„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
MINISTERSTWO EDUKACJI
NARODOWEJ
Tomasz Jagiełło
Stosowanie materiałów konstrukcyjnych
i eksploatacyjnych 723[03].O1.03
Poradnik dla ucznia
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy
Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
1
Recenzenci:
mgr inż. Andrzej Kulka
mgr inż. Piotr Nowak
Opracowanie redakcyjne:
mgr inż. Tomasz Jagiełło
Konsultacja:
mgr inż. Andrzej Kacperczyk
Poradnik stanowi obudowę dydaktyczną programu jednostki modułowej 723[03].O1.03.
,,Stosowanie materiałów konstrukcyjnych i eksploatacyjnych”, zawartego w modułowym
programie nauczania dla zawodu mechanik-operator pojazdów i maszyn rolniczych.
Wydawca
Instytut Technologii Eksploatacji – Państwowy Instytut Badawczy, Radom 2007

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
2
SPIS TREŚCI
1. Wprowadzenie
3
2. Wymagania wstępne
5
3. Cele kształcenia
6
4. Materiał nauczania
7
4.1. Materiały konstrukcyjne
7
4.1.1. Materiał nauczania
7
4.1.2. Pytania sprawdzające
17
4.1.3. Ćwiczenia
18
4.1.4. Sprawdzian postępów
19
4.2. Materiały eksploatacyjne
20
4.2.1. Materiał nauczania
20
4.2.2. Pytania sprawdzające
30
4.2.3. Ćwiczenia
30
4.2.4. Sprawdzian postępów
31
4.3. Pomiary warsztatowe. Tolerancje i pasowania
32
4.3.1. Materiał nauczania
32
4.3.2. Pytania sprawdzające
42
4.3.3. Ćwiczenia
42
4.3.4. Sprawdzian postępów
44
4.4. Ochrona przed korozją. Zasady ochrony środowiska w zakresie
stosowania materiałów konstrukcyjnych i eksploatacyjnych
45
4.4.1. Materiał nauczania
45
4.4.2. Pytania sprawdzające
53
4.4.3. Ćwiczenia
53
4.4.4. Sprawdzian postępów
55
5. Sprawdzian osiągnięć
56
6. Literatura
60

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
3
1. WPROWADZENIE
Poradnik ten pomoże Ci poznać zasady stosowania materiałów konstrukcyjnych
i eksploatacyjnych w technice, a także wykształcić podstawowe umiejętności z tego zakresu.
Poradnik zawiera:
−
wymagania wstępne, czyli wykaz umiejętności, jakie powinieneś opanować przed
przystąpieniem do realizacji jednostki modułowej,
−
cele kształcenia, czyli wykaz umiejętności, jakie ukształtujesz podczas jej realizacji,
−
materiał nauczania, który umożliwi Ci samodzielne przygotowanie się do wykonywania
ćwiczeń i zaliczenie sprawdzianów,
−
pytania sprawdzające, które pomogą Ci sprawdzić, czy już opanowałeś zamieszczony
materiał nauczania z zakresu stosowania materiałów konstrukcyjnych i eksploatacyjnych
w technice,
−
ćwiczenia, które ułatwią Ci nabycie umiejętności praktycznych,
−
sprawdzian postępów, który pozwoli Ci na samodzielne określenie opanowania
wymaganych umiejętności i wiadomości po zakończeniu każdego rozdziału materiału
nauczania,
−
sprawdzian osiągnięć ucznia, czyli przykładowy zestaw zadań testowych, który służy do
oceny poziomu opanowania umiejętności i wiadomości z zakresu całej jednostki,
−
wykaz literatury.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
4
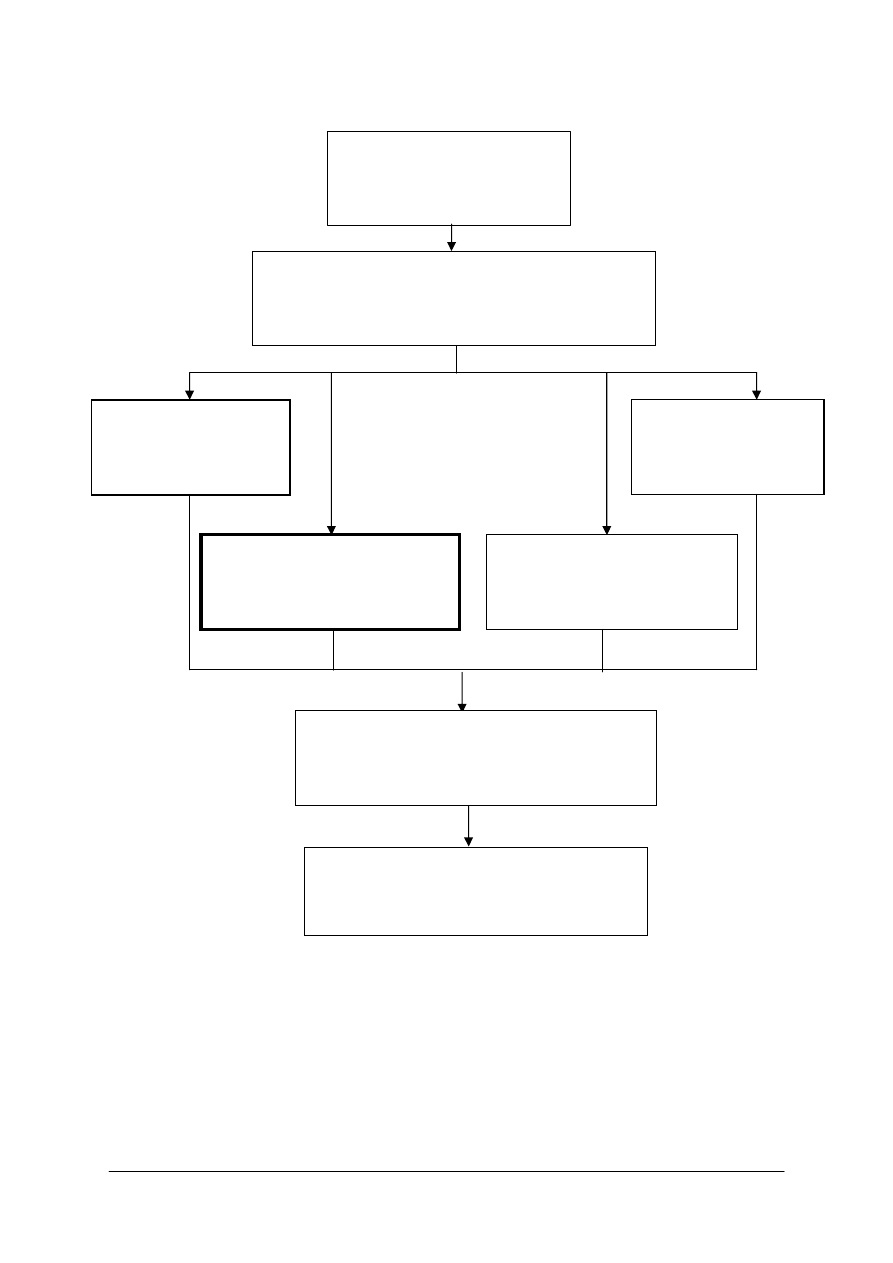
Schemat układu jednostek modułowych
723[03].O1
Podstawy techniki ogólnej
723[03].O1.02
Posługiwanie się
dokumentacją
techniczną
723[03].O1.05
Wykonywanie operacji
obróbki skrawaniem
723[03].O1.03
Stosowanie materiałów
konstrukcyjnych
i eksploatacyjnych
723[03].O1.04
Wykonywanie operacji
techniczno-technologicznych
723[03].O1.07
Obsługiwanie maszyn i urządzeń
elektrycznych
723[03].O1.06
Analizowanie obwodów elektrycznych
i elektronicznych
723[03].O1.01
Stosowanie przepisów bezpieczeństwa i higieny
pracy, ochrony przeciwpożarowej oraz ochrony
środowiska
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
5
2. WYMAGANIA WSTĘPNE
Przystępując do realizacji programu jednostki modułowej, powinieneś umieć:
−
rozpoznawać i przewidywać zagrożenia bezpieczeństwa w środowisku pracy oraz
wskazywać sposoby ich usunięcia,
−
stosować
procedury
udzielania
pierwszej
pomocy
osobom
poszkodowanym
w wypadkach,
−
dobierać środki ochrony indywidualnej do wykonywanych prac,
−
stosować przepisy bezpiecznej pracy z urządzeniami mechanicznymi i elektrycznymi,
−
reagować w przypadku zagrożenia pożarowego zgodnie z instrukcją przeciwpożarową,
−
stosować podręczny sprzęt oraz środki gaśnicze zgodnie z zasadami ochrony
przeciwpożarowej,
−
stosować zasady ochrony środowiska obowiązujące na stanowisku pracy,
−
udzielać pierwszej pomocy w stanach zagrożenia życia lub zdrowia,
−
odczytywać rysunki techniczne,
−
odczytywać na rysunkach technicznych oznaczenia chropowatości powierzchni,
tolerancję kształtu i położenia, pasowania, rodzaj obróbki powierzchni i powłoki
ochronne,
−
odczytywać dokumentację techniczno-ruchową, konstrukcyjną i technologiczną,
−
odczytywać typowe schematy mechaniczne i elektryczne,
−
korzystać z norm rysunku technicznego,
−
stosować technikę komputerową do powielania i archiwizowania informacji rysunkowej.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
6
3. CELE KSZTAŁCENIA
W wyniku realizacji programu jednostki modułowej powinieneś umieć:
−
sklasyfikować i rozróżnić materiały konstrukcyjne metalowe (stopy żelaza i metali
nieżelaznych),
−
sklasyfikować i rozróżnić materiały konstrukcyjne niemetalowe (tworzywa sztuczne,
materiały uszczelniające, materiały cierne),
−
określić właściwości fizyczne, chemiczne, mechaniczne i technologiczne materiałów
konstrukcyjnych oraz ich zastosowanie,
−
sklasyfikować i rozróżnić materiały eksploatacyjne (smary i oleje hydrauliczne, lakiery
i środki konserwujące),
−
określić właściwości chemiczne i technologiczne materiałów eksploatacyjnych oraz ich
zastosowanie,
−
określić przeznaczenie typowych przyrządów pomiarowych stosowanych w praktyce
warsztatowej,
−
określić właściwości metrologiczne przyrządów pomiarowych,
−
dobrać przyrządy pomiarowe i wykonać pomiary podstawowych wielkości fizycznych
i geometrycznych,
−
wyjaśnić istotę tolerancji, pasowania i chropowatości powierzchni oraz zastosować układ
tolerancji i pasowań,
−
odczytać i interpretować wyniki pomiarów,
−
rozpoznać zjawiska korozyjne i ich skutki oraz dobrać sposoby zapobiegania korozji,
−
rozróżnić i dobrać powłoki ochronne,
−
stosować przepisy bezpieczeństwa i higieny pracy, ochrony przeciwpożarowej i ochrony
środowiska podczas dobierania materiałów eksploatacyjnych.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
7
4. MATERIAŁ NAUCZANIA
4.1. Materiały konstrukcyjne
4.1.1. Materiał nauczania
Metale
Pierwiastki występujące w przyrodzie można ogólnie podzielić na metale i niemetale.
Grupa metali odznacza się pewnymi charakterystycznymi dla niej właściwościami. Są to
m.in.: metaliczny połysk, sprężystość, plastyczność, nieprzezroczystość, dobra przewodność
cieplna i elektryczna, a także pewna mechaniczna wytrzymałość oraz łatwość obróbki. Jednak
okazuje się, że niektóre z tych cech mogą w pewnych warunkach przejawiać również
niemetale, a z kolei niektóre metale niekiedy tracą właściwości przypisane metalom. Dlatego
też właściwości metali uważa się raczej za cechy pewnego stanu, a nie za trwałe właściwości
przypisywane określonym pierwiastkom.
Pierwiastki metaliczne występują w przyrodzie przeważnie w postaci rud. Na drodze
różnych procesów metalurgicznych są one przerabiane na czyste metale. Z powodu swoich
bardzo dobrych właściwości mechanicznych metale są powszechnie wykorzystywane do
produkcji maszyn, urządzeń i wielu innych wyrobów, a także jako materiały konstrukcyjne
w budownictwie.
Właściwości fizyczne metali
Metale charakteryzują niżej zdefiniowane właściwości fizyczne.
Gęstość (masa właściwa) określa stosunek masy do objętości. Wyraża się ją w [kg/m
3
].
Gęstość jest cechą charakterystyczną każdej substancji, służy m.in. do obliczania masy
i ciężaru określonej objętości substancji. Przykładem metalu o dużej gęstości jest platyna
[21,45 g/cm
3
], natomiast metal o małej gęstości to aluminium [2,7 g/cm
3
].
Temperatura topnienia to taka temperatura, przy której kryształy (z których zbudowana jest
substancja) zamieniają się w ciecz. Wyrażana jest w stopniach Kelwina [K] lub
Celsjusza [°C]. Metalem łatwo topliwymi jest ołów [327°C], trudno topliwym wolfram
[3422°C].
Rozszerzalność cieplna przejawia się w zwiększaniu wymiarów liniowych i objętościowych
pod wpływem wzrostu temperatury i zmniejszaniu się ich przy chłodzeniu.
Przewodność cieplna to zdolność do przewodzenia ciepła. Dzięki tej właściwości metale
szybko się nagrzewają i szybko tracą ciepło.
Przewodność elektryczna to zdolność do przewodzenia prądu. To zjawisko przebiega za
pośrednictwem elektronów. Dobrymi przewodnikami są m.in.: złoto, srebro, miedź,
aluminium.
Właściwości mechaniczne metali
Właściwości mechaniczne mają zasadnicze znaczenie dla trwałości wszelkich konstrukcji
metalowych stosowanych w technice. Określają one zdolność metali do przeciwstawiania się
działaniu na nie sił zewnętrznych.
Właściwości mechaniczne są określane przez niżej określone cechy.
Wytrzymałość to opór stawiany przez materiał sile, która usiłuje go rozdzielić lub zmienić
jego kształt. W zależności od sposobu działania siły można rozróżnić wytrzymałość na
rozciąganie (R
r
), na ściskanie (R
c
), na zginanie (R
a
), na skręcanie (R
s
) oraz na ścinanie (R
t
).
Miarą wytrzymałości jest stosunek siły do pola powierzchni, na którą ta siła działa. Wyraża
się ją w [N/mm
2
].
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
8
Twardość jest to odporność materiału na odkształcenia trwałe, powstające wskutek wciskania
weń wgłębnika. Twardość materiałów jest wartością pozwalającą na określenie zmian
zachodzących od powierzchni w głąb materiału. Twardość można mierzyć różnymi
metodami: Brinella, Rockwella, Vickersa, Poldiego i Shore'a.
Metoda Brinella polega na wgniataniu twardej kalibrowanej kulki stalowej o określonej
średnicy w płaską, wygładzoną część przedmiotu. Kulka pozostawia na przedmiocie trwały
ślad w postaci wgłębienia (odcisk). Jego wielkość pośrednio służy do określenia twardości
danego materiału. Do pomiaru twardości służy specjalny twardościomierz. Twardość
określoną sposobem Brinella oznacza się HB.
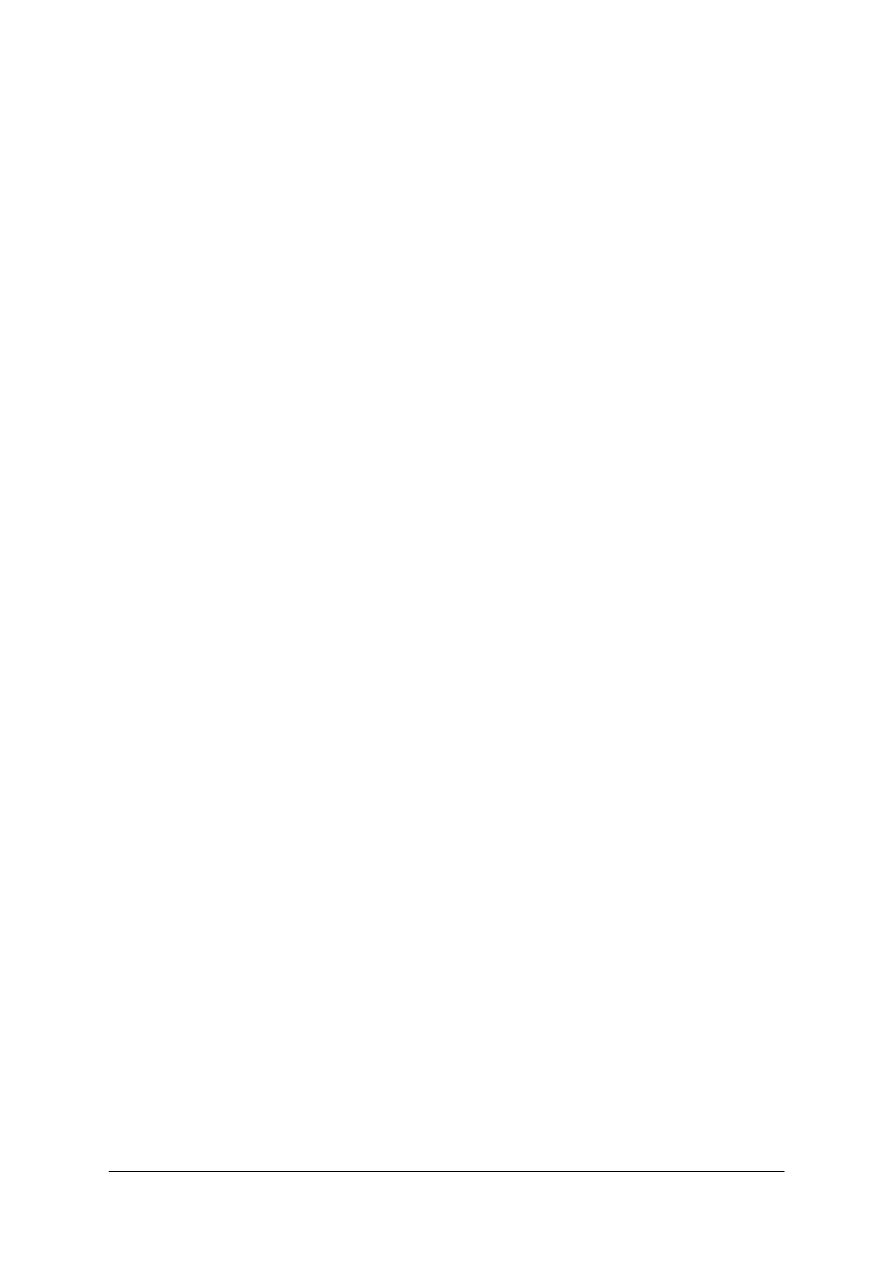
Rys. 1. Twardościomierz Rockwella 1) wieszak, 2) obciążniki, 3) wgłębnik, 4) badany materiał, 5) pryzma,
6) śruba, 7) korbka, 8) koło, 9) czujnik, 10) zwalniacz, 11) dźwignia, 12) amortyzator olejowy [7, s. 95]
Metoda Rockwella pozwala na badanie przedmiotów cienkościennych i małych. Pomiar
twardości polega na wciskaniu w badany metal stożka diamentowego o kącie
wierzchołkowym 120° lub kulki stalowej o średnicy 1/16 cala. Twardość określa się
z głębokości odcisku w badanym metalu. Twardość określoną tą metodą oznacza się [HRC].
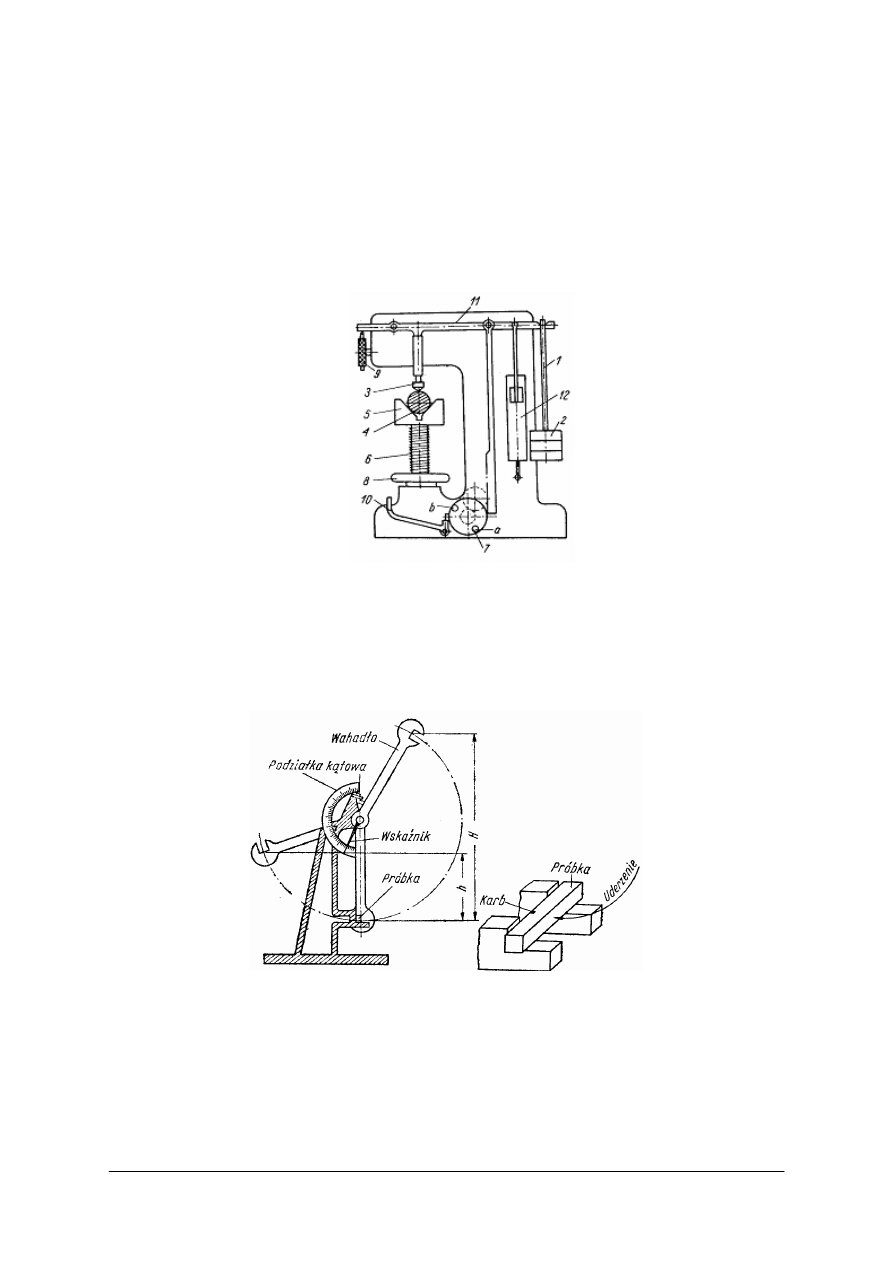
Rys. 2. Młot Charpy’ego [16, s. 313]
Udarność to odporność materiału na uderzenie lub nagłe obciążenie. Udarność materiału
zależy od składu chemicznego badanego materiału, ale także od obróbki plastycznej i cieplnej
jakiej ten materiał został poddany. Na przykład stale zahartowane wykazują znacznie
mniejszą udarność niż stale wyżarzone, a stale twarde mniejszą udarność niż stale miękkie.
Na zmniejszenie udarności stali ma duży wpływ zawartość domieszek fosforu. Próba

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
9
udarności polega na złamaniu próbki, specjalnie przygotowanej z karbem, jednorazowym
uderzeniem młota wahadłowego (najczęściej stosuje się młot Charpy'ego).
Właściwości technologiczne
Właściwości technologiczne metali, decydują o wyborze metod ich obróbki. Do
właściwości technologicznych metali zalicza się m.in.: skrawalność, ścieralność, własności
odlewnicze oraz własności plastyczne.
Skrawalność jest to podatność materiałów na obróbkę skrawaniem. Skrawalność zależy
pośrednio od twardości metalu. Metale miękkie mają lepszą skrawalność od metali twardych.
Ścieralność określa zdolność materiału do zużywania się jako skutek tarcia.
Spawalność to podatność metalu do tworzenia złącz spawanych. Zależy ona od składu
chemicznego materiału spawanego, rodzaju spoiwa, rodzaju spawania.
Kowalność to podatność metali na obróbkę kuźniczą.
Plastyczność jest to zdolność do zmiany kształtu pod wpływem kucia, tłoczenia, czy też
walcowania.
Metale żelazne i ich stopy
Żelazo pozyskuje się z rud żelaza w trakcie wytapiania surówek w piecach hutniczych.
Najbardziej znane rudy żelaza to magnetyt (zawiera 60-72% żelaza), hematyt (40-56%),
limonit (20-45%) i syderyt (25-39%). Do tzw. wielkiego pieca oprócz rudy żelaza ładuje się
również materiały wsadowe, którymi są koks i topniki. Koks pełni rolę paliwa, a topniki
(kamień wapienny i palone wapno) odprowadzają do żużla w procesie wytopu niepotrzebne
domieszki. Wydzielanie czystego żelaza z jego rud w czasie procesu wielkopiecowego
głównie polega na odłączeniu tlenu od tlenków żelaza (proces redukcji).
Stop żelaza z węglem jest to taki stop, w którym węgiel jest rozpuszczony w żelazie. Węgiel
w tym stopie może występować w dwóch postaciach:
–
węgla czystego czyli grafitu,
–
węglika żelaza zwanego cementytem.
Z wielkiego pieca otrzymuje się surówkę. Jej nazwa pochodzi stąd, że jest to dopiero
surowiec przewidziany do dalszej przeróbki. Surówka hutnicza odlewana jest w postaci
bloczków zwanych gąskami. Bezpośredni wpływ na budowę surówki mają jej skład
chemiczny i szybkość chłodzenia. Ze względu na budowę (strukturę) rozróżnia się
następujące surówki:
–
białą, (o białym przełomie), zawierająca węgiel wyłącznie w stanie związanym w postaci
cementytu, charakteryzuje się dużą twardością i kruchością, jest produktem wyjściowym
do wytwarzania stali i staliwa,
–
szarą, (o szarym przełomie), zawierająca węgiel w stanie wolnym, w postaci grafitu, jest
miękka, charakteryzuje się dużą lejnością, jest wyjściowym produktem do produkcji
żeliwa,
–
pstrą (tzw. połowiczną), zawierająca węgiel zarówno w stanie związanym, jak i wolnym.
