Sudia Podyplomowe Koksownictwo 2008
Zapasy w systemie logistycznym
dr in
ż. Małgorzata Maternowska

Zapasy - definicja
Zgromadzone i składowane do celów działalności gospodarczej dobra
materialne, wchodzące w skład rzeczowych składników majątku
obrotowego, występujące jako materiały i surowce, produkcja w toku oraz
wyroby gotowe
Niezagospodarowane dobra rzeczowe, utrzymywane przez firmę celem
użycia w przyszłości
Skutek braku możliwości zsynchronizowania strumieni dopływu i
odpływu
Częściowo niepożądane przerwy w przepływie materiałów
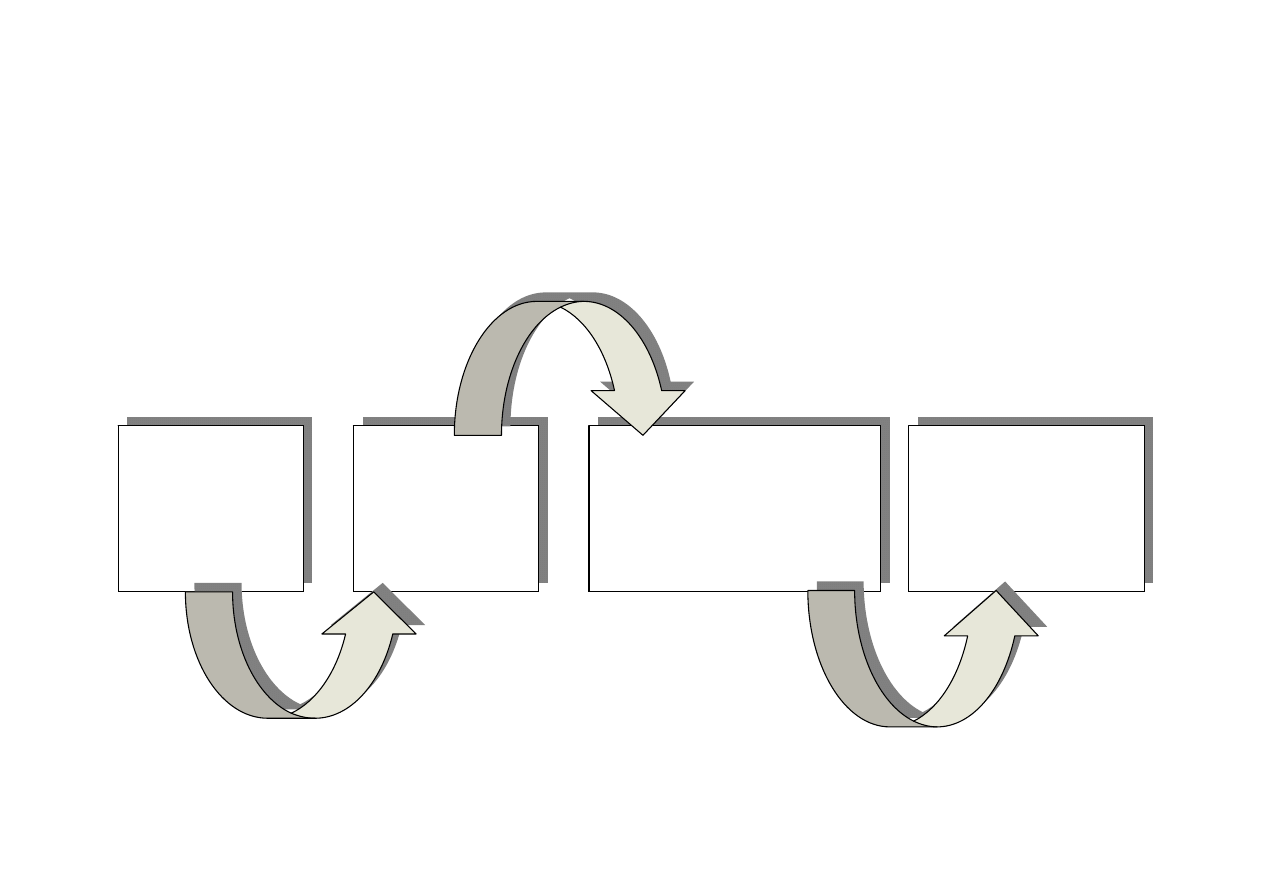
Zapasy w systemie logistycznym
Zapasy
surowców
Zapasy
surowców
Zapasy
produkcji
w toku
Zapasy
produkcji
w toku
Zapasy wyrobów
gotowych w
przedsiębiorstwie
Zapasy wyrobów
gotowych w
przedsiębiorstwie
Zapasy
wyrobów
gotowych
w terenie
Zapasy
wyrobów
gotowych
w terenie

Funkcje zapasów
Umożliwiają wykorzystanie efektu skali przy zakupie, transporcie lub
produkcji towarów
Kompensują różnice pomiędzy podażą i popytem
Ułatwiają specjalizację produkcji w przedsiębiorstwie
(w gospodarce narodowej - podział pracy)
Służą spekulacji ( np. tworzone są ze względu na spodziewany wzrost
cen)
Zabezpieczają przed niepewnością

Podział zapasów ze względu na:
POWÓD TWORZENIA
Zapasy bie
żące
Zapasy cykliczne
(sezonowe)
Zapasy bezpiecze
ństwa
Zapasy nadmierne
RODZAJ
Surowce, materia
ły,
zespo
ły kooperacyjne
Produkcja w toku
Wyroby gotowe
Cz
ęści zamienne,
materia
ły pomocnicze

Które dobra powinny być przedmiotem magazynowania?
