową), miejscową (wżerową), międzykrystaliczną. Pokazano to na rysunku 20.
a)
b)
c)
Rys. 20. Rodzaje korozji: a) korozja powierzchniowa, b) korozja wżerowa,
c) korozja międzykrystaliczna [4, s. 138]
Bardzo groźne dla wyrobów z metali i ich stopów są korozja wżerowa i korozja
międzykrystaliczna, gdyż je osłabiają. Szczególnie dotyczy to korozji międzykrystalicznej, gdyż
jest niewidoczna.
Ochrona przed korozją
Do podstawowych metod ochrony przed korozją elektrochemiczną należą:
–
elektrochemiczna ochrona katodowa i protektorowa,
–
ochrona przez nakładanie powłok,
–
ochrona przez stosowanie odpowiednich materiałów i prawidłową konstrukcję elementów,
które są narażone na korozję.
Ochrona katodowa polega na wymuszonej polaryzacji (wyrównaniu różnicy potencjałów
między anodą a katodą), za pomocą zewnętrznego źródła prądu, w celu powstrzymania
korozji. Do elementów konstrukcji (np. kadłuba statku – stanowiącego katodę) podłącza się

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
ujemny biegun źródła prądu stałego o niewielkim napięciu (1–2 V), a do anody biegun dodatni.
Anodą może być złom żelazny lub nierozpuszczalna elektroda grafitowa. Sposób ten nie
znalazł szerszego zastosowania z uwagi na koszty oraz ciągle zmieniająca się wartość
koniecznego prądu (uzależnionego od zmieniających się warunków środowiska).
Elektrochemiczna ochrona protektorowa polega na połączeniu metalu chronionego,
np. żelaza, z blokiem innego metalu (przeważnie cynku). Jeżeli metal chroniony i cynk znajdują
się w tym samym elektrolicie powstaje ogniwo, w którym cynk spełnia rolę anody, a żelazo –
katody. Bloki cynku przytwierdza się w pewnych odstępach do stalowych kadłubów okrętów,
chroniąc je w ten sposób przed korozją. Oczywiście bloki cynku zużywają się i należy je co
pewien czas wymieniać (wymiana taka przeprowadzana jest w stoczniach remontowych).
Ochrona przez nakładanie powłok niemetalicznych polega na pomalowaniu konstrukcji
farbą (nałożenie powłoki niemetalicznej) lub nałożeniu na konstrukcję warstwy metalu nie
ulegającego korozji. Zadaniem powłok niemetalicznych jest izolowanie powierzchni metalu od
dostępu tlenu i wilgoci. Używane w tym celu farby i lakiery (materiały lakiernicze) oprócz
ochrony przed korozją służą zarazem do dekoracji powierzchni.
Lakierami nazywa się substancje ciekłe lub roztwory substancji stałych, posiadające
własność tworzenia przezroczystej powłoki w postaci cienkiej i twardej błony, przylegającej do
malowanego podłoża.
Farby i emalie są to mieszaniny tzw. pokostów lub lakierów z pigmentami odpowiednio
rozcieńczone, tak aby nadawały się do rozprowadzenia cienką warstwą na malowanej
powierzchni, wykazywały własność zasychania oraz tworzenia cienkiej, twardej i jednocześnie
elastycznej powłoki. W farbach i emaliach pigmenty nadają powłoce barwę. Natomiast pokosty
i lakiery są to substancje wiążące pigment z malowanym podłożem.
Ochrona przed dobór odpowiednich materiałów polega na stosowaniu niekorodującego
metalu (np. stal kwasoodporna) lub pokrycie stali zwykłej materiałem odpornym na korozję
(np. zastosowanie blachy platerowanej) lub pokrycie warstwą tworzywa sztucznego.
Ochrona przez nakładanie powłok metalicznych polega na nałożeniu na konstrukcję ze
stali warstwy innego metalu, który jest bardziej odporny na korozję. Powłoki takie
(np. cynkowanie kadmowanie) uzyskuje się w procesie galwanizacji, metalizacji natryskowej,
cynkowania ogniowego.
Inną metodą uzyskania trwałej, szczelnej i dobrze przylegającej powłoki jest utlenianie
(pasywacja) powierzchni metali. Niektóre metale, np. aluminium, miedź samorzutnie
pokrywają się na powietrzu zwartą warstwą tlenku, który chroni metal przed dalszą korozją.
Ochrona przez stosowanie właściwej konstrukcji elementów narażonych na korozję
polega na właściwym dobieraniu sposobu połączenia (korozja bardzo często występuje
w miejscach połączeń nitowych, gwintowych, spawanych). Materiały stosowane do połączeń
muszą być odpowiednio dobierane aby niebyły przyczyną powstawania ognisk korozji.
Ponadto bardzo ważne jest aby nie stosować w konstrukcji rożnych materiałów, które
bezpośrednio stykają się ze sobą. Np. miejsce styku stali ze stopami aluminium powoduje
powstanie ogniska korozji, zwanej korozją galwaniczną.
4.5.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie wyróżniamy rodzaje korozji?