Klasyfikacja stali
Stalą nazywa się stop żelaza z węglem, w którym zawartość węgla nie przekracza
wartości 2 %. Stal można otrzymywać w procesie tzw. świeżenia surówki białej (proces
Simensa-Martina w piecu martenowskim). Pierwotnie w surówce znajduje się 4,5% węgla,
oraz liczne zanieczyszczenia. Świeżenie oznacza wypalanie szkodliwych domieszek
i obniżenie zawartości węgla. Stal w nowoczesnych hutach uzyskuje się w piecach
konwertorowych, łukowych lub próżniowych. Pozwalają one uzyskać stal wysokiej jakości.
W celu uzyskania specjalnych właściwości stali wprowadza się do jej składu domieszki
dodatkowych pierwiastków (tzw. składniki stopowe). Do składników stopowych
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
10
podnoszących jakość stali należą następujące pierwiastki: chrom, nikiel, mangan, wolfram,
miedź, molibden, tytan, wanad. Pierwiastki takie jak tlen, azot, siarka oraz wtrącenia
niemetaliczne, głównie tlenków siarki, fosforu zanieczyszczają stal i obniżają jej jakość.
Wyroby stalowe dostępne są w postaci znormalizowanych i różnorodnych wyrobów
hutniczych: wlewek, prętów okrągłych, kwadratowych, sześciokątnych, rur okrągłych, profili
zamkniętych i otwartych (płaskowniki, kątowniki, ceowniki, teowniki, dwuteowniki), a także
blach. Uwzględniając przeznaczenie stali, dzieli się ją na:
–
stale konstrukcyjne (węglowe i stopowe),
–
stale narzędziowe (węglowe, stopowe do pracy na zimno, stopowe do pracy na gorąco,
szybkotnące),
–
stale specjalne (nierdzewne, kwasoodporne, żaroodporne).
Stali konstrukcyjnej używa się do budowy konstrukcji stalowych oraz części urządzeń
i maszyn o typowym przeznaczeniu. Gdy konstrukcja lub element urządzenia pracuje
w trudnych lub ekstremalnych warunkach atmosferycznych, wytrzymałościowych lub
cieplnych, stosuje się stale specjalne (stale resorowe, sprężynowe, łożyskowe itp.).
Stal narzędziowa służy do produkcji narzędzi, elementów przyrządów pomiarowych oraz
odpowiedzialnych uchwytów. Stale narzędziowe charakteryzują się wysoką twardością,
odpornością na ścieranie, niewielką odkształcalnością i niewrażliwością na przegrzanie.
Cechy te gwarantuje wysoka zawartość węgla i odpowiednia obróbka cieplna, oraz użycie
odpowiednich dodatków stopowych. W zależności od warunków pracy narzędzia wyróżnia
się stale narzędziowe do pracy na zimno (do 200°C) i do pracy na gorąco. Specjalną grupę
tworzą tzw. stale szybkotnące.
Stal specjalna – to rodzaj stali przeznaczonej do specjalnych zastosowań. Stale specjalne są
bardzo drogie, gdyż zawierają dużą ilość dodatków stopowych, wymagają skomplikowanej
obróbki cieplnej oraz wysokiego reżimu obróbki. Stalami specjalnymi są m.in. stale
nierdzewne, kwasoodporne, żaroodporne, o specjalnych właściwościach magnetycznych,
odporne na zużycie.
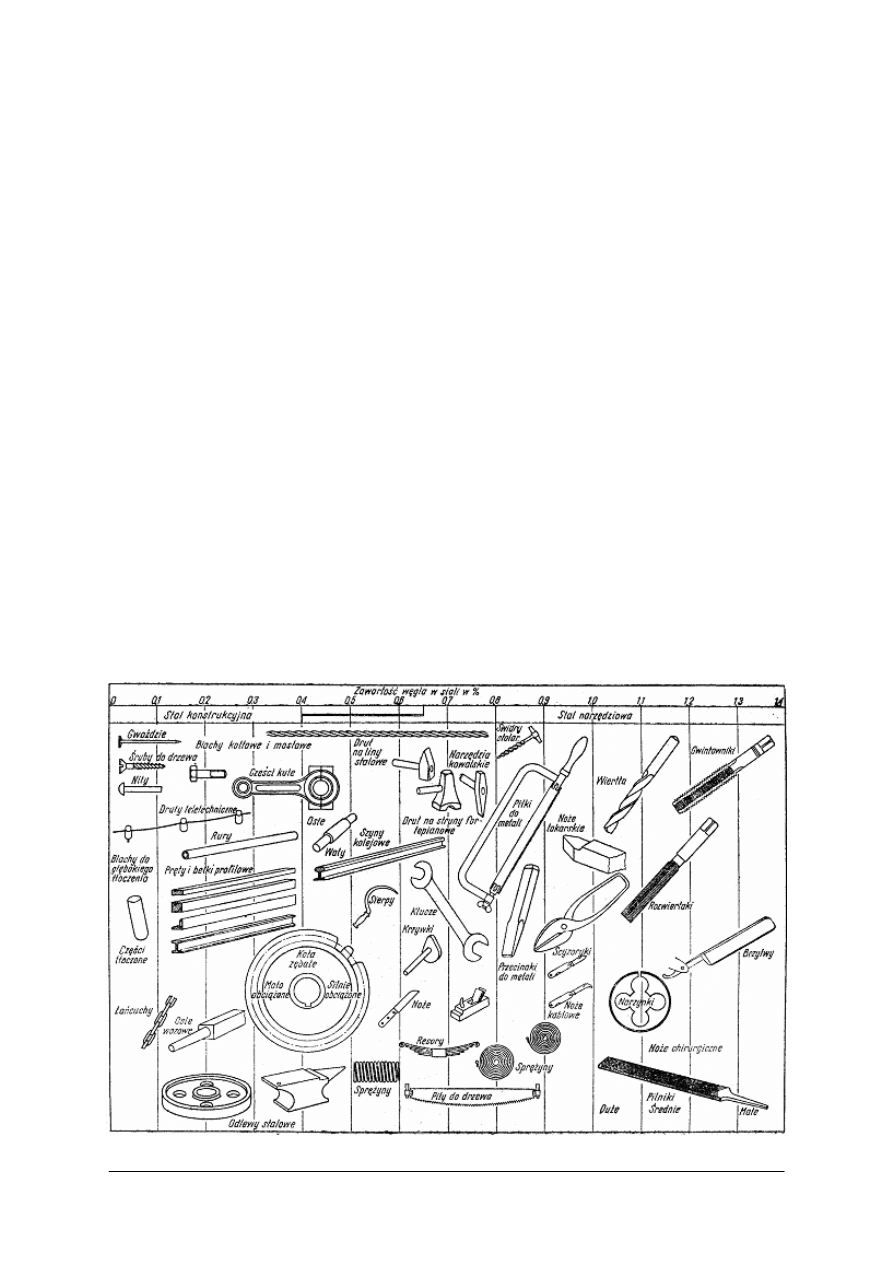
Rys. 3. Zastosowanie stali węglowych w zależności od procentowej zawartości węgla [16, s. 333]

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
11
Uwzględniając skład chemiczny stali, klasyfikuje się je na:
–
stale węglowe,
–
stale stopowe.
Stale węglowe to takie, w których głównym składnikiem wywierającym wpływ na własności
mechaniczne stali jest węgiel. Zależność jest następująca, im większa zawartość węgla
w stali, tym większa jest jej wytrzymałość, twardość, zaś mniejsza plastyczność. Stale
węglowe dzieli się na niskowęglowe (zawartość węgla do 0,25%), średniowęglowe (0,25-
0,60%) i wysokowęglowe (0,60-2%). Pod względem jakości stale wśród stali węglowych
wyróżnia się stale pospolitej jakości (z dużą ilością szkodliwych domieszek siarki i fosforu),
zwykłej i podwyższonej jakości.
Stale stopowe od stali węglowych różnią się tym, że celowo do ich składu wprowadza się
różne pierwiastki (nieżelazne metale, krzem), które pozwalają nadać stali specjalne
właściwości. Nazwy poszczególnych stali tworzy się od nazw głównych składników
stopowych np.: stal chromowa, stal chromowo-niklowa, stal wanadowa itp. Dzięki
składnikom stopowym nim można uzyskać stal: o zwiększonej wytrzymałości, odporną na
korozję, żaroodporną itp.
Oznaczanie stali
Sposób oznaczania poszczególnych stali został szczegółowo ustalony w Polskich
Normach. Gatunki i rodzaje stali są umownie oznaczane literami i cyframi.
Stale konstrukcyjne węglowe zwykłej jakości w zależności od składu chemicznego
i właściwości mechanicznych oznacza się literami „St” z cyfrą od 0 do 7 oznaczającej kolejny
gatunek stali (np. St0, St1, St2 itd., do St7).
Stale konstrukcyjne węglowe zwykłej jakości o określonym składzie chemicznym
oznacza się MSt9, MSt1, do MSt7. Symbol stali konstrukcyjnych węglowych zwykłej
jakości, przydatnych do spawania zakończony jest literą „S” (np.: St3S). Stale konstrukcyjne
wyższej jakości oznacza się liczbą dwucyfrową, która określa średnią zawartość węgla w stali
(np.: stal 08 zawiera 0,05 do 0,11% węgla, a stal 25 zawiera 0,22 do 0,30% węgla).
Stale konstrukcyjne stopowe do nawęglania składa się z cyfr i liter. Pierwsze dwie cyfry
oznaczają średnią zawartość węgla w stali, natomiast litery określają rodzaj pierwiastków
stopowych według następującego porządku: G – mangan, H – chrom, J – aluminium,
N – nikiel, B – bor, M – molibden, T – tytan, F – wanad, W – wolfram, D – miedź,
Z – krzemochromowolfram, P – chromonikiel.
Oznaczenie stali narzędziowych rozpoczyna się dużą literą „N”. Po niej następuje
dwucyfrowa liczba określająca średnią zawartość węgla w stali. Jeżeli na końcu symbolu
pojawia się litera E, oznacza to stal płytko hartującą się. Stale głęboko hartujące się nie mają
na końcu symbolu żadnej litery (np.: N12E stal narzędziowa, płytko hartująca się, o średniej
zawartości węgla 1,2% - zwykle używana do wyrobu pilników, noży, N9 – stal narzędziowa,
głęboko hartująca się, o zawartości węgla 0,9% używana do wyrabiania gwintowników,
przebijaków).
Oznaczenie stali narzędziowych stopowych do pracy na zimno składa się z liter; „N”
i liter oznaczających zawarte w stali najważniejsze pierwiastki stopowe (np.: NV – stal
narzędziowa, stopowa do pracy na zimno - wanadowa). Oznaczenie stali narzędziowych
stopowych do pracy na gorąco składa się z liter; „W” i liter oznaczających zawarte w stali
najważniejsze pierwiastki stopowe (np.: WV – stal narzędziowa, stopowa do pracy na gorąco
- wanadowa). Oznaczenie stali narzędziowych stopowych szybkotnących rozpoczyna się
literą „S” (np.: SW stal szybkotnąca wolframowa, SV stal szybkotnąca wanadowa).
Stale do produkcji rur są oznaczone symbolami „R” (np.: R35, R45)
Przykłady stali o podwyższonej wytrzymałości 18G2, 18G2A i 18G2AV. Stale
trudnordzewiejące są oznaczone symbolami 10HA, 10H, 12HIJA, 12PJA.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
12
Nowe oznaczanie stali wg norm PN-EN
W normach PN-EN stosowane są dwa systemy oznaczania stali:
–
system literowo-cyfrowy (PN-EN 10027-1:1994),
–
system cyfrowy (PN-EN 10027-2:1994).
Każdy gatunek stali ma nadany znak i numer, który jednoznacznie identyfikuje tylko
jeden materiał. W przypadku systemu literowo cyfrowego symbole literowe są odpowiednio
dobrane tak, że wskazują na główne cechy stali np. zastosowanie, własności mechaniczne,
skład chemiczny. Umożliwia to łatwe identyfikowanie poszczególnych gatunków stali.
W przypadku oznaczania stali w systemie cyfrowym każdy gatunek stali ma nadany numer
składający się z pięciu cyfr, który można stosować zamiast znaku stali. Numer gatunku stali
nadaje Europejskie biuro rejestracyjne. Pierwsza cyfra w numerze „1” oznacza, że jest to stal,
dwie następne oznaczają grupę stali, a dwie końcowe wyróżniają konkretny gatunek w grupie.
(Przykład: „1.4541” oznacza stal odporną na korozję ze specjalnymi dodatkami).
Stale oznaczane wg ich zastosowania i właściwości mechanicznych i fizycznych
W tym przypadku znak zawiera symbole główne np: S stale konstrukcyjne, P stale
pracujące pod ciśnieniem, E stale maszynowe. (Przykład: stal S185 zastosowanie:
konstrukcje nitowane i łączone śrubami pracujące w temperaturze otoczenia).
Stale niestopowe. Znak stali składa się z następujących symboli: litery C, liczby określającej
100-krotną wartość wymaganej zawartości procentowej węgla. (Przykład: stal C45U
zastosowanie: proste narzędzia ręczne, młotki zwykłe i kowalskie, kowadła, pomocnicze
narzędzia kowalskie itp.).
Stale stopowe. Znak stali składa się z następujących symboli literowych i liczbowych: litery
X, liczby określającej 100-krotną wartość wymaganej zawartości procentowej węgla, symboli
chemicznych oznaczających składniki stopowe stali, liczb oznaczających średni procent
zawartości pierwiastków stopowych. (Przykład: stal X5CrNi18-10 zastosowanie:
w przemyśle chemicznym, przetwórstwa spożywczego, zbiorniki, pompy, rurociągi, implanty
medyczne, naczynia).
Stale szybkotnące. Znak stali składa się z: liter HS, liczby oznaczającą średnie procentowe
zawartości pierwiastków stopowych, zaokrąglone do liczby całkowitej i oddzielone kreska
poziomą w następującym porządku: wolfram (W)-molibden (Mo)-wanad (v)-kobalt (Co)
(Przykład: stal HS2-9-2 zastosowanie: wiertła spiralne, frezy, narzynki i gwintowniki,
narzędzia do obróbki kół zębatych).
Staliwo
Jest to stal w postaci lanej, o zawartości węgla od 0,1 do 0,6%, odlana w formie
o określonym kształcie. Odlew po zakrzepnięciu może być poddany dalszej obróbce
skrawaniem lub cieplnej.
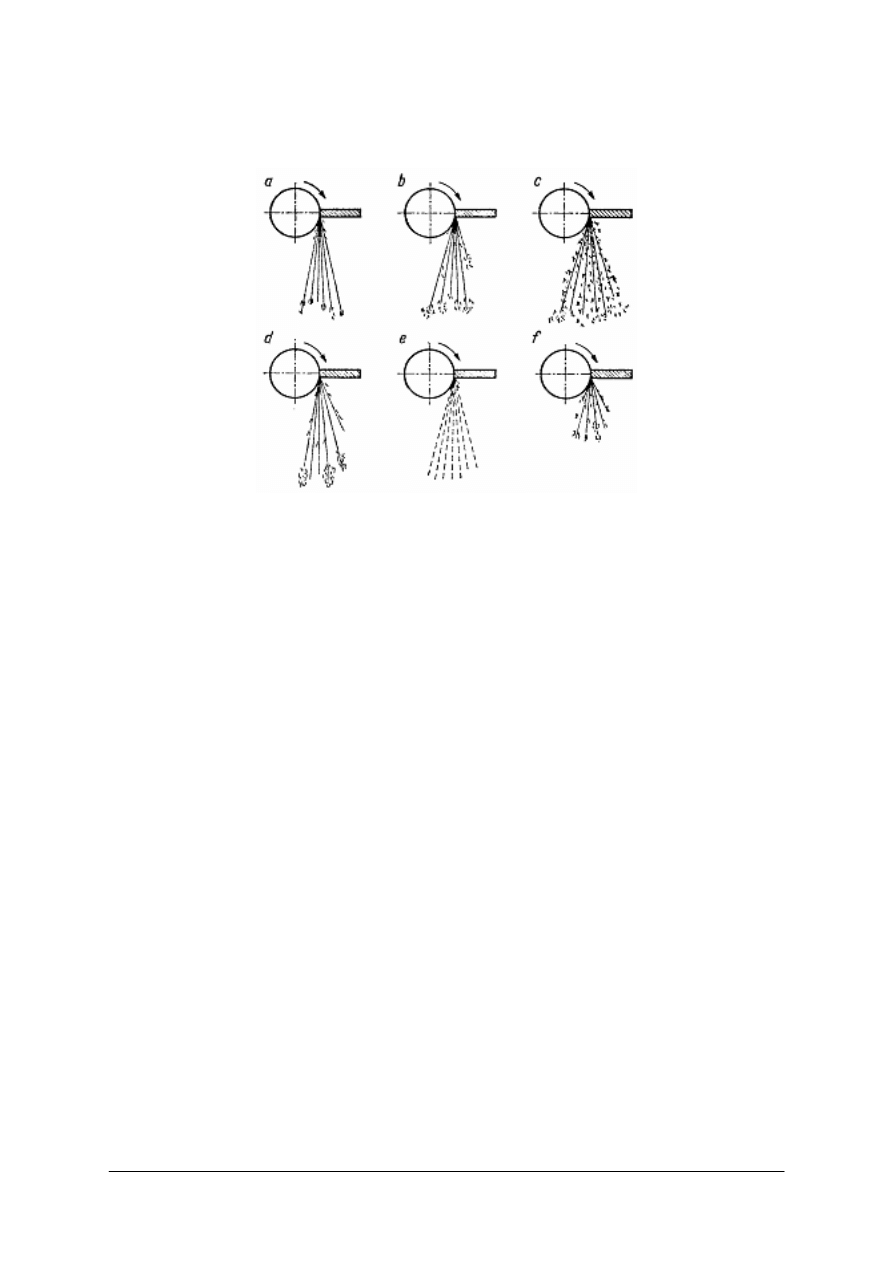
Rozpoznawanie jakości stali metodami warsztatowymi.
W warunkach warsztatowych w pewnym przybliżeniu można określić jakość stali jaką
dysponujemy. Jednym ze sposobów jest obserwacja barwy i kształtu iskier powstających
podczas szlifowania. Podczas szlifowania stali miękkiej powstają iskry białe i długie.
W przypadku szlifowania stali o zwartości węgla do 0,6% powstają iskry jasnożółte
o niewielkiej ilości gwiazdek. Ze stali o zawartości węgla ponad 0,6% podczas szlifowania
powstaje duży snop iskier w kształcie gwiazdek o żółtym kolorze. Jeżeli szlifujemy stal
specjalną, powstają iskry kolorowe. W przypadku stali wolframowej czerwone, a chromowo-
wolframowej biało-czerwone z żółtymi punktami. Inna metoda określenia zawartości węgla
w stali polega na wnikliwym obejrzeniu przełomu próbki. Stal o małej zawartości węgla
będzie miała przełom włóknisty i barwę srebrzystoszarą.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
13
Badanie twardości metalu w warunkach warsztatowych polega na nacięciu próbki
materiału pilnikiem.
Rys. 4. Badanie składu chemicznego stali przez iskrzenie a) stal niskowęglowa, b) średniowęglowa,
c) narzędziowa, d) żeliwo, e) szybkotnąca, f) manganowa [16, s. 316]
Żeliwo
Jest to stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką i innymi
składnikami zawierający od 2% do 3,6% węgla w postaci cementytu lub grafitu.
Występowanie konkretnej postaci węgla zależy od szybkości chłodzenia. Żeliwo otrzymuje
się przez przetapianie surówki z dodatkami złomu stalowego lub żeliwnego w piecach
zwanych żeliwniakami. Tak powstały materiał stosuje się do wykonywania odlewów. Żeliwo
charakteryzuje się niewielkim skurczem odlewniczym, łatwością wypełniania form, a po
zastygnięciu dość dobrą obrabialnością. W celu usunięcia ewentualnych ostrych krawędzi
i pozostałości formy odlewniczej wyroby odlewnicze po zastygnięciu poddaje się obróbce
mechanicznej przez szlifowanie. Odlew poddaje się także procesowi sezonowania, którego
celem jest zmniejszenie wewnętrznych naprężeń. Bez tego zabiegu wewnętrzne naprężenia
mogłyby doprowadzić do odkształceń wyrobu lub nawet jego uszkodzenia. Żeliwo dzięki
wysokiej zawartości węgla posiada wysoką odporność na korozję.
W technice stosuje się różne rodzaje żeliwa.
Żeliwo szare to rodzaj żeliwa w którym węgiel występuje w postaci grafitu. Nazwa jego
pochodzi od faktu, iż jego przełom ma szary kolor. Uznawane za żeliwo wyższej jakości, jest
bardziej ciągliwe, łatwiej obrabialne, charakteryzuje się dobrą lejnością i posiada mniejszy
skurcz odlewniczy niż żeliwo białe.
Żeliwo białe to żeliwo w którym węgiel występuje w postaci kruchego cementytu. Nazwa
jego pochodzi od faktu, iż jego przełom ma jasnoszary kolor. Uznawane za żeliwo niższej
jakości, jest mniej ciągliwe, gorzej obrabialne, charakteryzuje się nie najlepszą lejnością
i posiada większy skurcz odlewniczy, niż żeliwo szare. Jest to żeliwo kruche i nieobrabialne,
nie nadaje się na części konstrukcyjne. Jest materiałem wyjściowym do otrzymywania żeliwa
ciągliwego.
Żeliwo ciągliwe to żeliwo otrzymane w wyniku długotrwałego wyżarzania żeliwa białego.
Żeliwo takie posiada bardzo dobre własności wytrzymałościowe, porównywalne do stali.
Żeliwo stopowe to takie żeliwo, do którego w celu modyfikacji jego własności fizycznych
i chemicznych dodawane są dodatki stopowe takie jak krzem, nikiel, chrom, molibden,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
14
aluminium i inne. Istnieją następujące typy żeliw stopowych: żeliwo odporne na korozję,
żeliwo kwasoodporne, żeliwo żaroodporne.
Przykłady żeliw stopowych:
–
silal - przeznaczone na odlewane elementy do pracy w temperaturach dochodzących do
600–800°C, wadą silalu jest wysoka kruchość,
–
nicrosilal - podobne do silalu z większym dodatkiem niklu. Charakteryzuje się większą
żaroodopornością i lepszymi charakterystykami wytrzymałościowymi,
–
niresist - cechuje się wysoką żaroodpornością, a zarazem odpornością na korozję.
Metale nieżelazne i ich stopy
W technice najczęściej wykorzystuje się metale nieżelazne takie jak: cyna, miedź,
aluminium, ołów, nikiel, cynk. Ponieważ metale nieżelazne są dość drogie, często zastępuje
się je ich stopami.
Aluminium (Al.) zwane również glinem, jest lekkim metalem o barwie srebrzystobiałej. Jest
odporny na wpływy atmosferyczne, a także działanie słabych kwasów, alkoholi i tłuszczów.
Charakteryzuje się dobrą przewodnością elektryczną i cieplną, a także dobrą kowalnością
i lejnością. Stosuje się go do wyrobu przewodów elektrycznych, różnego rodzaju zbiorników,
armatury, naczyń mleczarskich. Ma także duże zastosowanie jako składnik stopów z innymi
metalami.
Cyna (Sn) jest bardzo miękkim metalem o barwie szarej. Cyna poprzez zabieg cynowania lub
bielenia stosowana jest do pokrywania warstwą ochronną stali i miedzi. Dokonuje się tego
przez zanurzenie części pobielanej w roztopionej cynie. Cyna jest składnikiem stopowym
brązu i spiżu. Jest także wykorzystywana w stopach łożyskowych i stopach do lutowania.
Cynk (Zn) jest metalem o barwie srebrzystej z odcieniem błękitnym. Jest bardzo odporny na
działanie powietrza i wilgoci, daje się łatwo przerabiać na blachy, pręty, folie i drut. Cynk
wykorzystuje się do tworzenia warstw ochronnych na wyrobach żelaznych (cynkowanie).
Stosuje się go również jako składnik w stopach.
Chrom (Cr) jest metalem o barwie srebrzystej z niebieskawym odcieniem. Jest twardy,
trudno topliwy. Dzięki niewidocznej powłoce tlenku którym się pokrywa
jest odporny na
korozję. Stosowany jest jako składnik stopowy, a także do ozdobnego pokrywania
galwanicznego (chromowania) wyrobów stalowych i mosiężnych.
Kadm (Cd) o własnościach podobnych do własności cynku. Jest używany jako składnik
stopowy.
Kobalt (Co) metal srebrzystobiały, o niebieskawym połysku, kowalny, ciągliwy,
ferromagnetyczny, trudnotopliwy. Odporny na działanie czynników atmosferycznych.
Nikiel (Ni) jest metalem o srebrzystobiałej barwie z lekkim żółtawym odcieniem. Jest
odporny na korozję i niektóre kwasy. Nikiel jest ciągliwy i plastyczny. Stosowany jest do
galwanicznego pokrywania (niklowania) innych metali. Ma szerokie zastosowanie jako
składnik stali stopowych, brązów i mosiądzów.
Miedź (Cu) jest plastycznym metalem o jasnoczerwonej barwie. Po długotrwałym działaniu
warunków atmosferycznych pokrywa się zielonym nalotem. Miedź jest dobrym
przewodnikiem prądu elektrycznego i ciepła. Używana jest do wyrobu przewodów
elektrycznych, uzwojeń silników elektrycznych i prądnic. Miedź znajduje również duże
zastosowanie
do
pokrywania
przedmiotów
stalowych,
cynkowych,
cynowych
i aluminiowych, przed chromowaniem lub niklowaniem. Z miedzi wykonuje się elementy
urządzeń grzewczych, chłodniczych itp. Miedź jest głównym składnikiem stopowym takich
stopów jak: mosiądze, brązy, spiże.
Ołów jest metalem o barwie szarej, miękkim i odpornym na działanie kwasów i zasad. Jest
składnikiem wielu stopów. Stosuje się go w przemyśle chemicznym do sporządzania naczyń
i armatury do kwasów, w przemyśle elektrotechnicznym do wykonywania płyt
akumulatorowych. Bywa również stosowany w formie różnego rodzaju obciążników.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
15
Stopy metali nieżelaznych
Stopy aluminium ze względu na małą masę właściwą noszą nazwę stopów lekkich. Z tego
względu oraz dzięki dobrym właściwościom wytrzymałościowym znajdują szerokie
zastosowanie w przemyśle maszynowym. Najbardziej znanymi stopami aluminiowymi są
duraluminium i silumin.
