
Metody zagęszczania
Metody zagęszczania
betonu
betonu
Opracowali:
Opracowali:
Magdalena
Magdalena
Grzywińska
Grzywińska
Paweł Kula
Paweł Kula
Rafał Pyjos
Rafał Pyjos
Karolina Szafran
Karolina Szafran
KBI sem. VII
KBI sem. VII
2006/2007
2006/2007

1. Zasady zagęszczania
Zagęszczanie mieszanki betonowej jest przedostatnią czynnością (przed pielęgnacją) decydującą o
jakości betonu i konstrukcji z niego wykonanej. Dlatego tez:
mieszanka musi być zagęszczona do stanu ścisłego i jednorodnego (ilość porów po
zagęszczeniu nie może przekraczać wartości dopuszczonej przez normy lub instrukcje dotyczące
konkretnych elementów)
deskowanie musi być szczelnie wypełnione i zbrojenie dokładnie otulone
powierzchnia wykonanej konstrukcji powinna być możliwie gładka i bez porów.
Do zagęszczenia mieszanki trzeba użyć siły, która pokona tarcie wewnętrzne i doprowadzi do
ścisłego ułożenia składników. Ponieważ mieszanka betonowa ma właściwości tiksotropowe,
zagęszczenie jest ekonomiczniejsze pod względem użycia energii, jeśli cały czas podczas zagęszczania
jest w ruchu. Mieszankę w ruchu cechuje mniejsze tarcie wewnętrzne.
Przy doborze systemów i sprzętu do zagęszczania trzeba mieć na uwadze to, że z punktu widzenia
wytrzymałości betonu najważniejsza jest wytrzymałość zaczynu i zaprawy w betonie, czyli w
konsekwencji ich stan zagęszczenia. Stąd na przykład stosowanie wibratorów wyższych częstotliwości
jest korzystniejsze, choć grube ziarna kruszywa mniej na nie reagują. Najkorzystniejsze byłyby
wibratory o zmiennej częstotliwości. Wraz z wielkością kruszywa rośnie tarcie w mieszance betonowej,
dlatego, w przypadku betonów o takiej strukturze, trzeba używać sprzętu o większej mocy lub metod o
większej skuteczności.
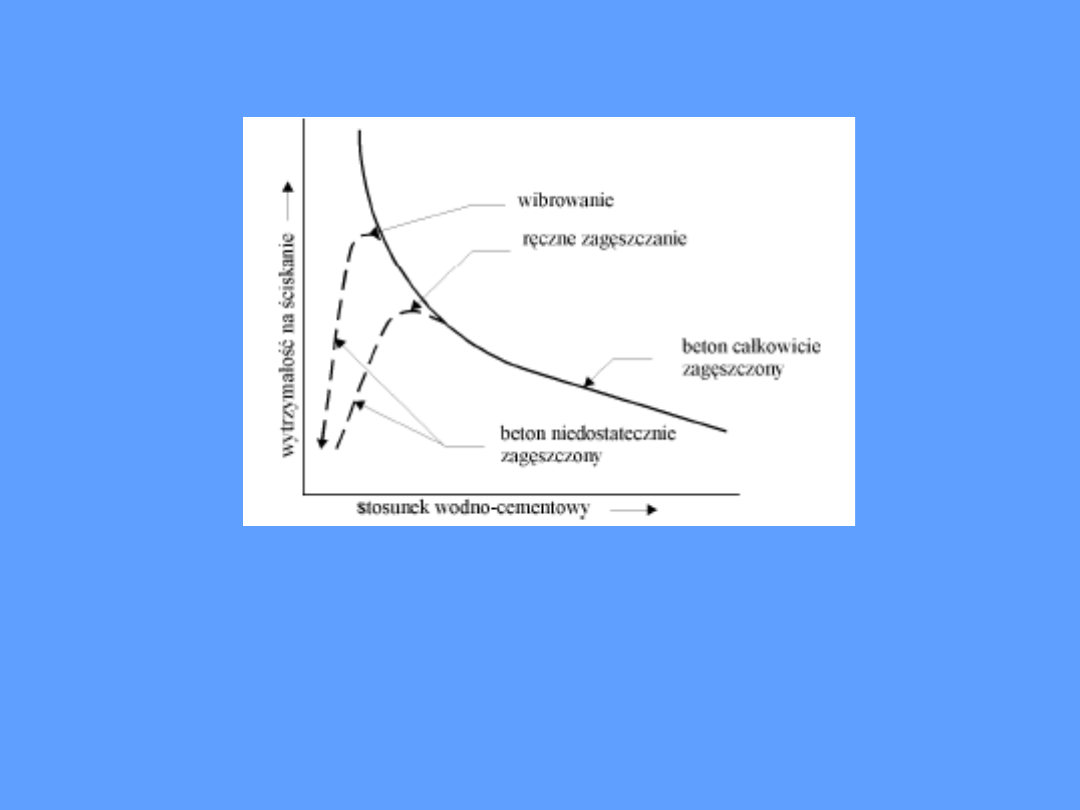
Rys.1 [2] Zależność wytrzymałości betonu od metody i stopnia zagęszczenia

2.
Stosowane
są
następujące
podstawowe
sposoby
zagęszczania:
1) dziobanie
2) ubijanie
3) wibrowanie
4) prasowanie
5) walcowanie
6) utrząsanie
7) wirowanie
8) próżniowanie
Ponadto stosuje się metody wynikające z jednoczesnego stosowania wyżej wymienionych
metod podstawowych:
9) wibroprasowanie
10) prosoodpowietrzanie
11) wibrowiroprasowanie
12) wibroodpowietrzanie
13) wibrowalcowanie
14) wibrotłoczenie
Wymienione metody można podzielić za względu na pewne istotne cechy, i tak:
pod względem zachowania W/C:
obniżające wartości W/C w wyniku zagęszczania (metody 7, 8, 10, 11 i 13)
zachowujące niezmienne W/C (pozostałe metody)
pod względem charakteru użytej siły:
siła statyczna (metody 4, 5, 7, 8, 10)
siła dynamiczna (metody 1, 2, 3, 6)
siły mieszane (pozostałe metody)
pod względem możliwości zastosowania:
na placu budowy (metody 1, 2, 3, 5, 8)
w zakładach prefabrykacji (pozostałe metody)
metody ręczne (1 i 2)
metody mechaniczne (pozostałe, a także może tu należeć metoda 2)
K
Sposób zagęszczania
K-
1
silne
ubijanie,
utrząsanie,
wibroprasowanie,
prasowanie,
walcowanie
K-
2
ubijanie, wibrowanie powierzchniowe, utrząsanie, wibrowanie na
stoliku wibracyjnym
K-
3
wibrowanie wgłębne, wibrowanie wibratorem przyczepnym,
wirowanie, próżniowanie
K-
4
lekkie wibrowanie wgłębne i wibratorem przyczepnym, wirowanie,
próżniowanie
K-
5
dziobanie, uderzanie w deskowanie
Tablica 1. Sposób zagęszczania w dostosowaniu do urabialności mieszanki betonowej,
wyrażonej konsystencją K

2.1. Dziobanie
Dziobanie, zwane także sztychowaniem, stosowane jest do mieszanek o konsystencji ciekłej i
półciekłej. Polega ono na zagęszczaniu wgłębnym przez zanurzanie prętów stalowych. Przy tego typu
zagęszczaniu grubość warstwy betonu nie powinna przekraczać 50cm. Zagęszczając nowo ułożoną
warstwę pręty należy zagłębiać tak, żeby zanurzały się one na głębokość około 10-20 cm w warstwę
wcześniej ułożoną, w celu zapewnienia jednorodności betonu w miejscu zetknięcia się warstw. Pręty
do dziobania powinny mieć średnicę Ø 16 mm i być ostro zakończone (szpice lub łopatki). Mieszanki
betonowe zawierające zbyt dużo piasku (>45%) słabo reagują na dziobanie.