2. Na czym polega korozja chemiczna?
3. Na czym polega korozja elektrochemiczna?
4. Jakie rodzaje korozji wyróżniamy w zależności od skutków działania?
5. Jaki wpływ ma korozja na wytrzymałość konstrukcji?
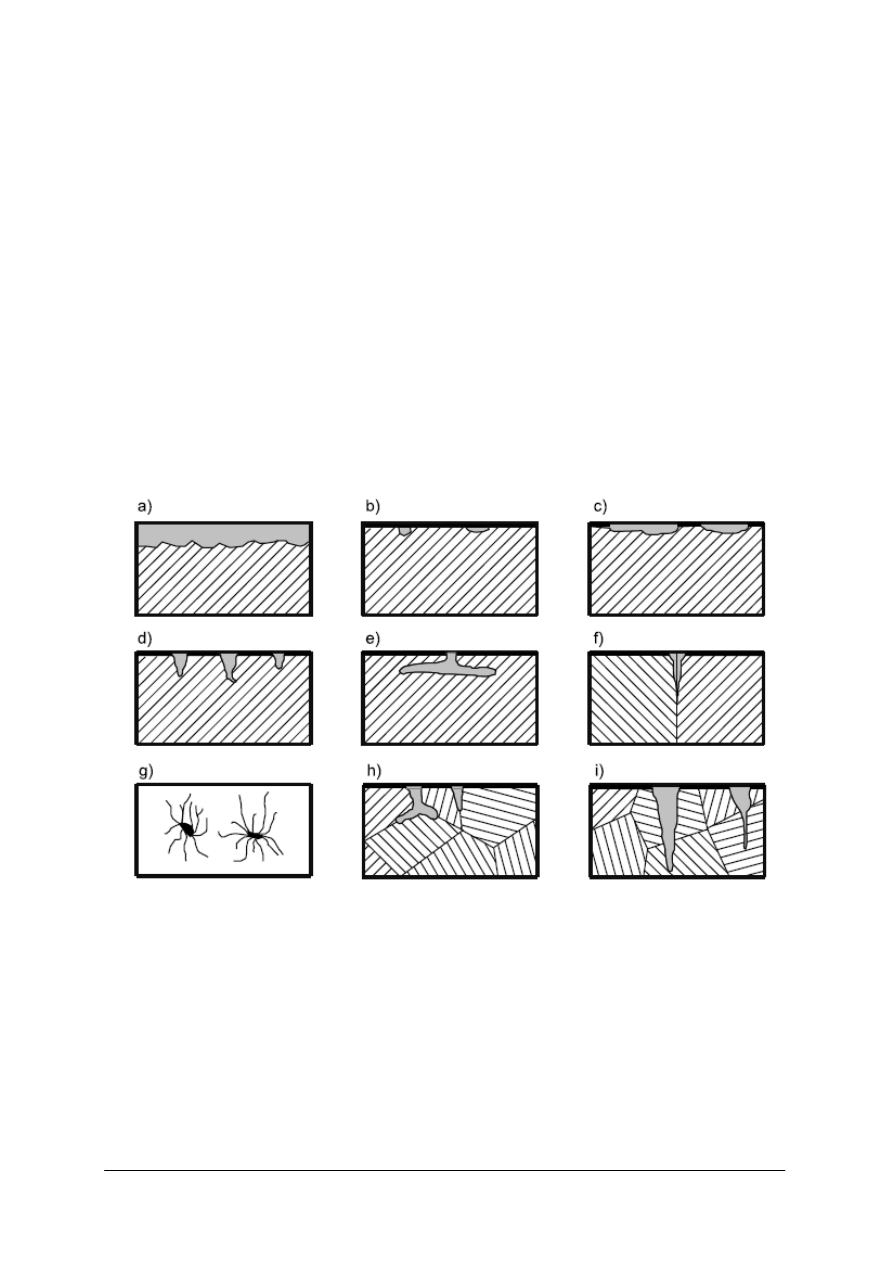
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
6. Jakie są metody ochrony przed korozja elektrochemiczną?
7. Na czym polega ochrona katodowa?
8. Na czym polega ochrona protektorowa?
9. Jakie mogą być rodzaje powłok ochronnych przed korozją?
10. Jakie zadania spełnia powłoka niemetaliczna w ochronie przed korozją?
4.5.3. Ćwiczenia
Ćwiczenie 1
Nazwij i opisz przedstawione na rysunku rodzaje korozji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze (lub w Internecie) przedstawione rodzaje korozji,
2) opisać przyczyny ich powstawania i cechy charakterystyczne,
3) przedstawić wykonane ćwiczenie nauczycielowi do sprawdzenia.
Wyposażenie stanowiska pracy:
−
literatura z rozdziału 6,
−
komputer z dostępem do Internetu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Ćwiczenie 2
Dobierz farby okrętowe (podkładową i nawierzchniową) do pomalowania konstrukcji
schodów na statku celem ich zabezpieczenia przed korozją.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w Internecie producentów farb okrętowych,
2) dobrać farbę podkładową i nawierzchniową do pomalowania konstrukcji schodów
znajdujących się w maszynowni statku,
3) wypisać cechy charakterystyczne tej farby i zalecenia producenta dotyczące stosowania,
4) dobrać farbę podkładową i nawierzchniową do pomalowania konstrukcji schodów
znajdujących się na pokładzie statku,
5) wypisać cechy charakterystyczne tej farby i zalecenia producenta dotyczące stosowania.
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu (katalog producenta farb okrętowych).
4.5.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) scharakteryzować rodzaje korozji?
2) omówić sposoby zabezpieczania przed korozją?
3) dobrać farbę do zabezpieczenia antykorozyjnego elementów statku?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
4.6. Paliwa i smary okrętowe
4.6.1. Materiał nauczania
Rodzaje paliw
Paliwem nazywamy ciało stałe, ciecz lub gaz wykorzystywane do uzyskania energii
cieplnej. Z tego względu paliwa dzieli się na paliwa stałe, ciekłe i gazowe.
Do paliw stałych zaliczamy węgiel kamienny, węgiel brunatny, koks, torf, drewno.
Do paliw ciekłych zaliczamy benzynę, naftę, benzol, olej napędowy, olej opałowy, spirytus.
Do paliw gazowych zaliczamy gaz ziemny, metan, etan, propan, butan, wodór.
Do napędu i wytwarzania energii na statkach wykorzystuje się głównie paliwa ciekłe.
Ropa naftowa
Głównym surowcem do produkcji paliw, olejów smarnych i smarów plastycznych jest
ropa naftowa. W zależności od miejsca wydobycia posiada ona różne właściwości.
Właściwości ropy naftowej warunkują proces wytwarzania paliw i smarów oraz wpływają na
ich ostateczne parametry.