–
Duraluminium (dural) jest stopem aluminium, miedzi, magnezu i manganu
z domieszkami żelaza i krzemu. Odznacza się dużą twardością, wytrzymałością i małą
masą właściwą. Duraluminium jest stopem, który znalazł szerokie zastosowanie
w przemyśle motoryzacyjnym i lotniczym.
–
Silumin jest odmianą stopu aluminiowego, która oprócz aluminium zawiera duże ilości
krzemu oraz niewielkie ilości miedzi, magnezu i manganu. Silumin jest stopem
stosowanym do wyrobu elementów silników spalinowych (tłoków), części pomp
i armatury chemicznej.
Stopy miedzi
Najbardziej znanymi stopami miedzi są brązy i mosiądze.
–
Brąz to stop miedzi z cyną (brązy cynowe), miedzi z ołowiem (brązy ołowiowe) lub
miedzi z aluminium (brązy aluminiowe). Brązy są odporne na ścieranie oraz na działanie
związków chemicznych. Stosowane są na tulejki, panewki łożysk ślizgowych, części
armatury, zawory pomp itp.
–
Mosiądz jest stopem miedzi z cynkiem. Barwa mosiądzu zależnie od zawartości miedzi
zmienia się od żółtej do czerwono-żółtej. Stosowany jest do wyrobu armatury
wodociągowej, przewodów paliwowych, części elektrotechnicznych, przyrządów
optycznych i instrumentów muzycznych.
Stopy łożyskowe
Są to stopy służące do wylewania panewek łożyskowych. Stopy te powinny
charakteryzować
się
odpowiednimi
właściwościami
mechanicznymi
do
pracy
w podwyższonej temperaturze łożyska, małym współczynnikiem tarcia, dużą odpornością na
ścieranie, odpornością na kwasy znajdujące się w smarach. Najczęściej stosowanymi stopami
łożyskowymi są:
–
stopy cynowe (stosowane w łożyskach samochodów, ciągników i innych łożyskach
mocno obciążonych),
–
stopy cynowo-ołowiowe, (używane w łożyskach mniej obciążonych, np. w maszynach
rolniczych),
–
brązy cynowe (stosowane na odlewy panewek),
–
brązy ołowiowe (stosowane do łożysk pracujących pod dużym obciążeniem).
Inne materiały
Kompozyty
Są to takie materiały, dla otrzymania których połączono składniki o różnych
właściwościach w wyniku czego otrzymano właściwości albo wyższe albo dodatkowe
w stosunku do składników wziętych osobno lub zmieszanych tylko razem. Do najbardziej
znanych kompozytów należą żelazobeton, eternit, szkło zbrojone siatką metalową, węgliki
spiekane, włókna szklane, węglowe, kevlar (z którego przędzie się włókna o bardzo wysokiej
odporności mechanicznej na rozciąganie) i inne. Kompozyty pozwalają na otrzymywanie
lekkich, mocnych i elastycznych konstrukcji.
Węgliki spiekane
Węgliki spiekane metali, zwane także spiekami, są sprasowanymi pod dużym ciśnieniem
proszkami metalurgicznymi, w następnej kolejności spieczone w piecach w temperaturze

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
16
ok. 1400°C. Wykorzystuje się proszki węglika wolframu, tytanu, tantalu i wanadu.
Odznaczają się bardzo wysoką twardością zbliżoną do twardości diamentu, nawet w bardzo
wysokich temperaturach. Węgliki używane są w produkcji narzędzi do obróbki skrawaniem,
gdzie przybierają postać płytek stanowiących nakładki na ostrza noży tokarskich, frezów itp.
Tworzywa sztuczne
Tworzywa sztuczne są wielkocząsteczkowymi związkami organicznymi otrzymywanymi
przez chemiczną przeróbkę surowców pochodzenia naturalnego (roślinnego lub zwierzęcego)
bądź też metodą syntezy z produktów chemicznej przeróbki węgla, ropy naftowej lub gazu
ziemnego. Materiały oparte na polimerach syntetycznych, często zastępują tradycyjne
materiały takie jak drewno, ceramika, metal, kauczuk naturalny. Tworzywa sztuczne mogą
być półproduktami (np. żywice poliestrowe) lub jako wyroby gotowe. W
skład
tworzyw
sztucznych wchodzą oprócz polimerów także plastyfikatory (zmiękczacze), wypełniacze
(zmieniające właściwości mechaniczne) oraz substancje barwiące.
Uwzględniając właściwości tworzyw sztucznych można je sklasyfikować jako:
–
duromery, czyli tworzywa twarde, trudnotopliwe, o wysokiej odporności mechanicznej,
służące często jako materiały konstrukcyjne (tzw. sztuczne metale); niektóre duromery
zastępują też materiały ceramiczne,
–
plastomery, tworzywa popularnie zwane termoplastami, mniej sztywne od duromerów,
łatwotopliwe i zwykle rozpuszczalne; dzięki ich topliwości można je przetwarzać
poprzez topienie i wtryskiwanie do form lub wytłaczanie, dzięki czemu można z nich
uzyskać bardzo skomplikowane kształty; stosowane np. jako obudowy do maszyn
i urządzeń, elementy wyposażenia domowego,
–
elastomery to tworzywa, które można rozciągać i ściskać; w wyniku rozciągania lub
ściskania elastomery zmieniają znacznie swój kształt, ale po odjęciu siły wracają do
poprzednich wymiarów; elastomery zastąpiły prawie całkowicie kauczuk naturalny.
Ze względów ekologicznych trwają prace nad tworzywami sztucznymi, które podlegałyby
biologicznej degradacji, a produkowane by były na bazie roślinnej lub zwierzęcej.
Rodzaje tworzyw sztucznych
Polimery można otrzymywać w trzech różnych procesach chemicznych:
–
przez polimeryzację, gdy z wielu pojedynczych cząstek (monmerów), tworzą się zespoły
tych cząstek (polimery); gdy w reakcji bierze udział więcej związków wówczas powstaje
kopolimer (przykłady tworzyw: polietylen, polipropylen, polistyren, kopolimery winylu
PCW, żywice akrylowe),
–
polikondensacja przebiega podobnie do polimeryzacji z tym, że w czasie jej przebiegu
wydzielają się produkty uboczne (woda, chlorowodór, alkohol), (przykłady tworzyw:
fenoplasty, aminoplasty, silikony, poliestry nasycone i nienasycone),
–
poliaddycja to reakcja wiązania monomerów w związki wielkocząsteczkowe bez
wydzielania produktów ubocznych (przykłady tworzyw: poliuretany).
Podstawa klasyfikacji tworzyw sztucznych jest ich zachowanie się pod wpływem ciepła.
Dlatego klasyfikuje się je na:
–
termoplastyczne (termoplasty) po powtórnym nagraniu miękną i poddają się formowaniu,
czyli staja się plastyczne; takie tworzywa można kilkukrotnie przerabiać; są
wodoodporne i odporne na udar, dają się łatwo spawać,
–
termoutwardzalne pod wpływem wysokiej temperatury stają się plastyczne, po czym
twardnieją w sposób nieodwracalny; są mało ścieralne, mniej kruche.
Poliamidy (PA) twarde i elastyczne tworzywo, niewrażliwe na uderzenia, duża odporność
chemiczna, mogą pracować bez smarowania,. Wykonuje się z nich tuleje łożyskowe, koła

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
17
zębate, pokrywy, korpusy, podkładki, kordy do opon, obicia tapicerskie, pasy bezpieczeństwa
itp.
Tworzywa akrylowe (PMM) służą do produkcji sztucznego szkła organicznego
(pleksiglasu).
Polichlorek winylu (PCW) to tworzywo niepalne, niewrażliwe na wilgoć, odporne na
czynniki chemiczne. Występuje pod wieloma nazwami handlowymi: winidur, igielit,
winoplast.
Polietylen (PE) przetwarza się metodą wtrysku i wytłaczania. Zaletami są odporność na
czynniki chemiczne, dobre własności dielektryczne, łatwo się barwi. Do wad zalicza się małą
płynność, szybkie starzenie się. Między innymi z polietylenu produkuje się zbiorniki do
opryskiwaczy.
Polistyren (PS) jest odporny na wodę, ale posiada niską odporność na ciepło jest łatwopalny,
co eliminuje go jako materiał konstrukcyjny.
Żywice poliestrowe po zmieszaniu ze styrenem tworzą żywice utwardzalne na zimno.
Włókna szklane służą do otrzymywania sztucznej przędzy, z której wyrabia się tkaniny.
Żywice epoksydowe znajdują zastosowanie jako kleje. Łącznie ze szkieletem z tkaniny
szklanej służą m.in. do wykonywania zbiorników opryskiwaczy, łodzi, itp.
Masy uszczelniające
Silikony, to plastyczne masy uszczelniające sprzedawane w charakterystycznych
opakowaniach, zwanych kartuszami. Stosuje się je do wypełniania szczelin o niewielkiej
szerokości
i
głębokości.
Stanowią
wówczas
zabezpieczenie
przeciwwilgociowe
i przeciwwodne. Wykonywane z nich spoiny są trwale elastyczne. Silikony mogą być również
wykorzystywane do łączenia ze sobą różnych materiałów. Uszczelniacze silikonowe mogą
mieć różny kolor. Jest to istotna cecha, ponieważ silikonowych połączeń nie da się
pomalować. Silikony mają konsystencję półplastyczną. Po nałożeniu łatwo dają się
rozsmarować, jednak w ciągu kilku minut po wyciśnięciu następuje ich utwardzanie. Są dwa
rodzaje utwardzania i odpowiadające im dwa podstawowe rodzaje silikonów:
–
silikony o utwardzaniu kwaśnym, w trakcie utwardzania wydzielają kwas octowy; mają
dobrą przyczepność do gładkich powierzchni. Odznaczają się dobra odpornością na
wilgoć i wysoką temperaturę. Niestety, mogą powodować korozję niektórych metali
i betonu, który ma odczyn zasadowy. Podczas nakładania takiego silikonu czuć
w pomieszczeniu nieprzyjemny zapach,
–
silikony o utwardzaniu neutralnym - gdy się utwardzają, wydzielane są związki
chemiczne o odczynie neutralnym, które nie mają przykrego zapachu. Dobrze przylegają
do niemal wszystkich materiałów budowlanych i wykończeniowych. Stykając się
z metalami, nie powodują ich korozji. Są jednak droższe od silikonów o utwardzaniu
kwaśnym.
Produkowanych jest wiele rodzajów uszczelniaczy silikonowych o różnych cechach
i różnym przeznaczeniu: silikony budowlane, silikony sanitarne, silikony szklarskie.
4.1.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie właściwości fizyczne charakteryzują metale?
2. Jakie znasz właściwości mechaniczne metali?
3. Co to jest stal?
4. Jak klasyfikujemy stal pod względem przeznaczenia?
5. Czym się różnią stale stopowe od stali węglowych?
6. W jaki sposób oznacza się stale?
7. Co to jest żeliwo?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
18
8. Jakie znasz metale nieżelazne i ich stopy?
9. Jak powstają tworzywa sztuczne?
10. Jakie znasz rodzaje tworzyw sztucznych?
4.1.3. Ćwiczenia
Ćwiczenie 1
Mając do dyspozycji stalowy pręt o przekroju kwadratowym i długości 1,2 m, oblicz jego
masę wiedząc, że gęstość stali wynosi 7850 kg/m
3
.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) obliczyć objętość pręta,
3) obliczyć masę pręta.
Wyposażenie stanowiska pracy:
–
materiały piśmiennicze,
–
literatura zgodna z wykazem w poradniku.
Ćwiczenie 2
Odszukaj w Poradniku mechanika informację na temat twardości różnych metali.
W jakich jednostkach jest ona określona? Czy można zmienić twardość stali? Jeśli tak to
w jaki sposób.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) przeanalizuj treść ćwiczenia,
3) korzystając z Poradnika ucznia i Poradnika mechanika odpowiedz na zadane pytania.
Wyposażenie stanowiska pracy:
−
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.
Ćwiczenie 3
W Poradniku mechanika odszukaj w tabeli wyrobów hutniczych informacje
charakteryzujące kątownik równoramienny o wymiarach 45x45x4. Na podstawie tych
informacji oblicz masę konstrukcji do której budowy zużyto 12 m tego kątownika.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) zorganizować stanowisko pracy do wykonania ćwiczenia,
2) odszukać w Poradniku mechanika potrzebne informacje,
3) wykonać polecenie z ćwiczenia.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
19
Wyposażenie stanowiska pracy:
−
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.
Ćwiczenie 4
Rozpoznaj różne rodzaje próbek stalowych, wykonując próbę za pomocą szlifierki.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przeczytać odpowiedni fragment Poradnika,
4) przeprowadzić obserwację iskier podczas szlifowania różnych gatunków stali,
5) określić gatunki stali na podstawie iskier.
Wyposażenie stanowiska pracy:
–
stołowa szlifierka tarczowa, okulary ochronne,
–
próbki różnych gatunków stali,
–
literatura zgodna z wykazem w poradniku.
Ćwiczenie 5
Rozpoznaj różne rodzaje tworzyw sztucznych.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przeczytać odpowiedni fragment Poradnika,
4) odnaleźć znaki identyfikacyjne na przedmiotach wykonanych z tworzyw sztucznych,
5) określić rodzaje tworzywa sztucznego, z jakiego zostały zrobione przedmioty.
Wyposażenie stanowiska pracy:
–
próbki różnych przedmiotów wykonanych z tworzyw sztucznych, na których widnieją
oznaczenia pomocne przy segregacji do recyklingu,
–
literatura zgodna z wykazem w poradniku.
4.1.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) sklasyfikować i rozróżnić stopy żelaza?
2) sklasyfikować i rozróżnić metale nieżelazne?
3) sklasyfikować i rozróżnić tworzywa sztuczne?
4) określić właściwości fizyczne metali?
5) określić właściwości mechaniczne metali?
6) określić zastosowanie różnych tworzyw sztucznych?
7) określić rodzaje mas uszczelniających?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
20
4.2. Materiały eksploatacyjne
4.2.1. Materiał nauczania
Do materiałów eksploatacyjnych używanych w technice rolniczej zalicza się m.in.: oleje
(silnikowe, przekładniowe i hydrauliczne), paliwa (olej napędowy, benzyna, gaz ziemny
i płynny), smary, farby, lakiery, środki konserwujące.
Oleje
Ocenę fizykochemicznych własności olejów dokonuje się na podstawie precyzyjnie
opisanych procedur badawczych. Pozwalają one dokładnie poznać cechy olejów
i obiektywnie porównać oleje różnych marek i różnych producentów. Do pełnego
scharakteryzowania oleju niezbędnych jest wiele wskaźników określających m.in.:
–
lepkość,
–
smarność,
–
gęstość,
–
temperaturę krzepnięcia, zapłonu, pompowalności, płynności itp.
Podstawową cechą oleju, od której w dużej mierze zależy zakres jego stosowania, jest
jego lepkość. Jest ona głównym miernikiem przydatności oleju w określonych warunkach
pracy. Aby lepkość oleju dokładnie określić, należy zbadać jego zachowanie w ściśle
ustalonych temperaturach, zarówno dodatnich, jak i ujemnych. Lepkość oleju bowiem
zmienia się wraz ze zmianą temperatury. Gdy temperatura oleju rośnie, to jego lepkość maleje
i odwrotnie. Wskaźnik lepkości oblicza się na podstawie lepkości oleju określonej w dwóch
temperaturach: 40°C i 100°C. Im wyższy wskaźnik lepkości, tym zmiana lepkości wraz ze
zmianą temperatury jest mniejsza. Stąd wniosek, że dobre oleje powinny charakteryzować się
wysokimi wskaźnikami lepkości.
Zdolność oleju do trwałego przylegania do powierzchni metalu wskutek przyciągania
cząsteczkowego nazywa się smarnością. Ten wskaźnik nie ma nic wspólnego z lepkością.
Oleje posiadające dobre własności smarne tworzą na powierzchniach chronionych elementów
trwałe, cienkie graniczne warstwy.
Na zdecydowaną poprawę właściwości eksploatacyjnych olejów mają duży wpływ tzw.
dodatki uszlachetniające. Należą do nich:
– wiskozatory służą do poprawy wskaźnika lepkości oleju,
– depresatory obniżają temperaturę jego krzepnięcia,
– inhibitory utleniania i korozji to dodatki przeciwutleniające i przeciwkorozyjne,
– lubryfikatory poprawiają smarność olejów,
– detergenty to dodatki myjące,
– dodatki przeciwpieniące obniżają zdolność tworzenia się piany w olejach.
Dobór dodatków uszlachetniających w odpowiednich ilościach pozwala na uzyskanie
olejów o poszerzonych granicach stosowania. Dzięki temu mogą one sprostać pracy
w urządzeniach o różnych parametrach konstrukcyjnych, działających nawet w bardzo
trudnych warunkach pracy.
Oleje silnikowe
Oleje w silnikach spalinowych mają szczególnie trudne i niekorzystne warunki pracy.
Składają się na nie wysoka temperatura oraz podwyższone i zmienne w czasie ciśnienie.
Niekorzystnie na stan oleju wpływa także jego styczność z gazami spalinowymi,
rozcieńczanie oleju paliwem, a także zdarzające się niekiedy przedostawanie się wody do
układu olejenia. W instrukcjach obsługi poszczególnych silników, ich producenci precyzyjnie
określają zalecane rodzaje olejów.
Olej w silniku ma do spełnienia wiele istotnych zadań:
–
zmniejszenie współczynnika tarcia między współpracującymi częściami,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
21
–
chłodzenie
gorących
części
silnika
(w
silnikach
szczególnie
intensywnie
eksploatowanych obok chłodnic cieczy chłodzących, istnieją również specjalne chłodnice
oleju),
–
zapobieganie korozji silnika (szczególnie w warunkach długotrwałego postoju pojazdu),
–
zmywanie i usuwanie z powierzchni części silnikowych różnych zanieczyszczeń
i osadów, w tym również skutecznego odprowadzenia od trących i zużywających się
powierzchni opiłków metali.
Lepkość olejów silnikowych nie może się zbytnio zmieniać wraz ze zmianą temperatury
pracy. Wskazane jest również, by oleje silnikowe cechowały się niską temperaturą
krzepnięcia. Dodatkowo powinny mieć wysoką smarność i niską kwasowość. Wszystkie
wyżej wymienione cechy mają bezpośredni wpływ na warunki eksploatowania silników.
Od temperatury krzepnięcia oleju i jego chwilowej lepkości będzie zależeć szybkość
uruchamiania silnika, zwłaszcza w niskich temperaturach. Na łatwość i równomierność
przepływu oleju w układzie smarowania będzie miała wpływ jego lepkość, temperatura
krzepnięcia, a także zawartość w oleju wody i zanieczyszczeń. Od lepkości będzie również
zależeć stopień uszczelnienia luzu w układzie tłok – cylinder. Z kolei od smarności oleju
w istotny sposób zależy szybkość zużywania ściernego współpracujących ze sobą
powierzchni trących. Kwasowość oleju jest powiązana z jego działaniem korodującym.
Rodzaje olejów silnikowych
Z
e względu na skład chemiczny oraz pochodzenie oleju bazowego wyróżnia się oleje
mineralne, półsyntetyczne i syntetyczne. Oleje mineralne to takie, które powstały podczas
przeróbki ropy naftowej. Oleje syntetyczne to mieszanki syntetycznych węglowodorów
i innych substancji. Oleje półsyntetyczne powstały na bazie mieszanek mineralnych
i syntetycznych, dobranych w stosunku 1:1.
Powstało kilka uznawanych w świecie klasyfikacji olejów silnikowych m.in.: SAE, API,
ACEA.
Amerykańskie Stowarzyszenie Inżynierów Samochodowych SAE (Society of
Automotive Engineers) przyjęło podział olejów silnikowych uwzględniającich lepkość
w temperaturze minus 17,8ºC i plus 100ºC (0ºF i 210ºF). Jest to podstawa klasyfikacji
lepkościowej olejów silnikowych.
Oleje o mniejszej lepkości, czyli nie gęstniejące przy
dużych mrozach umownie nazwa się „zimowymi” i oznacza cyframi łącznie z literą „W”
(od ang. winter - zima). Oznaczenia olejów jednosezonowych zimowych według SAE: 0W,
5 W, 10 W, 15 W, 20 W lub 25 W. Im wartość przed literą mniejsza, tym olej może być
stosowany w niższych temperaturach. Nawet w bardzo trudnych warunkach zimowych oleje
dają gwarancję właściwej ochrony silnika i uruchomienia samochodu. Dla tzw. olejów
jednosezonowych letnich SAE przypisuje następujące klasy lepkości: 20, 30, 40, 50, 60. Olej
posiadający właściwości zarówno oleju zimowego, jak i letniego nazywa się
wielosezonowym. Taki olej oznaczony jest podwójnym symbolem np. 15W/40. Olejami
najbardziej popularnymi w naszej strefie klimatycznej są oleje wielosezonowe SAE 15W/40
(oleje mineralne), SAE 10W/40 (oleje klasy półsyntetycznej) oraz SAE 5W/40 (produkowane
w technologii syntetycznej).
Klasyfikacja Amerykańskiego Instytutu Naftowego API (American Petroleum Institute),
jest bardzo popularną w całym świecie klasyfikacją jakościową olejów. Według tej
klasyfikacji oleje zostały podzielone na dwie grupy: do silników benzynowych oznaczone
symbolem S, oraz do silników wysokoprężnych oznaczonych symbolem C. Kolejna litera
pojawiająca się przy S lub C charakteryzuje jakość oleju, czyli inaczej poziom jego
uszlachetnienia. Stosowane są symbole od „A” do „L” (bez „I”). Odpowiednio „A” oznacza
najniższą jakość danego oleju, „L” najwyższą. Oto oznaczenia olejów do silników
benzynowych: SA, SB, SC, SD, SE, SF, SG, SH, SJ, SL. Oleje najwyższej kategorii SJ i SL,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
22
stosuje się do bardzo obciążonych silników z bezpośrednim wtryskiem, turbodoładowaniem
i katalizatorem. Grupa olejów do silników z zapłonem samoczynnym obejmuje następujące
kategorie: CA, CB, CC, CD, CDII, CE, CF, CF-4, CL.
W przypadku olejów o własnościach pozwalających stosować je zarówno w silnikach
benzynowych, jak i wysokoprężnych, zastosowano symbol podwójny np.: SE/CD, CF/SJ,
API SG/CD.
Europejskie Stowarzyszenie Konstruktorów i Producentów Silników stworzyło własną
specyfikację jakościową ACEA. Są w niej wyodrębnione następujące kategorie olejów: „A”
do silników benzynowych, „B” do silników wysokoprężnych samochodów osobowych,
dostawczych i lekkich ciężarówek, „E” do silników wysokoprężnych o dużej mocy. Po
symbolu literowym następuje cyfra 1, 2 lub 3. Cyfra „1” oznacza tzw. oleje energooszczędne
(o obniżonej lepkości), cyfra „2” oznacza oleje uniwersalne, natomiast cyfra „3” oznacza
oleje przeznaczone do pracy w bardzo trudnych warunkach.
Zwykle producent oleju w opisie jego własności eksploatacyjnych posługuje się
rozbudowaną charakterystyką, w której odwołuje się do kilku klasyfikacji i norm
producentów samochodów. Na przykład olej ELF SYNTHESE SAE 0W40 (olej syntetyczny)
jest scharakteryzowany następująco: API SJ/CF, ACEA-98: A3/B3, odpowiada normom firm:
Volkswagen, Mercedes-Benz, Porsche. Oznacza to, że olej nadaje się zarówno do silników
benzynowych („SJ”, „A3”) jak i wysokoprężnych („C”, „B3”) oraz spełnia normy
wymienionych wyżej firm.
Ciągły rozwój motoryzacji i kolejne obostrzenia w normach ekologicznych chroniących
środowisko naturalne powoduje, że powstają wciąż nowe specyfikacje jakościowe dla olejów
silnikowych. Oto niektóre z nich: API EC (Energy Conserving), API CF-4, ACEA E4.
Charakterystyka przykładowych olejów silnikowych
–
Superol CB stosowany głownie w silnikach wysokoprężnych bez doładowania,
eksploatowanych w lekkich i umiarkowanych warunkach pracy.
–
Superol CC do smarowania nowszych typów silników wysokoprężnych bez doładowania
i lekkodoładowanych pracujących w cięższych warunkach (w samochodach ciężarowych
i dostawczych oraz w ciągnikach i maszynach rolniczych, budowlanych).
–
Lux przeznaczony głównie do smarowania wyeksploatowanych silników benzynowych
starszych typów, przekładni i elementów maszyn rolniczych i budowlanych, gdzie nie są
wymagane oleje z dodatkami uszlachetniającymi.
–
Mixol przeznaczony do dwusuwowych silników z zapłonem iskrowym smarowanych
systemem mieszankowym. Zawiera rozpuszczalnik zapewniający łatwe mieszanie
z paliwem.
Tabela 1. Porównanie niektórych olejów silnikowych [opracowanie własne]
Lp. Nazwa
Klasa lepkości wg SAE
Klasa jakości wg API
1
Selektol
20W/30,
S/C,
2
Lotos Economic
5W/30,
SL/CF
3
Lotos Syntetic
5W/40
SL/SJ/CF/CD
4
Orlen Oil Platinium
0W/30
SL/CF
5
Superol CC
15W/40
CC
6
Mobil 1
0W/30
A1,A5,B1,B5,
7
Magnatec Diesel
5W/40
CF,
8
Castrol GTX
15W/40
SL/CF
Oleje przekładniowe
Ten rodzaj olejów wymagany jest w wielu różnych podzespołach pojazdów i maszyn
(m.in.: w przekładni głównej tylnego mostu, w skrzyni przekładniowej, przekładni
kierowniczej). Nowe rozwiązania techniczne i technologiczne prowadzą do wydłużenia
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
23
przebiegów między kolejnymi wymianami oleju i wydłużenie czasu eksploatacji przekładni.
Ta tendencja powoduje pogorszenie warunków pracy przekładni i samego oleju. Aby sprostać
tym trudnym warunkom eksploatacji, nowe oleje przekładniowe muszą cechować się
podwyższoną stabilnością termiczną i obniżoną tendencją do tworzenia szlamów. Własności
smarne i zdolność przenoszenia wysokich obciążeń w obecnie produkowanych olejach
przekładniowych jest na wystarczającym poziomie.