Ile danego dobra należy magazynować ?
W jakiej ilości należy je zamawiać, aby odtworzyć poziom
magazynowanych zasobów ?
Kiedy należy składać zamówienie w celu uzupełnienia
poziomu zapasów ?
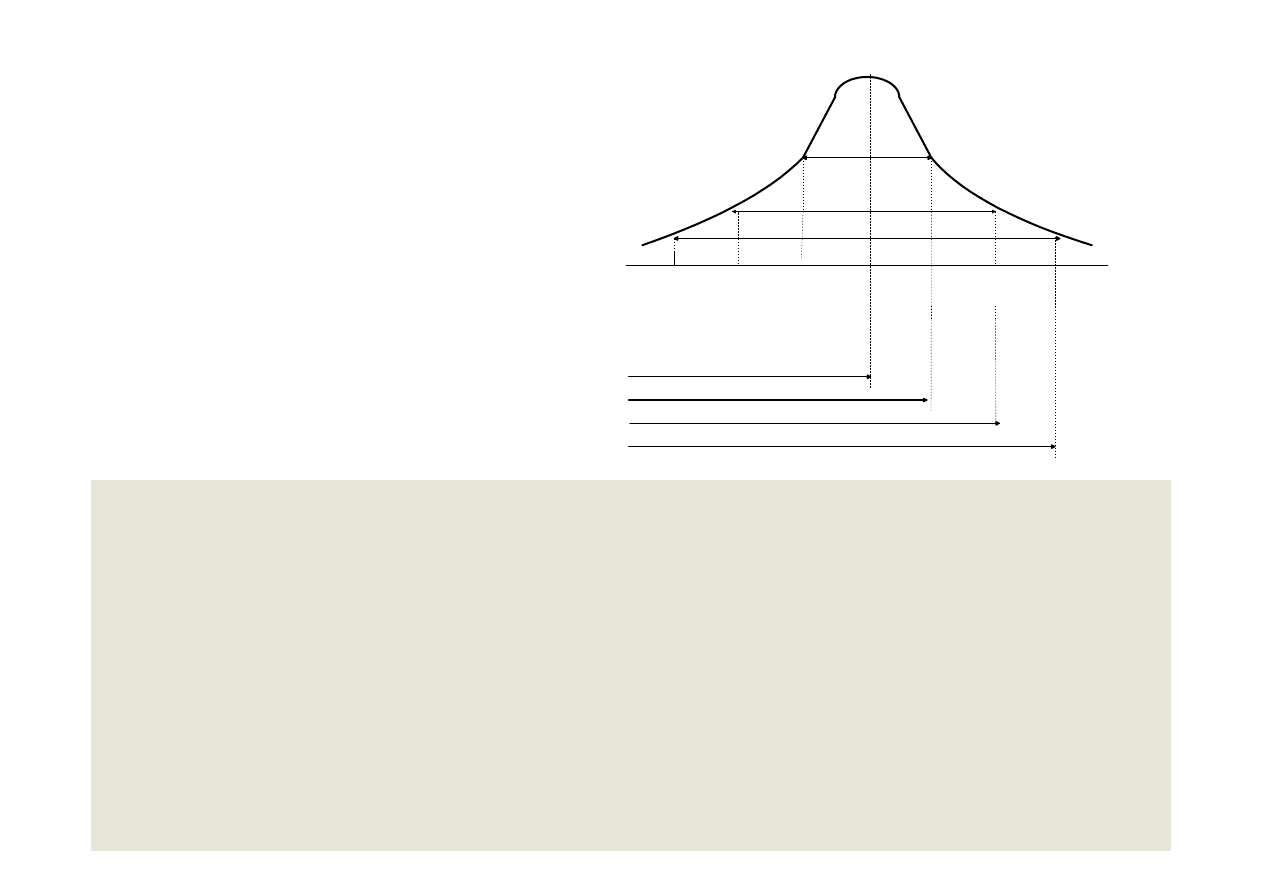
Decyzje dotyczące magazynowania
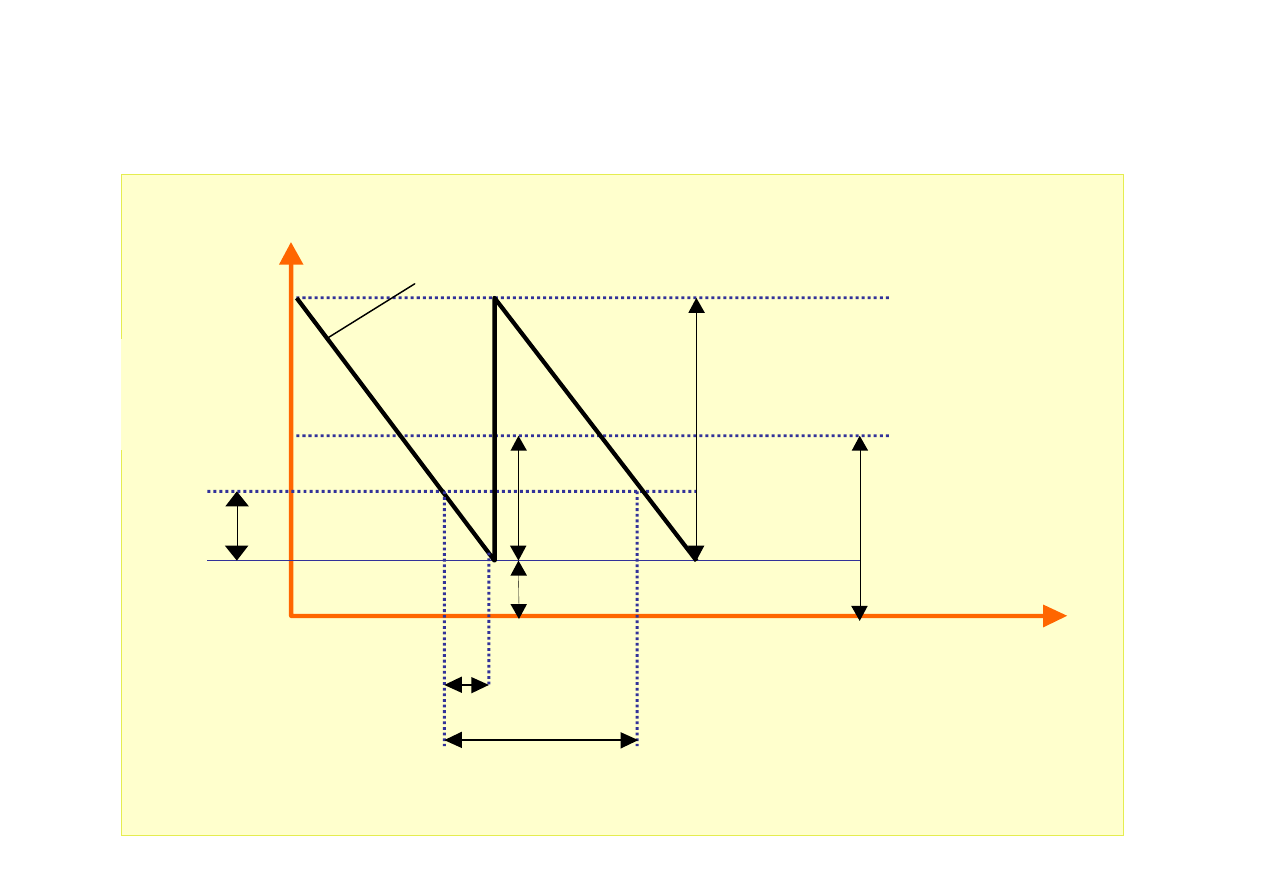
Cykl realizacji zamówienia
Poziom zapasów magazynowych
Cykl sk adania
ł
zamówie (
ń
cykl dostawy)
Wielkość zamówienia
W
Z
Ca kowity
ł
przeci tny
ę
zapas
Czas
t
1
t
2
Zapas
średni
Wz/ 2
Zapas bezpiecze stwa
ń
t
3
t
0
Przebieg popytu
P o
w
s
Punkt
sk adania
ł
zamówień
Składniki zapasu magazynowego
Ustalanie normatywów zapasu magazynowego
produkcyjnego zabezpieczającego
Z
m - p
= Z
d
( R
d
- R
o
)
Z
m - p
-
zapas magazynowo -
produkcyjny
Z
d
-
zużycie dzienne
R
d
-
rytm dostawcy
R
o
-
rytm odbiorcy
Z
m-z
= Z
d
O
d
+ B
d
+ B
o
Z
d
- zużycie dzienne odbiorcy w liczbie
sztuk na jednostkę czasu, w jakiej
określono odchylenie O
d
O
d
- statystycznie obliczona wielkość
odchyleń
B
d
- średnia liczba braków w komórce
dostawcy
B
o
- średnia liczba braków w komórce
odbiorcy
ej
produkcyjn
partii
wielko w
ś
n
y
produkcyjn
program
Q
wanie
zapotrzebo
za a o o
ł ł ż
którego
dla
okres,
O
zu u yc
ż ż
dzienne
Z
Q
nO
Z
n
R
RZ
n
d
d
d
Ustalić zapas magazynowy
produkcyjny i zabezpieczający dla
dwóch współpracujących wydziałów.
Dane konieczne do obliczeń zawiera poniższa
tabela:
Rozwiązanie
Wyszczególnienie
Wydzia „dostawca”
ł
Wydzia „odbiorca”
ł
Ekonomiczna wielkość
partii n
1000 szt.
600 szt.
Zapotrzebowanie
miesi czne ( 30 dni) Q
ę
3000 szt.