Proces wytwarzania paliw i smarów przeprowadzany jest w rafineriach. W wyniku
rafinacji i następujących po niej procesów uszlachetniania otrzymuje się paliwa, oleje smarne i
smary plastyczne oraz wiele innych produktów ropopochodnych. W procesie rafinacji z ropy
uzyskuje się benzyny, nafty, oleje gazowe, paliwa lekkie, paliwa ciężkie i smoły.
Do wytwarzania paliw okrętowych wykorzystuje się głównie oleje gazowe, paliwa lekkie,
paliwa ciężkie.
Parametry paliw i smarów
Do wytwarzania energii na statkach oraz smarowania maszyn i urządzeń wykorzystuje się
wiele różnorodnych paliw, olejów smarnych i smarów plastycznych. Produkty te różnią się
parametrami. Każdy producent maszyn i urządzeń okrętowych, wykorzystujących paliwa, oleje
i smary, określa rodzaj i parametry paliw, olejów i smarów jakie mogą być stosowane.
Producent paliw, olejów i smarów musi więc spełniać wymagania producenta maszyn
i urządzeń, gdyż inaczej jego produkty nie mogą być stosowane na statkach.
Do podstawowych parametrów charakteryzujących paliwa i smary należą:
–
gęstość [kg/m
3
] – stosunek masy w kg do objętości w 1 m
3
,
–
lepkość – charakteryzuje opór jaki występuje przy przesuwaniu się względem siebie
dwóch warstw cieczy. Do określania lepkości stosuje się dwa parametry lepkości, są to:
lepkość dynamiczna i lepkość kinematyczna. Jednostką lepkości dynamicznej jest
paskalosekunda [Pas], lub niutonosekunda na metr kwadratowy [N s/m
2
] Jednostką
lepkości kinematycznej jest [m
2
/s] Ponadto lepkość kinematyczną określa się
w jednostkach zwanych centystokes [cSt = 10
-6
m
2
/s] oraz w stopniach Englera [
0
E]
–
temperatura zapłonu [
0
C] – jest to najniższa temperatura, w której ilość par wydzielonych
z danego produktu, ogrzewanego w ściśle określony sposób, jest wystarczająca do
wytworzenia z powietrzem mieszaniny zapalającej się przy zbliżeniu płomienia.
–
zawartość twardych asfaltów [%] – ilość substancji żywiczno-asfaltowych znajdujących
się w paliwie lub oleju smarowym, a nierozpuszczalnych w temperaturze 20ºC w benzynie
wzorcowej i alkoholu.
–
zawartość popiołu [%] – ilość substancji mineralnych, stanowiących pozostałość po
spaleniu,
–
zawartość wody [%] – ilość wody znajdującej się w produkcie naftowym,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
–
zawartość ciał stałych [%] – zawartość stałych ciał obcych, stanowiących zanieczyszczenia
mechaniczne paliwa lub oleju smarnego, nierozpuszczalne zarówno w badanym produkcie,
jak i w benzenie.
–
wartość opałowa – ilość energii zawartej w jednostce paliwa. Wartość opałową określa
się w [J/kg] – dla paliw stałych i ciekłych, [J/m
3
] – dla paliw gazowych.
Paliwa okrętowe
Jako paliwa okrętowe stosuje się głównie paliwa ciekłe. Wszystkie te paliwa (stosowane
do okrętowych silników wysokoprężnych) można podzielić na trzy zasadnicze grupy:
1. Oleje gazowe:
−
lekkie oleje gazowe (oznaczone według specyfikacji ISO 8217 symbolem DMX),
−
ciężkie oleje gazowe (oznaczone według specyfikacji ISO 8217 symbolem DMA).
2. Oleje napędowe (Marine Diesel Oil – MDO):
−
okrętowe oleje napędowe (oznaczone według specyfikacji ISO 8217 symbolem
DMB),
−
okrętowe oleje napędowe (oznaczone według specyfikacji ISO 8217 symbolem
DMC).
3. Oleje pozostałościowe (paliwa ciężkie) – wg stopni lepkości IFO, dzielą się na:.
−
paliwa pośrednie,
−
olej bunkrowy C,
−
ciężkie pozostałości.
Oleje pozostałościowe stosuje się również do opalania kotłów okrętowych. Często noszą
one nazwę olejów opałowych.
Podstawowym rodzajem paliwa aktualnie stosowanym w silnikach wysokoprężnych
napędu głównego i w silnikach pomocniczych są paliwa pozostałościowe zwane paliwami
ciężkimi. Głównym składnikiem tych paliw są pozostałości uzyskiwane z różnych procesów
technologicznych przeróbki ropy naftowej. Ponadto dodaje się do nich niewielkie ilości paliw
destylowanych.
Innym podziałem jest podział według stopnia gęstości lub lepkości. Paliwa te dzielą się na
trzy zasadnicze grupy, są to:
−
paliwa lekkie,
−
paliwa średnie,
−
paliwa ciężkie.
Oleje smarne
Wszystkie mineralne oleje smarne stosowane na statkach można podzielić na dwie grupy:
–
oleje smarne zwykłe (destylowane i rafinowane). Oleje nie zawierające żadnych dodatków
polepszających ich właściwości eksploatacyjne,
−
oleje smarne ulepszane (inhibitowane). Oleje rafinowane, zawierające specjalne dodatki
w postaci rozpuszczalnych lub nierozpuszczalnych w oleju związków chemicznych,
których zadaniem jest polepszenie poszczególnych własności oleju, takich jak: polepszenie
smarności oleju, obniżenie lepkości wskaźnika lepkości oleju, obniżenie temperatury
płynięcia oleju, utrzymywanie w czystości powierzchni smarowanych, zwiększoną
odporność na utlenianie, zmniejszone oddziaływanie korozyjne oleju, zmniejszenie
spieniania się oleju, zapewnienie smarowania przy dużych naciskach powierzchniowych,
neutralizację kwasów powstających przy spalaniu paliw zawierających siarkę.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Jeżeli wprowadzone dodatki do oleju polepszają jednocześnie kilka właściwości oleju,
noszą nazwę dodatków wielofunkcyjnych. Są to oleje typu HD (Heavy Duty). Oleje te
spełniają następujące zadania:
−
utrzymują cząsteczki sadzy i innych zanieczyszczeń przedostających się do oleju w stanie
rozproszonym, zapobiegając ich koagulacji i osadzaniu w silniku w postaci szlamu
olejowego,
−
zapobiegają tworzeniu się osadu na tłoku, w strefie pierścieni tłokowych,
−
przeciwdziałają powstawaniu kwasowych produktów spalania paliw zawierających siarkę,
−
przedłużają okres pracy oleju w silniku dzięki zwiększeniu jego odporności na starzenie
(utlenianie).