Charakterystyka przykładowych olejów przekładniowych
–
Hipol 6 stosowany do smarowania przekładni ciągników rolniczych. Może być również
stosowany do układów hydrauliki siłowej ciągników i maszyn współpracujących (np.
w ładowarce czołowej, przyczepie-wywrotce),
–
Hipol 15F wielosezonowy olej do przekładni samochodów osobowych i ciężarowych
pracujących w ciężkich warunkach , przy dużych obciążeniach,
–
Hipol GL-4 80W/90 mineralny olej przeznaczony do smarowania przekładni pojazdów
mechanicznych szczególnie skrzyń biegów oraz przekładni głównych,
–
Hipol ATF olej najwyższej jakości, w pełni syntetyczny do stosowania
w automatycznych przekładniach samochodów osobowych, ciężarowych.
Tabela 2. Przykłady olejów przekładniowych [opracowanie własne]
Lp.
Nazwa oleju przekładniowego
Klasa lepkości
wg SAE
Klasa
jakości wg
API
1
Hipol Extra
80W/90
GL-5
2
Hipol Super
85W/90
GL-5
3
Hipol
85W/140
GL-5
4
Olej przekładniowy PL (lato)
GL-1
5
Olej przekładniowy PZ (zima)
GL-1
6
Oriolis
GL-4
7
BP Terrac Super Transmission S
GL 4
8
BP Energear SHX-M
75W/90
9
BP Autran 4
10W, 30 lub 50
Oleje hydrauliczne
Olej hydrauliczny jest używany w napędach hydraulicznych i układach tłumiących.
Cechą charakterystyczną olejów hydraulicznych jest ich niewielka podatność na ściśliwość,
dzięki czemu można je sprężać do dużego ciśnienia. Zwykle ma on postać żółtawej lub
czerwonawej gęstej cieczy.
Olejom hydraulicznym stawia się następujące wymagania:
–
skuteczne przenoszenie energii z miejsca jej wytworzenia (pompa hydrauliczna) do
miejsca jej użycia (siłownik, silnik hydrauliczny),
–
wysoką odporność na utlenianie,
–
brak skłonności do tworzenia piany,
–
smarowanie ruchomych elementów systemu hydraulicznego i niedopuszczenie do ich
przedwczesnego zużycia,
–
odprowadzanie ciepła ze strefy tarcia,
–
ochrona przed korozja powierzchni metalowych,
–
usuwanie zanieczyszczeń mechanicznych powstałych w wyniku zużycia ciernego
elementów metalowych, korozji metali, utlenienia oleju i destrukcji dodatków
uszlachetniających oraz wydzielanie ich w toku filtrowania.
Istnieje duża gama olejów hydraulicznych. Wynika to z szerokiego zakresu temperatur
i ciśnień w jaki pracują urządzenia z tymi cieczami. Najpopularniejsze w hydraulice są oleje
mineralne, jednak czasami wykorzystuje się również oleje syntetyczne.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
24
Klasyfikacje olejów hydraulicznych
W świecie klasyfikacje olejów hydraulicznych odbywa się na podstawie norm:
DIN51524 cz.II i III, ISO 6743 oraz odpowiednich norm krajowych. Oprócz tych norm
istnieją również normy producentów maszyn rolniczych. Klasyfikacje odnoszą się do
właściwości użytkowych i jakościowych olejów hydraulicznych.
Norma DIN51524 określa trzy klasy olejów hydraulicznych o zróżnicowanym poziomie
jakości: HL, HLP, HVLP.
Norma ISO 6743/4 definiuje sześć klas lepkości: HH, HL, HR, HM i HG.
Obydwie klasyfikacje w swych oznaczeniach uwzględniają cechy olejów i obecność w ich
składzie dodatków uszlachetniających:
–
inhibitorów utlenienia i korozji,
–
dodatków smarnych,
–
modyfikatorów lepkości.
Tabela 3. Klasy jakościowe mineralnych olejów hydraulicznych [opracowanie własne]
LP
Charakterystyka oleju
Zastosowanie
Klasy
jakości
wg. DIN
51524
Klasy
jakości
wg. ISO
6743/4
Zawartość
dodatków
w %
1
Bez dodatków uszlachetniających
Urządzenia nieobciążone
HH
0
2
Z inhibitorami utlenienia i korozji
Do umiarkowanie obciążonych
systemów
HL
HL
0,6
3
Z
inhibitorami
utlenianie
i
dodatkami przeciwzużyciowymi
Do systemów pracujących przy
wysokim ciśnieniu
HLP
HM
1,2
4
Z inhibitorami utlenianie i korozji,
dodatkami
przeciwzużyciowymi
oraz modyfikatorami lepkości
Do systemów pracujących przy
wysokim
ciśnieniu
w
zmiennych warunkach
HVLP
HV
8
Oleje HL i HLP/HM przeznaczone są głównie do stosowania w maszynach, w których
występuję ograniczona zmienność temperatur otoczenia. Oleje HVLP/HV maja zastosowanie
w sprzęcie ruchomym np. maszynach do prac ziemnych, sprzęcie budowlanym, maszynach
rolniczych i innych, pracujących w zmiennych warunkach temperaturowych otoczenia.
W większości maszyn i urządzeń producent określa minimalne parametry cieczy
roboczej, która można stosować. W nowoczesnych maszynach rolniczych stosowanie olejów
hydraulicznych klasy ISO: HH i HL uważa się za nieekonomiczne, bowiem ich niska cena nie
jest w stanie zrekompensować kosztów stosunkowo szybkiego zużywania się elementów
maszyn oraz częstych wymian olejów, które wykazują dużą degradacje swoich własności
użytkowych.
W przypadku olejów hydraulicznych na bazie mineralnej zaleca się ich wymianę po
przebiegu 2000 mtg. W starszych urządzeniach, po gwarancji, czynność ta można
wykonywać raz w roku, najlepiej w okresie jesiennym tuż przed zima. Oleje hydrauliczne
wyprodukowane na bazie po hydrokrakingu mogą być wymieniane (przy prawidłowej ich
eksploatacji) po przebiegu 4000 mtg.
Przykłady olejów hydraulicznych
–
HYDROL L-HL (używany w układach przeniesienia siły oraz układach napędu
i sterowania hydraulicznego),
–
TITAN PSF (olej do układów wspomagania kierownicy na bazie syntetycznej),
–
RENOLIN MR (wielozadaniowy olej do łożysk i urządzeń hydraulicznych).
Paliwa
Podstawowe paliwa uzyskuje się w procesie destylacji ropy naftowej, z krakowania
termicznego i katalicznego oraz syntetycznie.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
25
Olej napędowy
Jest paliwem przeznaczonym do silników wysokoprężnych z zapłonem samoczynnym.
Jest
to
mieszanina
węglowodorów
parafinowych,
naftenowych
i aromatycznych,
wydzielonych z ropy naftowej w procesach destylacyjnych. Destylaty oleju napędowego mają
temperatury wrzenia znacznie wyższe (180-350°C) niż destylaty z których produkuje się
benzynę. Z uwagi na dużą zawartość siarki w tych destylatach, konieczne jest jej usuwanie
poprzez obróbkę wodorową w procesach katalitycznych.
Ze względu na sposób zapłonu mieszanki olejowo-powietrznej w silnikach, który ma
charakter nie iskrowy lecz temperaturowy (samozapłon), w przypadku silników
wysokoprężnych nie występuje problem niekontrolowanego spalania paliwa (tzw. spalania
stukowego). Stąd ustalanie liczby oktanowej dla olejów nie ma sensu. Kluczowym
parametrem dla tych paliw jest natomiast zdolność do szybkiego samozapłonu pod wpływem
wysokiej temperatury, której miarą jest liczba cetanowa.
Benzyna
Benzyna jest jednym z głównych rodzajów paliwa stosowanych do napędu samochodów.
Paliwo to jest również wykorzystywane w innych urządzeniach posiadających silniki
spalinowe (np.: piły spalinowe, kosiarki, agregaty prądotwórcze). Pewne odmiany benzyny
stosowane są również jako rozpuszczalniki. Benzyna powstaje w wyniku rektyfikacji ropy
naftowej.
Ponieważ benzyna w silnikach jest spalana w bardzo krótkich cyklach, proces ten musi
przebiegać maksymalnie szybko i równomiernie w całej objętości cylindrów silnika. Osiąga
się to poprzez mieszanie benzyny z powietrzem przed wstrzyknięciem jej do cylindrów,
tworząc tzw. mieszankę paliwowo-powietrzną. Bardzo istotny wpływ na przebieg tego
spalania ma też skład chemiczny benzyny. Zdolność do dobrego spalania benzyny
w warunkach panujących w silnikach określa się za pomocą liczby oktanowej.
W celu poprawy własności benzyny jako paliwa do silników, dodaje się do niej
niewielkich ilości (poniżej 1%) określonych związków chemicznych. Jeszcze do niedawna
najczęściej dodawanym związkiem był tetraetyloołów (czteroetylek ołowiu). Utworzone
w ten sposób paliwo nazywa się etyliną. Etylina ma lepsze właściwości przeciwstukowe niż
taka sama benzyna bez związków ołowiu. Dzięki temu w silniku o zapłonie iskrowym można
zastosować większy stopień sprężania, co pozwala na uzyskanie większej sprawności
termodynamicznej. W efekcie maleje jednostkowe zużycie paliwa, a moc danego silnika
rośnie.
Dodawany do benzyny związek ołowiu jest jednak substancją silnie trującą. Podczas
spalania etyliny w silniku wydzielające się związki ołowiu działały bardzo szkodliwie na
otoczenie, szczególnie w pobliżu dróg. Do środowiska dostawały się silnie toksyczne
i rakotwórcze tlenki ołowiu. Dlatego obecnie praktycznie odeszło się od stosowania etyliny
(benzyny ołowiowej) na korzyść tzw. benzyny bezołowiowej. Jest to taka benzyna, w której
liczbę oktanową podnoszą związki bez ołowiu. Do benzyn „bezołowiowych” dodaje się kilka
procent węglowodorów aromatycznych oraz eterów z grupami aromatycznymi. Dodatek tych
związków również poprawia skutecznie liczbę oktanową paliwa. Ponieważ związki te nie
spalają się całkowicie w komorze silnika, muszą być „dopalane” na katalizatorach
platynowych umieszczanych w układzie wydechowym samochodów. Stąd konieczność
wyposażenia silników napędzanych benzyną bezołowiową w katalizatory.
Benzyna jest też stosowana jako rozpuszczalnik. W handlu jako rozpuszczalnik
występuje ona w dwóch rodzajach:
−
benzyna ekstrakcyjna (benzyna lekka), jest to produkt uboczny w procesie otrzymywania
benzyny paliwowej; jej charakterystyczną cechą jest zbyt niska temperatura wrzenia;
oczyszcza się ją przez płukanie (ekstrakcję) z wodą i stąd pochodzi jej nazwa,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
26
−
benzyna lakowa (benzyna ciężka), jest to produkt uboczny w procesie otrzymywania
benzyny paliwowej; jej charakterystyczną cechą jest zbyt wysoka temperatura wrzenia;
nazwa benzyny pochodzi od tego, że jest zwykle stosowana jako rozcieńczalnik do
lakierów (także farb i innych wyrobów ftalowych i olejnych, bitumicznych oraz
pokostów).
Paliwa ekologiczne
Olej roślinny można stosować do zasilania silników wysokoprężnych na jeden z trzech
sposobów:
a) jako samodzielne paliwo,
b) jako biodiesel, czyli paliwo uzyskane w wyniku reakcji chemicznej oleju roślinnego
z alkoholem metylowym w obecności katalizatora, stanowiące w wyniku w 100%
metylowe (lub etylowe) estry kwasów tłuszczowych, tzw. paliwo B100,
c) jako mieszankę oleju napędowego i biodiesla:
−
paliwo B20 (20% biodiesla i 80% oleju napędowego),
−
paliwo B80 (80% biodiesla i 20% oleju napędowego),
−
paliwa mieszane w innych proporcjach (B2, B5).
ad. a) olej roślinny jako samodzielne paliwo
Wykorzystanie oleju roślinnego (np. rzepakowego) jako samodzielnego paliwa wymaga
przeprowadzenia pewnych modyfikacji pojazdu. Wynika to z tego, że przed spaleniem należy
olej roślinny podgrzać do temperatury minimum 70°C. Oznacza to konieczność wyposażenia
silnika w dwa zbiorniki paliwa. Uruchamianie silnika następuje na zwykłym paliwie. Do
zbiornika na olej roślinny należy skierować gorący płyn z układu chłodzenia silnika tak, aby
zapewnić źródło ciepła do wstępnego podgrzania oleju. Dopiero wówczas, gdy osiągnie on
odpowiednią temperaturę, można przełączyć silnik na korzystanie z tego właśnie paliwa.
Istotne jest również zapewnienie drożności przewodów paliwowych w silniku i między
zbiornikiem, a pompą paliwa. Z tego względu w niektórych instalacjach na olej roślinny
stosuje się podgrzewacz instalowany na przewodzie paliwowym lub następuje podgrzewanie
filtru paliwa. Olej roślinny ma znacznie większą lepkość niż olej napędowy W związku z tym
porcje paliwa podawane przez dysze wtryskiwaczy będą mniejsze i gorzej rozdrobnione.
Może to powodować dymienie (cząstki paliwa nie ulegają spaleniu, tworzy się sadza).
Właśnie z tego powodu konieczne jest wstępne podgrzanie paliwa do 70°C przed
skierowaniem do pompy wtryskowej. Wyłączanie silnika powinno odbywać się przy zasilaniu
olejem napędowym, aby w przewodach paliwowych nie pozostał olej roślinny, co mogłoby
znacznie utrudnić lub nawet uniemożliwić kolejne uruchomienie silnika. Jazda na oleju
powoduje nieco większe zużycie paliwa, jako że olej roślinny ma wartość opałową wynoszącą
96% wartości opałowej oleju napędowego. W celu uniknięcia stosowania podwójnego
zbiornika paliwa można zastosować elektryczne podgrzewanie oleju roślinnego w zbiorniku
paliwa.
ad. b) biodiesel
Biodiesel jest biopaliwem (odnawialnym) otrzymywanym z olejów roślinnych bądź
tłuszczów zwierzęcych. Nadaje się on do stosowania w silnikach diesla, przy czym jego
spalanie jest znacznie bardziej przyjazne środowisku w jego trakcie emitowanych jest mniej
szkodliwych substancji chemicznych, niż przy spalaniu oleju napędowego. Biodiesel
otrzymywany jest w reakcji chemicznej z oleju roślinnego (lub tłuszczu zwierzęcego)
i metanolu, w obecności katalizatora (np. KOH). Aby otrzymać litr biodiesla, potrzeba
niewiele ponad litr oleju roślinnego i ok. 0,1 litra metanolu. Biodiesel może być stosowany
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
27
jako paliwo dla większości silników wysokoprężnych. Może być mieszany z olejem
napędowym albo używany samodzielnie.
ad. c) paliwo w formie mieszanki oleju napędowego i oleju roślinnego
Olej roślinny można mieszać z olejem napędowym lub biodieslem w ilości nie większej
niż do 20%, wtedy nie ma potrzeby przerabiania silnika i nie ma zmian w jego
funkcjonalności. Po wymieszaniu z odpowiednim preparatem smarującym można stosować
dużo większą domieszkę.
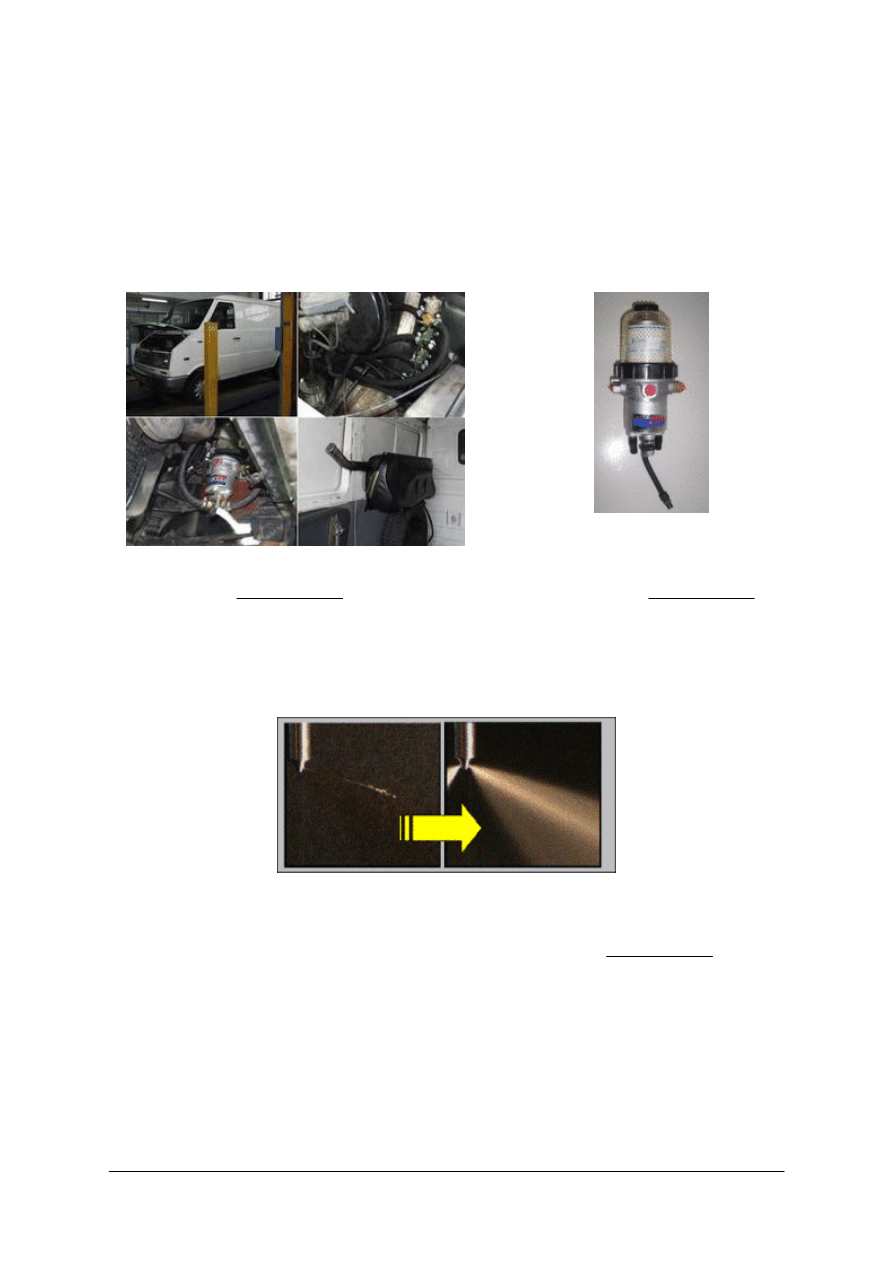
Rys. 5. Instalacja samochodu Lublin przystosowana do
biodiesla [www.biodiesel.pl]
Rys. 6. Filtr paliwa z elektrycznym
podgrzewaczem [www.biodiesel.pl]
Bez względu na sposób mechanicznej adaptacji silnika, zawsze należy zadbać o to, by na
zaworach i końcówkach wtryskiwaczy nie gromadził się nagar pogarszający rozpylenie
paliwa i powodujący odczuwalne obniżenie mocy silnika. Środkiem, który bardzo dobrze
zapobiega takiej sytuacji jest preparat DFX.
Rys. 7. Zdjęcie po lewej przedstawia upośledzony profil rozpylenia, spowodowany zakoksowaniem końcówki
wtryskiwacza (niepełne spalania oleju roślinnego). Rozpylone paliwo (zdjęcie po prawej stronie)
spowoduje bardzo dobre spalenie, a co za tym idzie zwiększoną moc silnika oraz zapobieganie
koksowania końcówek, więc i na wysoką żywotność układu paliwowego [www.biodiesel.pl]
Smar
Smarem
nazywamy
substancję
zmniejszającą
tarcie
między
powierzchniami
przedmiotów, które stykając się ze sobą tymi powierzchniami, jednocześnie poruszają się
względem siebie. Smar działa na zasadzie wniknięcia w szczelinę pomiędzy tymi
powierzchniami i utworzenia tam warstwy poślizgowej poprzez całkowite odseparowanie od
siebie tych powierzchni. Smary mogą mieć, w zależności od zastosowania, różne
konsystencje: od stałej, poprzez półpłynną, płynną aż do gazowej. Zadania smarowania:
–
zmniejszanie tarcia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
28
–
usuwanie zanieczyszczeń ze współpracujących części,
–
ochrona przed korozją,
–
odprowadzenie ciepła z obszaru tarcia,
–
tłumienie drgań,
–
zmniejszenie luzów i skutków ich powiększania się.
Przykłady smarów:
–
STP smar wapniowy przeznaczony do okresowego smarowania podwozi pojazdów
samochodowych, sworzni, przegubów oraz innych węzłów tarcia w zakresie temperatur
od -10 do +60°C. Nie nadaje się do smarowania łożysk tocznych oraz pompy wodnej.
Jest odporny na działanie wody,
–
ŁT smar plastyczny stosowany do smarowania łożysk tocznych oraz ślizgowych
w zakresie temperatur pracy od -30 do + 130°C. Dobór smaru zależy od sposobu
doprowadzania smaru do łożysk (smarowanie centralne lub ręczne), prędkości obrotowej
i temperatury roboczej łożyska. Odporny na działanie wody.
Farby i lakiery
Farbami nazywa się takie materiały, które naniesione na powierzchnie tworzą trwałe
powłoki. Do zadań powłok malarskich zalicza się: ochronę przed czynnikami
atmosferycznymi, chemicznymi, biologicznymi lub mechanicznymi, a także nadanie
chronionym elementom estetycznego wyglądu. Na rynku jest dostępnych kilka różnych
rodzajów farb. Posiadają one odmienne własności i są przeznaczone do różnych zastosowań.
Farby ftalowe
Farby ftalowe (alkidowe), należą do wyrobów lakierowych schnących pod wpływem
oddziaływania z tlenem. Reaguje on z olejem zawartym w farbie, co powoduje twardnienie
powłoki. Farby ftalowe są łatwe do stosowania i mają dobrą rozlewność. Powłoki uzyskane
z farb ftalowych charakteryzują się dobrą odpornością na czynniki atmosferyczne.
Po pewnym czasie powłoki te tracą jednak połysk. Ponieważ powłoki ftalowe miękną
w wodzie, nie mogą być stosowane do malowania powierzchni narażonych na ciągły kontakt
z ze środowiskiem wodnym.
Farby chlorokauczukowe
W farbach chlorokauczukowych, jako spoiwo stosuje się chlorowany kauczuk
i odpowiednie plastyfikatory. Farby chlorokauczukowe są stosowane jako powierzchnie
ochronne dla różnych elementów, zarówno metalowych, jak i niemetalowych (beton, tynki
wapienne i cementowe). Farby chlorokauczukowe wysychają w wyniku odparowania
rozpuszczalnika. Powłoki z farb chlorokauczukowych cechują się dużą odpornością na
chemikalia i dlatego nadają się na powłoki silnie obciążone oraz na podłoża mineralne.
Szczególnie polecane są do stosowania w silnie zanieczyszczonym środowisku. Tworzą
powłoki charakteryzujące się niską przepuszczalnością pary wodnej, dobrą odpornością na
wodę, kwasy i alkalia. Ponieważ powłoki wykonane z farb chlorokauczukowych są bardzo
porowate, do uzyskania pozbawionej porów błony jest konieczne co najmniej 4-krotne
malowanie. Powłoki wykonane farbami chlorokauczukowymi nie są odporne na wysoką
temperaturę.
Farby dyspersyjne (emulsyjne, akrylowe)
Jest to rodzaj farb emulsyjnych, których spoiwem są żywice poliakrylowe. W spoiwie są
zawieszone cząstki pigmentu. Farby dyspersyjne niemalże całkowicie wyparły farby klejowe,
a także częściowo farby olejne oraz ftalowe. Farby akrylowe są współcześnie najczęściej
stosowaną formą farb emulsyjnych.
Zaletami tych farb są:
–
wiązanie przez wysychanie wody,
–
możliwość rozcieńczania wodą,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
29
–
mała szkodliwość dla środowiska i nietoksyczność,
–
tworzenie gładkich, lśniących warstw, podobnych do farb olejnych,
–
wysoka trwałość i odporność na czynniki środowiska.
Do wad farb akrylowych należy stosunkowo wysoka cena, a także to, że tworzą warstwy
nie przepuszczalne dla powietrza. Farby dyspersyjne są łatwe i wygodne w stosowaniu.
Dobrze kryją zabrudzenia i dają ładny efekt dekoracyjny. Farby emulsyjne są odporne na
zmywanie, charakteryzują się trwałością koloru. Są szybko schnące.
Farby epoksydowe
Służą do malowania nowych i używanych powierzchni podłóg i ścian. Dają powłokę
trwałą, o dużej odporności mechanicznej i chemicznej. Szczególnie nadają się do
pomieszczeń magazynowych, garaży lub piwnic. Można je stosować na suchą, przeszlifowaną
i odpyloną powierzchnię. Stare powłoki malarskie muszą przed malowaniem zostać usunięte.
Podłoże musi być zabezpieczone przed przenikaniem wilgoci z podłoża. Spoiwem farb
epoksydowych są żywice epoksydowe. Mają postać gęstych cieczy lub łatwo topliwych ciał
stałych. Farba epoksydowa jest dwukomponentowa. Składa się z bazy i utwardzacza. Bardzo
ważnym czynnikiem jest właściwe wymieszanie obu składników. Należy przestrzegać
proporcji podanych przez producenta i temperatury prowadzenia mieszania. Po wymieszaniu
farba powinna być użyta w ciągu 30 min. Nakładać ją należy wałkiem lub gumową
ściągaczką i rozprowadzać rolką. Druga warstwa może być nałożona nie wcześniej niż
10 godzin po pierwszej, ale nie później niż 24 godz. Temperatura w pomieszczeniu nie może
spaść poniżej 15°C.
Farby klejowe
Farby klejowe, to kompozycje zawierające jako spoiwo wodny roztwór kleju roślinnego,
zwierzęcego lub glikoceli. Wypełniaczami są kreda pławiona oraz pigmenty organiczne
i nieorganiczne. Stosowane są głównie do malowania tynków wewnątrz budynków w celach
dekoracyjnych, artystycznych (farby akwarelowe) lub ochronnych. Farby klejowe proszkowe
są mieszaniną pigmentów wypełniaczy i klejów.
Farby ognioochronne
Farby opóźniające zapalenie się pokrytych nimi materiałów palnych lub zapobiegające
gwałtownemu przegrzewaniu się konstrukcji metalowych. Rozróżnia się farby zawierające
substancje chemiczne łatwo rozkładające się w podwyższonej temperaturze z wydzieleniem
niepalnych gazów. Odcinają one dostęp tlenu z powietrza do zabezpieczanej powierzchni.
