Nazwa kwalifikacji: UĪytkowanie obrabiarek skrawających
Oznaczenie kwalifikacji: M.19
Wersja arkusza: X
* w przypadku braku numeru PESEL – seria i numer paszportu lub innego dokumentu potwierdzającego toĪsamoĞü
EGZAMIN POTWIERDZAJĄCY KWALIFIKACJE W ZAWODZIE
Rok 2014
CZĉĝû PISEMNA
M.19-X-14.05
Czas trwania egzaminu: 60 minut
Instrukcja dla zdającego
1. SprawdĨ, czy arkusz egzaminacyjny zawiera 11 stron. Ewentualny brak stron lub inne usterki zgáoĞ
przewodniczącemu zespoáu nadzorującego.
2. Do arkusza doáączona jest KARTA ODPOWIEDZI, na której w oznaczonych miejscach:
–
wpisz oznaczenie kwalifikacji,
–
zamaluj kratkĊ z oznaczeniem wersji arkusza,
–
wpisz swój numer PESEL*,
–
wpisz swoją datĊ urodzenia,
–
przyklej naklejkĊ ze swoim numerem PESEL.
3. Arkusz egzaminacyjny zawiera test skáadający siĊ z 40 zadaĔ.
4. Za kaĪde poprawnie rozwiązane zadanie moĪesz uzyskaü 1 punkt.
5. Aby zdaü czĊĞü pisemną egzaminu musisz uzyskaü co najmniej 20 punktów.
6. Czytaj uwaĪnie wszystkie zadania.
7. Rozwiązania zaznaczaj na KARCIE ODPOWIEDZI dáugopisem lub piórem z czarnym tuszem/
atramentem.
8. Do kaĪdego zadania podane są cztery moĪliwe odpowiedzi: A, B, C, D. Odpowiada im nastĊpujący
ukáad kratek w KARCIE ODPOWIEDZI:
A
B
C
D
9. Tylko jedna odpowiedĨ jest poprawna.
10. Wybierz wáaĞciwą odpowiedĨ i zamaluj kratkĊ z odpowiadającą jej literą – np., gdy wybraáeĞ
odpowiedĨ „A”:
A
B
C
D
11. Staraj siĊ wyraĨnie zaznaczaü odpowiedzi. JeĪeli siĊ pomylisz i báĊdnie zaznaczysz odpowiedĨ, otocz
ją kóákiem i zaznacz odpowiedĨ, którą uwaĪasz za poprawną, np.
12. Po rozwiązaniu testu sprawdĨ, czy zaznaczyáeĞ wszystkie odpowiedzi na KARCIE ODPOWIEDZI
i wprowadziáeĞ wszystkie dane, o których mowa w punkcie 2 tej instrukcji.
PamiĊtaj, Īe oddajesz przewodniczącemu zespoáu nadzorującego tylko KARTĉ ODPOWIEDZI.
Powodzenia!
A
B
C
D
Uk
áad graficzny
© CKE 2013
Arkusz zawiera informacje prawnie chronione
do momentu rozpoczĊcia egzaminu

Zadanie 1.
Którą obrabiarkĊ do obróbki skrawaniem
przedstawiono na zdjĊciu?
A. StrugarkĊ.
B. DáutownicĊ.
C. FrezarkĊ poziomą.
D. TokarkĊ karuzelową.
Zadanie 2.
Która obrabiarka posiada dane techniczne uwzglĊdnione w tabeli?
A. Wytaczarka.
B. Frezarka pozioma.
C. Wiertarka sáupowa.
D. Tokarka rewolwerowa.
Zadanie 3.
NajwiĊkszą dokáadnoĞü i jakoĞü zewnĊtrznych powierzchni obrotowych moĪna uzyskaü podczas
obróbki na
A. szlifierkach do waáków.
B. frezarkach uniwersalnych.
C. dáutownicach wspornikowych.
D. tokarkach sterowanych numerycznie.
DANE TECHNICZNE
Jednostka
Wymiary
Stóų:
powierzchnia robocza stoųu
mm
320 x 1300
rowki teowe (iloƑđ x szerokoƑđ
x rozstaw)
mm
5 x 18 x 63
Maksymalne przesuniħcie stoųu:
wzdųuǏne mm
850
poprzeczne
mm
340
pionowe
mm 500
Posuwy przyspieszone:
wzdųuǏny
mm/min 1700
poprzeczny
mm/min
1700
pionowy
mm/min 700
Strona 2 z 11
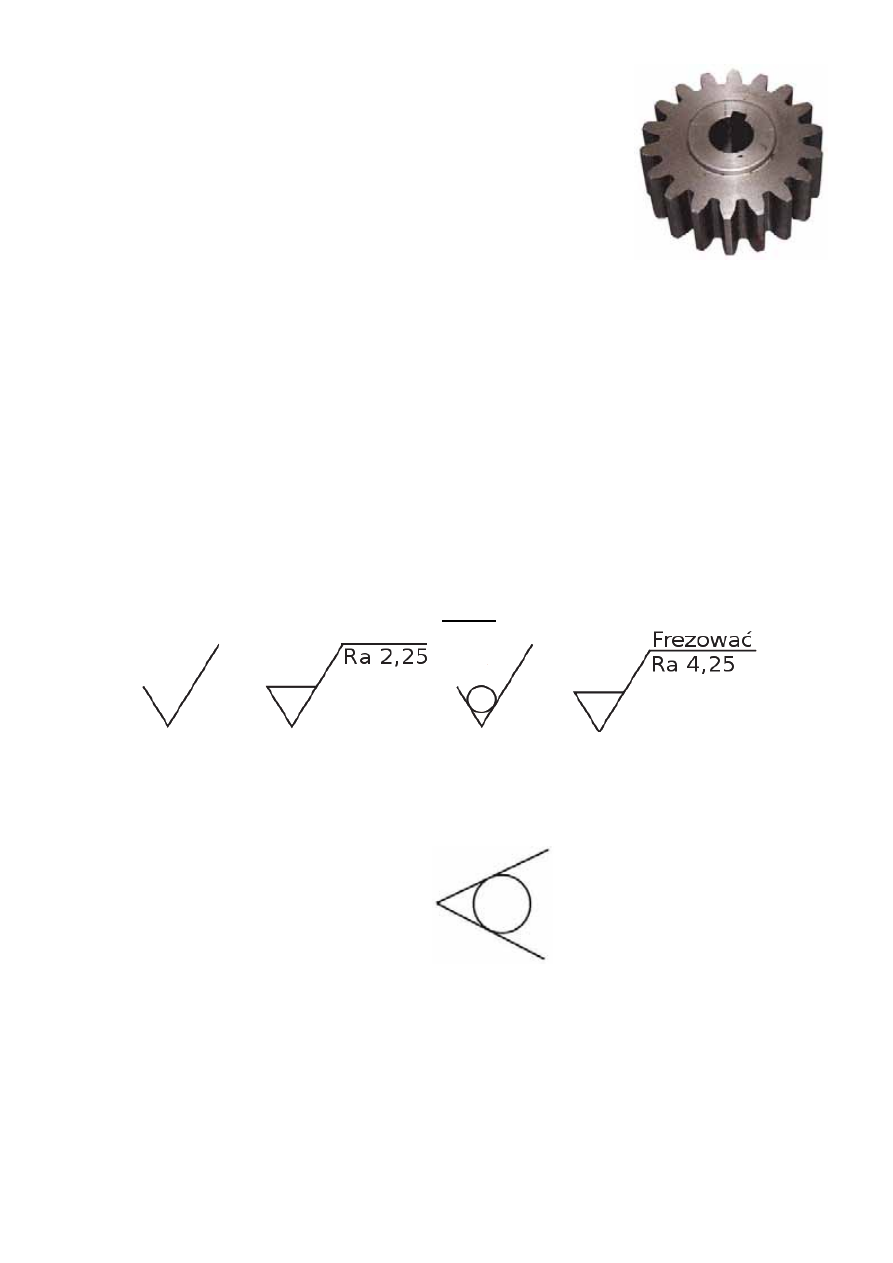
Zadanie 4.