Odrębną grupę olejów stanowią oleje syntetyczne. W olejach syntetycznych olej bazowy
jest uzyskiwany za drodze syntezy chemicznej, której wynikiem jest olej o z góry zaplanowanej
budowie i właściwościach. Wytwarza się również oleje półsyntetyczne, stanowiące mieszankę
olejów syntetycznych i mineralnych.
Inną klasyfikacją olejów smarnych jest klasyfikacja pod względem budowy chemicznej.
Oleje te dzielą się na :
−
oleje typu parafinowego,
−
oleje typu naftenowego,
−
oleje typu aromatycznego.
Ponadto oleje smarne klasyfikuje się według lepkości i jakości.
Zgodnie z klasyfikacją olejów silnikowych według klas lepkości SAE, wszystkie oleje
stosowane w silnikach spalinowych dzieli się na sześć klas „zimowych” oznaczonych
dodatkową literą [0W, 5W, 10W, 15W, 20W i 25W] oraz na pięć klas „letnich” [20, 30, 40, 50
i 60]
W eksploatacji statków stosuje się również inne oleje. Są to oleje: przekładniowe,
sprężarkowe, turbinowe, hydrauliczne, transformatorowe. Do tych olejów obowiązuje
klasyfikacja wg ISO 3448 odpowiadająca normom ASTM 2422 i DIN 51519. Według tej
klasyfikacji lepkość oleju podaje się symbolem ISO VG i odpowiednią liczbą określająca klasę.
Zgodnie z klasyfikacją jakościową olejów silnikowych (API-ASTM-SAE 1970r.) oleje
dzielą się na:
−
oleje oznaczone literą S, przeznaczone wyłącznie dla silników z zapłonem iskrowym,
−
oleje oznaczone literą C, przeznaczone głównie dla silników wysokoprężnych.
Od roku 1993 wyróżnia się w grupie olejów S osiem klas jakościowych oznaczonych
symbolami: SA., SB, SC., SD, SE, SF, SG, SH, a w grupie olejów C siedem klas
oznaczonych: CA, CB, CC, CD, CDII, CE i CF.
Smary plastyczne
Smary plastyczne stanowią układy koloidalne (mieszaniny), oleju (najczęściej pochodzenia
mineralnego) i zagęszczacza, (mydła, bądź stałe węglowodory, jak na przykład parafina).
Klasyfikacja smarów plastycznych zależy od rodzaju zagęszczacza. Ze względu na rodzaj
zagęszczacza smary dzieli się na: wapniowe, sodowe, potasowe, litowe i glinowe.
Smary wapniowe. Ze względu na nie rozpuszczalność mydeł wapniowych użytych jako
zagęszczacz są one niewrażliwe na wodę, dzięki czemu stanowią doskonałe smary
uszczelniające. Smary tego typu są stosowane dla zakresu temperatur od 35 do 50
o
C.
Po stopieniu nie zachowują swej struktury i ulegają rozwarstwieniu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
Smary sodowe i potasowe. Smary te maja najczęściej strukturę włóknistą lub gąbczastą.
W odróżnieniu od smarów wapniowych są mało odporne na działanie wilgoci. W połączeniu
z wodą ulegają zemulgowaniu, tracąc swoją konsystencję. Mogą być stosowane w zakresie
temperatur od -30 do +120
o
C. Smary tego typu po roztopieniu i ochłodzeniu zachowują swoją
strukturę koloidalną.
Smary litowe. Smary te charakteryzują się przejrzystością i dużą jednorodnością. Mogą
być stosowane w szerokim zakresie temperatur od –40 do +140
o
C. Dodatkową zaletą jest
mała wrażliwość na wilgoć oraz niska zawartość popiołu. Po stopieniu i ochłodzeniu nie
zmieniają swojej struktury. Obecnie stosowane smary tego typu zawierają dodatki polepszające
ich własności antykorozyjne, jak i zapewniające prawidłowe smarowanie przy zwiększonych
naciskach powierzchniowych.
Smary glinowe. Smary glinowe mają konsystencję lepkiej, przeźroczystej galarety
i wykazują bardzo dobrą przyczepność do powierzchni smarowanych. Są one odporne na
działanie wody. Zakres temperatur stosowania wynosi od –35 do +100
o
C. Ze względu na
bardzo dobre własności antykorozyjne smary te stosowane są jako smary ochronne. Ich wadą
jest duży wzrost mięknienia smaru pod wpływem obciążenia.
Wazelina techniczna. Wazelina techniczna stanowi jeden z najpopularniejszych smarów
plastycznych używanych do konserwacji różnych części metalowych. Dobra wazelina
techniczna powinna topić się w temperaturze 30–40
o
C, powinna być chemicznie obojętna i nie
powinna zawierać wody. Wazelina jest odporna na działanie wody i utleniające działanie
powietrza. Po stopieniu i ochłodzeniu zachowuje swoją pierwotną strukturę.
4.6.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie rodzaje paliw zaliczamy do ciekłych?