Farby przeciwrdzewne
Jest to rodzaj farb gruntowych stosowanych do wytwarzania powłoki zapobiegającej
rdzewieniu stali i żeliwa. Zostaną szczegółowo opisane w rozdziale 4.4.
Lakiery
Lakiery są roztworami lub zawiesinami środków powłokotwórczych. Podstawową
różnicą między lakierami i farbami jest niewielkie stężenie pigmentów, a niekiedy całkowity
ich brak. Lakiery posiadają również mniejszą lepkość w porównaniu z farbami.
Lakiery stosuje się w celu:
−
uzyskania połyskliwej i gładkiej powierzchni z jednoczesnym zachowaniem naturalnej
faktury materiału (np: słojów drewna),
−
zabezpieczenia powierzchni przed warunkami zewnętrznymi z zachowaniem oryginalnej
barwy powierzchni,
−
jako ostatnią warstwę malarską, nadającą połysk i zabezpieczającą głębsze warstwy
wykonane z użyciem farb kryjących (np. w przemyśle samochodowym, w poligrafii).
Środki konserwujące
Aktywna piana jest skoncentrowanym alkaicznym środkiem, który ze względu na swoją
charakterystykę i możliwości stosowania w roztworach o różnym stężeniu przeznaczony jest
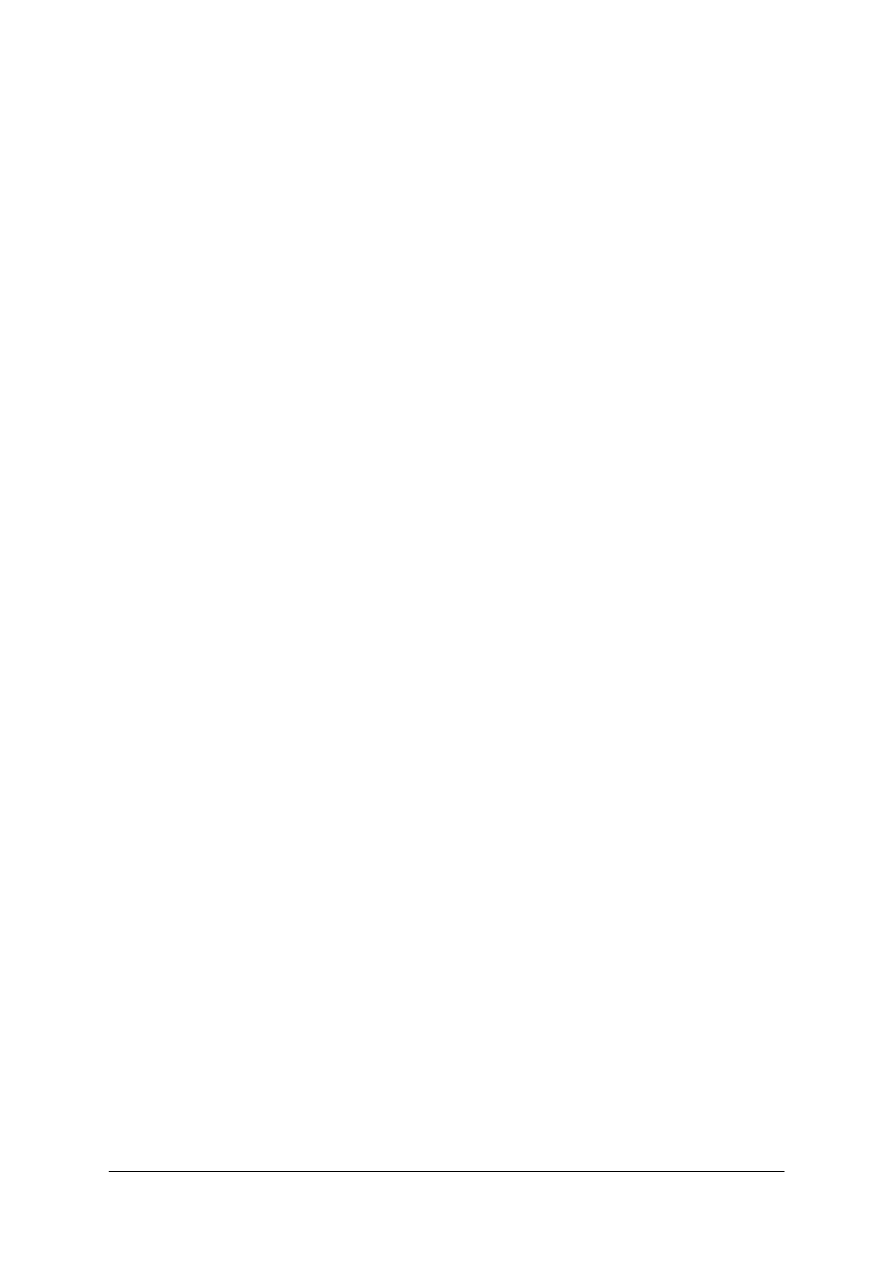
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
30
do mycia karoserii samochodów osobowych. dostawczych, ciężarowych, plandek, silników.
Usuwa kurz, brud i inne zabrudzenia drogowe. Pozostawia na mytej powierzchni ochroną
lśniącą warstwę.
Pasta polerska jest preparatem produkowanym na bazie wosku, wody i rozpuszczalników
oraz drobnodyspresyjnego ścierniwa do polerowania powierzchni lakierowanych. Pasta jest
lekko ścierna, skutecznie usuwa drobne rysy i zmatowienia. Idealna do czyszczenia
i konserwacji karoserii.
4.2.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Jakie wskaźniki określają właściwości olejów?
2. Jakie zadania ma do spełnienia olej w silniku?
3. Jakie znasz rodzaje olejów silnikowych?
4. Jak się oznacza jednosezonowe oleje zimowe wg klasyfikacji SAE?
5. Jakie parametry olejów przekładniowych są szczególnie ważne?
6. Jakie wymagania stawia się olejom hydraulicznym?
7. Dlaczego silniki napędzane benzyną bezołowiową muszą posiadać katalizatory?
8. Jakie zadania ma do spełnienia smar?
9. Jakie powierzchnie można malować farbami chlorokauczukowymi?
4.2.3. Ćwiczenia
Ćwiczenie 1
Korzystając z dostępu do Internetu wyszukaj oferowane na rynku oleje silnikowe.
Porównaj ich właściwości. Dobierz oleje do silnika wysokoprężnego znajdującego się
w ciągniku.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wyszukać w Internecie dostępną ofertę olejów silnikowych,
4) określić wymagania jakie powinien spełniać olej w silniku wysokoprężnym,
5) wybrać kilka różnych olejów silnikowych spełniających kryteria.
Wyposażenie stanowiska pracy:
−
komputer z dostępem do Internetu,
−
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.
Ćwiczenie 2
Korzystając z instrukcji obsługi kombajnu zbożowego, przeanalizuj jego układ
hydrauliczny. Zastanów się jakie zadania ma wypełnić olej hydrauliczny. Dowiedz się jaki
olej poleca producent maszyny, co jaki okres należy go wymieniać? Jaką procedurę należy
wypełnić w sytuacji zmiany oleju w układzie na inny olej?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
31
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przeczytać fragment instrukcji obsługi dotyczący obsługi układu hydraulicznego,
4) wypełnić polecenia zawarte w treści ćwiczenia.
Wyposażenie stanowiska pracy:
−
instrukcje obsługi kombajnu zbożowego (lub innych maszyn z układem hydraulicznym),
−
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.
Ćwiczenie 3
Przy pomocy farb ftalowych nałóż powłokę malarską na maszynę rolniczą wymagającą
odnowienia. Przygotuj powierzchnie do malowania zgodnie z instrukcją na etykiecie farby.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przeczytać instrukcję malowania zamieszczoną na farbie,
4) dobrać odpowiednie narzędzia i rozcieńczalnik,
5) przygotować maszynę do malowania,
6) nałożyć powłokę malarską.
Wyposażenie stanowiska pracy:
−
dowolna maszyna rolnicza,
−
szczotka druciana, pędzle malarskie,
−
rozcieńczalnik, farba ftalowa,
−
literatura zgodna z wykazem w poradniku.
4.2.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozróżnić i sklasyfikować oleje silnikowe?
2) rozróżnić i sklasyfikować oleje przekładniowe?
3) rozróżnić i sklasyfikować oleje hydrauliczne?
4) określić zastosowanie właściwości różnych paliw?
5) określić zastosowanie właściwości różnych smarów?
6) określić zastosowanie właściwości różnych farb?
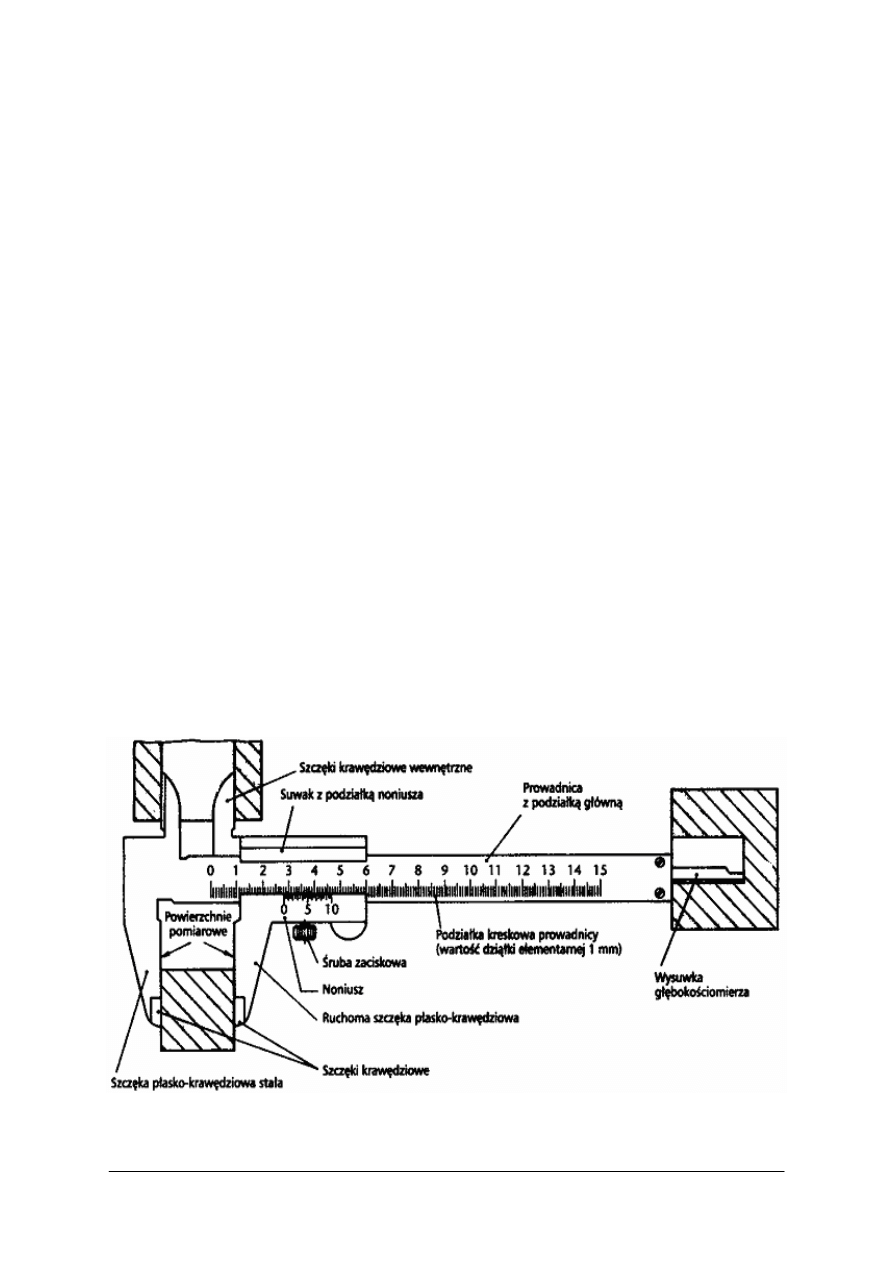
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
32
4.3. Pomiary warsztatowe. Tolerancje i pasowania
4.3.1. Materiał nauczania
Metrologia warsztatowa
Nowoczesne metody produkcji maszynowej opierają się w głównej mierze na koncepcji
zamienności części. Poszczególne części maszyn i ich zespoły produkowane seryjnie (nawet
w różnych zakładach, na różnych maszynach i przez różnych ludzi) pasują do siebie dzięki
temu, że spełniają określone wymagania dokładności wymiarowej.
Podstawowe wiadomości o pomiarach
Pomiarem nazywa się zespół czynności w wyniku których następuje doświadczalne
wyznaczanie (z określoną dokładnością) wartości danej wielkości.
Metody i sposoby pomiarów
Pomiary polegają na porównaniu wielkości mierzalnych. Zależnie od zastosowanego przy
tym sposobu porównywania można mówić o różnych metodach pomiarowych:
Metoda pomiarowa bezpośrednia, w której wynik pomiaru otrzymuje się przez odczytanie
bezpośredniego wskazania narzędzia pomiarowego, w jednostkach miary mierzonej wielkości
(przykłady: pomiar długości przymiarem kreskowym, kąta kątomierzem).
Metoda pomiarowa pośrednia, w której mierzy się bezpośrednio inne wielkości, a wyniki
oblicza się, opierając się na określonej znanej zależności tych wielkości od wielkości, której
wartość miała być wyznaczona. (przykład pomiar pola powierzchni, gdy wynik oblicza się
z bezpośrednich pomiarów wymiarów geometrycznych długości i szerokości).
Metoda pomiarowa porównawcza oparta jest na porównaniu mierzonej wartości ze znaną
wartością tej samej wielkości.
Mierzyć można przez porównanie z wzorcem miary (np. przymiar kreskowy), lub
przyrządami kreskowymi (np. suwmiarka).
Pomiar długości
W międzynarodowym układzie metrycznym (SI) podstawową jednostką długości jest 1 m.
W krajach anglosaskich nadal stosuje się cale. (1”= 1 cal = 25,4 mm.
Rys. 8. Możliwości pomiarowe suwmiarki [15, s. 10]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
33
Tabela 4. Przykłady narzędzi pomiarowych i ich zastosowania
Wzorcem kreskowym jest przymiar. Ma taśmy, na której
znajduje się podziałka. Wartość podziałki elementarnej
wynosi zwykle 1 mm , a zakres pomiarowy od 0 do 1 m.
W przypadku przymiarów wstęgowych zwijanych,
stosowanych
w
warsztatach
mechanicznych
lub
elektrotechnicznych, zakres pomiarowy może wynosić 2,
3, 4, 5 m.
Szczelinomierz to komplet płytek o zróżnicowanych
grubościach, służących do sprawdzania szerokości
szczelin i luzów między częściami maszyn i urządzeń.
Zakresy pomiarowe szczelinomierzy wynoszą zwykle
0,05 - 1,00 mm.
[www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Płytki wzorcowe są tak kompletowane, by można było
ułożyć z nich stos o dowolnym
wymiarze. W celu
zestawienia stosu płytek na żądany wymiar należy wybrać
z kompletu najcieńszą płytkę, której wymiar odpowiada
końcowej cyfrze żądanego wymiaru, po czym składa się
z nią następną płytkę, która łącznie z pierwszą umożliwia
uzyskanie dwóch końcowych cyfr składanego wymiaru.
Postępując dalej w ten sposób, dobiera się trzy i następnie
wszystkie dalsze cyfry składanego wymiaru.
[www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Liniał służy do sprawdzania płaskości powierzchni lub
porównania
wysokości
stosu
płytek
z
mierzoną
wielkością,[www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Wzorce kątów to: kątowniki (90˚), wzorce kątów często
stosowanych oraz płytki kątowe. Zależnie od kształtu
powierzchni tworzących kąt prosty rozróżniamy kątowniki
powierzchniowe krawędziowe i walcowe Są one
przydatne przy sprawdzaniu kątów niektórych narzędzi
skrawających [www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Pomiar kąta przy pomocy sinuśnicy. Wartość zmierzonego
kąta oznacza się z tablic funkcji kątowych , przyjmując, że
wartość sinusa kąta jest równa jednej setnej wysokości
stosu płytek (wyrażonej w mm )
[12, s.184]
Suwmiarka
1 prowadnica, 2 szczęka stała, 3 szczęka przesuwna,
4 suwak, 5 wysuwka, 3a szczęka dolna, 2a szczęka dolna
stała.
[www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Suwmiarka cyfrowa, do pomiaru średnic wałków,
otworów i głębokości. Odczyt na elektronicznym
wyświetlaczu. W budowie zastosowano elektroniczny
czujnik.
[www.vis.com.pl]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
34
Mikrometr jest zbudowany w następujący sposób:
w kabłąku 1 z jednej strony jest zamocowane kowadełko
3, a z drugiej tulejka 4, zakończona nakrętką
współpracującą z gwintem wrzeciona 2. Do zgrubnego
przesuwania wrzeciona służy bębenek 5, a do dokładnego
sprzęgiełko 6. Zacisk 7 służy do unieruchomiania
wrzeciona w określonym położeniu. Tuleja 4 w części
gwintowanej jest przecięta i ponadto zaopatrzona
w wewnętrzny gwint stożkowy, na który jest nakręcona
nakrętka 8 [www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Do pomiarów gwintów używa się mikrometrów
wyposażonych w wymienne kowadełka. Rysunek obok
przedstawi taki mikrometr , który jest wyposażony w trzy
komplety kowadełek wymiennych.
[www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Mikrometr do pomiaru średnic niewielkich otworów
Posiada dwustronne szczęki pomiarowe. Grubość tych
szczęk jest różna dzięki czemu można rozszerzyć zakres
pomiarowy przyrządu. Jeżeli suma grubości szczęk po
stronie A wynosi np. 10 mm , a po stronie B - 20 mm, to
takim przyrządem można mierzyć otwory o średnicy
10 - 35 mm po stronie A 20 - 45 mm po stronie B
(przy założeniu, że zakres pomiarowy samego mikrometru
wynosi 0 - 25 mm)
[www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Średnicówka mikrometryczna służy do pomiaru średnic
większych
otworów.
Średnicówka
jest
zwykle
wyposażona w komplet przedłużaczy, umożliwiających
pomiar otworów o szerokim zakresie. Przedłużacze
w postaci prętów odpowiedniej długości wkręca się
zamiast jednej z końcówek pomiarowych 1 lub 2. Dzięki
zastosowaniu przedłużaczy można wykorzystać jedną
średnicówkę mikrometryczną do pomiaru odległości
między powierzchniami wewnętrznymi w zakresie od 50
do 900 mm . [www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Średnicówka czujnikowa dwupunktowa z czujnikiem
elektronicznym. Dokładny i szybki pomiar otworów:
Wskazanie błędu owalizacji otworów. Średnicówka jest
szczególnie przydatna tam gdzie ze względu na głębokość
niemożliwy jest pomiar konwencjonalnymi przyrządami
pomiarowymi. [www.vis.com.pl]
Głębokościomierz
mikrometryczny
do
pomiaru
głębokości otworów. Stopa głębokościomierza 1 jest
połączona z tuleją mikrometryczną 2, na której znajduje
się gwint prowadzący wrzeciono 3. Podobnie jak
w mikrometrze zwykłym , do wysuwania wrzeciona służą
bębenek 4 oraz sprzęgło 5. Pomiaru dokonuje się po
ustawieniu stopy głębokościomierza na krawędzi otworu.
Podczas pomiaru należy dociskać stopę przyrządu do
krawędzi otworu, tak silnie, żeby uniesienie jej nad
wykręcane wrzeciono nie było możliwe w chwili, gdy
oprze się ono o dno otworu.
[www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Głębokościomierz cyfrowy. Służy do pomiaru otworów,
podcięć, odsadzeń itp. Układ pomiarowy w systemie
"Sylvac" Szerokość prowadnicy 16 mm
[www.vis.com.pl]
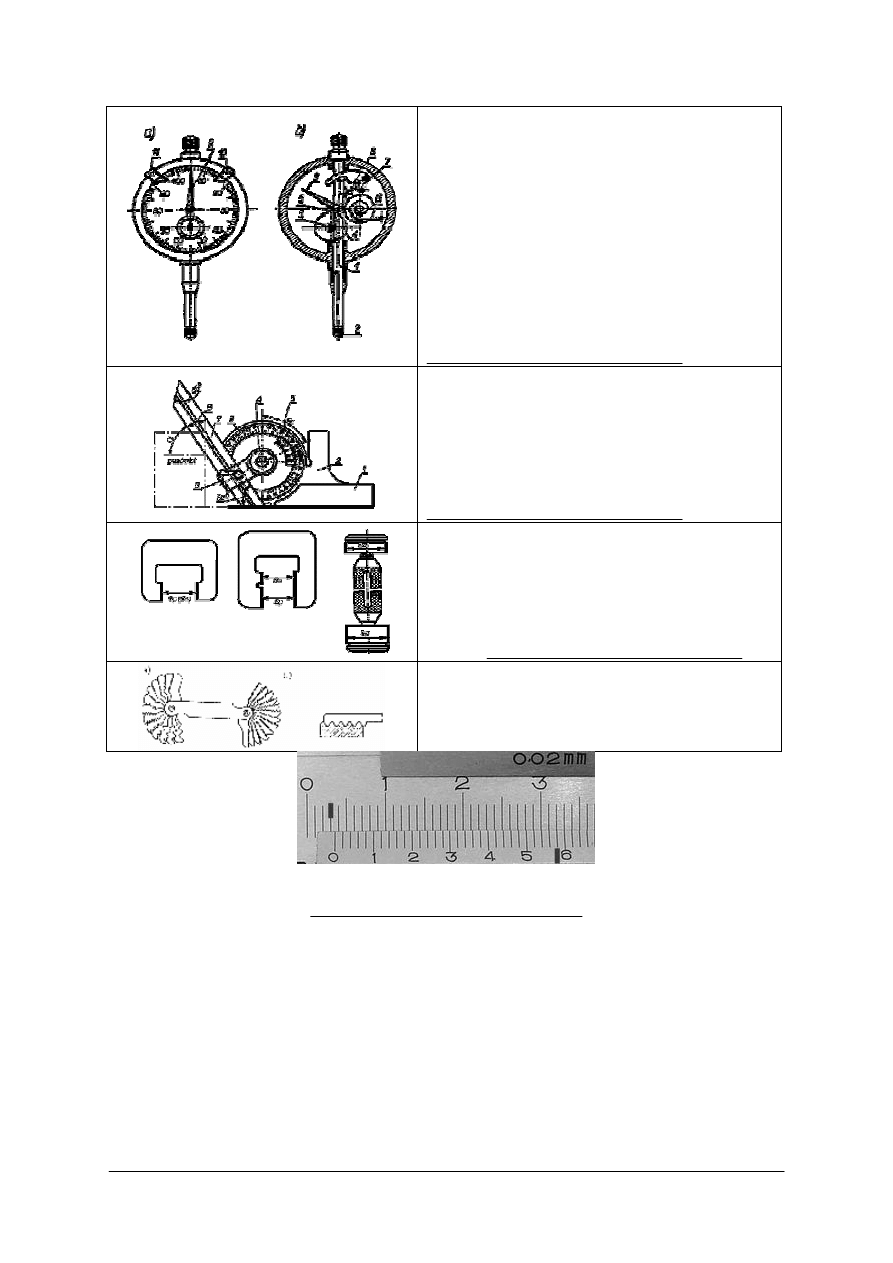
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
35
Czujniki zegarowe.
Wrzeciono przyrządu 1 jest
zakończone wymienną końcówką 2. Środkowa część
wrzeciona zaopatrzona jest w zębatkę współpracującą
z kołem zębatym 3, które następnie napędza koła 4, 5 i 6.
Na osi koła 5 jest umocowana duża wskazówka 9,
wskazująca setne części milimetra, a na osi koła
3 wskazówka mała, wskazująca całkowite milimetry. Koło
6 służy do kompensacji luzów w zazębieniach. Powrót
wrzeciona do położenia wyjściowego zapewnia sprężyna
8, która za pośrednictwem dźwigni 7 naciska na
wrzeciono
w
kierunku
przeciwnym
do
ruchu
spowodowanego naciskiem mierzonego przedmiotu.
Wskazówki przesuwne 10 i 11 służą do ustawiania
wartości odchyłek górnej i dolnej.
[www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Uniwersalny
kątomierz
nastawny
Korpus
przyrządu składa się z ramienia stałego 1, uchwytu 2
i tarczy 3. Na trzpieniu 4 może się obracać część ruchoma
, do której jest umocowana podziałka noniusza 5 oraz
uchwyt 6. W uchwycie 6 po zwolnieniu zacisku można
przesuwać ramię 7 wzdłuż jego osi głównej i ustawić w
dowolnym
położeniu.
Za
pomocą
kątomierza
uniwersalnego można zmierzyć kąty z dokładnością 5'.
[www.zslit.tuchola.pl/zasoby/prz_pom.htm]
Zastosowanie sprawdzianu nie pozwala na określenie
rzeczywistego wymiaru, lecz na stwierdzenie, czy
sprawdzany wymiar jest prawidłowy czy nieprawidłowy.
W zależności od rodzaju zadania sprawdziany można
podzielić na sprawdziany wymiaru i kształtu. Do
najczęściej stosowanych sprawdzianów wymiaru zalicza
się sprawdziany do otworów, do wałków , do stożków i do
gwintów. [www.zslit.tuchola.pl/zasoby/prz_pom.htm]
a) sprawdzian skoku gwintu
b) sposób wykonania pomiaru zarysu gwintu
Rys. 9. Przykładowy odczyt na suwmiarce mierzącej z dokładnością 0,02 mm: 3,58
[www.encyklopedia.servis.pl/wiki/suwmiarka]
Odczytanie wartości wskazań suwmiarki: kreska zerowa podziałki noniusza wskazuje na
prowadnicy wymiar w milimetrach (na rys. 9 wartość 3), a kreska noniusza pokrywająca się
z kreską podziałki głównej na prowadnicy, określa wartość którą należy doliczyć do
całkowitej liczby milimetrów (na rys. 9 wartość 0,58)
Dokładność suwmiarki – zależy od budowy noniusza, dlatego istnieją suwmiarki
mierzące z dokładnością do:
−
0,1 mm – gdy noniusz składa się z 10 równych działek o długości 0,9 mm (lub 1,9 mm),
−
0,05 mm – gdy noniusz składa się z 20 równych działek o długości 0,95 mm (lub 1,95 mm),
−
0,02 mm – gdy noniusz składa się z 50 równych działek o długości 0,98 mm naciętych na
długości 49 mm.