3000 szt.
rednia liczba braków
Ś
w % wielko ci partii
ś
10%
10%
Odchylenie w dniach
sp ywu partii
ł
1
-
Zapas magazynowy produkcyjny i zabezpieczający
Uzupe
łnianie i utrzymywanie zapasów
Czas sta y
ł
Czas zmienny
Ilo
sta a
ść
ł
( t, W
z
)
( s, W
z
)
Ilo
zmienna
ść
( t, S )
( s, S )
Reguły zamawiania towarów
P -
W
Z
-
K
Z
-
a -
W
j
-
K
U
-
m -
Roczna wielko zapotrzebowania
ść
Wielko zamówienia
ść
Roczne koszty zamówie handlowych
ń
Koszty sta e przypadaj ce na zamówienie
ł
ą
Warto ( koszt) jednostki zapasów
ść
Koszty utrzymania zapasów
Stawka jednostkowa kosztów magazynowania i
kosztów zamro enia ( oprocentowania) kapita u
ż
ł
w zapasach ( % warto ci jednostki zapasu/ rok;
ś
przyjmuje si , e przybiera warto z przedzia u
ę ż
ść
ł
10- 25%)
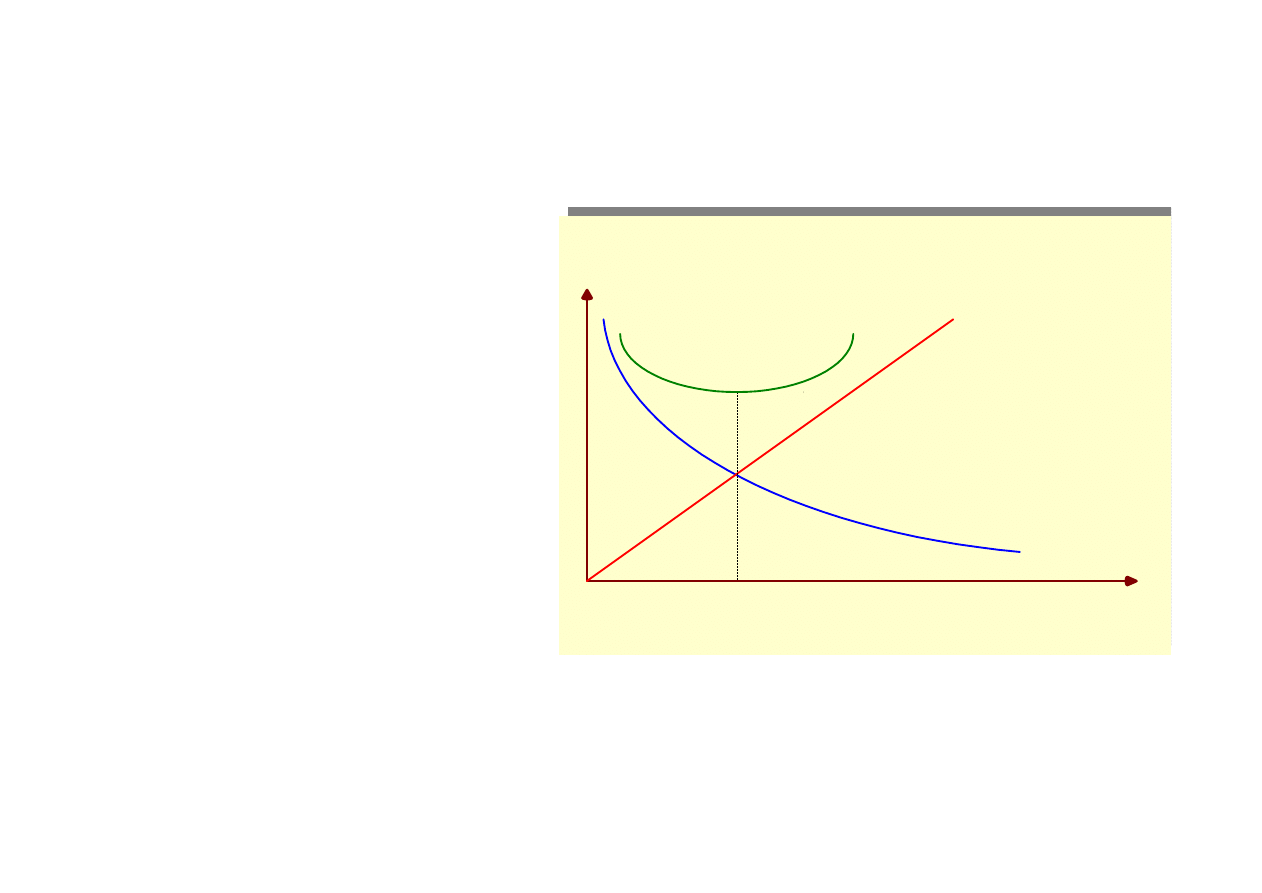
K o s zty u trzy m a n ia
za p a s ó w
K u = W z/ 2 x W j x m
G lo b a ln e k o s zty ro c zn e
G K L = K z + K u
K o s zty za m ó w ie ń
h a n d lo w y c h
K z = a x P / W z
W ie lk o
za m ó w ie n ia
ś ć
R o c zn y p o zio m k o s ztó w
W z o p t.
Optymalna wielkość
zamówienia
Pewna firma produkowa a i sprzedawa a pe n gam przemys owych
ł
ł
ł ą
ę
ł
urz dze klimatyzacyjnych. Przedsi biorstwo to nabywa o u dostawcy
ą
ń
ę
ł
zewn trznego komplety przeka ników elektrycznych do zamontowania w swych
ę
ź
urz dzeniach. Zamawiano ok. 300 pude ek (w ka dym znajdowa o si 24
ą
ł
ż
ł
ę
przeka ników) 54 razy w roku. Daje to
cznie ok.16 000 pude ek. Cena zakupu
ź
łą
ł
jednego pude ka wynosi a 8$, koszty zamówienia a = 10 $/zamówienie,
ł
ł
wspó czynnik kosztów utrzymania zapasów m = 25%. Waga 1 pude ka wynosi a
ł
ł
ł
25 funtów. Koszty przewozu pokrywa odbiorca. Przeka niki wysy ane by y na
ł
ź
ł
ł
paletach po 20 pude ek.