Do wykonania rowka wpustowego w otworze koáa zĊbatego przedstawionego
na rysunku naleĪy zastosowaü
A. strugarkĊ poziomą.
B. dáutownicĊ pionową.
C. frezarkĊ uniwersalną.
D. szlifierkĊ do otworów.
Zadanie 5.
Jakiej obróbki dotyczy poniĪszy opis?
„Jest to obróbka wiórowa, w której caáy naddatek na obróbkĊ skrawany jest podczas jednego przejĞcia
narzĊdzia. Stosuje siĊ do obróbki otworów wielowypustowych, rowków wpustowych oraz do obróbki
powierzchni kwadratowych zewnĊtrznych. Ze wzglĊdu na znaczne koszty narzĊdzi znajduje zastosowanie
wyáącznie w produkcji wieloseryjnej lub masowej”
A. Docieranie.
B. Frezowanie.
C. Polerowanie.
D. Przeciąganie.
Zadanie 6.
Który znak umieszczany jest na powierzchni, która nie jest obrabiana poprzez skrawanie?
Zadanie 7.
Symbol graficzny przedstawiony na rysunku sáuĪy w dokumentacji technologicznej do oznaczania
A. zabieraka.
B. tulei staáej.
C. káa staáego.
D. káa obrotowego.
Zadanie 8.
Do zamocowania waáka dáugiego naleĪy uĪyü
A. zabieraka samozaciskowego.
B. uchwytu pneumatycznego oraz zabieraka staáego.
C. uchwytu hydraulicznego, podtrzymki i káa obrotowego.
D. rĊcznego uchwytu dwuszczĊkowego i zabieraka czoáowego.
A. B. C.
D.
Strona 3 z 11
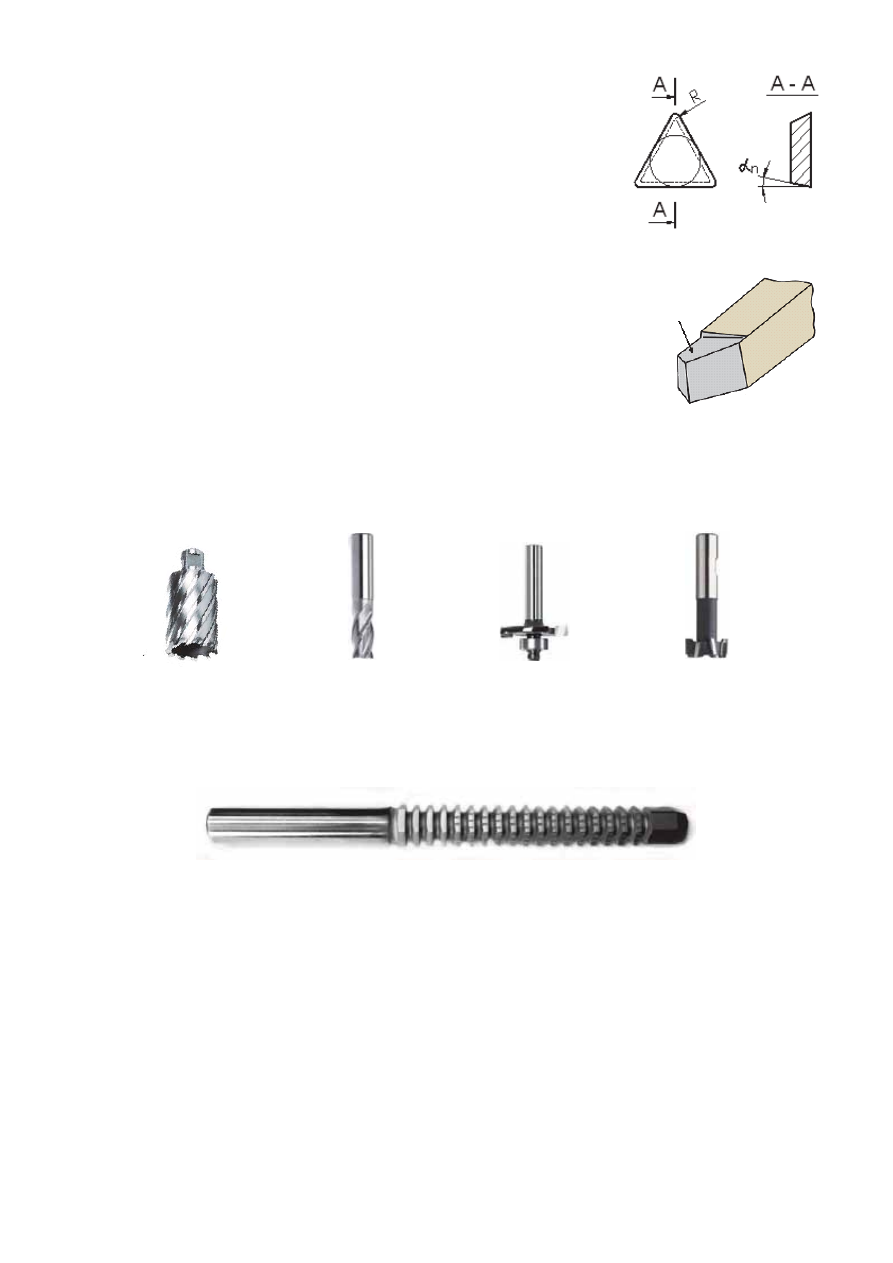
Zadanie 9.