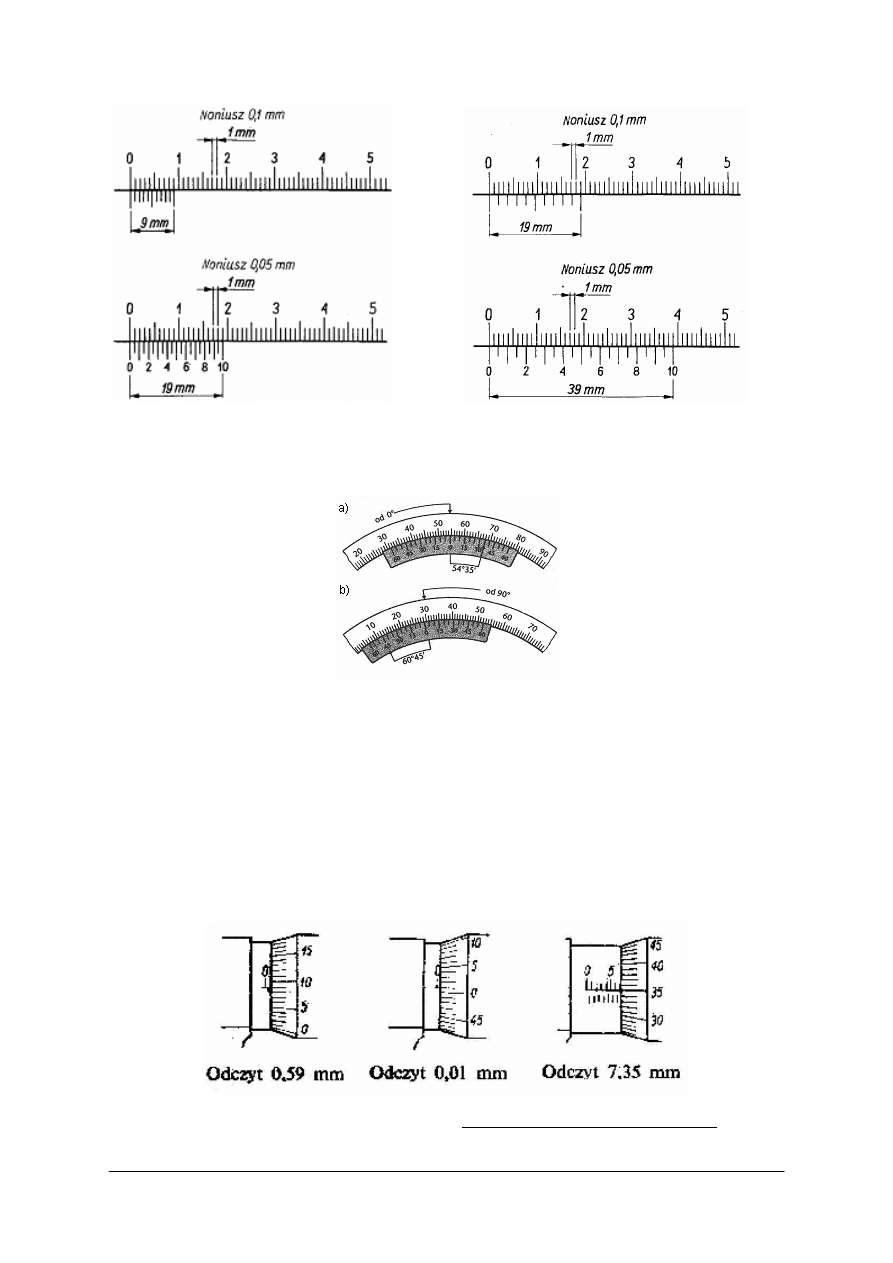
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
36
Rys. 10. Przykłady noniuszy 0,1 mm i 0,05 mm
moduł m=1 [12, s. 150]
Rys. 11. Przykłady noniuszy 0,1 mm i 0,05 mm moduł
m = 2 [12, s. 150]
Pomiar kątów kątomierzem uniwersalnym
Rys. 12. Przykładowy odczyt na kątomierzu uniwersalnym: a) licząc od 0˚ - 54˚35’, b) licząc od 90˚ - 60˚45’
[15, s. 15]
Odczytanie wskazań kątomierza uniwersalnego:
1. Ramiona kątomierza przyłożyć do mierzonego przedmiotu, zakręcić zacisk ustalający.
2. Zaczynając od 0º odczytać na kresce zerowej noniusza pełne stopnie kąta
[Rys. 12 a). wartość 54º], lub zaczynając od 90º odczytać na kresce zerowej noniusza
pełne stopnie kąta [Rys. 12 b). wartość 60º].
3. Odczytując w tym samym kierunku określić wskazania noniusza pokrywające się
z kreską podziałki głównej [Rys. 12 a). wartość 35’], [Rys. 12 b). wartość 45’].
Pomiar mikrometrem
Rys. 13. Przykładowe odczyty na mikrometrze [www.zslit.tuchola.pl/zasoby/prz_pom.htm]
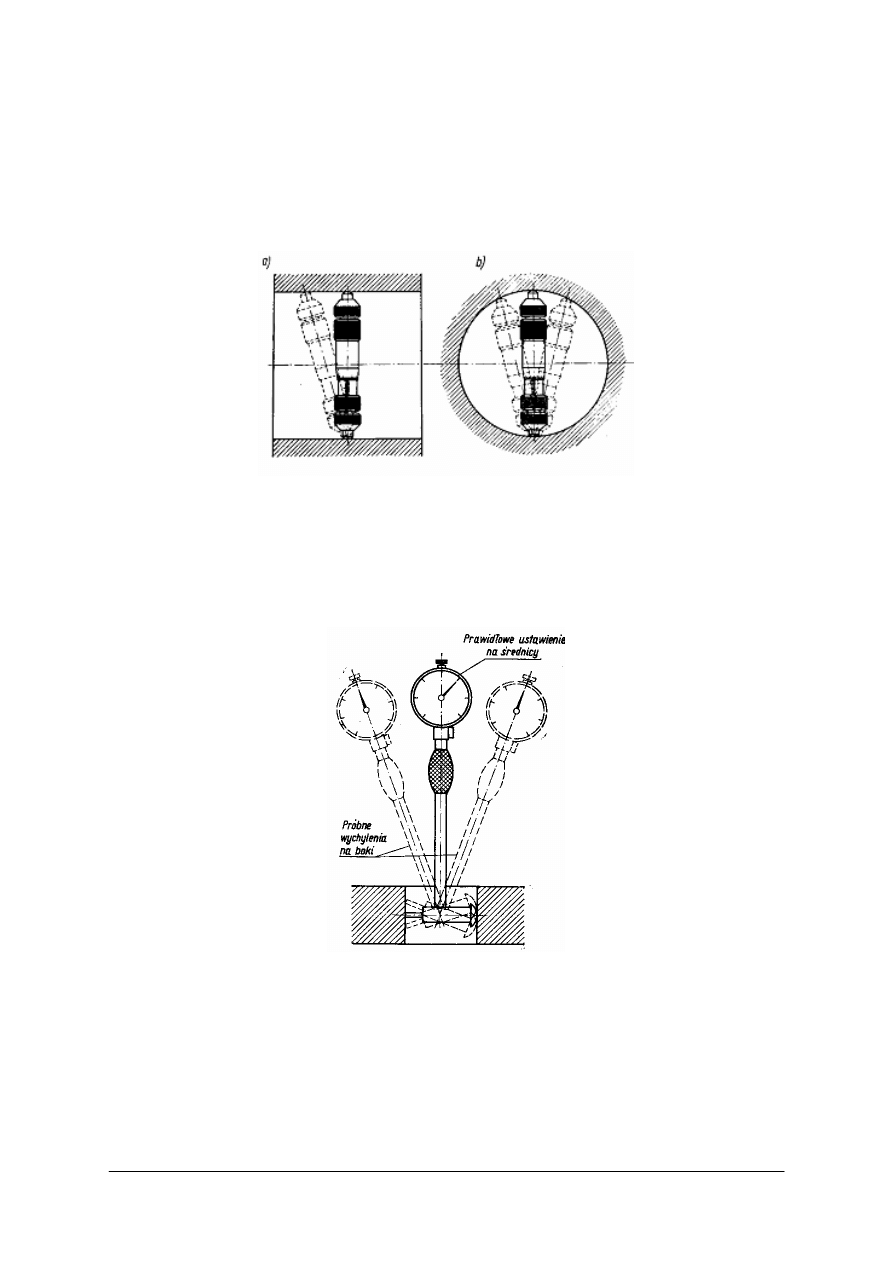
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
37
Pomiar średnic otworów średnicówką mikrometryczną
Metodą tą mierzy się średnice otworów większych (50-200 mm ). Średnicówkę ustawia
się w mierzonym otworze tak, aby w płaszczyźnie przekroju poprzecznego wymiar był
największy. W celu prawidłowego usytuowania średnicówki, należy narzędzie pomiarowe
jednym końcem stopniowo przemieszczać, zachowując to położenie, w którym będzie
możliwe maksymalne odkręcenie bębna mikrometrycznego, a więc uzyskanie wymiaru
największego.
Rys. 14. Pomiar średnicy tulei średnicówką mikrometryczną, położenie poprawne (linie ciągłe) i niepoprawne
(linie przerywane). Średnicówka w rzutach a) z boku, b) z góry [8, s. 102]
Pomiar otworu średnicówką czujnikową
Średnicówkę czujnikową ustawia się na wymiar nominalny w uchwycie ze stosem
płytek wzorcowych lub w otworze pierścienia wzorcowego. Następnie średnicówkę wkłada
się do mierzonego otworu i odczytuje wskazania czujnika.
Rys. 15. Pomiar średnicy tulei średnicówką czujnikową [8, s. 114]
Średnicówkę znajdującą się w otworze mierzonego przedmiotu należy ustawić
w położeniu pionowym. Kilkukrotne próbne wychylenie średnicówki na boki w płaszczyźnie
pionowej i obserwacje wahań dużej wskazówki mają na celu znalezienie prawidłowego
położenia średnicówki. Polega ono na tym, że oś końcówek mierniczych średnicówki jest
prostopadła do osi mierzonego przedmiotu. Największe z zaobserwowanych odchyleń
wskazówki od zera przy jej zwrotnym położeniu określa liczbową wartość zmierzonej
odchyłki od wartości wymiaru nastawczego, na który średnicówka została nastawiona.
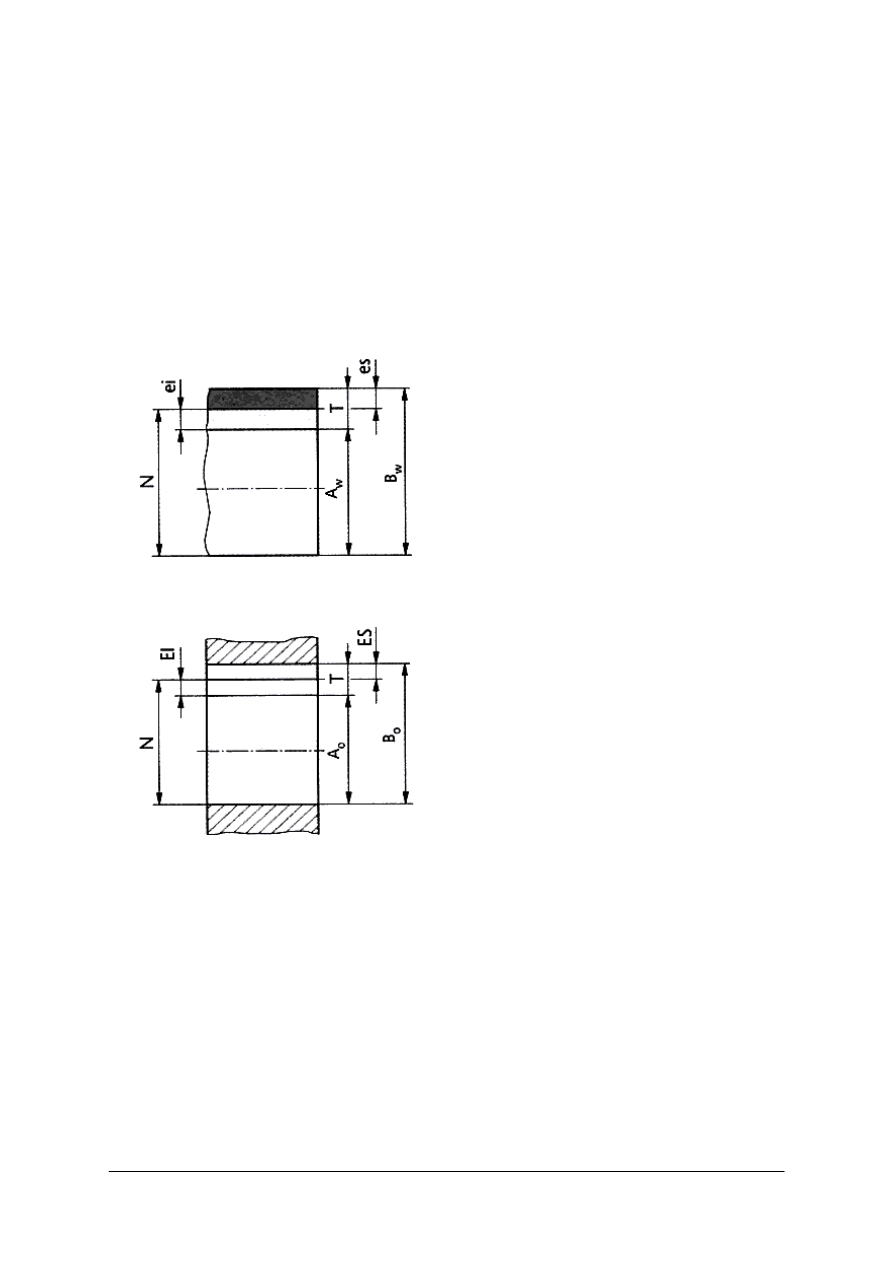
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
38
Tolerancje i pasowania
Tolerancje
Wymiar nominalny N, to wymiar przedmiotu, który jest podany na rysunku przedstawiający
dany przedmiot.
Wymiar rzeczywisty jest wymiarem uzyskiwanym w praktyce. Ze względu na błędy
obróbkowe powstające w czasie wykonania przedmiotu, zwykle różni się on od wymiaru
nominalnego.
Tolerowanie wymiarów polega na podawaniu dwóch wymiarów granicznych: dolnego A
i górnego B pomiędzy, którymi powinien znaleźć się wymiar nominalny. Tolerancją (T)
każdego wymiaru nazywamy różnicę pomiędzy górnym i dolnym wymiarem granicznym.
T = B – A
N wymiar nominalny
T tolerancja wymiaru
Bw wymiar graniczny górny wałka
Aw wymiar graniczny dolny wałka
es odchyłka górna wałka
ei odchyłka dolna wałka
ES odchyłka górna otworu
EI odchyłka dolna otworu
Bo wymiar graniczny górny otworu
Ao wymiar graniczny dolny otworu
Rys. 16. Pojęcie tolerancji – wymiary graniczne [15, s. 17]
Odchyłka górna:
ES (dla wymiaru wewnętrznego), es (dla wymiaru zewnętrznego), jest różnicą B-N.
Odchyłka dolna:
EI (dla wymiaru wewnętrznego), ei (dla wymiaru zewnętrznego) jest różnicą A-N.
Stąd wychodzą następujące zależności:
dla wymiarów zewnętrznych (wałków)
Aw = N + ei, Bw = N + es, Tw = es - ei,
dla wymiarów wewnętrznych (otworów):
Ao = N + EI, Bo = N + ES, To = ES - EI,
Tp = Tw + To
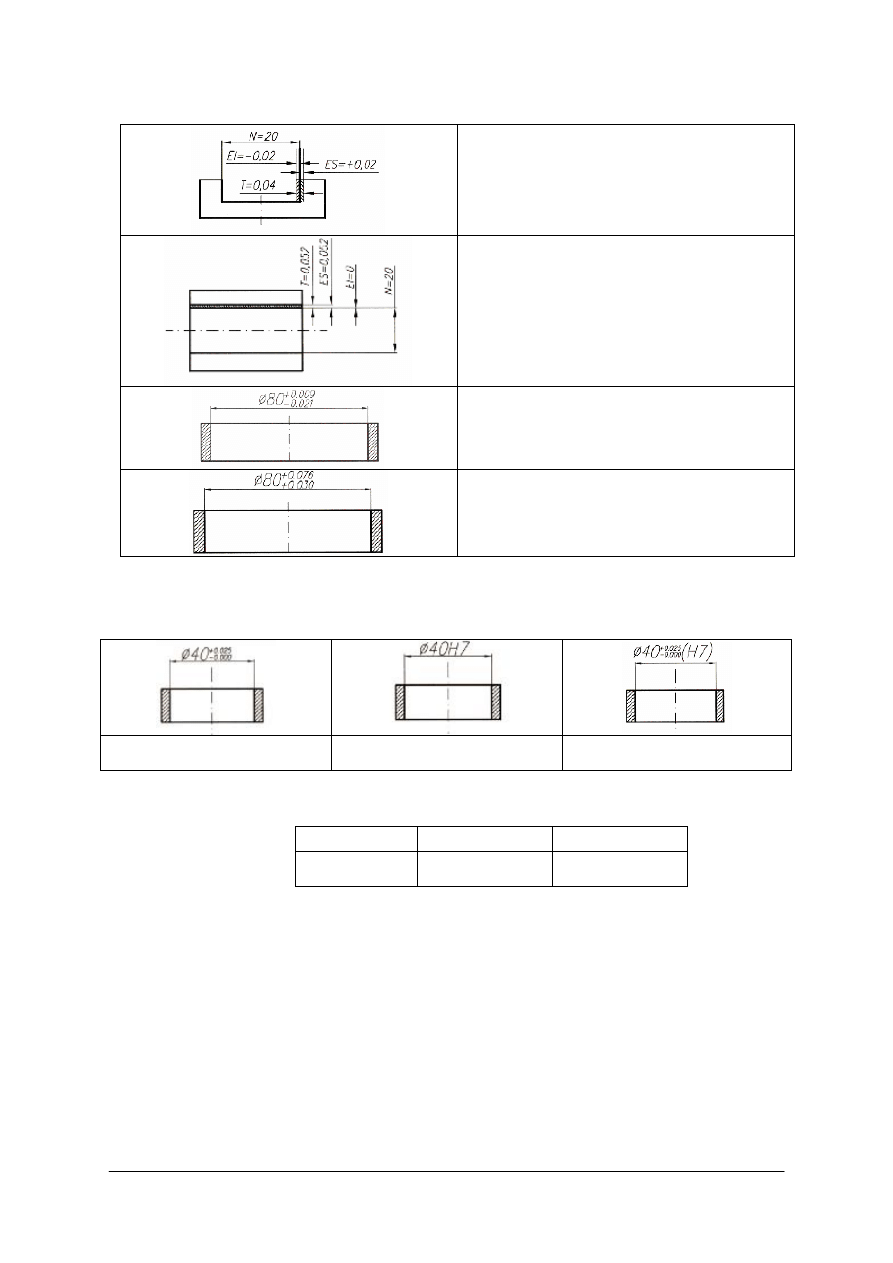
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
39
Tabela 5. Różne rodzaje tolerowań
Tolerowanie symetryczne, gdy obie
odchyłki są jednakowe i różnią się tylko
znakiem
EI = – 0,02
ES = + 0,02
Tolerowanie asymetryczne, gdy jedna
z odchyłek jest równa zero,
EI = 0
ES = + 0,052
Tolerowanie asymetryczne dwustronne, gdy
dwie odchyłki o różnych znakach
i wartościach,
Tolerowanie asymetryczne jednostronne,
gdy dwie odchyłki o jednakowym
znaku.
Tolerowanie jest znormalizowane, a odchyłki dla poszczególnych wymiarów są określone
w normie PN-EN 20286-2:1996,
tolerowanie liczbowe za pomocą
odchyłek,
tolerowanie za pomocą symboli,
tolerowanie mieszane: liczbowe i za
pomocą symboli.
Rys. 17. Różny sposób zapisu tolerancji
20
H
7
Wymiar
nominalny
Symbol rodzaju
tolerancji
Klasa dokładności
wykonania
Rys. 18. Znaczenie znaków w zapisie tolerowania, przykład: 20H7
Norma PN-EN 20286-2 przewiduje 18 klas dokładności: IT1-IT18,
a) klasy IT0,IT01,IT1 ÷ IT5 najdokładniejsze (narzędzia pomiarowe, urządzenia
precyzyjne),
b) IT5÷IT11 średnio dokładne (części maszyn),
c) IT12÷ IT16 mało dokładne oraz wymiary nietolerowane.
Wartości odchyłek są uzależnione od: rodzaju tolerancji określonej symbolem, klasy
dokładności, wartości wymiaru nominalnego.
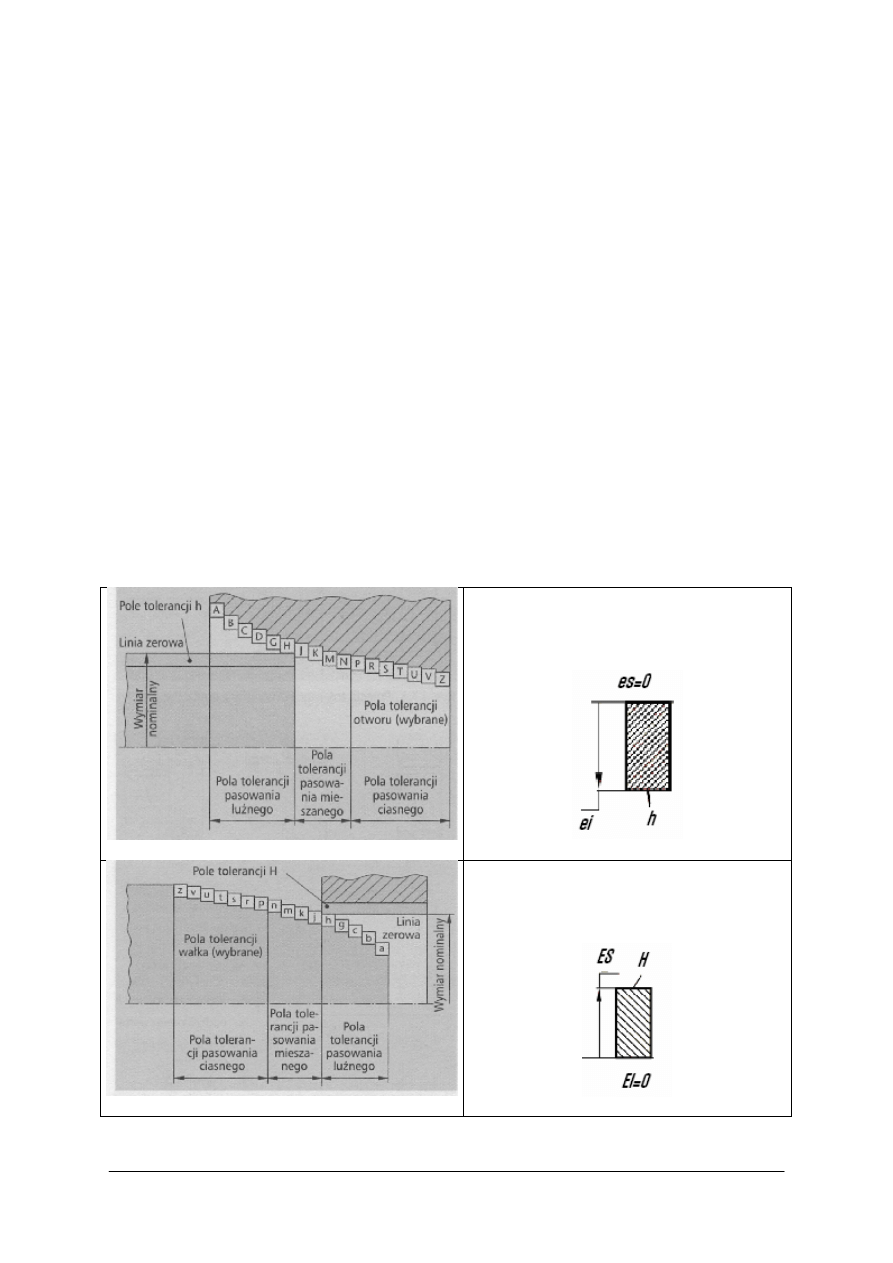
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
40
Pasowania
Pasowanie to połączenie dwóch elementów o jednakowym wymiarze nominalnym i różnych
odchyłkach.
Pasowanie luźne (ruchowe) jest to połączenie, w którym występuje luz, elementy pasowane
mogą się przemieszczać względem siebie.
Pasowanie mieszane jest to połączenie, w którym może wystąpić niewielki luz lub niewielki
wcisk (luz ujemny).
Pasowanie ciasne jest to połączenie, w którym występuje wcisk, elementy pozostają
w spoczynku względem siebie po zmontowaniu.
Lmin = Ao(otworu) – Bw(wałka) = EI – es
Lmax = Bo(otworu) – Aw(wałka) = ES – ei
−
pasowanie jest luźne wówczas, gdy L min, L max>0
−
pasowanie jest mieszane wówczas, gdy L min<0, Lmax>0
−
pasowanie jest ciasne wówczas, gdy L min, L max<0
Tp = L max – L min
Zasady pasowania
Zasada stałego otworu – średnicę otworu toleruje się zawsze w głąb materiału, EI=0
(tolerowanie asymetryczne), żądane pasowanie uzyskuje się poprzez dobranie odchyłek
wałka. Przykłady: 10H7/f6 – pasowanie luźne, 10H7/s7 – pasowanie ciasne.
Zasada stałego wałka – średnicę wałka toleruje się zawsze w głąb materiału, es=0
(tolerowanie asymetryczne), żądane pasowanie uzyskuje się poprzez dobranie odchyłek
otworu. Przykłady: 10F8/h6 – pasowanie luźne, 10S7/h6 – pasowanie ciasne.
System pasowań ISO według stałego wałka
(zasada stałego wałka)
System pasowań ISO według stałego
otworu (zasada stałego otworu)
Rys. 19. Podstawowe systemy pasowań [15, s. 18]
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
41
Symbole tolerancji:
(A – H), (a – h) – dotyczą pasowań luźnych,
(J – N), (j – n) – dotyczą pasowań mieszanych,
(P – U), (p – u) – dotyczą pasowań ciasnych.
W budowie maszyn częściej stosuje się zasadę stałego otworu niż zasadę stałego wałka.