2.2. Ubijanie
Zagęszczanie przez ubijanie stosowane jest przy konsystencjach gęstoplastycznych i
wilgotnych. Do ubijania ręcznego – dopuszczalnego obecnie tylko w przypadku niewielkiej ilości
betonów
o
podrzędnym
znaczeniu
–
stosuje
się
ubijaki
o
masie
7-16 kg i o powierzchni uderzenia 150-250 cm
2
. W zasadzie powinno się ubijać tylko ubijakami
mechanicznymi, które spotyka się o różnym kształcie i różnej masie w zależności od typu
wykonywanego elementu. Jest to tzw. ubijanie powierzchniowe lub płaskie. Ubijak nie zagłębia się
wcale lub bardzo nieznacznie w mieszankę betonową. Grubość ubijanej warstwy i typ ubijaka muszą
być do siebie dobrane. Dopuszczalne grubości warstw wahają się w granicach 10-25 cm. W
przypadków ubijaków ręcznych należy nimi uderzać z wysokości 20-30 cm, natomiast ubijaki
mechaniczne mają uregulowaną siłę uderzenia i należy je tylko przesuwać po powierzchni. Im
mieszanka jest bardziej sucha, tym cięższy musi być ubijak. Ubijanie należy prowadzić do momentu,
aż na całej ubijanej powierzchni pojawi się mleczko cementowe. Objawi się to utworzeniem cienkiej,
jednolitej powierzchni błyszczącej od wypływającego mleczka cementowego. Ubijanie betonu
wodoszczelnego, układanego warstwami nie jest dobrą metodą zagęszczania, gdyż z reguły na
stykach poszczególnych warstw zagęszczenie jest mniejsze i z czasem przez te miejsca może nastąpić
filtracja wody.
Ubijaki mechaniczne mają dużą przewagę nad ręcznymi m.in. dlatego, że duża częstotliwość
impulsów (500-1000 na minutę) wywołuje także zjawisko drgań mieszanki, czyli jej wibrację. Powoduje
to, że beton ubijany mechanicznie uzyskuje do 10% wyższą wytrzymałość na ściskanie niż ubijany
ręcznie.
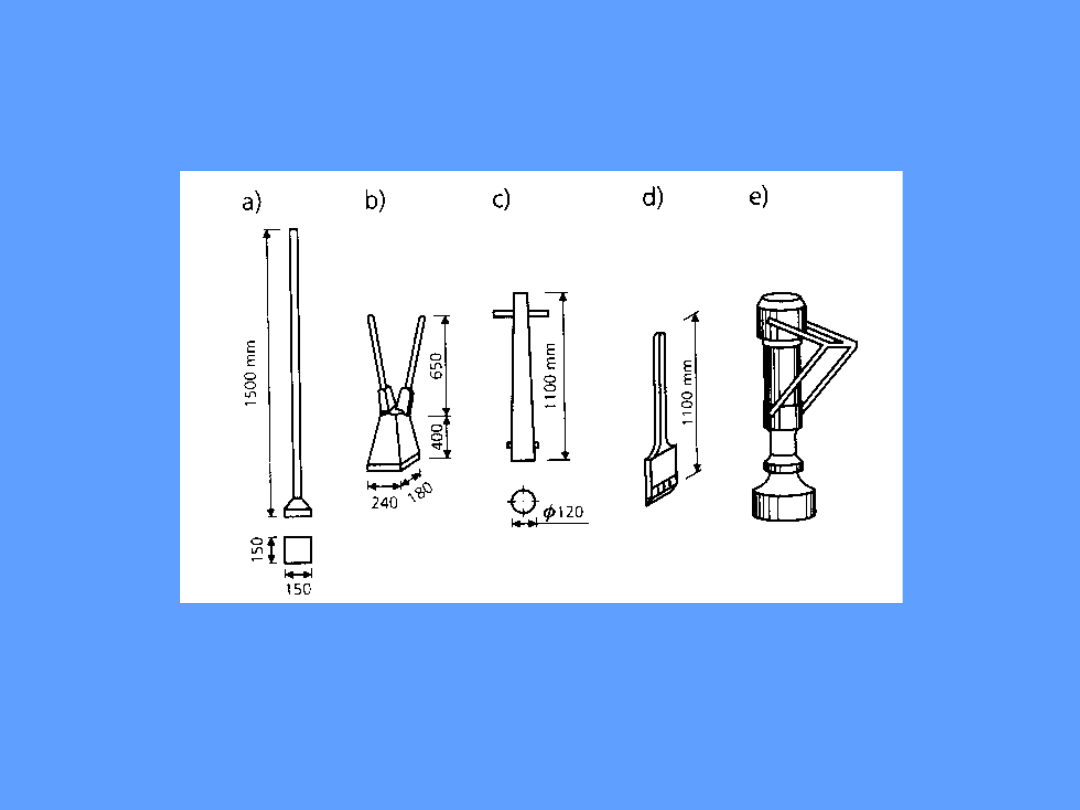
Rys. 2[1] Narzędzia do zagęszczania mieszanki przez ubijanie: a,b – ubijaki
płaskie ręczne, c – ubijak okrągły, d – ubijak do zagęszczania w narożach i
przy ścianach, e – ubijak mechaniczny
2.3. Wibrowanie
Jest to metoda najpowszechniej stosowana zarówno na placu budowy, jak i w zakładach
prefabrykacji.