Oznaczony na rysunku kąt páytki wieloostrzowej Į
n
, to kąt
A. ostrza.
B. natarcia.
C. skrawania.
D. przyáoĪenia.
Zadanie 10.
Powierzchnia noĪa tokarskiego, oznaczona strzaáką na rysunku, to powierzchnia
A. natarcia.
B. przyáoĪenia.
C. przystawienia.
D. pomocnicza przyáoĪenia.
Zadanie 11.
Do wykonania rowków teowych stosuje siĊ w pierwszej kolejnoĞci frez trzpieniowy, a nastĊpnie frez
pokazany na zdjĊciu oznaczonym literą
Zadanie 12.
NarzĊdzie przedstawione na zdjĊciu naleĪy zamocowaü podczas obróbki skrawaniem na
A. strugarce.
B. przeciągarce.
C. dáutownicy Magga.
D. dáutownicy Fellowsa.
A. B. C. D.
Strona 4 z 11
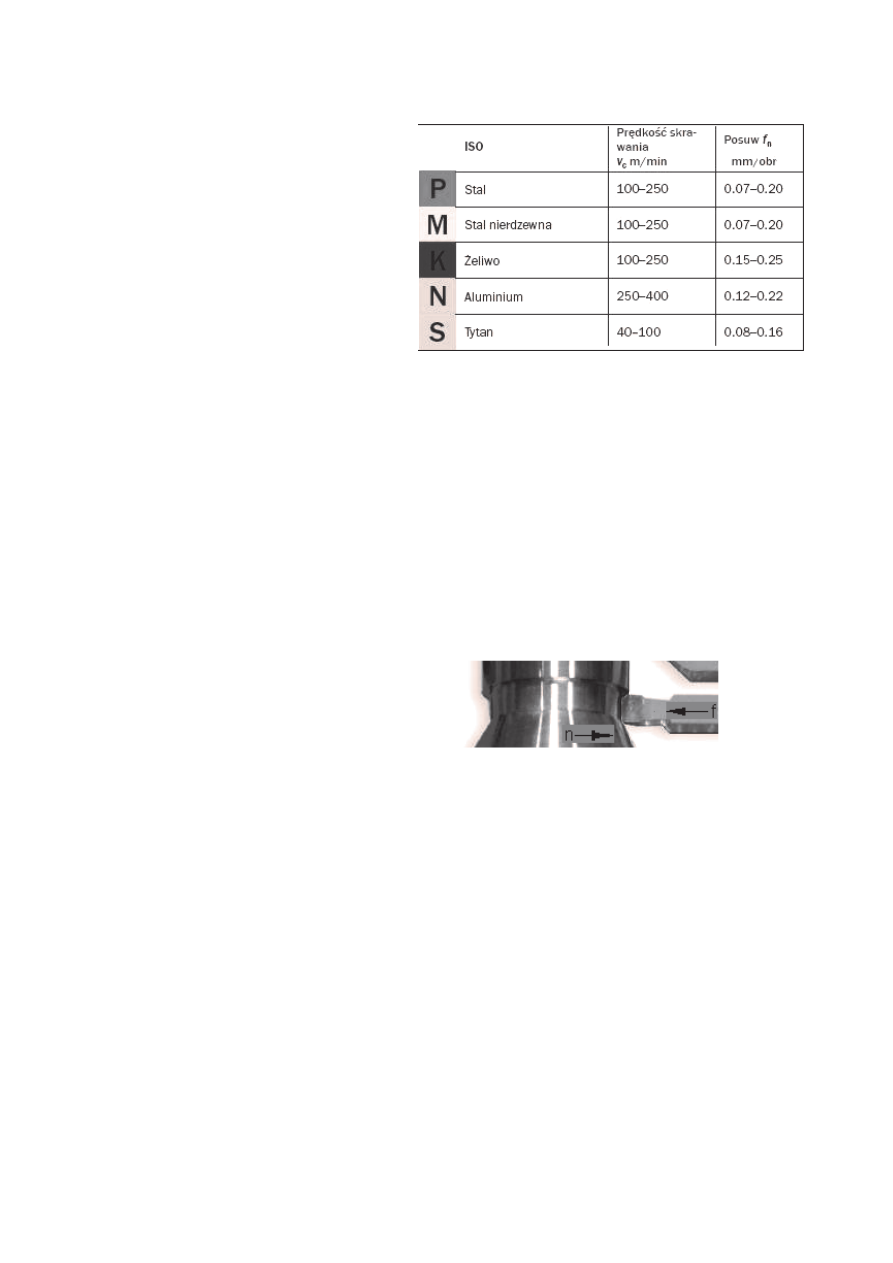
Zadanie 13.
Dobierz prĊdkoĞü skrawania oraz posuw do obróbki Īeliwa, wykorzystując dane zapisane
w przedstawionej tabeli.
A. v
c
= 150 m/min, f
n
= 0,2 mm/obr
B. v
c
= 100 m/min, f
n
= 0,07 mm/obr
C. v
c
= 300 m/min, f
n
= 0,15 mm/obr
D. v
c
= 250 m/min, f
n
= 0,08 mm/obr
Zadanie 14.
Posáugując siĊ wzorem (f
t
= f·n·i mm/min), oblicz posuw minutowy dla wiertáa krĊtego przyjmując:
f = 0,2 mm/obr, obroty n = 600 obr/min, liczba ostrzy skrawających i = 2.
A. f
t
= 120 mm/min
B. f
t
= 300 mm/min
C. f
t
= 240 mm/min
D. f
t
= 1200 mm/min
Zadanie 15.