ł
Stawka frachtowa wynosi a:
ł
I.
4 $ za 100 funtów przy dostawach poni ej 15 000 funtów
ż
II. 3,9 $ za 100 funtów przy dostawach pomi dzy 15 000 – 39 000 funtów
ę
III. 3,64 $ za 100 funtów przy dostawach powy ej 39 000 funtów.
ż
Wyznaczenie optymalnej ( ekonomicznej) wielko
ści zamówienia
EWZ- przyk
ład
Typowym udoskonaleniem formu y EWZ jest jej przystosowanie do
ł
wzi cia pod uwag stawek transportowych uwzgl dniaj cych rabaty ilo ciowe.
ę
ę
ę
ą
ś
Wówczas:
EWZ
1
= ( (1 – r) EWZ
0
Gdzie:
EWZ
1
- maksymalna wielko , która mo e zosta zamówiona, kwalifikuj ca do
ść
ż
ć
ą
obni ki
ż
kosztów jednostkowych
r - procent obni ki ceny w przypadku zamówienia wi kszej partii
ż
ę
P - roczny popyt w jednostkach
m - stopa okre laj ca
ś
ą koszty utrzymania zapasów
EWZ
0
- EWZ oparta na cenach bie cych
żą
EWZ =
m
W
aP
j
2
Stosuj c podan wcze niej formu otrzymujemy nast puj cy wynik:
ą
ą
ś
łę
ę
ą
EWZ
0
=
m
W
aP
j
2
=
r =
EWZ
1
=
2rP
m
+
Rozwiązanie przykładu

Czynniki określające poziom zapasu
bezpieczeństwa
D
ługość czasu dostawy na odtworzenie stanu zapasów
S = t
w
( N
max
- N
o
)
Prawdopodobie
ństwo przekroczenia czasu dostawy i przekroczenia pobrań (błąd
w prognozie niezawodno
ści
zachowania czasu dostawy
i wielko
ści zapotrzebowania)
S = k
Za
łożony poziom obsługi
Liczba magazynów
S = S
1
n
S –
wielkość zapasu bezpieczeństwa
N
max
– maksymalnie możliwy popyt w
jednostce czasu
N
0
-
oczekiwany, przeciętny popyt w
jednostce czasu
t
w
-
czas dostawy
б -
odchylenie standardowe rozkładu błędu
prognozy
k -
współczynnik bezpieczeństwa
S
n
-
całkowity zapas bezpieczeństwa w
przypadku n magazynów
S
1
-
zapas bezpieczeństwa dla zaspokojenia
popytu z jednego magazynu
n -
liczba magazynów, gdy popyt ma zostać
zaspokojony z kilku magazynów

Metody określenia optymalnego poziomu
zapasu bezpieczeństwa
Określenie poziomu zapasu bezpieczeństwa za pomocą kosztów
niedoborów
Określenie poziomu zapasu bezpieczeństwa na podstawie
uwzględnienia zmian popytu wskutek wystąpienia niedoborów
Określenie poziomu zapasu bezpieczeństwa przez utrzymywanie
gotowości do świadczenia określonego poziomu obsługi dostaw
95,44%
99,74%
68,26%
Odchylenie
- 3
standartowe
- 2
- 1 0
( rednia)
ś
+ 1
+ 2
+ 3
50 %
97, 72%
98, 87%
84, 13%
Poziom
obs ugi
ł
klienta
Błąd prognozowania stanowi różnicę pomiędzy wartością prognozowaną i rzeczywistą.
Gęstość rozkładu błędu prognozowania może być opisana przez rozkład normalny
o parametrach: wartość średnia i odchylenie standardowe
Pole pod krzywą rozkładu - prawdopodobieństwo wystąpienia błędu prognozowania
Dla poziomu zapasu bezpieczeństwa istotne są tylko takie błędy, wskutek których zostanie
przekroczona przeciętna wartość popytu, a zatem
przy określaniu poziomu zapasu bezpieczeństwa interesujące jest jedynie
prawdopodobieństwo, z którym określony popyt nie zostanie przekroczony.
Określa
się je jako jednostronną, statystyczną wielkość pewności.
[2] Rozkład normalny błędu
prognozowania
[2] Wielkość zapasu bezpieczeństwa zależy od błędu
prognozowania i prawdopodobieństwa wyczerpania się zapasu.
S = k
s -
wielkość zapasu bezpieczeństwa
k - współczynnik bezpieczeństwa ( ile odchyleń standardowych odpowiada
danemu prawdopodobieństwu)
- odchylenie standartowe rozkładu błędu prognozowania
Zapas
bezpiecze stwa
ń
Prawdopodobie stwo,
ń
z którym popyt nie
zostanie przekroczony
Prawdopodobie stwo
ń
wyst pienia niedoborów
ą
= 0
=
1
=
2
=
3
50 %
84,13 %
97,72 %
99,87 %
50%
15,87 %
2,28 %
0,13 %

1.
mierzony jako procentowy udział liczby okresów dostaw, w których stan
magazynowy wystarcza do zaspokojenia popytu w liczbie wszystkich
okresów dostaw.