2. Z jakiego surowca uzyskuje się paliwa i smary?
3. Jakie są podstawowe parametry paliw i smarów?
4. Jakie rodzaje paliw stosuje się na statkach?
5. Jakie są rodzaje olejów smarnych?
6. Co to są oleje syntetyczne?
7. Jakie są rodzaje smarów plastycznych?
4.6.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj ropę naftową pochodzącą z rożnych regionów świata.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w Internecie lub w literaturze charakterystykę ropy naftowej pochodzącej
z Bliskiego Wschodu, Wenezueli, Morza Północnego (lub z trzech innych rejonów
świata),
2) odczytać i wypisać ich cechy charakterystyczne,
3) przedstawić wykonane ćwiczenie nauczycielowi.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu.
Ćwiczenie 2
Scharakteryzuj wybrane paliwa okrętowe.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w Internecie lub w literaturze parametry trzech wybranych paliw okrętowych,
2) odczytać i wypisać ich parametry (oznaczenie, lepkość, gęstość, temperatura zapłonu,
zastosowanie),
3) przedstawić wykonane ćwiczenie nauczycielowi.
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu.
Ćwiczenie 3
Scharakteryzuj wybrane oleje smarne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w Internecie lub w literaturze parametry trzech wybranych olejów smarnych,
2) odczytać i wypisać ich parametry (oznaczenie, lepkość, gęstość, zastosowanie),
3) przedstawić wykonane ćwiczenie nauczycielowi.
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu.
Ćwiczenie 4
Scharakteryzuj wybrane smary plastyczne.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w Internecie lub w literaturze parametry trzech wybranych smarów
plastycznych,
2) odczytać i wypisać parametry (oznaczenie, lepkość, zastosowanie),
3) przedstawić wykonane ćwiczenie nauczycielowi.
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Ćwiczenie 5
Posługując się dokumentacją techniczną wybranego silnika okrętowego określ rodzaj
paliwa oraz oleje smarne i smary plastyczne potrzebne do eksploatacji.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) dobrać się w zespoły 2–3 osobowe,
2) opracować plan realizacji projektu,
3) odszukać w dokumentacji technicznej zastosowane paliwo,
4) odszukać w dokumentacji technicznej oleje smarne i smary plastyczne,
5) odczytać i wpisać w tabelę ich rodzaj,
6) sporządzić sprawozdanie z projektu,
7) zaprezentować projekt.
Wyposażenie stanowiska pracy:
−
dokumentacja techniczna silnika okrętowego (cześć dotycząca eksploatacji).
4.6.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) określić parametry paliw okrętowych?
2) określić parametry olejów smarnych stosowanych na statkach?
3) określić parametry smarów plastycznych stosowanych na statkach?
4) dobrać paliwo do silnika okrętowego?
5) dobrać olej smarny do smarowania silnika okrętowego?
6) dobrać
smar
plastyczny
do
smarowania
wybranego
urządzenia
zainstalowanego na statku?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.7. Woda na statkach
4.7.1. Materiał nauczania
Rodzaje wody występującej na statkach
Na statkach może być używana woda morska i woda słodka.
Wodę morską możemy podzielić na: wodę sanitarną (na starszych statkach), wodę
chłodzącą, wodę balastową. Wodę morską na statku wykorzystujemy do: chłodzenia
wszystkich urządzeń, gdzie dopuszczalne jest zastosowanie wody morskiej, wytwarzania wody
słodkiej w urządzeniach destylacyjnych, mycia pokładów, zbiorników, urządzeń sanitarnych i
innych celów np. do urządzeń przetwórczych na statkach rybackich.
Woda morska to roztwór wielu soli, występujących w różnych ilościach w zależności od
akwenu. Zmienia się również w znacznych granicach zasolenie wody morskiej od 1,2% dla
Morza Bałtyckiego, 2,5% do 2,7% dla wód oceanicznych aż do 26 % dla Morza Martwego.
W wodzie morskiej (jak również w wodzie słodkiej nieuzdatnionej) wraz ze wzrostem
temperatury wody spada rozpuszczalność zawartych soli, co powoduje ich wytrącanie (tworzy
się kamień kotłowy).
Ponadto, ze względu na zawarte w wodzie sole, woda morska powoduje korozję metali
(korozja elektrochemiczna). Aby jej zapobiec stosowane są zabezpieczenia np. w postaci
protektorów cynkowych.
Woda słodka na statkach używana jest do celów:
−
sanitarnych i spożywczych,
−
technicznych (woda słodka chłodząca, woda balastowa i zęzowa, woda kotłowa).
Woda do celów sanitarna. Jest to woda, którą zasilane są umywalki, wanny, prysznice
i pralnie.
Woda do celów spożywczych jest wodą pitną, stosowana do picia i gotowania.
Woda słodka chłodząca. Podstawowym warunkiem stosowania wody słodkiej w układach
chłodzących jest, aby w przestrzeniach wymiany ciepła nie tworzyła kamienia kotłowego oraz
by przeciwdziałała zjawiskom korozyjnym. W tym celu wykorzystuje się wodę z urządzeń
destylacyjnych na statku oraz dodaje się specjalne oleje antykorozyjne.
Woda balastowa i zęzowa. Woda balastowa to najczęściej woda morska pobrana do
zbiornika balastowego w celu dociążenia statku pustego (poprawienia jego stateczności) lub
uzyskania pożądanego przegłębienia statku załadowanego. Woda zęzowa jest wodą, która
zbiera się w zęzach statku.
Woda kotłowa jest wodą słodką uzdatnioną. To znaczy posiadającą parametry wymagane
do dobrej pracy kotłów okrętowych i silników. Wymagania dotyczące wody kotłowej
chłodzącej silnik główny i wtryskiwacze dotyczą zawartości jonów chlorkowych, wartości
wykładnika stężenia jonu oksoniowego (pH), zawartości inhibitorów korozji.