Które wartoĞci parametrów skrawania, f posuw oraz n prĊdkoĞü obrotowa są odpowiednie do wykonania
rowka w waáku stalowym na tokarce
A. f = 0,25 i n = 100
B. f = 0,04 i n = 600
C. f = 0,18 i n = 900
D. f = 0,30 i n = 1300
Zadanie 16.
Które z wymienionych narzĊdzi naleĪy wykorzystaü do pomiaru Ğrednicy waáka
I45
+0,03
?
A. Mikrometr zewnĊtrzny.
B. SuwmiarkĊ uniwersalną.
C. ĝrednicówkĊ mikrometryczną.
D. WysokoĞciomierz suwmiarkowy.
Strona 5 z 11
Zadanie 17.
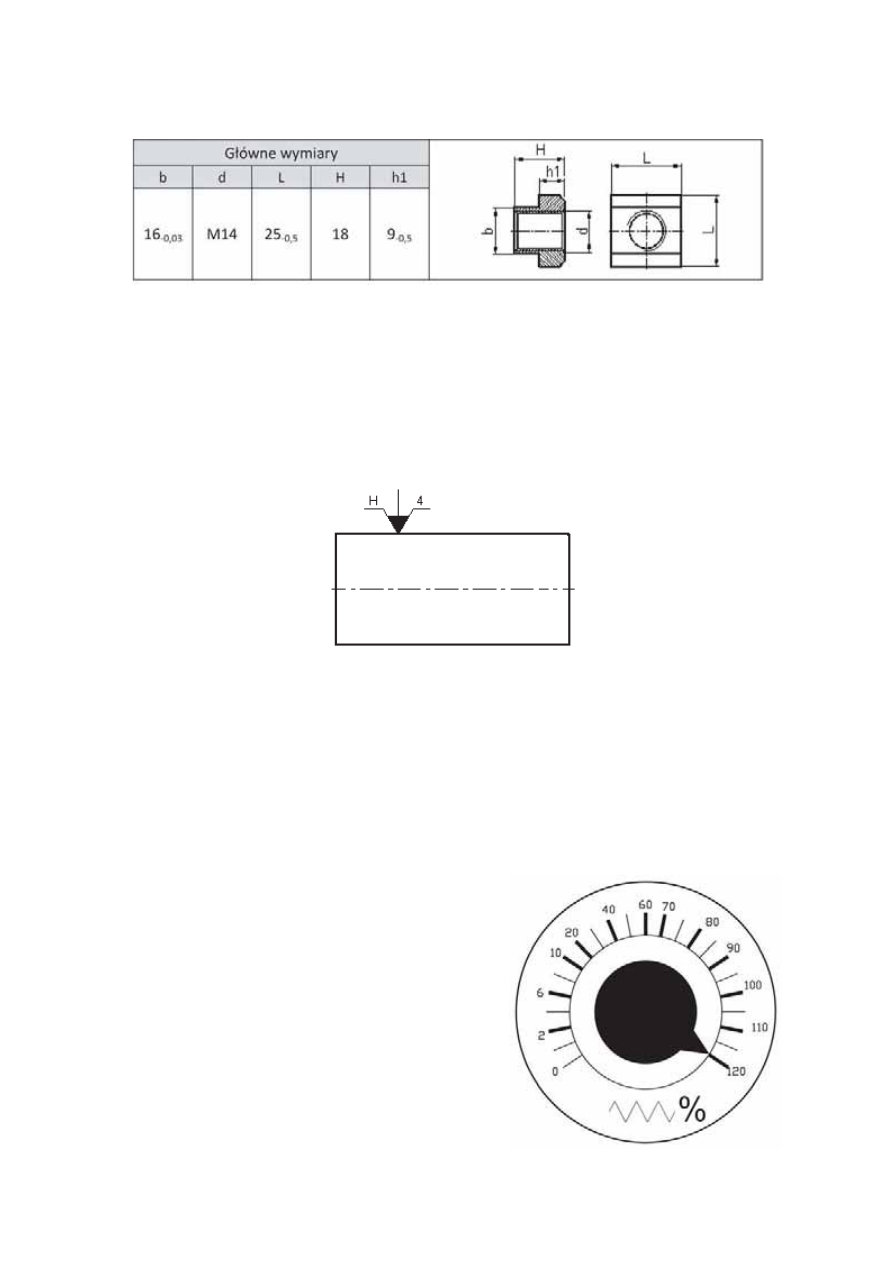
Aby sprawdziü dokáadnoĞü wykonania nakrĊtki teowej, pokazanej na rysunku, naleĪy wykorzystaü:
A. suwmiarkĊ uniwersalną 0,1, wysokoĞciomierz suwmiarkowy.
B. suwmiarkĊ uniwersalną 0,02, sprawdzian gwintów zewnĊtrznych M14.
C. mikrometr zewnĊtrzny, suwmiarkĊ uniwersalną 0,05, sprawdzian trzpieniowy M14.
D. mikrometr zewnĊtrzny, gáĊbokoĞciomierz mikrometryczny, sprawdzian táoczkowy 14.
Zadanie 18.
Na podstawie rysunku okreĞl sposób ustalenia i zamocowania waáka.
A. W uchwycie dwuszczĊkowym mechanicznym z zabierakiem.
B. W uchwycie czteroszczĊkowym hydraulicznym bez podparcia.
C. Na tarczy zabierakowej z zabierakiem i z podparciem káem obrotowym.
D. W uchwycie trójszczĊkowym pneumatycznym z podparciem káem staáym.
Zadanie 19.
Na podstawie danych z fragmentu programu oraz wskazania pokrĊtáa, okreĞl rzeczywistą wartoĞü
posuwu narzĊdzia w tokarce sterowanej numerycznie.
…
G90
G94
M4 S800 F0.2
G00 X100 Z0
…
A. 0,1 mm/obr
B. 0,2 mm/obr
C. 0,22 mm/obr
D. 0,24 mm/obr
PokrĊtáo ustalania wartoĞci posuwu
Strona 6 z 11
Zadanie 20.
Jakie zjawisko nie zachodzi podczas obróbki skrawaniem metali?
A. Wydzielanie siĊ duĪej iloĞci ciepáa.
B. Powstawanie narostu na ostrzu noĪa.
C. Polepszenie chropowatoĞci powierzchni ze wzrostem posuwu narzĊdzia.
D. Oddzielenie od przedmiotu obrabianego warstwy materiaáu w postaci wióra.
Zadanie 21.