Mierzy się więc % okresów dostaw w których nie występują niedobory.
Wielkość niedoborów nie ma znaczenia.
2.
mierzony jako procent popytu, który może zostać zaspokojony z
magazynu podczas czasu dostawy.
Nie dotyczy to częstości występowania niedoborów, istotna jest
natomiast ich wielkość
.
3. Poziom obsługi dostaw
[4] Prawo pierwiastka kwadratowego
1
2
1
1
n
n
S
S
n
S
S
n
n
S
n
-
łączny zapas w przyszłych obiektach
S
1
-
łączny zapas w istniejących obiektach
n
1
- liczba istniej
ących obiektów
n
2
- liczba przysz
łych obiektów
S
n
-
łączny zapas bezpieczeństwa w „n”
magazynach
S
1
- zapas bezpiecze
ństwa do zaspokojenia
popytu z jednego magazynu
n - liczba magazynów
Je
żeli popyty zaspokajane z dwóch
niezale
żnych magazynów „x” i „y” są
od siebie statystycznie niezale
żne,
wówczas wariancja charakteryzuj
ąca
wielko
ść błędu prognozy dla całego
popytu jest równa sumie wariancji
b
łędów prognozy dla poszczególnych
popytów.
Vc = V
x
+ V
Y
Odchylenie standardowe b
łędu
prognozy okre
śla poziom zapasów
bezpiecze
ństwa:
V
x
= 9
V
y
= 16
V
c
=
x
=
y
=
c
=
dla k =1 ca
łkowity poziom zapasu
bezpiecze
ństwa danego artykułu
w dwóch magazynach wynosi:
W wypadku jednego magazynu:
Y
X
c
Y
Y
x
x
V
V
V
V
[4] Ilość magazynów
Przykład ( dotyczy sfery zbytu)
Oczekiwana liczba dostaw w roku
co x- tygodniowa (miesięczna)
dostawa
x
średnia sprzedaż w ostatnim okresie
=
wymagana wielkość zapasu
bezpieczeństwa
Przykład:
Przedsiębiorstwo oczekuje, że
będzie 8 dostaw w ciągu roku
To oznacza, że co 6,5 tygodnia
(52 : 8) będzie realizowana
dostawa.
Przyjmując, że w okresie
ostatnich 8 tygodni średnia
sprzedaż wynosiła 100
jednostek/ tydzień,
wymagany zapas
bezpieczeństwa będzie wynosił
100 x 6,5 = 650 jednostek
Praktyczna zasada wyznaczania
wielkości zapasu bezpieczeństwa

Selektywne prowadzenie gospodarki
magazynowej - zagadnienia podstawowe
Utrzymywanie towaru w magazynie jest korzystne wtedy, gdy koszty wynikające
z jego niedoboru są większe niż koszty związane z jego magazynowaniem.
Decyzja o magazynowaniu (utrzymywaniu zapasu) danego towaru zależy od
struktury jego konsumpcji ( zużycia): przy konsumpcji (zużyciu ) regularnym
oferuje się dostawy zsynchronizowane z zużyciem, w przypadku nieregularnego