2.3.1. Istota wibracji
Szybkie drgania wibratora wprawiają w drgania ziarna kruszywa i otaczający je zaczyn
cementowy, posiadający właściwości tiksotropowe. Wskutek drgania struktura ta zostaje zaburzona i
w rezultacie lepkość zaczynu znacznie maleje. W okresie drgań maleje też tarcie i spójność pomiędzy
poszczególnymi składnikami mieszanki. Dzięki tym zjawiskom staje się ona ruchliwa i bardziej
płynna. Ziarna kruszywa łatwo przesuwają się względem siebie i gęściej układają. Powietrze jako
lżejsze jest wypierane, unosi się do góry i uchodzi z mieszanki betonowej. Aby nie spowodować
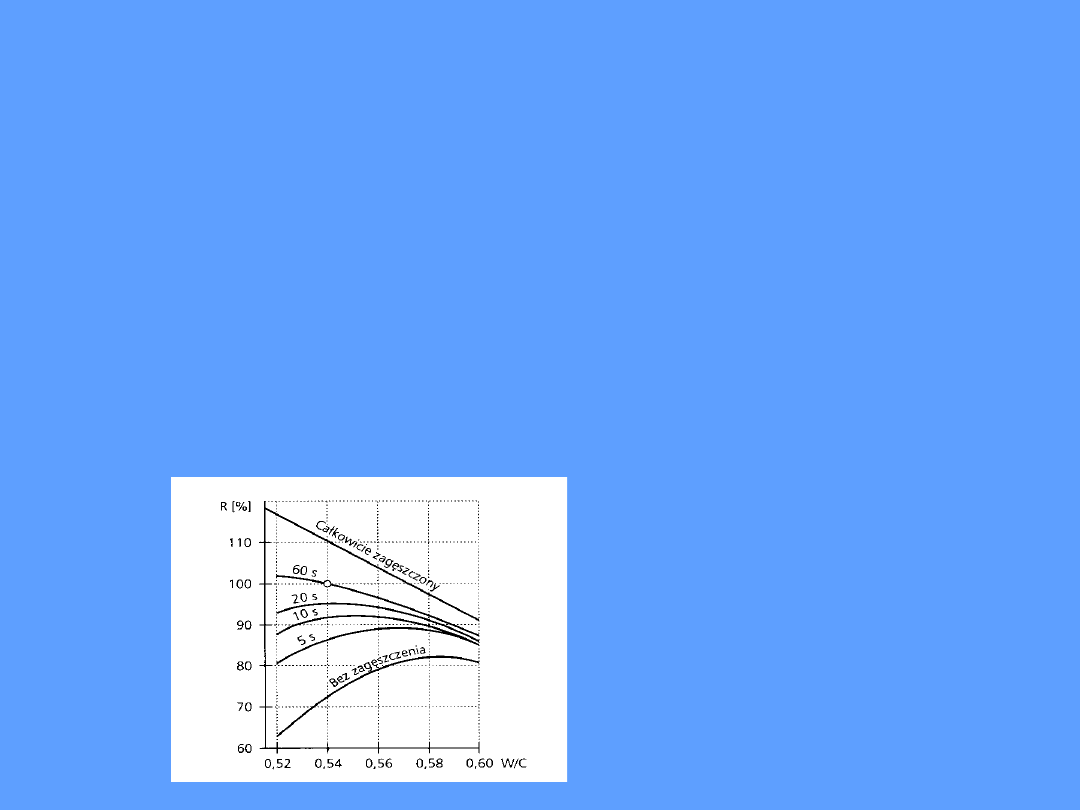
rozsegregowania składników, musi być dokładnie ustalony optymalny okres wibracji – rys.3.
Wibrowanie należy zakończyć w momencie, gdy na powierzchni betonu zaczyna wydzielać się
mleczko cementowe. Zbytnie przedłużanie pracy wibratora obniża jego wydajność oraz efekty
ekonomiczne, a newet może prowadzić do rozdzielenia się składników.
Rys.3[1] Związek między wytrzymałością na
ściskanie betonu R, urabialnością mieszanki
(W/C) i pracą dla jej zagęszczania (s)
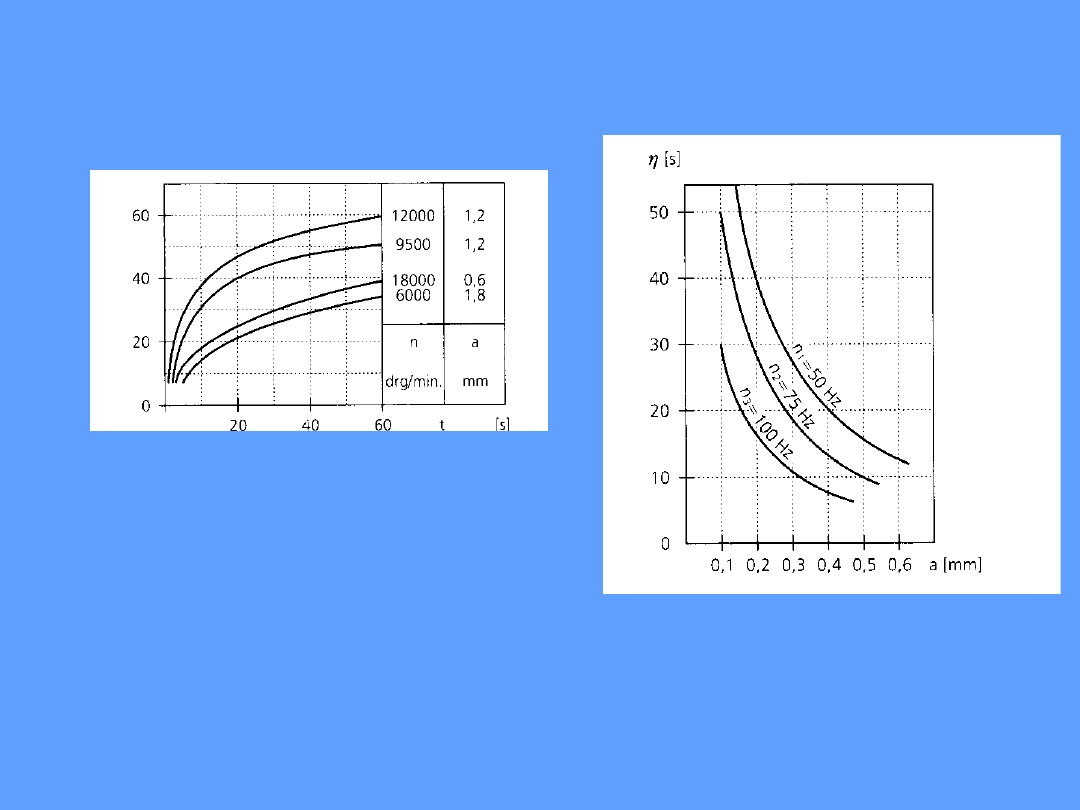
Czas wibracji wynosi około 10 do 30 s, a zależy od konsystencji i składu mieszanki betonowej oraz
typu wibratora i jego technicznych parametrów. Wibrator jest charakteryzowany częstością drgań
(n), amplitudą (a) i siłą bezwładności (s).
Rys. 4[1] Promień zasięgu wibracji (r
z
) w zależności
od czasu wibracji (t), częstotliwości (n) i amplitudy
(a) dla wibratora o stałej sile bezwładności (S)
(wibrator pogrążalny z buławą o średnicy 60 mm,
konsystencji mieszanki – 8 s w aparacie Ve-Be)
Rys. 5[1] Zależność między lepkością
mieszanki betonowej (η), amplituda (a) i
częstotliwością drgań (n) wibratora

2.3.2. Rodzaje wibratorów
Stosowane wibratory można podzielić według trzech następujących kryteriów:
1) sposobu przekazywania drgań
2) urządzenia wywołującego drgania w wibratorze
3) rodzaju siły poruszającej.