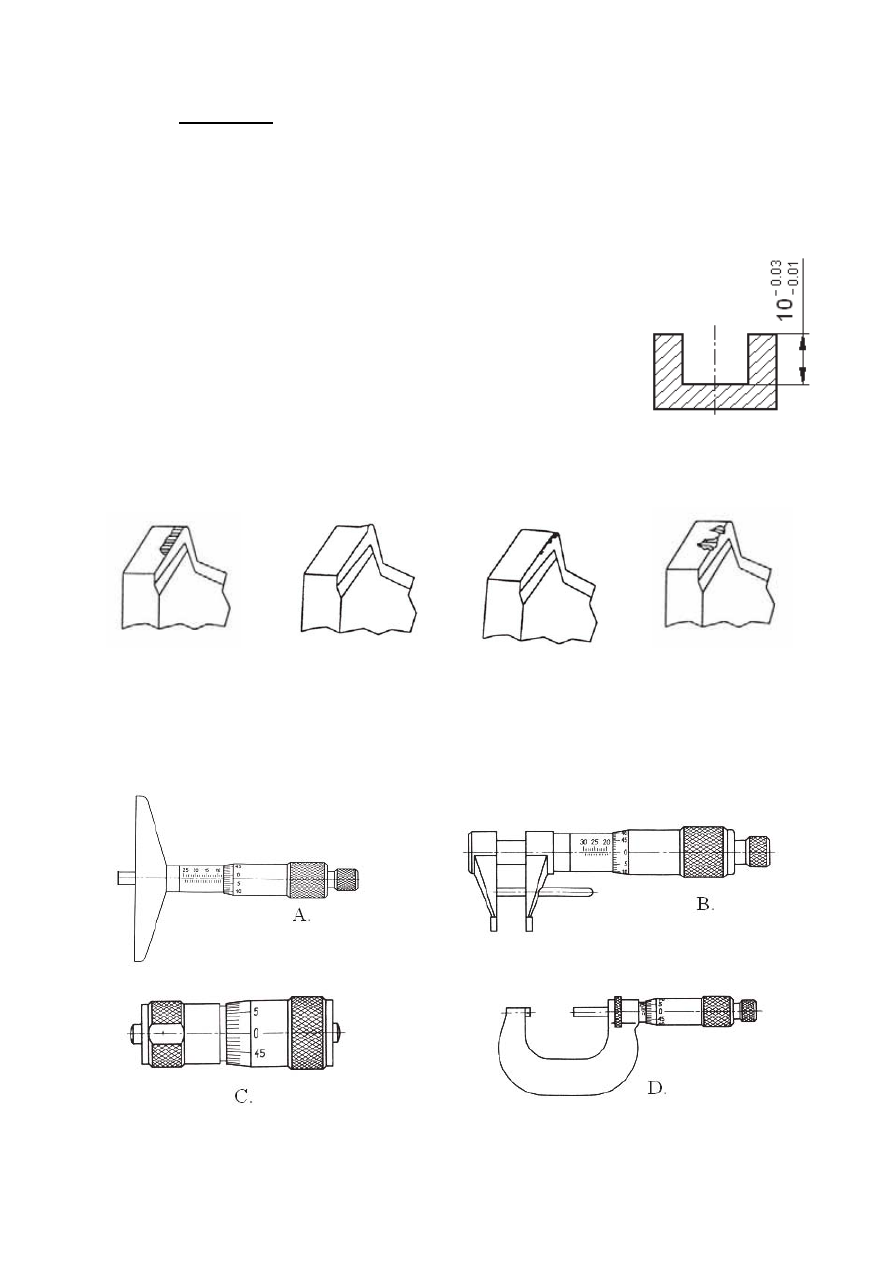
Przedstawiony na rysunku wymiar z podanymi odchyákami moĪna zmierzyü
A. gáĊbokoĞciomierzem mikrometrycznym.
B. gáĊbokoĞciomierzem suwmiarkowym.
C. suwmiarką uniwersalną.
D. taĞmą mierniczą.
Zadanie 22.
Który z zamieszczonych rysunków przestawia krawĊdĨ skrawającą ostrza narzĊdzia z narostem?
Zadanie 23.
Który przyrząd mikrometryczny naleĪy wykorzystaü do pomiaru Ğrednicy otworu
I20?
A. B. C. D.
Strona 7 z 11
Zadanie 24.
Operacje obróbki cieplnej i cieplno-chemicznej wykonywane są na stanowiskach oznaczonym
symbolem
A. S
B. OT
C. HT
D. TU
Zadanie 25.
W którym z przedstawionych fragmentów programów nie wystĊpuje cykl staáy?
Zadanie 26.
Które bloki zapisane są jako podprogram?