Zasada stałego otworu umożliwia zmniejszenie liczby rozmiarów narzędzi i sprawdzianów do
pomiaru otworów. Zasadę stałego wałka stosuje się w przypadku potrzeby osadzenia wielu
elementów na wałku, którego średnica na pewnej długości jest stała.
Tabela 6. Przykładowe własności niektórych pasowań
Symbol
pasowania
Właściwości połączenia
Przykłady zastosowań
U8/h7
H8/s7
S7/h6
H7/r6
R7/h6
Części są mocno połączone z dużym wciskiem.
ich montaż wymaga dużych nacisków lub
nagrzewania albo oziębiania części w celu
uzyskania połączenia skurczowego. Połączenie jest
trwałe nawet w przypadku dużych sił i nie wymaga
dodatkowych zabezpieczeń
Łączenie z wałami kół zębatych, tarcz
sprzęgieł, wieńców kół z tarczami, tulei
z piastami itp.
H7/n6
N7/h6
Montaż części oraz ich rozdzielenie wymaga
dużego nacisku. Ponieważ może wystąpić luz
należy
części
zabezpieczyć
przed
przemieszczeniem
Tuleje łożyskowe w narzędziach,
wieńce kół z kołami, dźwignie i korby
na wałach, tuleje w korpusach maszyn,
koła i sprzęgła na wałach
H7/m6
M7/h6
Części są mocno osadzone. Łącznie i rozłączanie
wykonywane jest poprzez mocne uderzenia
ręcznym młotkiem. Części należy zabezpieczyć
przed przemieszczeniem
Wewnętrzne
pierścienie
łożysk
tocznych, koła pasowe, koła zębate,
tuleje, dźwignie, osadzane na wałach,
korby, sworznie tłokowe, sworznie
łączące, kołki ustalające itp.
H7/h6
Części
po
nasmarowaniu
można
ręcznie
przesuwać względem siebie. Pasowanie nadaje się
do tych połączeń, które powinny umożliwiać
wolne przesuwanie części względem siebie
Zewnętrzne
pierścienie
łożysk
tocznych, pierścienie uszczelniające,
prowadzenia różnego rodzaju, łożyska
ślizgowe z bardzo małym luzem,
narzędzia na trzpieniach itp.
H7/g6
G7/h6
Połączenie ruchowe bez znacznego luzu, części
można swobodnie przesuwać i obracać względem
siebie
Łożyska ślizgowe (np. korbowodów),
elementy,
które
wykonują
ruch
względny ale bez nadmiernego luzu
H7/f7
Połączenie ruchowe ze znacznym luzem, części
mogą się poruszać ze średnimi prędkościami
Łożyska i prowadnice ślizgowe
(np. popychacze zaworowe) itp.
H8/e8
E8/h9
Połączenia mają znaczny luz, części mogą się
obracać z dużymi prędkościami
tłoki w cylindrach, wały w długich
łożyskach itp.
H11/c11
Połączenia z dużymi luzami, części mają duże
tolerancje wykonawcze
Łożyska maszyn i mechanizmów
rolniczych,
sprzętu
gospodarstwa
domowego itp.
Chropowatość powierzchni
Chropowatość powierzchni jest zbiorem bardzo drobnych wzniesień i zagłębień
(mikronierówności) występujących na tej powierzchni. Chropowatość powierzchni jest ściśle
związana ze sposobem wytwarzania przedmiotów a w szczególności zależy od rodzaju
obróbki powierzchni przedmiotów.
Podstawowe zasady użytkowania narzędzi pomiarowych
1. Przed użyciem wytrzyj narzędzie dokładnie czysta szmatka.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
42
2. Nie używaj siły przy dokonywaniu pomiarów.
3. Nie uderzaj w narzędzia pomiarowe, nie rzucaj ich na stół.
4. Chroń przed upadkiem i porysowaniem.
5. Unikaj dotykania palcami powierzchni pomiarowych narzędzi.
6. Po użyciu narzędzie dokładnie zakonserwuj szmatką z wazeliną i włóż do pudełka.
4.3.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co nazywamy pomiarem?
2. Którymi narzędziami pomiarowymi można zmierzyć długość?
3. Jak odczytuje się zmierzoną wartość na noniuszu suwmiarki?
4. Do czego służy średnicówka?
5. Co to jest tolerancja wymiaru?
6. W jaki sposób można zapisać tolerancję na rysunku technicznym?
7. Na czym polega pasowanie?
8. Jakie znasz rodzaje pasowań?
9. Co to jest chropowatość powierzchni?
4.3.3. Ćwiczenia
Ćwiczenie 1
Posługując się odpowiednimi suwmiarkami, dokonaj pomiarów różnych elementów
(w tym pomiar średnicy otworu, średnicy wałka, głębokości kanału na wpust, wymiarów
gabarytowych niewielkich elementów). Suwmiarki powinny być wyposażone w noniusze
0,1 mm i 0,05 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wykonać wskazane w ćwiczeniu pomiary,
4) nanieść wymiary na odręcznie wykonane rysunki warsztatowe mierzonych elementów,
5) zakonserwować suwmiarki.
Wyposażenie stanowiska pracy:
−
drobne przedmioty do pomiarów,
−
suwmiarki o noniuszach 0,1 mm i 0,05 mm,
−
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.
Ćwiczenie 2
Posługując się mikrometrem, dokonaj pomiarów różnych elementów z dokładnością do
0,01 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
43
3) wykonać wskazane w ćwiczeniu pomiary,
4) nanieść wymiary na odręcznie wykonane rysunki warsztatowe mierzonych elementów,
5) zakonserwować mikrometr.
Wyposażenie stanowiska pracy:
−
drobne przedmioty do pomiarów,
−
mikrometry,
−
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.
Ćwiczenie 3
Posługując się średnicówką, dokonaj pomiarów średnicy tulei cylindrycznej silnika
z dokładnością do 0,01 mm.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wykonać wskazane w ćwiczeniu pomiary,
4) nanieść wymiary na odręcznie wykonane rysunki warsztatowe mierzonych elementów,
5) zakonserwować średnicówkę.
Wyposażenie stanowiska pracy:
−
drobne przedmioty do pomiarów,
−
komplet do pomiaru średnicówką,
−
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.
Ćwiczenie 4
Dla pasowania H8/e8 o wymiarze nominalnym 60, oblicz tolerancję otworu (To)
i tolerancję wałka (Tw). Następnie określ luz minimalny (L min) i luz maksymalny (L max).
Odpowiedz, jaki to jest rodzaj pasowania (luźne, mieszane, czy ciasne).
Wartości odchyłek granicznych dla wymiaru 60 mm na podstawie PN-77/M-02105 wynoszą
w μm: ES = + 46,
EI = 0
es = – 60
ei = – 106,
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) wykonać niezbędne obliczenia,
4) określić, jakiego rodzaju jest to pasowanie,
5) narysować wzajemne położenie odchyłek.
Wyposażenie stanowiska pracy:
−
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
44
Ćwiczenie 5
Oblicz wymiary graniczne oraz tolerancje łożyska ślizgowego dla wymiaru nominalnego
D = 70 mm, w którym zastosowano pasowanie H7/g6. Określ wymiary graniczne Bw, Aw,
Bo, Ao. Oblicz wartości tolerancji Tw, To i Tp.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) odczytać dla wymiaru nominalnego 70 mm z tablic wartości odchyłek dla otworu 70H7,
4) odczytać dla wymiaru nominalnego 70 mm z tablic wartości odchyłek dla wałka 70g6,
5) określić, jakiego rodzaju jest to pasowanie,
6) określić wartości tolerancji,
7) narysować wzajemne położenie odchyłek.
Wyposażenie stanowiska pracy:
−
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.
4.3.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) określić
przeznaczenie
typowych
przyrządów
pomiarowych
stosowanych w praktyce warsztatowej?
2) określić właściwości metrologiczne przyrządów pomiarowych?
3) dobrać przyrządy pomiarowe i wykonać pomiary podstawowych
wielkości fizycznych i geometrycznych?
4) wyjaśnić istotę tolerancji, pasowania i chropowatości powierzchni
oraz zastosować układ tolerancji i pasowań?
5) odczytać i interpretować wyniki pomiarów?

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
45
4.4. Ochrona przed korozją. Zasady ochrony środowiska
w zakresie
stosowania
materiałów
konstrukcyjnych
i eksploatacyjnych
4.4.1. Materiał nauczania
Korozja
Korozją nazywa się proces niszczenia materiałów, zachodzący pod wpływem
chemicznego lub elektrochemicznego oddziaływania otaczającego, agresywnego ośrodka.
Najczęściej jest nim powietrze, wilgotna ziemia lub woda. Chociaż pojęcie korozji często
zawęża się. do materiałów metalowych, podlegają jej również materiały nie metalowe, np.
betony, tworzywa sztuczne lub kauczuki.
W zależności od mechanizmu procesu korozyjnego rozróżnia się dwa rodzaje korozji:
–
korozję chemiczną,
–
korozję elektrochemiczną.
O ile metale ulegają zarówno korozji chemicznej jak i elektrochemicznej, to materiały
niemetalowe podlegają przede wszystkim korozji chemicznej. Uwzględniając środowisko,
w którym przebiega korozja, wyróżnia się:
–
korozję gazową (przebiegającą w suchych gazach),
–
atmosferyczną,
–
wodną,
–
ziemną (w gruncie).
Procesy korozji są potęgowane przez różnorodne dodatkowe czynniki, w tym:
–
mechaniczne (m.in. wewnętrzne naprężenia, tarcie, erozję, kawitację),
–
elektryczne (prądy błądzące potęgują korozję ziemną),
–
biologiczne (mikroorganizmy potęgują korozję ziemną i wodną).
Uwzględniając wygląd zewnętrzny lub zmianę własności fizycznych metali, można
wyróżnić następujące rodzaje korozji:
−
korozja równomierna, która charakteryzuje się tym, że rozmieszczenie produktów korozji
występuje w jednakowy sposób na całej powierzchni korodującego metalu,
−
korozja wżerowa, charakteryzuje się lokalnym tworzeniem wżerów w wyniku różnej
szybkości korozji poszczególnych obszarów powierzchni,
−
korozja międzykrystaliczna, charakteryzuje się zniszczeniem przebiegającym wzdłuż
granic ziaren metalu; ten rodzaj korozji rozprzestrzenia się w głąb materiału, nie
wywołując objawów zniszczenia na jego powierzchni,
−
korozja selektywna polega na wybiórczym utlenianiu jednego lub kilku składników
stopu,
−
pękanie korozyjne występuje pod wpływem naprężeń rozciągających i środowiska
korozyjnego (zwane jest także korozją naprężeniową).
Korozja materiałów powoduje bardzo duże straty. Składają się na nie zarówno koszty
bezpośrednio związane z koniecznością wymiany zniszczonych elementów, jak i nakłady
ponoszone na prace zabezpieczające i konserwacyjne. Trudne do oszacowania są koszty
pośrednie, wynikające ze zmniejszenia wydajności urządzeń, ich postoju. Ważnym
zagadnieniem jest również zagrożenie bezpieczeństwa pracy maszyn i urządzeń, które
podlegają procesom korozyjnym, a których awaria może mieć niekiedy bardzo niebezpieczne
skutki (części samolotów, konstrukcje mostów, zbiorniki ciśnieniowe, turbiny itp.).

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
46
Korozja chemiczna
Korozja chemiczna jest procesem niszczenia metali, zachodzącym w skutek
bezpośredniego działania suchych gazów (szczególnie w wysokiej temperaturze) lub
środowisk ciekłych. Środowiska te nie są zdolne do przewodzenia prądu elektrycznego.
Najpospolitszym przykładem korozji chemicznej jest zendrowanie żelaza, czyli tworzenie się
na powierzchni żelaza zgorzeliny tlenkowej. Żelazo jest metalem nieszlachetnym, dlatego
stosunkowo łatwo wchodzi w reakcję z tlenem (utlenia się), a na jego powierzchni tworzy się
warstwa tlenków, głównie magnetytu. Tlenki powstają również na innych metalach m.in.:
cynku, magnezie, miedzi. Jeżeli powstająca warstwa tlenkowa nie jest szczelna, to tlen
dostaje się do coraz głębszych warstw metalu. Prowadzi to do całkowitego skorodowania
(utlenienia) metalu. Jeżeli warstwa tlenków jest szczelna i spójna oraz dobrze przylega do
metalu, korozja dotyczy tylko jego wierzchniej warstwy. Taki przypadek dotyczy takich
metali jak: nikiel, chrom, czy aluminium.
Korozja elektrochemiczna
Ten przypadek korozji zachodzi wówczas, gdy metal lub stop ma kontakt z elektrolitem.
Oznacza to, że powierzchnia metalu styka się z roztworem soli, kwasu lub zasady. Niekiedy
elektrolitem może być nawet niewielka ilość wilgoci znajdującej się w powietrzu. Jest to
bardzo rozpowszechniony proces. W tym przypadku niszczenie metalu zachodzi wskutek
powstawania ogniw galwanicznych i przepływu słabego prądu w tych ogniwach.
Procesy korozji w różnych środowiskach
Korozja atmosferyczna
Korozja atmosferyczna stanowi najczęstszą przyczynę niszczenia metali, zwłaszcza
konstrukcji stalowych. Polega ona na współdziałaniu korozji chemicznej i elektrochemicznej.
Jej przebieg uzależniony jest od składu chemicznego atmosfery. Wzrost wilgotności i liczne
zanieczyszczenia powietrza intensyfikują procesy korozji atmosferycznej. Niektóre metale
(chrom, nikiel, stal nierdzewna) wykazują dużą odporność na działanie atmosfery, dzięki
zdolności do pasywacji. Jest to zjawisko polegające na tworzeniu na powierzchni metalu na
skutek utleniania ochronnej warstewki tlenkowej. Niekiedy te cienkie warstwy pasywne
ulegają jednak zniszczeniu w szczególnie agresywnych atmosferach przemysłowych lub
miejskich zawierających substancje redukujące.
Odporność na działanie atmosfery może być także wynikiem tworzenia się na
powierzchni metalu warstw ochronnych, dzięki wtórnym reakcjom produktów korozji
i składników atmosfery. Tak się dzieje w przypadku miedzi, która pod wpływem atmosfery
koroduje pokrywając się warstwą tlenku miedziowego. Tlenek ten następnie reaguje
z dwutlenkiem węgla z atmosfery, w wyniku czego powstaje zasadowy węglan miedzi.
Tworzy on szczelną warstwę zielonej barwy tzw. patynę. Stanowi ona ochronną warstwę
przed dalszą korozją. Podobne zjawisko występuje w przypadku cynku i ołowiu.
Korozja wodna
Zbiorniki, rurociągi, pompy oraz jednostki pływające ulegają często korozji wodnej.
Agresywność wody powiększa się ze wzrostem zawartości soli mineralnych rozpuszczonych
w wodzie, a także w przypadkach z napowietrzania wody oraz wzrostu jej temperatury.
Bardzo korzystne warunki dla przebiegu korozji elektrochemicznej stwarza woda morska,
która ze względu na znaczne stężenie soli stanowi roztwór o wysokim przewodnictwie
elektrycznym.
Korozja
wodna
jest
często
potęgowana
przez
burzliwy
przepływ
wody
(np. w rurociągach, wirnikach pomp) powodujący występowanie zjawisk erozyjno-
kawitacyjnych. Duży wpływ na przyśpieszenie korozji wodnej mają także mikroorganizmy
żywe.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
47
Korozja ziemna
Korozji ziemnej ulegają rurociągi, kable energetyczne i telefoniczne. Agresywność
gruntu zależy wprost od jego kwasowości, wilgotności, napowietrzenia, zawartości soli,
obecności mikroorganizmów itp. Ponadto, korozja ziemna jest potęgowana przez prądy
błądzące stałe lub przemienne pochodzące z upływów obwodów elektrycznych (w pobliżu
torów tramwajowych lub kolejowych).
Ochrona przed korozją
Zapobieganie korozji lub zmniejszanie jej rozmiarów można realizować poprzez
następujące działania:
a) zastosowanie dodatków stopowych, uszlachetniających metal (chrom lub nikiel),
b) wybór takiego metalu, czy stopu metalów, by po przereagowaniu jego wierzchniej
warstwy, tworzyła się powłoka ochronna (zbiorniki z ołowiu),
c) odcięcie materiału od czynnika korozyjnego poprzez:
–
malowanie, lakierowanie, emaliowanie, powlekanie gumą, plastykiem lub
substancjami bitumicznymi,
–
metalizowanie natryskowe, napawanie, platerowanie, (czyli nanoszenie powłok
organicznych, nieorganicznych, metalowych i niemetalowych),
–
fosforowanie żelaza i stali lub chromianowanie cynku i magnezu,
–
elektrolityczne pokrywanie powierzchni metalu chronionego cienką warstewką
metalu trudniej korodującego.
Ochrona katodowa polega na tym, że chronioną konstrukcje, łączy się. z ujemnym
biegunem źródła prądu stałego. Biegun dodatni jest podłączony do dodatkowej elektrody
pomocniczej (anody). W takim przypadku, gdy elektrolitem jest np. woda morska,
rozpuszczać się będzie płytka będąca anodą, a nie kadłub okrętu.
Powłoki ochronne
Do czynności konserwacyjnych należy naniesienie, a niekiedy odtwarzanie
uszkodzonych powłok ochronnych.
Ochronne powłoki organiczne
Najbardziej rozpowszechnione w ochronie metali przed korozją są powłoki organiczne
wykonane z farb i lakierów. Oprócz nich do tej grupy powłok zalicza się także warstwy
wykonane z gumy (z kauczuku naturalnego lub syntetycznego) oraz powłoki z tworzyw
sztucznych (polichlorku winylu, polietylenu, poliamidów, czy epoksydów).
Ochronne materiały malarskie dzieli się zwykle pod względem ich składu na:
–
farby, które są zawiesinami pigmentów w błonkotwórczym spoiwie,
–
emalie, będące zawiesinami pigmentów w nośnikach żywicznych lub pokostowych,
–
lakiery, które są roztworami nielotnych substancji powłokotwórczych.
Antykorozyjne własności powłok malarskich zależą od własności substancji
powłokotwórczej, od chemicznej i fizycznej odporności powłoki na działanie otoczenia oraz
od przyczepności powłoki do metalu. Metal może ulegać korozji nawet wtedy, gdy powłoka
jest nienaruszona, a czynnik niszczący metal przez nią przenika. Każda farba ochronna
antykorozyjna składa się z trzech podstawowych grup składników:
–
składnika błonkotwórczego,
–
rozpuszczalnika, rozcieńczalnika i plastyfikatora (składniki tej grupy mają za zadanie
nadać farbie odpowiednie własności malarskie),
–
pigmentu, który nadaje barwę, chroni przed przenikaniem światła i wody oraz zapewnia
ochronę przeciwkorozyjną.
Do pigmentów, które mają zasadniczy wpływ na przeciwkorozyjne własności wyrobów
malarskich, należy m.in. minia ołowiowa, żółcień cynkowa, pył cynkowy i błękit ołowiowy.
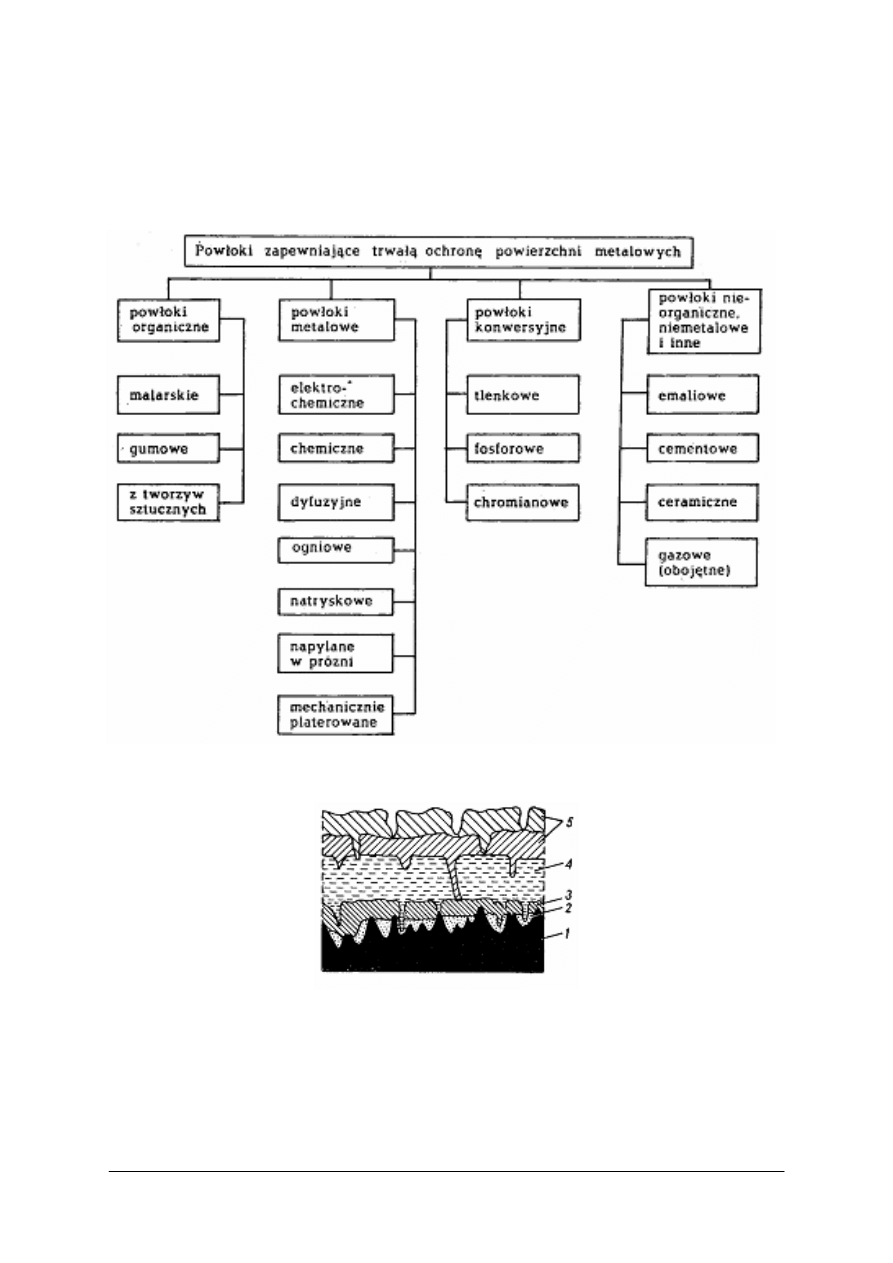
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
48
Ponieważ mogą one nie nadawać błonie wymaganego zabarwienia, pigmenty te
wprowadza się na powierzchnie w pierwszej warstwie, czyli w tzw. farbie gruntowej
(podkładowej). Farby gruntowe są z kolei pokrywane farbami i emaliami nawierzchniowymi
zawierającymi pigmenty nie wykazujące działania przeciwkorozyjnego, ale mające lepsze
własności mechaniczne i dekoracyjne.
Rys. 20. Podział powłok ochronnych stosowanych na powierzchniach metalowych [14, s. 238]
Rys. 21. Przekrój powłoki malarskiej: l) podłoże metalowe, 2), 3) warstwy podkładowe, 4) szpachlówka między
warstwowa wyrównująca, 5) warstwy powierzchniowe (emalia lub lakier) [14, s. 239]
Powłoki metalowe
Powłoki metalowe mają za zadanie ochronić przed korozją zasadniczą konstrukcję
wykonaną najczęściej z łatwo korodującej stali. Wykonuje się je z chromu lub niklu. Są dość
kosztowne.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
49
Powłoki konwersyjne
Powłoki konwersyjne są to warstwy nieorganiczne wytworzone na powierzchni metalu
w wyniku działania roztworów powodujących przemianę powierzchni metalu na
nierozpuszczalne w wodzie związki tworzące szczelną warstwę o własnościach ochronnych.
Otrzymuje się je sposobem chemicznym lub elektrochemicznym. Powłoki konwersyjne
zwiększają przyczepność farb i lakierów do powierzchni metalu. Metale pokrywa się
powłokami konwersyjnymi przez fosforanowanie i oksydowanie. W ten sposób chroni się
często powierzchnię narzędzi ślusarskich.
Powłoki nieorganiczne szkliste
Do najbardziej rozpowszechnionych sposobów nakładania powłok tego typu należy
emaliowanie szkliwami. Emalie techniczne stosowane są do powlekania przedmiotów ze stali
i żeliwa i służą głównie jako ochrona przed korozją. Naczynia, zbiorniki, aparatura służąca do
produkcji środków chemicznych, żywnościowych oraz leczniczych powlekane są specjalnymi
technicznymi emaliami kwasoodpornymi. Do wad emalii szklistych należy mała odporność
na uderzenia i na nagle skoki temperatury.
Uzupełnianie uszkodzonych powłok malarskich
Bardzo często na skutek lokalnego uszkodzenia mechanicznego powłoka malarska
zostaje na niewielkich obszarach zniszczona. Należy ją wtedy jak najszybciej uzupełnić, aby
zapobiec rozwojowi korozji, która zapoczątkowana w miejscu nieciągłości, może
spowodować duże wżery pod istniejącą w sąsiedztwie nieuszkodzoną powloką.
Charakterystycznym objawem rozwoju korozji pod powłoką ochronną są powstające
pęcherze.
Miejsca uszkodzone należy oczyścić papierem ściernym lub szczotkami drucianymi.
Wokół ogniska korozji należy utworzyć pas szerokości około 5–10 mm. Jeżeli nastąpiły już
głębokie wżery korozji, oprócz oczyszczania mechanicznego należy zastosować
odrdzewiacze. Po całkowitym oczyszczeniu podłoża i starannym odtłuszczeniu należy
nałożyć warstwę gruntującą. Po jej wyschnięciu ubytek należy szpachlować wyrównując
powstałe zagłębienie. Po utwardzeniu szpachlówki matuje się jej powierzchnię i najbliższą
okolicę drobnym papierem ściernym. Następnie nakłada się emalię powierzchniową o tym
samym kolorze i odcieniu, co nieuszkodzona powłoka.
Nanoszenie emalii (lakieru) powierzchniowej na małych ubytkach dokonujemy
pędzelkiem, większe powierzchnie pokrywamy natryskowo. Uzupełniające materiały
malarskie powinny być tego samego rodzaju, co dotychczasowa powłoka; niekiedy stosuje się
specjalne odmiany farb podkładowych i emalii renowacyjnych. Bardzo wygodne w użyciu są
pojemniki aerozolowe z materiałami renowacyjnymi zarówno podkładowymi, jak też
zewnętrznymi.