Najważniejszym dla technologa betonu jest sposób przekazywania drgań na mieszankę
betonową. Wyróżnić można w tym zakresie wibratory:
pogrążalne
powierzchniowe
przyczepne
stoły wibracyjne
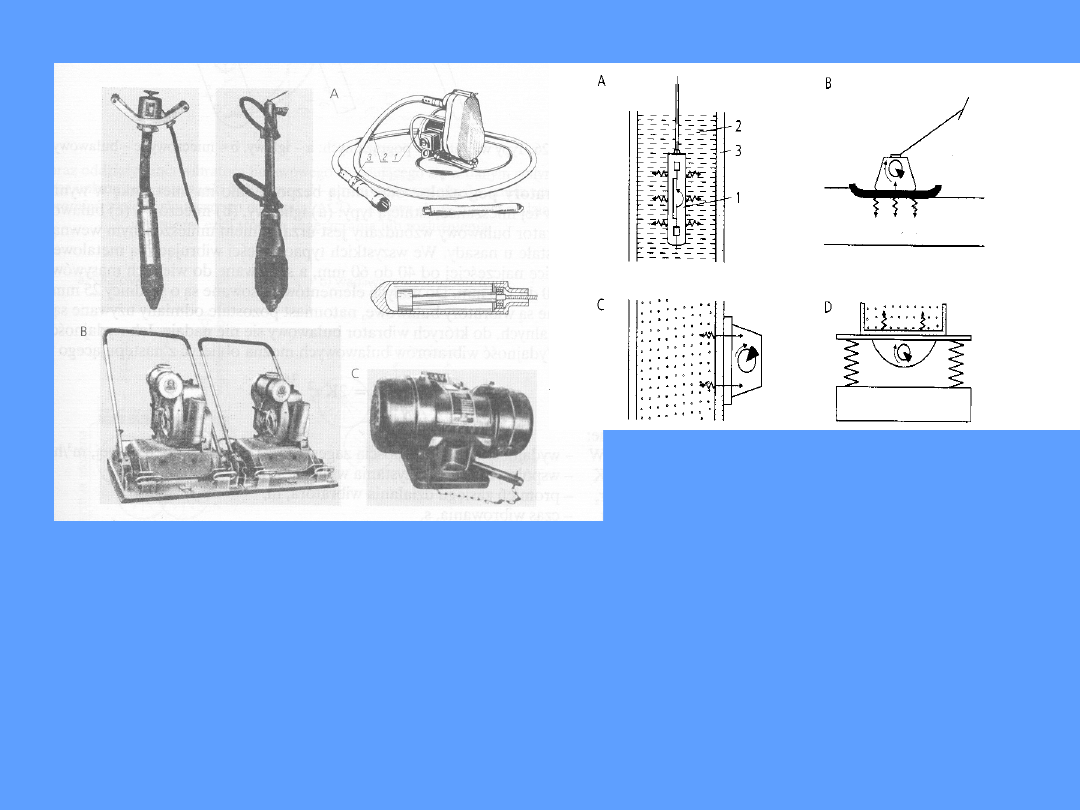
Rys. 6[1] Zdjęcia wibratorów i rysunki schematów ich działania: wibrator A –
pogrążalny (wgłębny), B – powierzchniowy, C – przyczepny, D – stół
wibracyjny
2.3.2.1. Wibratory pogrążalne (wgłębne)
Spośród stosowanych na budowach wibratorów, wibratory wgłębne są najbardziej
rozpowszechnione. Są one najmniej energochłonne, ponieważ prawie całkowicie wykonywana przez nie
praca jest pracą zagęszczania mieszanki betonowej. Elementem roboczym takiego wibratora jest
wibrująca buława lub iglica, która zanurzona w mieszance przekazuje jej swoje drgania. Kierunek
rozchodzenie się tych drgań jest prostopadły do jej osi podłużnej. Zasięg rozchodzenia się w mieszance
zależny jest od sinusoidalnie zmiennej siły wymuszającej wibratora, zależnej od jego masy. Element
roboczy połączony jest z giętkim wałem, napędzającym mechanizm generujący drgania buławy lub
iglicy. Za najkorzystniejsze, ze względu na efekt zagęszczania wibratorami wgłębnymi, uważa się
drgania o częstotliwości większej niż 6000 min-1 i przyśpieszeniu nie mniejszym niż 4 g.
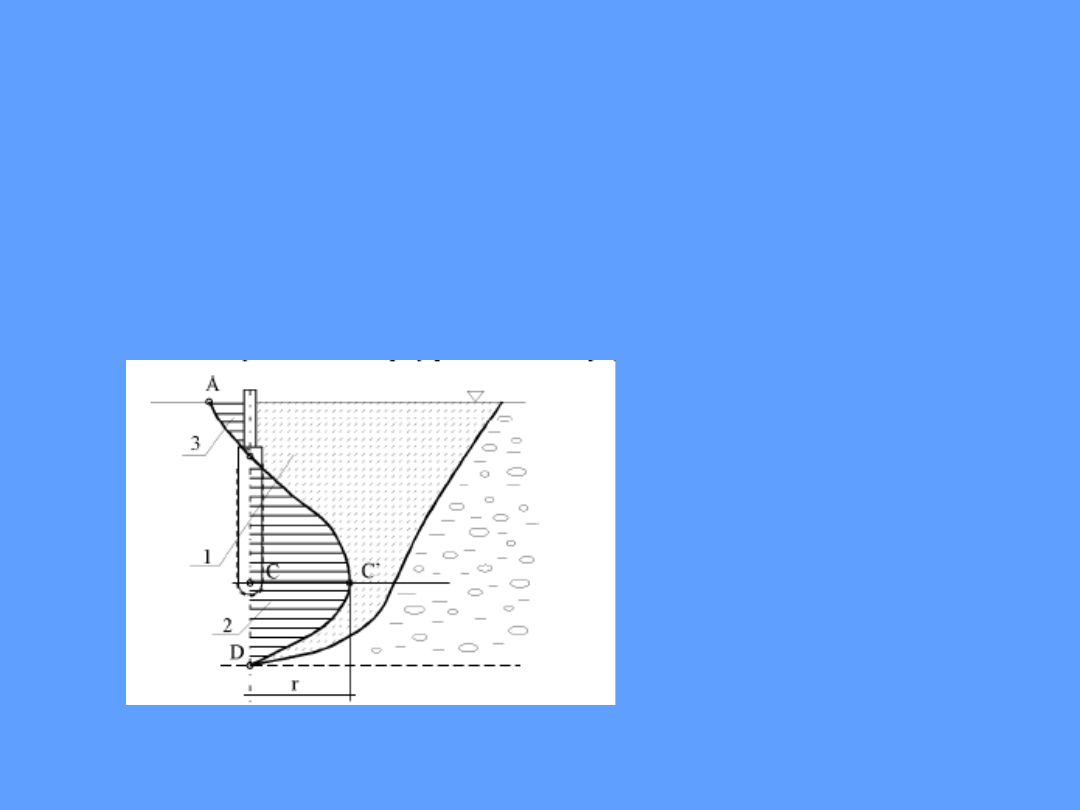
Rys. 7 [2] Oddziaływanie wibratora
buławowego
na mieszankę betonową:
1- strefa upłynnienia,
2 – strefa zagęszczania,
3 – strefa rozluźnienia,
r – promień zasięgu działania wibratora.