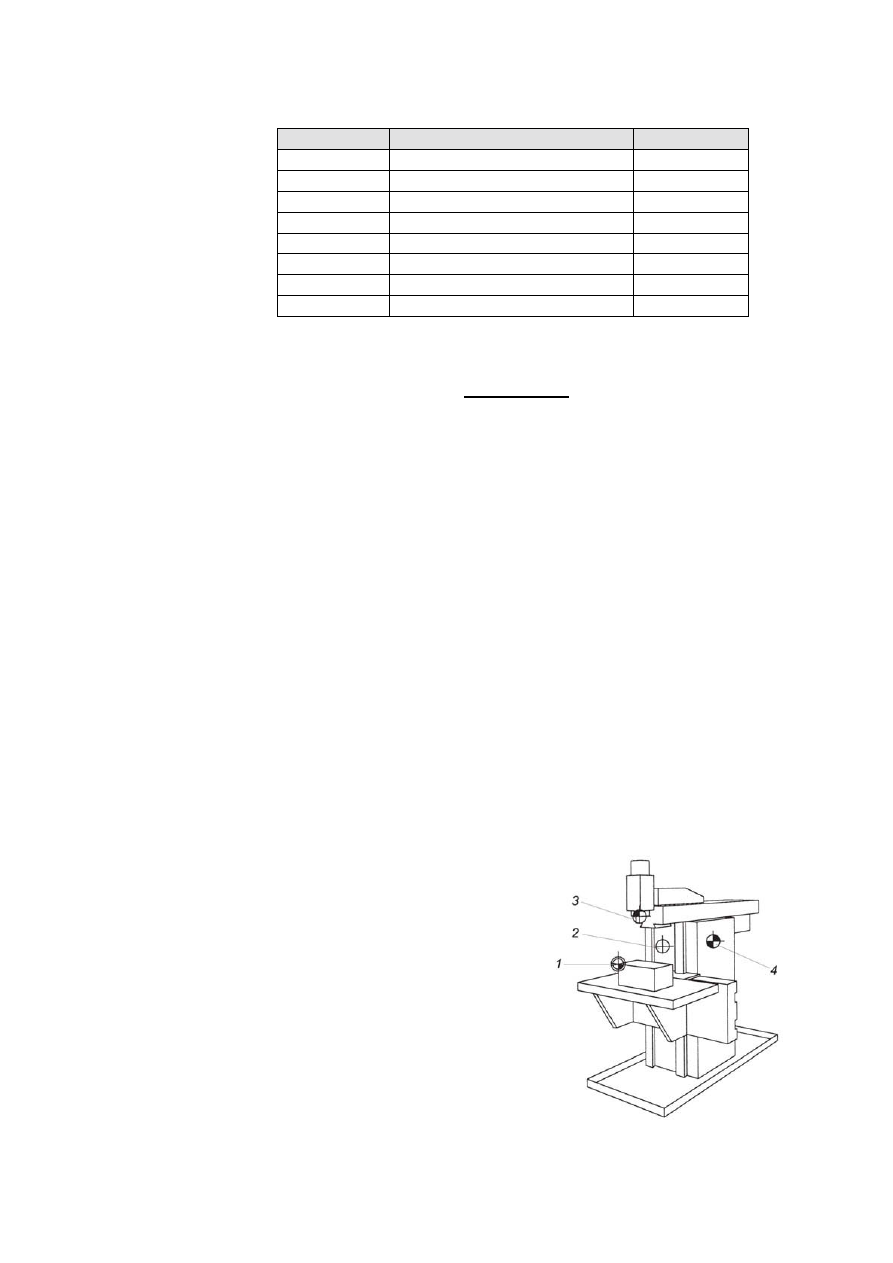
Zadanie 27.
Punkt odniesienia narzĊdzia na rysunku oznaczono numerem
A. 1
B. 2
C. 3
D. 4
Nr operacji
TreƑđ operacji
Stanowisko
1 CiČđ materiaų OT
2 Toczyđ TU
3 Nawħglađ HT
4 ZdjČđ warstwħ nawħglonČ HT
5 Hartowađ powierzchniowo
TU
6 Szlifowađ powierzchniħ czoųowČ S
7 Radeųkowađ TU
8 Chromowađ HT
A.
G81 Z-40
G77 X95 Y70 B50 A30 D4 S4
B.
G67 I130 J80 K-75 E25
C.
G85 Z-47 W5
G79
D.
G91 G01 X8 Y45
G90
G00 X10 Z2
G01 Z-16
X22
M17
G90
G00 X52
G01 X-1
G00 X30 Z1
M00
G91
G00 X0 Z2
G01 Z0
G02 X30 Z-15 B15
M02
G91
G00 X10 Z2
G01 Z0
G03 X20 Z-10 B10
M30
A. B. C. D.
Strona 8 z 11
Zadanie 28.
Która z wymienionych baz tokarki CNC jest bazą ustalaną przez programistĊ?
A. Baza wrzeciona.
B. Baza obrabiarki.
C. Punkt wymiany narzĊdzia.
D. Punkt odniesienia narzĊdzia.
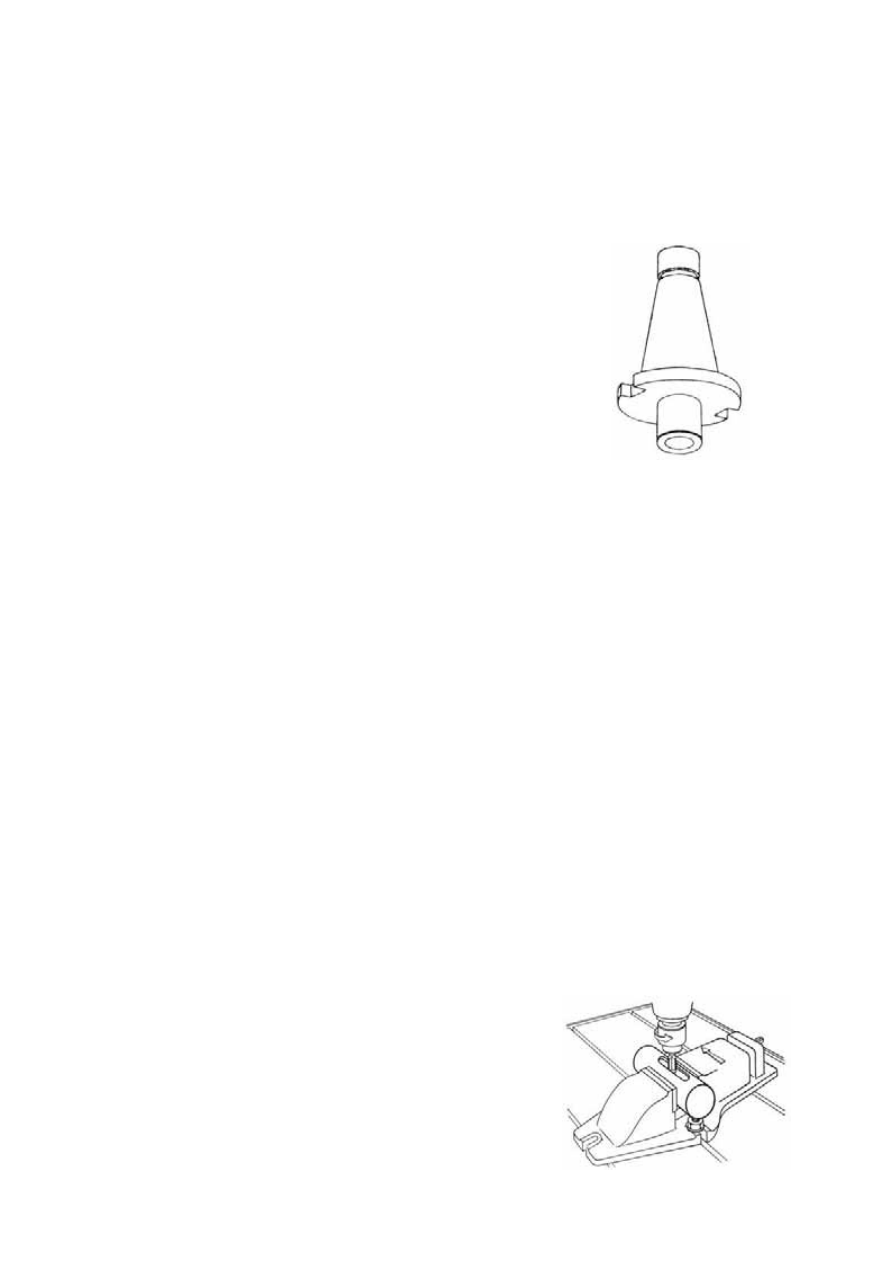
Zadanie 29.