Wpływ zanieczyszczeń na prace maszyn i urządzeń okrętowych
Rezultatem obecności w wodzie zanieczyszczeń jest wytrącanie się osadów na ściankach
omywanych przez wodę oraz procesy korozyjne metali. Szczególnie niebezpieczne są osady
typu kamienistego (kamień kotłowy), które narastając warstwami na ściankach utrudniają
cyrkulacje wody i znacznie pogarszają przewodzenie ciepła w procesie odparowania

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
w kotłach. Podobnie groźna jest korozja, gdyż jej konsekwencją są częściowe lub całkowite
destrukcje urządzeń energetycznych i przemysłowych.
Kamień kotłowy. Sole wapnia magnezu oraz krzemionka wytrącając się z wody
w określonych warunkach fizykochemicznych mogą tworzyć osady typu kamienistego lub
szlamy. Kamień osadza się na ściankach kotła i w rurach, szlam stanowi zawiesinę, która
ostatecznie gromadzi się w części dennej układu wodnego. Osady kamieniste powodują
zmniejszenie przekrojów przepływowych i pogorszenie warunków przewodnictwa cieplnego,
a zatem zmniejszenie ogólnej sprawności urządzenia kotłowego. Może być również przyczyną
poważnych awarii.
Osadzania się kamienia na ściankach kotła unika się stosując uzdatnianie wody za pomocą
odpowiednich metod preparacyjnych i korekcyjnych. Preparowanie wody polega na usunięciu
zanieczyszczeń kamieniotwórczych przed wprowadzeniem wody do wnętrza kotła.
Korygowanie wody odbywa się wprost w kotle i polega na dodaniu do wody takich substancji,
które powodują wytracanie się zanieczyszczeń w postaci mułu kotłowego usuwanego w czasie
odmulania. Metody preparacyjne i korekcyjne dobiera się na podstawie pełnej analizy wody
w zależności od rodzaju i ilości zanieczyszczeń oraz konstrukcji i parametrów pracy kotła.
Preparowanie wody przed jej wpuszczeniem do kotła nazywa się „uzdatnianiem wody”. Proces
uzdatniania przeprowadza się w specjalnych urządzeniach do uzdatniania wody.
4.7.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Do jakich celów wykorzystuje się wodę morską na statkach?
2. Do jakich celów wykorzystuje się wodę słodką na statkach?
3. Jakie niekorzystne skutki powoduje woda morska?
4. Co należy zrobić w woda morską aby nadawała się do kotłów?
5. Jakie niekorzystne skutki powoduje kamień kotłowy osadzony na ściankach urządzeń?
6. Jak uniknąć osadzania się kamienia kotłowego na ściankach kotła?
4.7.3. Ćwiczenia
Ćwiczenie 1
Scharakteryzuj wodę morską.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w Internecie lub w literaturze charakterystykę wody morskiej,
2) odczytać i wypisać zawartość różnych soli,
3) przedstawić wykonane ćwiczenie nauczycielowi.
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu (literatura).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
Ćwiczenie 2
Określ parametry techniczne przykładowego urządzenia do uzdatniania wody do kotłów
okrętowych oraz nazwę i charakterystykę preparatu do wytracania zanieczyszczeń.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w Internecie lub w literaturze producentów urządzeń do uzdatniania wody,
2) odczytać i wypisać parametry urządzenia,
3) odszukać w Internecie lub w literaturze producentów preparatów do uzdatniania wody,
4) odczytać i wypisać ich nazwę i charakterystykę przykładowego preparatu,
5) przedstawić wykonane ćwiczenie nauczycielowi.
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu (literatura).
Ćwiczenie 3
Przeprowadź badanie twardości wody.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) odszukać w literaturze (lub instrukcji) sposób wykonania pomiaru twardości wody,
2) krótko opisać sposób badania,
3) pobrać instrukcję i zapoznać się z nią,
4) przygotować sprzęt i odczynniki zgodnie z instrukcją,
5) przygotować próbki wody uzdatnionej i zwykłej (np. z kranu)
6) zgłosić nauczycielowi gotowość wykonania ćwiczenia,
7) wykonać pomiary, zanotować wyniki.
Wyposażenie stanowiska pracy:
−
literatura na temat badania twardości wody,
−
instrukcja do ćwiczenia,
−
sprzęt i preparaty.
4.7.4. Sprawdzian postępów
Czy potrafisz:
Tak Nie
1) sklasyfikować rodzaje wody morskiej występującej na statku?
2) sklasyfikować rodzaje wody słodkiej występującej na statku?
3) określić skład wody morskiej?
4) dobrać urządzenie do uzdatniania wody?
5) przeprowadzić badanie twardości wody?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Udzielaj odpowiedzi na załączonej karcie odpowiedzi.
5. W przypadku odpowiedzi zbliżonych wybierz tę, która wydaje ci się najlepsza.
6. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
7. Kiedy udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci czas wolny.
8. Na rozwiązanie testu masz 60 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Na własności metali i ich stopów największy wpływ ma
a) rozmiar kryształów.
b) miejsce atomów w sieci krystalicznej.
c) deformacje kryształów, rodzaje faz i granic międzyfazowych.
d) liczba atomów wtórnych w strukturze pierwotnej kryształu.
2. Najwyższą zawartość żelaza posiada ruda
a) syderyt.
b) limonit.
c) hematyt.
d) magnetyt.
3. Proces wytwarzania stali zwykłej jakości przebiega w następujących etapach
a) wytop surówki, oczyszczanie stali w piecach stalowniczych np. metodą Tomasa.
b) wytop surówki metodą Bessemera, oczyszczanie stali w piecach stalowniczych,
np. metodą Martina.
c) wytop surówki, uszlachetnianie w walcowniach.
d) wytop w wielkim piecu, odlewanie w kęsiska.
4. Metoda wzbogacania rudy miedzi polegająca na zmieleniu rudy, zmieszaniu jej z wodą,
zebraniu piany, jej wysuszeniu i wyprażeniu nazywa się
a) uwadnianie rudy.
b) flotacja.
c) wytwarzanie kamienia miedziowego.
d) rafinacja rudy.