Zagęszczanie wibratorami wgłębnymi prowadzi się zagłębiając pionowo buławę w mieszance
betonowej, w odstępach nie większych niż 1,4 r – gdzie r jest zasięgiem wibratora. Spełnienie tego
warunku zapobiega pozostawianiu miejsc niezagęszczonych. W zasadzie grubość zagęszczanej
warstwy mieszanki nie powinna przekraczać 0,5 m. Po jej przekroczeniu, usuwanie pęcherzyków
powietrza z mieszanki podczas jej wibracji staje się mało efektywne. Od ilości usuniętego powietrza
zależny jest bowiem stopień zagęszczenia mieszanki. Z tego też względu, układanie betonu w
elementach o większej wysokości przekroju pionowego powinno być wykonywane warstwami o
grubości maksymalnej nie większej niż 0,4 m. Niestety, część pęcherzyków powietrza gromadzi się w
styku z deskowaniem i tam pozostaje. Żeby je usunąć należy użyć wibratora z końcówką roboczą w
postaci iglicy lub bagnetu. Przydatne w tym celu są również warstwy odsączające na wewnętrznej
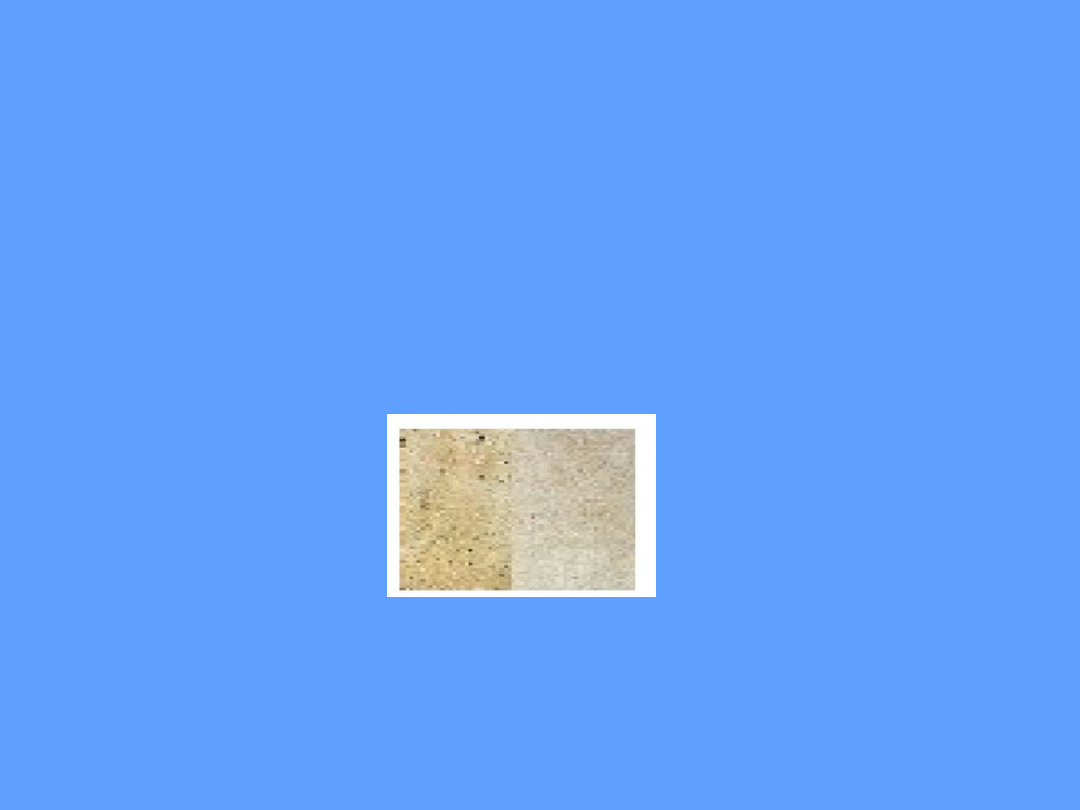
powierzchni deskowania. W ostatnich latach zaczęto stosować w tym celu włókniny syntetyczne
CEMDRAIN firmy DuPont, zaś uzyskiwany dzięki nim efekt pokazano na rys.8.
Rys. 8[2] Widok powierzchni betonu po rozdeskowaniu:
z lewej - po wibrowaniu, z prawej – po wibrowaniu w deskowaniu pokrytym
włókniną CEMDRAIN

Bardzo ważna jest prędkość wyciągania wibrującej buławy z mieszanki, która nie powinna
przekraczać 8 cm/sek, tak aby otwór w mieszance pozostawiany przez wyciąganą buławę zdążył
wypełnić się mieszanką, bez pozostawiania w nim powietrza. Czas wibrowania w jednym miejscu, w
zależności od konsystencji, wynosi od 5 do 30 sekund, chociaż w przypadku niektórych mieszanek o
konsystencji wilgotnej i na kruszywie lekkim o silnie chropowatej powierzchni może dochodzić
do 2 minut.
Bardzo ważną kwestią jest wpływ wibrowania na otulenie zbrojenia i położenie prętów
zbrojeniowych. Prawidłowe prowadzenie wibratora polepsza przyczepność betonu do prętów
zbrojeniowych, dzięki szczelnemu ich otuleniu mieszanką. Ale w przypadku górnych prętów,
oddzielonych od powierzchni elementu tylko warstwą otulenia, po zagęszczeniu wibratorem
wgłębnym często pojawia się później rysa skurczowa, biegnąca wzdłuż tych prętów. Jest to związane
z osiadaniem górnej powierzchni mieszanki wskutek zagęszczania, jeżeli nie uwzględniono
odpowiedniego naddatku mieszanki. Można defekt wyeliminować, układając po zagęszczaniu
dodatkową, wyrównującą warstwę mieszanki, którą należy zagęścić powierzchniowo.
Bardzo ważną sprawą przy zagęszczaniu wibracyjnym jest unikanie zetknięcia się końcówki
roboczej
wibratora
z prętami zbrojeniowymi. Jeżeli drgania wibratora przekażą się na te pręty to nastąpi ich tzw.
odwibrowanie, czyli oddzielenie powierzchni prętów od mieszanki, a co za tym idzie utrata ich
przyczepności do betonu. Na jakiej długości to nastąpi jest kwestią stosunku siły wymuszającej
wibratora do bezwładności pręta w mieszance i tłumienia drgań pręta przez mieszankę. Jest to jeden
z najpoważniejszych błędów wykonawczych w procesie zgęszczania wibracyjnego podczas robót
betonowych.