Na rysunku przedstawiono trzpieĔ frezarski
A. dáugi.
B. wydáuĪony.
C. Ğrodkujący.
D. zabierakowy.
Zadanie 30.
Metoda bezwiórowa wykonywania gwintów to
A. kucie.
B. táoczenie.
C. odlewanie.
D. walcowanie.
Zadanie 31.
Funkcje G04 F1 oznaczają
A. postój czasowy wynoszący 1 s
B. odsuniĊcie od konturu wynoszące 1 mm
C. ruch roboczy po áuku z posuwem 1 mm/obr
D. programowalne przesuniĊcie punktu zerowego o 1 mm
Zadanie 32.
W którym z przedstawionych bloków wystĊpują funkcje ustawcze wrzeciona?
A. T4 D4
B. M4 S900
C. G11 X50 Z80
D. G91 G00 X100
Zadanie 33.
Jaki rodzaj obróbki skrawaniem przedstawiono na rysunku?
A. Szlifowanie waáka.
B. Dáutowanie rowka teowego.
C. Frezowanie rowka wpustowego.
D. Frezowanie otworu prostokątnego.
Strona 9 z 11
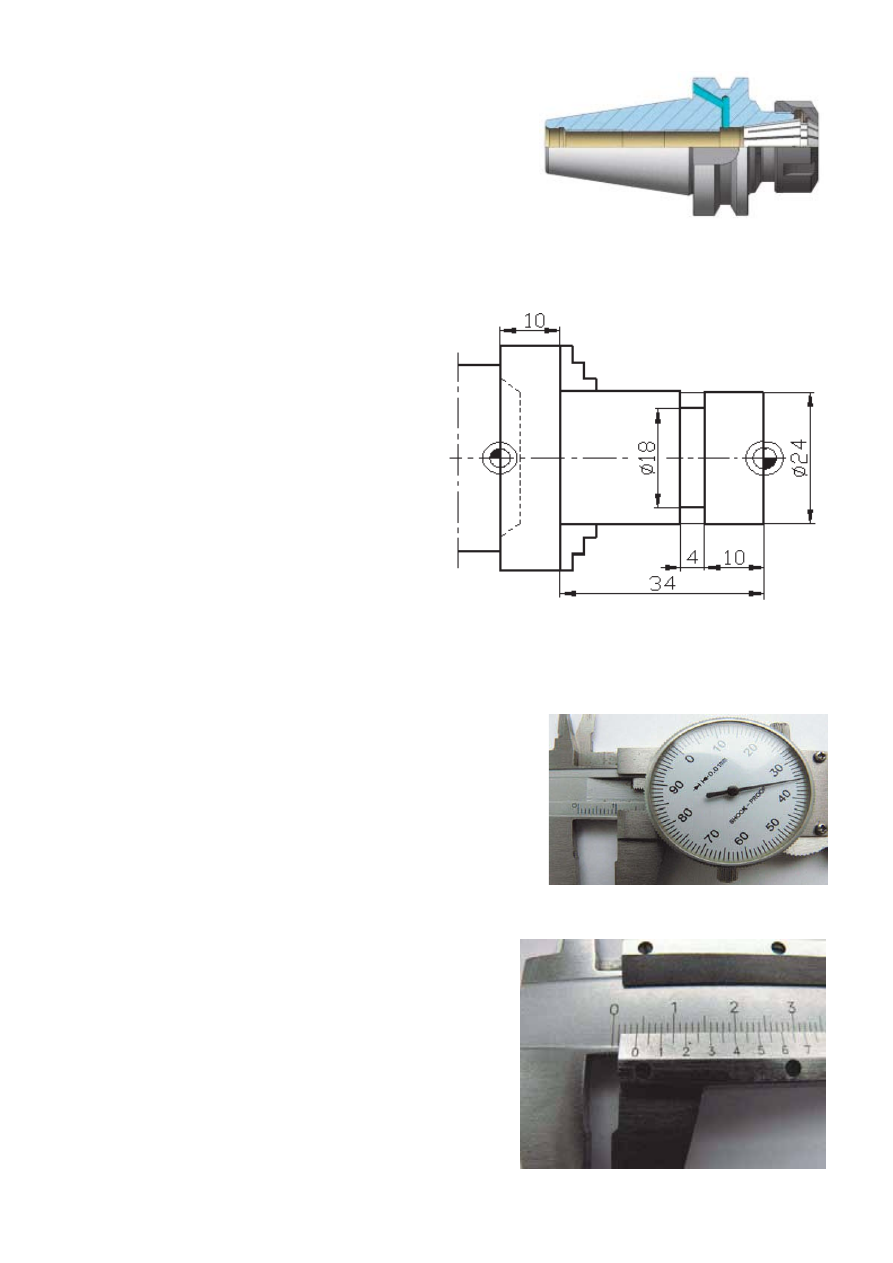
Zadanie 34.
Pokazany na rysunku mechanizm to
A. oprawka do gáowic nasadzanych.
B. oprawka frezarska z tulejką sprĊĪystą.
C. uchwyt wiertarski do prawych i lewych obrotów.
D. uchwyt do mocowania narzĊdzi z chwytem Morse'a.
Zadanie 35.
Na podstawie rysunku okreĞl wartoĞü przesuniĊcia punktu zerowego przedmiotu obrabianego.
A. 0 mm
B. 14 mm
C. 34 mm
D. 44 mm
Zadanie 36.