zużycia ( konsumpcji) – indywidualne zaopatrzenie, gdy wystąpi
zapotrzebowanie
Przy podejmowaniu decyzji o selektywnym magazynowaniu, istotny jest
stosunek ilości rodzajów i wartości materiałów (w logistyce materiałowej) lub
stosunek ilości artykułów i obrotu (w logistyce dystrybucji) ( metoda ABC)
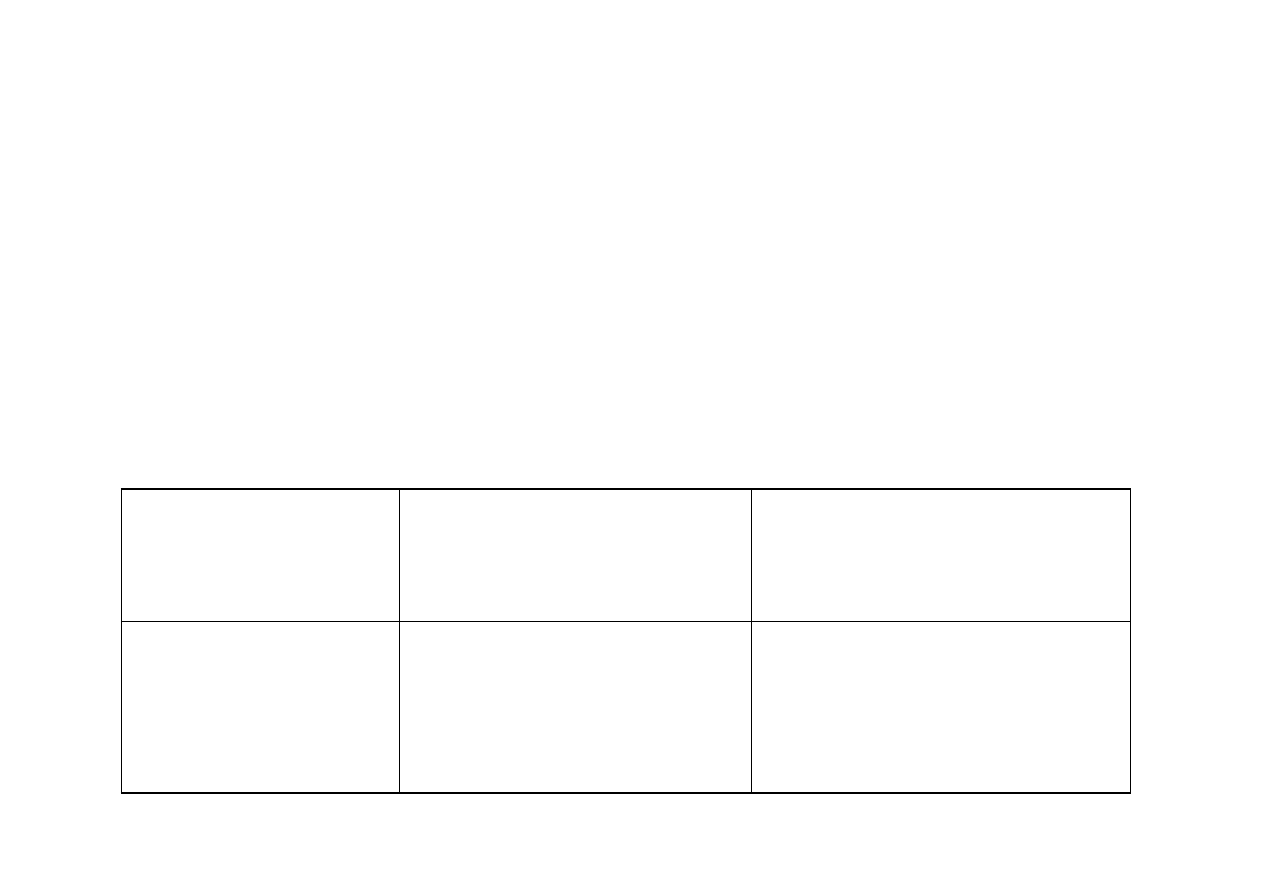
Metoda ABC
Materiały A o wysokiej wartości i (lub) dużym udziale w
Kosztach materiałowych ogółem, należy traktować ze szczególną
uwagą w zakresie:
Dokładnej analizy cenowej
Szczegółowej analizy struktury kosztów
Obszernych analiz rynkowych
Gromadzenia większej liczby ofert
Dokładnego przygotowywania zamówień
Dokładnych dyspozycji materiałowych
Precyzyjnego prowadzenia ewidencji zapasów
Regularnej kontroli zapasów
Precyzyjnego wyznaczania wielkości zapasów
bezpieczeństwa
Negocjowania mniejszych wielkości dostaw
Preferencji w zastosowaniu analizy wartości
Klasyfikacja materia ów
ł
Klasyfikacja dostawców
1. Zestawienie danych dotycz cych
ą
zu ycia ilo ciowego
ż
ś
2. Obliczenie warto ci zu ycia
ś
ż
3. Uszeregowanie otrzymanych w pkt. 2
warto ci w ci g malej cy
ś
ą
ą
4. Obliczenie skumulowanych stawek
procentowych zu ycia
ż
5. Na podstawie otrzymanych w pkt. 4
wyników– przyporz dkowanie
ą
materia ów do jednej z trzech klas A, B
ł
lub C:
1. Zestawienie sumy rocznych
obrotów z poszczególnymi
dostawcami
2. Uszeregowanie wysoko ci obrotów
ś
w ci g malej cy
ą
ą
3. Obliczenie obrotu poszczególnych
dostawców w procentach obrotów
cznych
łą
4. Obliczenie skumulowanych
obrotów w %
5. Na podstawie otrzymanych w pkt.
3 wyników- przyporz dkowanie
ą
dostawców do jednej z trzech klas
A,B lub C:
Klasa A – materia y/ dostawcy : ok. 75% warto ci zu ycia /
ł
ś
ż
wielko ci obro
ś
tów przypada na ok. 5% ilo ci pozycji
ś
asortymentowych/ ogólnej liczby dostawców
Klasa B – ok. 20% / 20%
Klasa C – 5% / 75%
Dla artykułów z grupy C ( materiały niskiej wartości i/ lub małym
udziale w ogólnych kosztach materiałowych), obowiązuje zasada
stosowania prostych procedur, maksymalnej redukcji nakładów. Ze
względu na dużą ilość asortymentów i niewielką ich wartość, przy
dążeniu do obniżenia kosztów dostaw i zamówień, działania winny
koncentrować się na upraszczaniu procedur dyspozycyjnych i
rutynowym składaniu zamówień u stałych dostawców.