Drugim poważnym błędem, którego skutki są zwykle widoczne w postaci raków i rozwarstwień
na powierzchni ścian betonowych o znacznej wysokości, jest niezagęszczenie styku układanych
warstw mieszanki. Aby tego uniknąć, każdorazowe zagłębienie wibratora w mieszance musi sięgać
6÷10 cm w głąb poprzednio ułożonej i zagęszczonej warstwy. Innym błędem jest zagęszczanie zbyt
wysokiej warstwy mieszanki, na przykład podczas betonowania słupów lub płyt i belek o znacznej
wysokości przekroju. Jak już wcześniej wykazano, zagęszczenie po wysokości warstwy będzie wtedy
niejednakowe
i najmniejsze w dolnej strefie zagęszczanej warstwy.
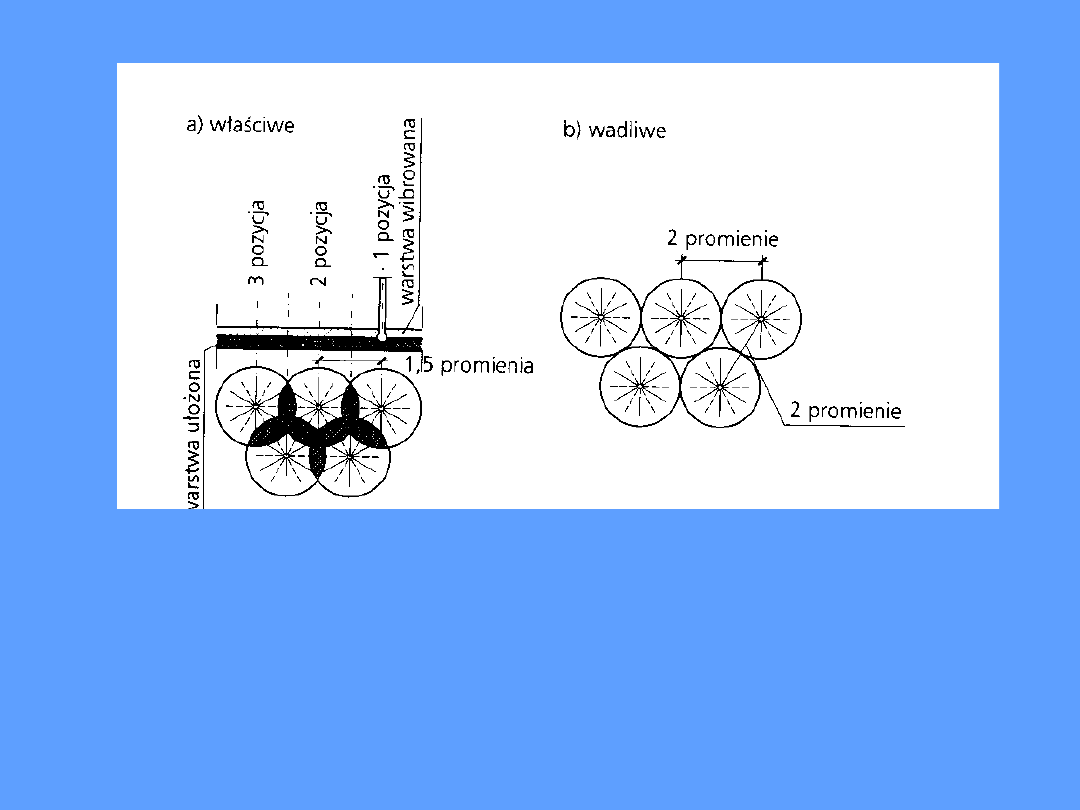
Rys. 9[1] Właściwe i wadliwe przyjmowanie rozstawów i zanurzenia wibratorów
budowlanych.

Średni
ca
[mm]
Wydajno
ść
[m
3
/h]
Zastosowania
25
1-3
konstrukcje o małych rozmiarach i dużej ilości zbrojenia
35-50
5-10
wąskie konstrukcje o dużej ilości zbrojenia (np. ściany)
50-75
10-20
Normalne płyty i ściany w domach mieszkalnych, budynkach
przemysłowych itp.
100-
150
25-40
beton masywny do budowy zapór, fundamentów itp.
Tabl. 2 Wydajność i rodzaje zastosowań wibratorów buławowych
różnych rozmiarów
2.3.2.2. Wibratory powierzchniowe
Wibratory te kładzie się bezpośrednio na powierzchni mieszanki betonowej i przesuwa z
szybkością do 1m/min. Płyty o dużej powierzchnie nie pozwalają na zagłębianie się wibratora, a
oddziaływanie polega na drganiach o kierunku prostopadłym do powierzchni betonu. Drgania te
wywoływane są przez specjalne zespoły mimośrodowe, przymocowane w sposób sztywny do płyty.
Najlepsze efekty uzyskuje się przy zagęszczaniu mieszanek o konsystencji plastycznej. Mieszanki
suche są trudne do wibrowania powierzchownego. Wibratory te oddziałują do głębokości od 15 do
30 cm, w zależności od konsystencji i składu betonu. Również i tu o wystarczającym okresie
wibrowania świadczy wydobywające się mleczko cementowe, co ma miejsce zwykle po ok. 30 do 60
sekundach. Wibratory te cechuje masa i wydajność zagęszczenia w m
2
/h. Wibratory te można
dociążać. Wtykanie pręta od czoła wibratora (rys. 10c) ma na celu ułatwić usuwanie powietrza z
mieszanki.
Odmianą wibratorów powierzchniowych są dyle wibracyjne, zwane też łatami lub listwami
wibracyjnymi stosowane przy betonowaniu nawierzchni. Dyl wibracyjny składa się z wąskiej i długiej
sztywnej płyty stalowej oraz osadzonych na niej kilku wibratorów. Długości bywają różne i zwykle
dostosowane są do szerokości betonowanych powierzchni.