5. Stal to stop o żelaza z węglem zawierający
a) ponad 4% węgla.
b) 2% do 3,6% węgla.
c) 0% do 2% węgla.
d) do 1% węgla.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
6. Stale odporne na korozję dzielą się na
a) nierdzewne, kwasoodporne.
b) nierdzewne, żaroodporne, żarowytrzymałe.
c) odporne na korozję, nierdzewne, kwasoodporne.
d) nierdzewne, kwasoodporne, żaroodporne.
7. Zgodnie z normą PN-EN stali stale pracującą pod ciśnieniem oznacza się
a) literą C.
b) literą P.
c) literami MPa.
d) podając ciśnienie pracy.
8. Symbol HS6-5-2-5 oznacza
a) żeliwo znormalizowane.
b) staliwo znormalizowane.
c) stal jakościową.
d) stal szybkotnącą.
9. Symbol CuZn40Mn3Fe oznacza
a. stop mosiądzu.
b) stop brązu.
c) stop miedzi.
d) stop aluminium.
10. Tworzywo sztuczne utworzone z co najmniej dwóch składników (z włókna szklanego
i żywicy) nazywa się
a) laminat epoksydowy.
b) klej epoksydowy.
c) laminat epoksydowo-szklany.
d) laminat szklany.
11. Odlewanie polegające na zalewaniu ciekłym metalem formy wykonanej jako skorupa
nazywa się
a) odlewaniem w formach jednorazowych.
b) odlewaniem kokilowym.
c) odlewaniem metodą traconego wosku.
d) odlewaniem skorupowym.
12. Wyżarzanie rekrystalizujące polega na
a) nagrzaniu materiału do temperatury wyższej od temperatury początku rekrystalizacji,
wygrzaniu w tej temperaturze i powolnym schłodzeniu.
b) nagrzaniu materiału do temperatury ponad 1450
°
C i powolnym schłodzeniu.
c) nagrzaniu materiału do temperatury wyższej od temperatury początku rekrystalizacji,
wygrzaniu w tej temperaturze i szybkim schłodzeniu.
d) nagrzaniu materiału do temperatury początku topnienia, wygrzaniu w tej
temperaturze i powolnym schłodzeniu.
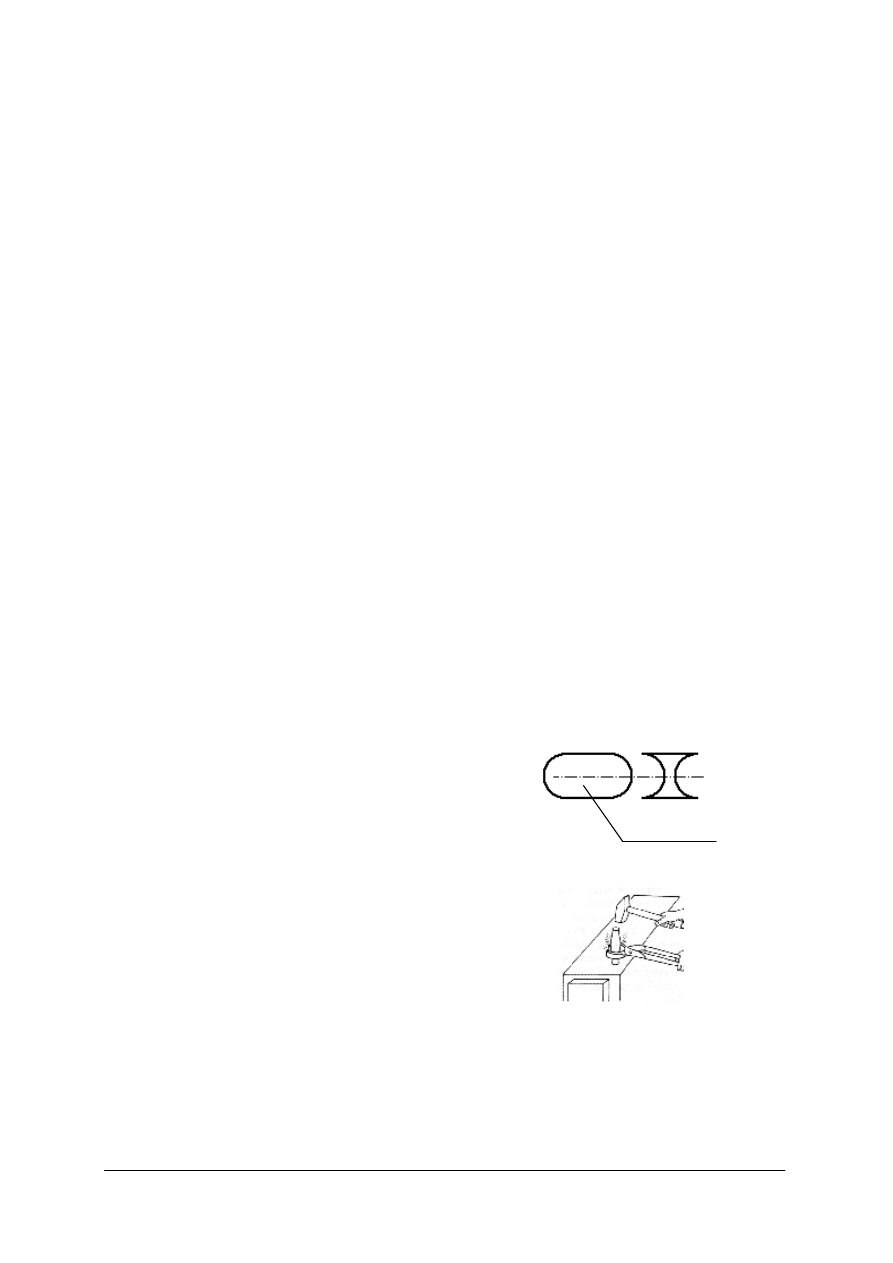
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
13. Celem hartowania jest
a) podwyższenie twardości bez zmiany wytrzymałości.
b) podwyższenie twardości i wytrzymałości stali.
c) podwyższenie wytrzymałości stali bez zmiany twardości.
d) podwyższenie plastyczności stali.