Oznacza to:
Stosowanie zbiorczych zamówień
Stosowanie uproszczonych wskaźników do składania zamówień
Zamówienia telefoniczne
Rozliczenia miesięczne
Uproszczoną ewidencję magazynową
Odpis z konta zapotrzebowania miesięcznego
Zamawianie dużych ilości
Uproszczona kontrola zapasów
2,5
16
X14
9,5
4,5
X13
2,5
13
X12
0,5
250
X11
2,5
15
X10
0,1
500
X9
0,8
150
X8
6,3
5
X7
2,5
13
X6
0,3
500
X5
8,5
3,5
X4
9,5
15
X3
1,4
120
X2
2,0
4.5
X1
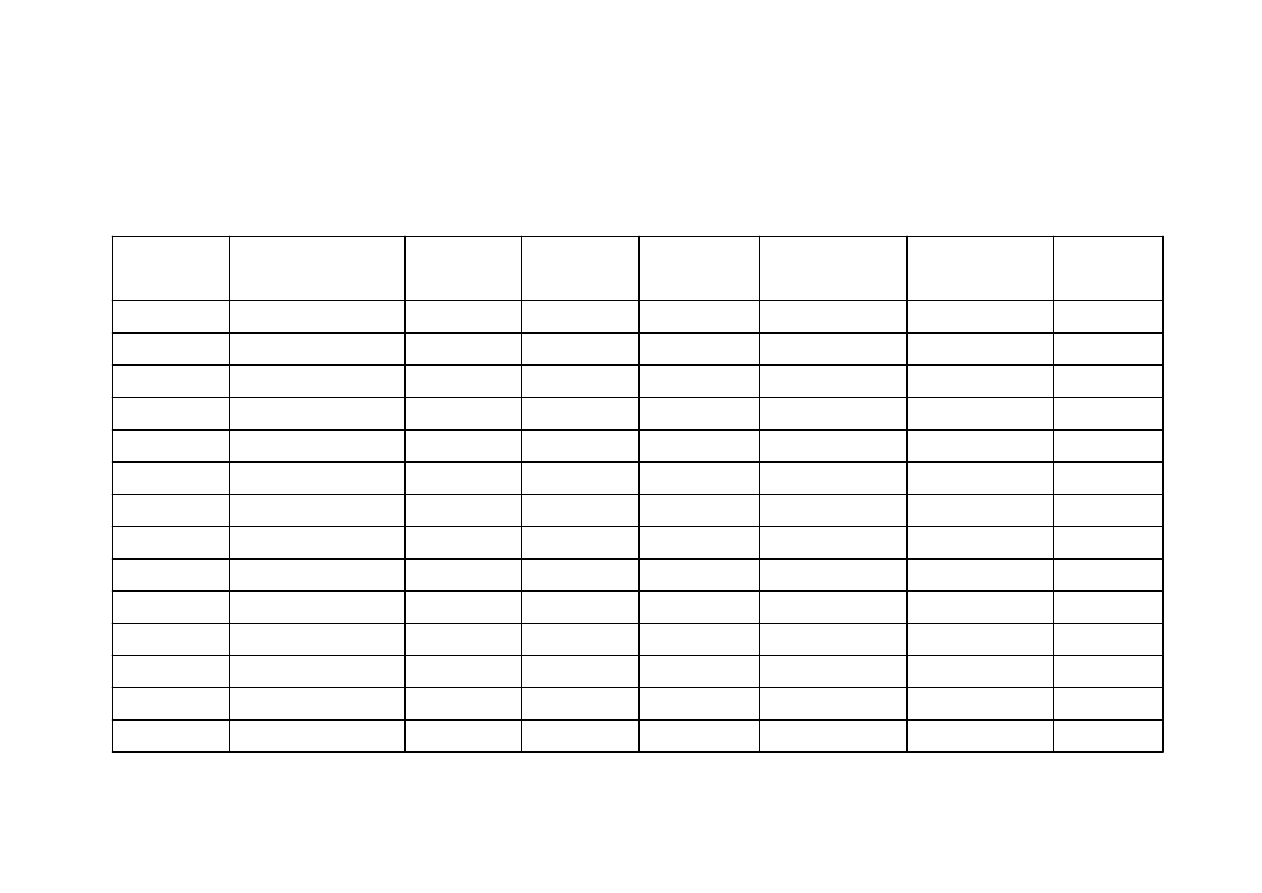
KLASY
SKUMULOWANA
WARTOŚĆ
ZUŻYCIA W [%]
SKUMULOWANA
WARTOŚĆ
ZUŻYCIA
WARTOŚĆ
ZUŻYCIA
MALEJĄCO
WARTOŚĆ
ZUŻYCIA
CENA(ZL)
ZAPOTRZEBOWANIE
PRODUKT
Metoda ABC - przykład
Indywidualne zaopatrzenie
w razie zapotrzebowania
Zaopatrzenie zsynchronizowane z
produkcją lub zużyciem
Ograniczona potrzeba
magazynowania - niskie koszty
magazynowania i utrzymywania
zapasów -ryzyko wystąpienia przerw
w produkcji - materiały
ogólnodostępne lub zaopatrzenie
produkcji jednostkowej
dostawy wynikające z przebiegu
produkcji- zapasy utrzymywane w
formie niewielkiego zapasu
bezpieczeństwa- niższe koszty-
niezawodni dostawcy - ścisła
współpraca z dostawcami
uniezależnienie się od dostaw
zewnętrznych- wzrost kosztów-
problem optymalnej wielkości
zamawiania
Zaopatrzenie z utrzymywaniem
zapasów
Wyszukiwarka
Podobne podstrony:
3 SYSTEMY LOGISTYCZNE
System Logistyczny kabel cz 4
Gostomczyk Organizacja systemu logistycznego
SEM 2 Systemy logistyczne Praca semestralna (A5)
Analiza i pomiar systemów logistycznych wykład 1( 24.02.2008)(1), Logistyka, Logistyka
12 zintegrowane systemy logistyczne
Systemy logistyczne, szkoła
SYSTEMY LOGISTYCZNE -04.02, logistyka
więcej podobnych podstron