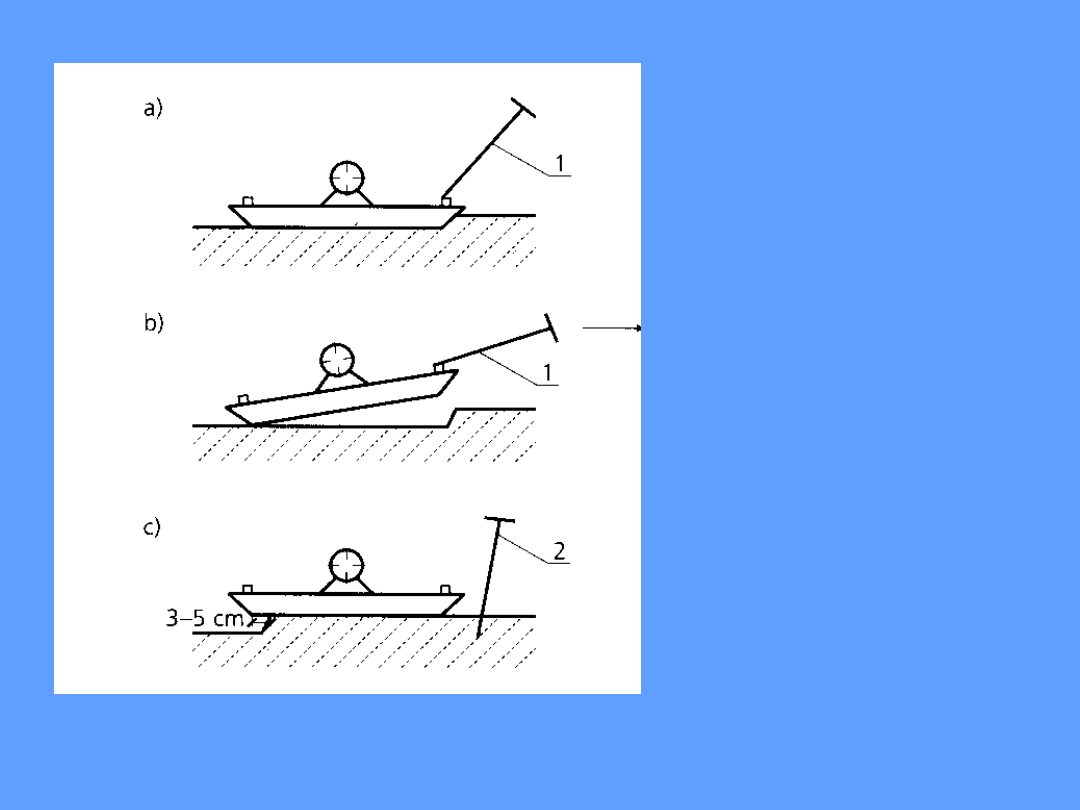
Rys. 10[1] Zasada operowanie
wibratorem powierzchniowym:
a – pozycja po zakończeniu
zagęszczania danego miejsca,
b – przesuwanie wibratora na nowe
stanowisko,
c – wibrator na nowym stanowisku
(sztychowanie wokół deski
wibratora sztychulcem 2); 1 – hak
do przeciągania wibratora, 2 – hak
jako sztychulec

2.3.2.3. Wibratory przyczepne
Tego rodzaju wibratory stosuje się na budowie do zagęszczania betonu w takich elementach,
których kształt, grubość lub zagęszczenie zbrojenia nie pozwalają na zastosowanie wibratorów
wgłębnych. W zasadzie, ze względu na skuteczność zagęszczania wibracyjnego szerokość przekroju
mieszanki zagęszczanej wibratorem przyczepnym nie powinna przekraczać 0,6 m, zaś wysokość
zagęszczanej warstwy – 0,75 m. Jeśli wysokość jest większa należy powyżej zamocować następny
wibrator. Wibratory przyczepne mocuje się sztywno do elementów konstrukcji usztywniającej tarcz
deskowań, głównie do ich jarzm i tężników, za pomocą odpowiednich uchwytów. W przypadkach
deskowań przestawnych, przesuwnych, ślizgowych lub stacjonarnych, wykorzystywanych do
wielokrotnego formowania powtarzalnego elementu, wibratory te mocowane są w sposób trwały do
konstrukcji deskowania. W rezultacie wibrowana jest nie tylko mieszanka betonowa ale również
deskowanie, co powoduje nie tylko niższą efektywność energetyczną procesu zagęszczania, ale także
konieczność uodpornienia konstrukcji deskowania na wibrację. W zależności od powierzchni
deskowania i promienia działania wibratora dobiera się liczbę wibratorów tak, by były one
usytuowane (w przybliżeniu) w węzłach siatki kwadratów o boku równym 1,4 R, gdzie R – promień
działania wibratora przyczepnego. W przypadku zagęszczania w elementach podłużnych o znacznej
wysokości przekroju zaleca się rozmieszczać wibratory przyczepne na podstawie prób prowadzonych
przed betonowaniem. Dotyczy to szczególnie przypadków stosowania wielkowymiarowych urządzeń
formujących, o dużej sztywności. Drgania przekazywane przez wibratory mieszance poprzez
deskowania muszą być zgodne w fazie. W przeciwnym razie nastąpi ich interferencja - a co za tym
idzie – wytłumienie drgań w jednych strefach i wzmocnienie w innych. Skutkiem będzie zróżnicowany
stopień zagęszczenia betonu w formowanym elemencie. Zaleca się stosowanie wibratorów
przyczepnych o częstotliwości powyżej 4000 na minutę. W praktyce mają one zwykle częstotliwości
od 3000 do 6000 na minutę, chociaż stosuje się również o częstotliwości 9000 i 12000 na minutę. Te
ostatnie są odpowiednie do zagęszczania mieszanek na kruszywach lekkich lub piaskowych, ze
względu na mniejszą masę ziaren. Czas wibracji jest dłuższy niż w wypadku wibratorów wgłębnych i
dochodzi do kilku minut.

Ponieważ wibracja obejmuje całą wysokość ułożonej mieszanki to czas potrzebny do wydostania się
powietrza z dolnej jej strefy jest dłuższy. W przypadku elementów konstrukcji monolitycznej sztywno
utwierdzonych w fundamencie, należy pierwszą warstwę mieszanki o wysokości 20÷25 cm ułożyć i
zagęścić wibratorem wgłębnym, przed wypełnieniem mieszanką całego elementu. Również
wibratorem wgłębnym winna być zagęszczona górna warstwa mieszanki, po zakończeniu wibrowania
elementu wibratorami przyczepnymi. Te ostatnie należy włączać do pracy po napełnieniu deskowania
mieszanką. Jednoczesna praca kilku wibratorów przyczepnych po wysokości deskowania powoduje
odpowiednie zwiększenie maksymalnego parcia mieszanki betonowej na deskowanie.
Wibrator przyczepny dobiera się ze względu na jego moc określoną siłą wymuszającą Q, przy czym:
,
gdzie:
m
f
– masa drgająca formy,
m
b
– masa mieszanki betonowej wypełniającej formę,
s
– współczynnik zależny od kształtu i wymiarów przekroju poprzecznego
formowanego elementu: s = 0,5
dla przekroju teowego, s = 1,5 dla przekroju
kwadratowego (dla pozostałych przypadków przyjąć trzeba
wartości
pośrednie)
b
f
m
2
,
0
m
s
Q

2.3.2.4. Stoły wibracyjne
Stoły wibracyjne stosowane są do zagęszczania elementów prefabrykowanych w ustawionych na
nich formach. Stoły te składają się z silnej płyty oraz zespoły wibratorów przymocowanych do niej w
taki sposób, żeby ich drgania były zsynchronizowane. Całość ustawiona jest na nogach zaopatrzonych
w sprężyny i gumy amortyzujące, chroniące przed przenoszeniem się drgań na podłoże. Wielkości
zarówno stołów wibracyjnych, jak i stolików laboratoryjnych mogą być różne ale zawsze dostosowane
są do aktualnych potrzeb oraz częstotliwości drgań. Najczęściej spotyka się stoły o 3000 drgań/min,
ale są także o 6, 9 i 12 tysiącach, a nawet o regulowanej zmiennej częstotliwości. Pożądane jest, aby
mieszanka zagęszczana na stołach wibracyjnych miała konsystencję bardziej wilgotną, niż ciekłą.