Środki czasowej ochrony przeciwkorozyjnej powierzchni metalowych
Środki służące do ochrony czasowej powinny posiadać następujące cechy:
–
dobre właściwości przeciwkorozyjne,
–
łatwość nanoszenia i usuwania z powierzchni prostymi metodami,
–
nietoksyczność w czasie nakładania oraz trudność zapalenia po nałożeniu,
–
stabilność chemiczną gwarantującą ochronę antykorozyjną przez od 10 do 24 miesięcy,
–
nieszkodliwość dla niemetalicznych elementów konstrukcyjnych maszyn (np. gumy).
Środki ochrony czasowej metali dzieli się na:
–
oleje i smary ochronne,
–
antykorozyjne preparaty blonkotwórcze (fluidole),
–
substancje pasywujące i lotne inhibitory korozji,

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
50
–
woski, farby i lakiery antykorozyjne,
–
powłoki z tworzyw sztucznych.
Oleje i smary ochronne
Zwykłe oleje nie zabezpieczają przedmiotów przed korozją na dłuższy okres. Cienka
warstwa oleju, która pokrywa ścianki przechowywanych przedmiotów, ulega utlenieniu
w stosunkowo krótkim czasie. Dzieje się to na skutek katalitycznego działania metali, wody
i zanieczyszczeń powietrza. Dlatego do ochrony powierzchni metalowych należy stosować
specjalne oleje konserwacyjne.
Dobre smary konserwacyjne muszą mieć następujące cechy:
–
dobrą zwilżalność i przyczepność do powierzchni metalu pozwalającą na tworzenie się
możliwie grubej warstwy oleju na powierzchniach pionowych,
–
własności przeciwutleniające i przeciwkorozyjne pozwalające na długotrwałe
utrzymywanie
węglowodorów
w
stanie
niezmiennym
w
atmosferze
tlenu
atmosferycznego,
–
korzystne własności smarne, nie ustępujące olejom smarującym,
–
własności myjące pozwalające na wymywanie osadów (np. w silniku),
–
w razie potrzeby powinny dać się łatwo usunąć za pomocą rozpuszczalników
pochodzenia naftowego.
Oleje i smary ochronne powinny charakteryzować się możliwie dużą lepkością, która
zapobiega spływaniu z pionowych powierzchni. W tym celu stosuje się takie dodatki jak: olej
cylindrowy, cerezyn i kauczuki syntetyczne.
Smary maziste (plastyczne) stosuje się do ochrony powierzchni zewnętrznych i par
kinematycznych. Smary takie, będące zagęszczonymi ciężkimi olejami mineralnymi
zawierającymi inhibitory korozji i dodatki stabilizujące, zapewniają długotrwale działanie
ochronne nawet w warunkach klimatu morskiego, czy tropikalnego. Przykładem takich
substancji są smary ŁTG i TDM.
Tradycyjnie do konserwacji bywa używana wazelina techniczna. Wazelinę techniczną N
i W stosuje się do zabezpieczania przed korozją atmosferyczną powierzchni części
metalowych przechowywanych przez krótki okres w łagodnych warunkach. Wazelina
techniczna N może być stosowana w pomieszczeniu, gdzie temperatura nie przekracza 308 K
(35°C), natomiast wazelina W, gdy temperatura nie przekracza 321 K (48°C). Wazeliny nie
mają dobrych właściwości smarnych i przeciwkorozyjnych.
Ciekłe antykorozyjne preparaty błonkotwórcze
Do preparatów błonkotwórczych należą tzw. fluidole. Są to specjalne kompozycje
błonkotwórcze na osnowie lanoliny stosowane do pokrywania powierzchni wyrobów
metalowych. Fluidole tworzą na powierzchni chronionego metalu bardzo cienką (o grubości
kilku mikrometrów) szczelną warstewkę odporną na działanie agresywnych czynników
atmosferycznych takich, takich jak dwutlenek węgla i siarki, siarkowodór, tlenek azotu, para
wodna itp. Ta cienka warstewka chroni powierzchnię metalu przed korozją przez około jeden
rok (o ile nie zostanie uszkodzona mechanicznie).
Lotne inhibitory korozji
Inhibitory korozji atmosferycznej mają obecnie coraz większe zastosowanie do ochrony
magazynowanych wyrobów metalowych. Podstawowym warunkiem prawidłowej ochrony
powierzchni metalowej jest obecność par inhibitora w gazowym środowisku otaczającym lub
wypełniającym wyrób. Aby spełnić ten warunek, impregnuje się lotnym inhibitorem materiał
opakowania lub do szczelnie zapakowanych wyrobów wkłada się tampon nasycony takim
inhibitorem.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
51
Antykorozyjne powłoki woskowe, bitumiczne i lakierowe
Działanie powłok woskowych, bitumicznych i lakierowych polega na tworzeniu
szczelnej i plastycznej warstwy ochronnej, która nie dopuszcza czynników agresywnych do
powierzchni chronionego obiektu. Dodatki antykorozyjne powodują wystarczająco aktywną
ochronę nawet w agresywnych i wilgotnych środowiskach.
Przykłady substancji: Protektol S, Korplast P, Bitex.
Powłoki z tworzyw sztucznych do czasowej ochrony antykorozyjnej
Do ochrony czasowej wykorzystuje się takie tworzywa, które możną łatwo usuwać.
Najczęściej stosuje się powłokotwórcze polimery, które przy dekonserwacji usuwa się przez
zdzieranie mechaniczne.
Zasady ochrony środowiska w zakresie stosowania materiałów konstrukcyjnych
i eksploatacyjnych oraz ochrony przeciwpożarowej
Recykling tworzyw sztucznych
Recykling jest jedną z metod kompleksowej ochrony środowiska naturalnego. Jej celem
jest ograniczenie zużycia surowców naturalnych oraz zmniejszenie ilości odpadów. Zasadą
działania recyklingu jest maksymalizacja wykorzystania tych samych materiałów w kolejnych
dobrach materialnych i użytkowych, z uwzględnieniem minimalizacji nakładów na ich
przetworzenie, przez co chronione są nie tylko te surowce naturalne, które służą do ich
wytworzenia, ale również te, które służą do ich późniejszego przetworzenia.
W celu uproszczenia recyklingu tworzyw sztucznych został wprowadzony specjalny kod
oznaczania tych tworzyw. Pierwotnie został on zaprojektowany dla tworzyw stosowanych
w naczyniach i opakowaniach stosowanych w gospodarstwach domowych. Później jednak
został rozszerzony na inne tworzywa, a także na metale. Symbole te ułatwiają segregowanie
tworzyw sztucznych w sortowniach odpadków. Dodatkowo informują też konsumentów
z jakim tworzywem mają do czynienia.
Kody zawierają trzy strzałki, tworzące trójkąt, z grotami skierowanymi zgodnie z ruchem
wskazówek zegara. Wewnątrz trójkąta znajduje się liczba oznaczająca kod tworzywa, a pod
trójkątem umieszczany jest skrót literowy, pochodzący z angielskiej nazwy głównego
polimeru wchodzącego w skład oznakowanego tworzywa (np.: PET 01, PEHD 02, PVC 03,
PELD 04, PP 05, PS 06). Podobny kod też jest stosowany do metali kolorowych i aluminium.
Rys. 22. Oznaczenia określające rodzaj tworzywa sztucznego, ułatwiające segregacje do recyklingu
Przepracowane oleje
Szczegółowy sposób postępowania z olejami odpadowymi, polegający na klasyfikowaniu
do właściwego procesu odzysku albo unieszkodliwiania regulują odpowiednie przepisy
prawa.
Olejem przepracowanym jest każdy olej smarowy lub przemysłowy pochodzenia
naftowego (mineralnego), który stał się nieprzydatny do dalszego stosowania zgodnie z jego
właściwym przeznaczeniem, a w szczególności zużyte oleje silnikowe, przekładniowe,
maszynowe i hydrauliczne. Niekontrolowane pozbywanie się olejów przepracowanych drogą
wylewania, spalania itp. stanowi zagrożenie dla środowiska. Rozlany na ziemię olej wnika
w nią głęboko powodując zatrucie warstwy ziemi, na której żyją rośliny i organizmy żywe.
Bardzo niebezpieczne jest spalanie tych olejów przepracowanych ze względu na zawartości

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
52
pierwiastków metalicznych i związków chemicznych. Zbiórką i utylizacją przepracowanych
olejów zajmują się wyspecjalizowane firmy. W niektórych gminach jest organizowany
bezpłatny odbiór takich olejów.
Podczas zbierania i magazynowania olejów odpadowych jest niedopuszczalne ich
mieszanie z innymi odpadami i substancjami, w tym zwłaszcza z odpadami stałymi,
odpadami PCB, olejem napędowym, olejem opałowym itp. Oleje odpadowe należy zbierać do
szczelnych pojemników, wykonanych z materiałów trudno palnych, odpornych na działanie
olejów odpadowych, odprowadzających ładunki elektryczności statycznej, wyposażonych
w szczelne zamknięcia, zabezpieczonych przed stłuczeniem.
Zasady bezpieczeństwa pożarowego
W związku z koniecznością zapewnienia bezpieczeństwa pożarowego w budynkach
zabronione jest:
1. Używanie ognia otwartego i stosowanie innych czynników mogących zainicjować pożar.
2. Garażowanie pojazdów silnikowych w pomieszczeniach nie przeznaczonych do tego
celu, jeżeli nie opróżniono zbiornika paliwa pojazdu i nie odłączono na stałe zasilania
akumulatorowego pojazdu.
3. Przechowywanie materiałów palnych w odległości mniejszej niż 0,5 m od:
– urządzeń i instalacji, których powierzchnie zewnętrzne mogą nagrzewać się do
temperatury przekraczającej 100°C,
– przewodów uziemiających oraz przewodów odprowadzających instalacji odgromowej,
jeżeli odrębne przepisy nie stanowią inaczej.
4. Użytkowanie elektrycznych urządzeń ogrzewczych ustawionych bezpośrednio na
podłożu palnym, z wyjątkiem urządzeń eksploatowanych zgodnie z warunkami
określonymi przez producenta.
5. Instalowanie opraw oświetleniowych oraz osprzętu instalacji elektrycznych, jak:
włączniki, przełączniki, gniazda wtykowe, bezpośrednio na podłożu palnym, jeżeli ich
konstrukcja nie zabezpiecza podłoża przed zapaleniem.
6. Składowanie materiałów palnych na drogach komunikacji ogólnej służących ewakuacji.
7. Ustawianie na klatkach schodowych jakichkolwiek przedmiotów utrudniających
ewakuację oraz zamykanie drzwi ewakuacyjnych w sposób uniemożliwiający ich
natychmiastowe użycie.
8. Uniemożliwianie lub ograniczanie dostępu do:
– urządzeń przeciwpożarowych, takich jak: hydranty, zawory hydrantowe, suche piony,
– wyjść ewakuacyjnych,
– wyłączników i tablic rozdzielczych prądu elektrycznego oraz głównych zaworów
gazu.
9. Przechowywanie w mieszkaniu cieczy łatwo zapalnych o temperaturze zapłonu poniżej
21
o
C (benzyna, rozpuszczalniki, alkohol etylowy itp.) w ilości ponad 5 litrów i cieczy
o temperaturze zapłonu 21°C do 55°C (nafta, olej napędowy, terpentyna) w ilości ponad
20 litrów.
Zapobieganie pożarom
Zapobieganie powstawaniu pożarów w czasie pracy
W celu uniknięcia powstania pożaru każda osoba przebywająca w danym budynku
(pomieszczeniu) powinna:
–
bezwzględnie przestrzegać zakazu palenia (oprócz miejsc do tego wyznaczonych),
–
zachować zasady bezpiecznego składowania, transportu i użytkowania butli z gazami
sprężonymi lub skroplonymi,
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
53
–
zachować szczególną ostrożność przy transportowaniu, przechowywaniu i użytkowaniu
płynów łatwopalnych, szczególnie o dużej możliwości parowania, gdyż ciecze
łatwopalne, gazy palne i pyły rozpylone w powietrzu tworzą z nim mieszaniny
wybuchowe,
–
w sposób szczególnie ostrożny przechowywać, transportować i użytkować środki
toksyczne, żrące, silne utleniacze za względu na zagrożenie dla zdrowia i życia,
–
zwracać uwagę na zagrożenie występujące przy transportowaniu, składowaniu
i magazynowaniu materiałów skłonnych do samozapalenia się, i to w zakresie wielkości,
wysokości składowania, odległości od źródeł ciepła, wrażliwości na warunki
atmosferyczne itp.,
–
bezwzględnie przestrzegać wymogu nie zastawiania dróg komunikacji ogólnej i dróg
ewakuacyjnych,
–
znać rozmieszczenie podręcznego sprzętu gaśniczego, jego możliwości i zasady użycia
do odpowiedniego rodzaju palących się materiałów.
Zapobieganie pożarom po zakończeniu pracy
Po zakończeniu pracy należy:
–
wyłączyć urządzenia nie pracujące w ruchu ciągłym,
–
sprawdzić całe miejsce pracy lub pomieszczenie pod kątem prawidłowości
zabezpieczenia przeciwpożarowego,
–
wyłączyć główny wyłącznik prądu lub zawór z gazem do danego pomieszczenia.
4.4.2. Pytania sprawdzające
Odpowiadając na pytania, sprawdzisz, czy jesteś przygotowany do wykonania ćwiczeń.
1. Co to jest korozja?
2. Jakie znasz rodzaje korozji, uwzględniając mechanizm procesu korozyjnego?
3. Jakie znasz rodzaje korozji, uwzględniając środowisko w którym ona przebiega?
4. Jakie znasz sposoby zapobiegania korozji?
5. Jakie znasz rodzaje powłok ochronnych?
6. Jakie cechy powinien posiadać dobry smar konserwacyjny?
7. Co to jest recykling?
8. Co należy zrobić z przepracowanym olejem?
9. Jakie są ogólne zasady zachowania bezpieczeństwa przeciwpożarowego?
10. W jaki sposób można zapobiegać pożarom?
4.4.3. Ćwiczenia
Ćwiczenie 1
Odszukaj w Internecie oferowane na rynku preparaty antykorozyjne. Zapoznaj się z ich
charakterystyką. Poznaj sposób postępowania przy nanoszeniu poszczególnych preparatów na
chronione powierzchnie.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) odszukać w Internecie polecane preparaty,
4) poznać ich charakterystykę i sposób nanoszenia polecany przez ich producentów.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
54
Wyposażenie stanowiska pracy:
–
komputer z dostępem do Internetu,
–
materiały piśmiennicze,
−
literatura zgodna z wykazem w poradniku.
Ćwiczenie 2
Dysponując przedmiotem, którego powierzchnia jest pokryta korozją, oczyść tę
powierzchnię i odpowiednio przygotuj do naniesienia powłoki ochronnej. W przypadku
głębokich wżerów, powierzchnię oczyść, uzupełnij ubytki szpachlą, wyszlifuj ją i pokryj
warstwą farby przeciwkorozyjnej.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) przygotować powierzchnię zardzewiałego przedmiotu do nałożenia powłoki ochronnej,
4) nanieść warstwy szpachli i przeszlifować,
5) nanieść warstwy farby antykorozyjnej,
6) ocenić jakość wykonanej przez siebie pracy.
Wyposażenie stanowiska pracy:
–
skorodowany przedmiot wymagający renowacji,
–
szczotka druciana, płótno ścierne, szlifierka kątowa,
–
szpachla, rozcieńczalnik, farba antykorozyjna,
−
literatura zgodna z wykazem w poradniku.
Ćwiczenie 3
Korzystają z Internetu i innych dostępnych źródeł miejscowej informacji, dowiedz się
gdzie w okolicy w której mieszkasz znajduje się: wysypisko śmieci, sortownia śmieci,
składowisko złomu? Dowiedz się gdzie należy oddawać zużyty olej, akumulatory, baterie,
lampy jarzeniowe? Jakie procedury utylizacji tworzyw sztucznych i zużytego oleju
obowiązują w gminie w której mieszkasz.
Sposób wykonania ćwiczenia
Aby wykonać ćwiczenie, powinieneś:
1) określić zasady bezpiecznej pracy,
2) zorganizować stanowisko pracy do wykonania ćwiczenia,
3) odszukać pożądane informacje,
4) poznać procedury związane ze zbiórką złomu, tworzyw sztucznych, przepracowanych
olejów.
Wyposażenie stanowiska pracy:
–
komputer z dostępem do Internetu,
–
akty prawne dotyczące spraw związanych z ochroną środowiska,
−
literatura zgodna z wykazem w poradniku.

„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
55
4.4.4. Sprawdzian postępów
Czy potrafisz:
Tak
Nie
1) rozpoznać zjawiska korozyjne i ich skutki?
2) dobrać sposoby zapobiegania korozji?
3) rozróżnić i dobrać powłoki ochronne?
4) wyjaśnić zasady recyklingu?
5) określić przepisy przeciwpożarowe?
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
56
5. SPRAWDZIAN OSIĄGNIĘĆ
INSTRUKCJA DLA UCZNIA
1. Przeczytaj uważnie instrukcję.
2. Podpisz imieniem i nazwiskiem kartę odpowiedzi.
3. Zapoznaj się z zestawem zadań testowych.
4. Test zawiera 20 zadań. Do każdego zadania dołączone są 4 możliwości odpowiedzi.
Tylko jedna jest prawidłowa.
5. Udzielaj odpowiedzi na załączonej karcie odpowiedzi, stawiając w odpowiedniej rubryce
znak X. W przypadku pomyłki należy błędną odpowiedź zaznaczyć kółkiem, a następnie
ponownie zakreślić odpowiedź prawidłową.
6. Zadania wymagają prostych obliczeń, które powinieneś wykonać przed wskazaniem
poprawnego wyniku.
7. Pracuj samodzielnie, bo tylko wtedy będziesz miał satysfakcję z wykonanego zadania.
8. Jeśli udzielenie odpowiedzi będzie Ci sprawiało trudność, wtedy odłóż jego rozwiązanie
na później i wróć do niego, gdy zostanie Ci wolny czas.
9. Na rozwiązanie testu masz 45 minut.
Powodzenia!
ZESTAW ZADAŃ TESTOWYCH
1. Do właściwości mechanicznych metali m.in. należy
a)
gęstość.
b)
temperatura topnienia.
c)
twardość.
d)
rozszerzalność cieplna
2. Do właściwości fizycznych metali m.in. zalicza się
a) wytrzymałość na zginanie.
b) wytrzymałość na ściskanie.
c) udarność.
d) przewodność elektryczna.
3. Właściwości technologicznych metali nie określa
a) udarność.
b) skrawalność.
c) spawalność.
d) kowalność.
4. Stal, jest to stop żelaza z węglem, w którym zawartość węgla nie przekracza
a)
2%.
b)
3%.
c)
4%.
d)
5%.
5. Uwzględniając przeznaczenie, stal nierdzewna, kwasoodporna i żaroodporna należy
a)
do stali konstrukcyjnych.
b)
do stali specjalnych.
c)
do stali narzędziowych.
d)
do stali węglowych.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
57
6. Żeliwo jest to stop odlewniczy żelaza z węglem, krzemem, manganem, fosforem, siarką
i innymi składnikami zawierający
a)
od 0% do 1,6% węgla.
b)
od 1% do 2,6% węgla.
c)
od 2% do 3,6% węgla.
d)
od 3% do 4,6% węgla.
7. Podstawową cechą oleju, od której w dużej mierze zależy zakres jego stosowania, jest
a)
temperatura zapłonu.
b)
smarność.
c)
gęstość.
d)
lepkość.
8. Olej silnikowy oznaczony symbolem SAE 10W/40, w naszej strefie klimatycznej
a)
jest olejem tylko letnim.
b)
jest olejem tylko zimowym.
c)
jest olejem wielosezonowym.
d)
jest olejem warunkowo dopuszczonym do eksploatacji letniej.
9. Biodiesel otrzymuje się
a) z przeróbki ekologicznych odmian ropy naftowej.
b) między innymi z nasion rzepaku.
c) w reakcji chemicznej z oleju roślinnego i metanolu, w obecności katalizatora.
d) ze zużytego oleju roślinnego.
10. Farby dyspersyjne (emulsyjne i akrylowe) rozcieńcza się
a) rozcieńczalnikiem.
b) benzyną ekstrakcyjną.
c) wodą.
d) rozpuszczalnikiem.
11. Sinuśnica służy do pomiaru
a)
kątów.
b)
chropowatości.
c)
nierównomierności powierzchni.
d)
owalu.
12. Średnicówka służy do pomiaru
a)
średnicy zewnętrznej.
b)
średnicy tulei.
c)
wymiarów gabarytowych.
d)
średniej wypadkowej pomiarów długości.
13. Na rysunku obok odczyt na dolnej skali suwmiarki wynosi
a)
0,23 mm.
b)
1,23 mm.
c)
2,23 mm.
d)
3,23 mm.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
58
14. Na rysunku obok przedstawiono pomiar
a)
głębokościomierzem.
b)
średnicówką.
c)
twardościomierzem.
d)
chropowatościomierzem.
15. Dla wymiarów wewnętrznych (otworów) tolerancja otworu To wynosi
a)
N + es.
b)
N + ES.
c)
es – ei.
d)
ES – EI.
16. Na rysunku obok odczyt z mikrometru wynosi
a) 5,35 mm.
b) 6,35 mm.
c) 7,35 mm.
d) 8,35 mm.
17. Korozja charakteryzująca się zniszczeniem przebiegającym wzdłuż granic ziaren
metalu; nie wywołując objawów zniszczenia na jego powierzchni, to korozja
a) powierzchniowa.
b) międzykrystaliczna.
c) wżerowa.
d) selektywna.
18. Fluidole to
a) specjalne farby na bazie fluidu.
b) warstwy organiczne służące do regeneracji powierzchni metalowych.
c) warstwy nieorganiczne służące do regeneracji powierzchni metalowych.
d) specjalne kompozycje błonkotwórcze tworzące na powierzchni metalu bardzo cienką
szczelną warstewkę odporną na działanie agresywnych czynników atmosferycznych.
19. Na rysunku obok przedstawiono
a) znak recyklingu, informujący o rodzaju tworzywa sztucznego.
b) informację o tym, że jest to butelka wielokrotnego użytku.
c) znak producenta butelek z tworzywa sztucznego.
d) logo Towarzystwa Przyjaciół Recyklingu.
20. Przepisy dotyczące postępowania z przepracowanym (zużytym) olejem
a) nie są precyzyjnie określone.
b) dopuszczają jego spalenie.
c) są dokładnie określone w przepisach.
d) pozwalają dowolnie utylizować zużyty olej.
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
59
KARTA ODPOWIEDZI
Imię i nazwisko...............................................................................
Stosowanie materiałów konstrukcyjnych i eksploatacyjnych
Zakreśl poprawną odpowiedź.
Nr
zadania
Odpowiedzi
Punkty
1
a
b
c
d
2
a
b
c
d
3
a
b
c
d
4
a
b
c
d
5
a
b
c
d
6
a
b
c
d
7
a
b
c
d
8
a
b
c
d
9
a
b
c
d
10
a
b
c
d
11
a
b
c
d
12
a
b
c
d
13
a
b
c
d
14
a
b
c
d
15
a
b
c
d
16
a
b
c
d
17
a
b
c
d
18
a
b
c
d
19
a
b
c
d
20
a
b
c
d
Razem:
„Projekt współfinansowany ze środków Europejskiego Funduszu Społecznego”
60
6. LITERATURA
1. Bolkowski S.: Elektrotechnika. WSiP, Warszawa 2004
2. Bożenko L.: Maszynoznawstwo dla szkoły zasadniczej. WSiP, Warszawa 1998
3. Budowa pojazdów samochodowych. REA, Warszawa 2003
4. Hansen A.: Bezpieczeństwo i higiena pracy. WSiP, Warszawa 1998
5. Górecki A.: Technologia ogólna. Podstawy technologii mechanicznych. WSiP,
Warszawa 2005
6. Górecki A., Grzegórski Z.: Ślusarstwo przemysłowe i usługowe. Technologia. WSiP,
Warszawa 1989
7. Górecki A., Grzegórski Z.: Montaż, naprawa i eksploatacja maszyn i urządzeń
przemysłowych. Technologia. WSiP, Warszawa 1998
8. Koza W., Lorenc W.: Pracownia techniczna. PWRiL, Warszawa 1985
9. Kolman R.,: Technika pomiarów warsztatowych. WSiP, Warszawa 1976,
10. Lewandowski T.: Rysunek techniczny dla mechaników. WSiP, Warszawa 2000
11. Mac S.: Obróbka metali z materiałoznawstwem. WSiP, Warszawa 1999
12. Mac S., Leowski J.: Bezpieczeństwo i higiena pracy dla szkół zasadniczych. WSiP,
Warszawa 2000
13. Malinowski J.: Pasowanie i pomiary. WSiP, Warszawa 1991
14. Mały poradnik mechanika. Tom I i II. WNT, Warszawa 1996
15. Otmianowski T.: Procesy odnowy maszyn i ciągników rolniczych. PWRiL, Warszawa
1983
16. Stawiszyński F.: Poradnik mechanika samochodowego. WKiŁ, Warszawa 1983
17. Zając B.: Materiałoznawstwo. Materiały pomocnicze. WSiP, Warszawa 1997
Rozporządzenie Ministra Gospodarki i Pracy z dnia 4 sierpnia 2004 r. w sprawie
szczegółowego sposobu postępowania z olejami odpadowymi (Dz.U. 2004 nr 192 poz. 1968)
www.biodiesel.pl
www.drewnozamiastbenzyny.pl
www.dziennik.dziennikbudowy.pl
www.e-izolacje.pl
Wyszukiwarka
Podobne podstrony:
02 Stosowanie materiałów konstrukcyjnych
03 Rozróżnianie materiałów konstrukcyjnych
~$stosowanie materialow konstrukcyjnych zaliczenie wyklad 2011 doc
03 Stosowanie materiałów poligraficznych
03 Stosowanie materiałów poligraficznych
03 Przygotowanie materiałów stosowanych w konstrukcjach
03 Przygotowanie materiałów stosowanych w konstrukcjach
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
Materia y konstrukcyjne tworzywa polimerowe i kompozyty stosowane Kopia
Dobieranie materiałów stosowanych w układach konstrukcyjnych pojazdów samochodowych
Materiały stosowane na konstrukcje
Określanie właściwości materiałów konstrukcyjnych i eksploatacyjnych stosowanych w drogownictwie
Materiały konstrukcyjne
03 Zmęczenie materiału
Dobór materiałów konstrukcyjnych – projekt oprawki do okularów
więcej podobnych podstron