14. Ulepszenie cieplne jest zabiegiem składającym się z procesów
a) wyżarzania i odpuszczania wysokiego.
b) hartowania i odpuszczania wysokiego.
c) hartowania i kucia na gorąco.
d) hartowania i walcowania.
15. Azotowanie jest procesem obróbki cieplno chemicznej polegającym na
a) wprowadzeniu do warstwy wierzchniej stali azotu, który wypłucze z warstwy
wierzchniej stali miękkie cząstki.
b) wprowadzeniu do warstwy wierzchniej stali azotu celem związania szkodliwych
związków siarki.
c) nałożeniu warstwy azotków podczas walcowania stali.
d) wprowadzeniu do warstwy wierzchniej stali azotu, który tworząc odpowiednie
związki przyczynia się do uzyskania bardzo twardej i odpornej na ścieranie warstwy
wierzchniej.
16. Obróbka plastyczna metali na gorąco lub na zimno, wykonywana ręcznie lub
mechanicznie, podczas której nadaje się przedmiotom kształt przez uderzenie młota nosi
nazwę
a) tłoczenie.
b) wyciskanie.
c) obróbka udarowa.
d) kucie.
17. Przedstawiona na rysunku operacja nazywa się
a) wycinaniem.
b) ucinaniem.
c) odcinaniem.
d) przycinaniem.
18. Przedstawiona na rysunku operacja kucia ręcznego nazywa się
a) pogrubianiem.
b) dziurowaniem.
c) zgrzewaniem.
d) spęczaniem.
19. Proces polegający na niszczącym działaniu cieczy w przypadku gdy występuje przepływ
prądu nazywamy
a) erozją elektrochemiczną.
b) korozją elektrochemiczną,
c) korozją chemiczną.
d) korozją atmosferyczną.
odpad

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
61
20. Ochroną polegającą na podłączeniu do elementów konstrukcji narażonych na korozję
ujemnego bieguna źródła prądu stałego o niewielkim napięciu nazywamy
a) ochroną protektorową.
b) ochroną katodową.
c) ochroną anodową.
d) ochrona elektrochemiczną.
21. Lepkość kinematyczna jest wyrażana w
a) N
⋅
s /m
2
.
b) cSt.
c) m
3
/s.
d) Nm.
22. Oleje typu HD (Heavy Duty)
a) nie zawierają inhibitorów,
b) zawierają inhibitory,
c) poddawane są procesowi destylacji,
d) stosowane w napędach hydraulicznych.
23. Aby zapobiec korozji elektrochemicznej powstającej w wyniku styku zasolonej wody
morskiej z poszyciem kadłuba statku należy zastosować zabezpieczenia w postaci
a) pokrycia kadłuba grubą warstwą farby antykorozyjnej.
b) zamontowania na zewnętrznym poszyciu kadłuba protektorów cynkowych.
c) zamontowania na zewnętrznym poszyciu kadłuba protektorów obojętnych
elektrycznie.
d) pomalowania kadłuba specjalną farbą cynkową.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
62
KARTA ODPOWIEDZI
Imię i nazwisko..........................................................................................
Stosowanie materiałów konstrukcyjnych oraz eksploatacyjnych
Zakreśl poprawną odpowiedź
.
Nr
zadania
Odpowiedź
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
21
a
b
c
d
22
a
b
c
d
23
a
b
c
d
Razem:

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
63
6. LITERATURA
1. Dobrzyński L. A.: Metaloznawstwo z podstawami nauki o materiałach. WNT,
Warszawa 1999
2. Dretkiewicz-Więch J.: Materiałoznawstwo. Materiały do ćwiczeń. Technologia ogólna.
Zeszyt I. OBR Pomocy Naukowych i Sprzętu Szkolnego, Warszawa 1993
3. Górski E., Herdzik J.: Poradnik motorzysty okrętowego. Trademar, Gdynia 1995
4. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP, Warszawa
2006
5. Mizerski J.: Spawanie. Wiadomości podstawowe. Podręcznik dla spawaczy i personelu
nadzoru spawalniczego. REA, Warszawa 2005
6. Urbański P.: Palowa i smary. Politechnika Gdańska, Gdańsk 1997
7. Wojtkun F., Bukała W.: Materiałoznawstwo – cz. 1 i 2 . WSiP, Warszawa 1999
8. Zając B.: Poradnik dla nauczycieli materiałoznawstwa. WSiP, Warszawa 2000
9. Zawora J.: Podstawy technologii maszyn. WSiP, Warszawa 2006
10. Zych A.: Materiały własne autora
11. www.prs.pl
12. Przepisy budowy i klasyfikacji statków
Wyszukiwarka
Podobne podstrony:
03 Stosowanie materiałów konstrukcyjnych
~$stosowanie materialow konstrukcyjnych zaliczenie wyklad 2011 doc
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
13-02-20-list-otwarty-smieci, Nauka, materialy z Konstrukcji betonowych
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
Materia y konstrukcyjne tworzywa polimerowe i kompozyty stosowane Kopia
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
02 Rozpoznawanie materiałów stosowanych w maszynach
Materiały stosowane na konstrukcje
02 Określanie właściwości materiałów konstrukcyjnych
Określanie właściwości materiałów konstrukcyjnych i eksploatacyjnych stosowanych w drogownictwie
Materiały konstrukcyjne
Dobór materiałów konstrukcyjnych – projekt oprawki do okularów
Dobieranie materiałów konstrukcyjnych u
pdf wykład 02 budowa materii, podstawowe prawa chemiczne 2014
Utwardzanie wydzieleniowe stopów aluminium, WAT, LOTNICTWO I KOSMONAUTYKA, WAT - 1 rok lotnictwo, co
więcej podobnych podstron