Ile wynosi wskazanie suwmiarki z czujnikiem przedstawionej na zdjĊciu?
A. 1,35 mm
B. 10,35 mm
C. 35,10 mm
D. 36,00 mm
Zadanie 37.
Ile wynosi wskazanie suwmiarki uniwersalnej o dziaáce elementarnej 0,05 pokazanej na zdjĊciu?
A. 3,85 mm
B. 4,05 mm
C. 4,30 mm
D. 4,45 mm
Strona 10 z 11
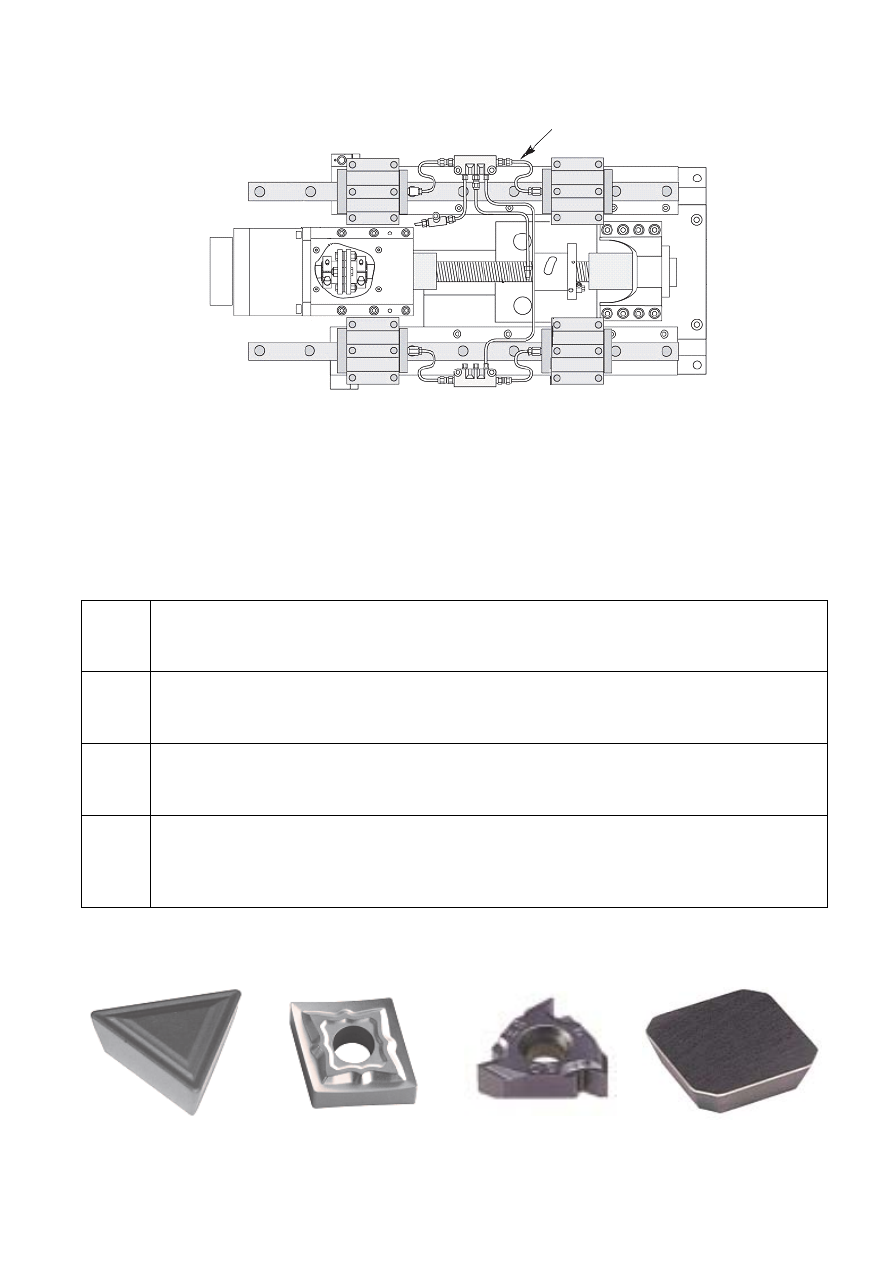
Zadanie 38.
Na rysunku przedstawiono przykáadowy zespóá posuwu ruchu prostoliniowego. Strzaáką oznaczono
A. silnik.
B. sprzĊgáo.
C. ukáad smarowania.
D. prowadnicĊ toczną.
Zadanie 39.
Na podstawie opisu wáaĞciwoĞci materiaáów dobierz, olej do smarowania prowadnic tokarki
konwencjonalnej.
Zadanie 40.
PáytkĊ skrawającą do gwintów przedstawia zdjĊcie oznaczone literą
A.
Zapewnia doskonaáe smarowanie w kaĪdych warunkach eksploatacyjnych. Ogranicza do
minimum emisjĊ cząstek staáych z silnika. Posiada podwyĪszoną odpornoĞü na powstawanie
czarnych szlamów i zapewnia idealną czystoĞü wspóápracujących elementów.
B.
Zapewnia zmniejszenie zuĪycia wspóápracujących elementów, zapobiega powstawaniu
osadów i nagarów, zapobieganie zakleszczeniu siĊ pierĞcieni táokowych, umoĪliwia áatwy
rozruch w kaĪdych warunkach.
C.
Zapewnia optymalną ochronĊ powierzchni smarowanych elementów. Minimalizuje efekt
Ğciekania oleju, posiada bardzo dobre wáasnoĞci deemulgujące. Zabezpiecza przed zuĪyciem
i wydáuĪa trwaáoĞci czĊĞci ukáadów smarowanych.
D.
Zapewnia prawidáowe smarowanie silników oraz ochronĊ przed korozją. Zapobiega
powstawaniu osadów i nagarów zmniejszając zuĪycie silnika. Posiada dobre wáaĞciwoĞci
odprowadzanie ciepáa. Neutralizuje kwaĞne produkty spalania paliwa. Zapewnia doskonaáą
ochronĊ przed zuĪyciem smarowanych powierzchni.
A. B. C. D.
Strona 11 z 11
Wyszukiwarka
Podobne podstrony:
Arkusz kwalifikacja E 19 e 19 2014 05 01
M 19 2014 05 01
m 19 2014 05 X k
DGP 2014 05 19 dotacje unijne
więcej podobnych podstron