Niektóre stoły mają wmontowane elektromagnesy służące do sztywnego przymocowania formy z
mieszanką betonową do stołu wibracyjnego.
2.3.2.5. Powtórne wibrowanie (rewibracja)
Przypadkowe wstrząsy, działające na mieszankę betonową w okresie jej wiązania, mogą
doprowadzić do uszkodzenia struktury tej mieszanki i w efekcie obniżyć wytrzymałość betonu.
Poddanie natomiast mieszanki kontrolowanemu dodatkowemu zawibrowania e okresie wiązania
może przynieść istotny pozytywny efekt objawiający się przyspieszeniem twardnienia i wzrostem
wytrzymałości. Postępowanie takie nosi nazwę rewibracji. Powtórne wibrowanie można zatem
stosować po upływie ok. 2 do 4 godzin od pierwszego zagęszczania. Prowadzi ono do dodatkowego
zagęszczenia mieszanki przez wyeliminowanie pustek sedymentacyjnych, które właśnie w tym
okresie powstają. Efekty rewibracji to wzrost wytrzymałości betonu po 7 dniach nawet o około 30%,
a po 28 dniach do 15% i podwyższenie szczelności. Powtórne wibrowanie przed rozpoczęciem
wiązania nie przynosi z reguły efektu, a nawet może być w skutkach negatywne,
gdy W/C > 0,35, co obrazuje rys.11.
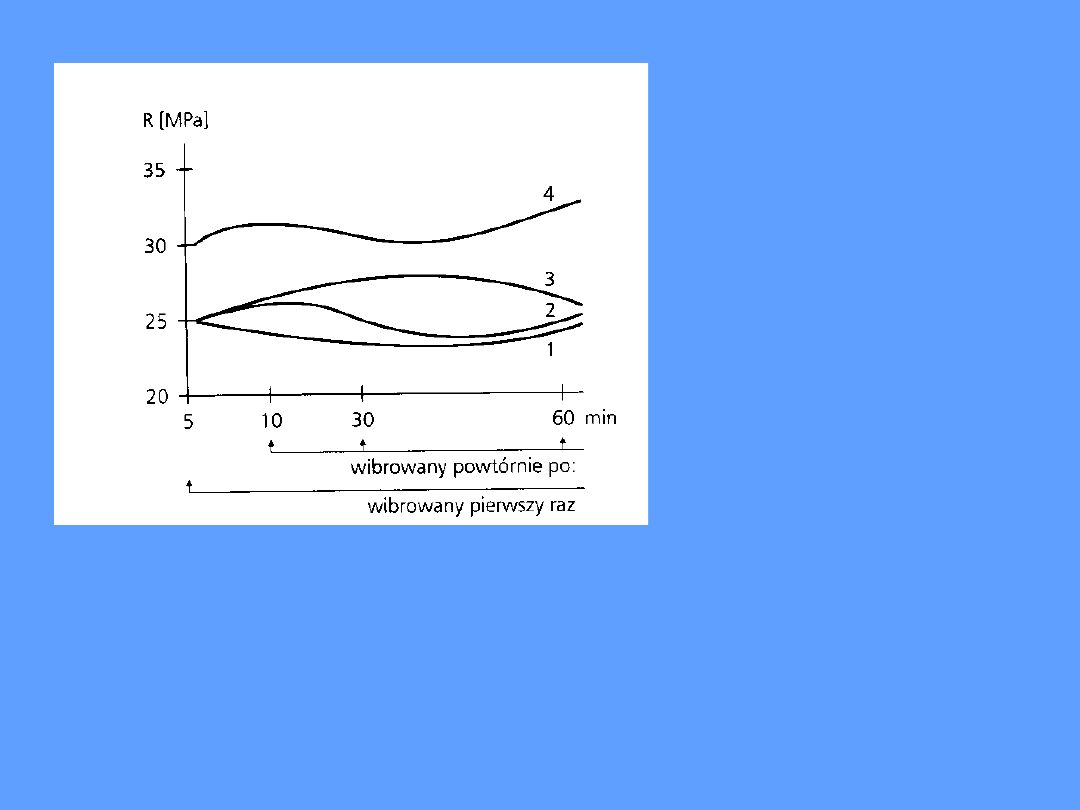
Rys. 11[1] Wpływ powtórnego
wibrowanie przed rozpoczęciem
procesu wiązania na 28-dniową
wytrzymałość betonu:
1 – W/C = 0,45;
2 - W/C = 0,4;
3 - W/C = 0,4 z dociskiem podczas
wibrowanie;
4 - W/C = 0,35
Zbliżonym zagadnieniem do rewibracji jest problem użycia mieszanki, w której rozpoczął się już
okres wiązania. Jeśli taką mieszankę podda się ponownemu przemieszaniu, lecz bez dodatkowej
wody, to wytrzymałość betonu uzyska się również wyższą (o 15 do 30%). Opisany proces rzadko jest
w praktyce stosowany, ale może być wykorzystany w pewnych sytuacjach, np. w nie przewidywanym
zakłóceniu procesu normalnego betonowania. Nie wolno jednak tego zabiegu wykonywać po
rozpoczęciu się procesu twardnienia, ponieważ na pewno uzyska się beton o znacznie obniżonej
wytrzymałości, gdyż powstałe już hydraty utrudnią zagęszczanie.

2.4. Prasowanie
Prasowanie polega na ściskaniu wilgotnej mieszanki betonowej statycznie działającą siłą,
wywołującą naprężenia od 10 do 30 MPa, a nawet do 100 MPa. Tak silnie stłoczone składniki, a
zwłaszcza ziarna cementu wymagają małej ilości wody, aby mogło nastąpić wiązanie i twardnienie w
stosunkowo krótkim czasie. Siła ściskająca musi być na tyle duża, aby:
pokonać tarcie mieszanki o ściany formy,
doprowadzić do jednakowego ciśnienia w całej masie mieszanki betonowej,
sprasować do przewidywanej szczelności.
Metoda ta wymaga specjalnych pras. Stosowana jest głównie do produkcji małych elementów
(płyty chodnikowe, kostki, rury). Tak sprasowane elementy uzyskują od razu spoistość tego rzędu, że
można je wyjąć z form. Wadą metody jest utrudniony ruch zieren kruszywa, który prowadziłby do ich
szczelniejszego ułożenia się. Występują także trudności, gdy prasowaniu poddaje się beton
zawierający wygięte wkładki stalowe (żelbet).
2.5. Walcowanie
Przy walcowaniu mieszanki betonowej umożliwia się ruchy poziome składników, co pozwala im
się układać lepiej niż przy prasowaniu. Jednorodność struktury i zagęszczenie są jednak mniejsze i
dlatego
technikę
tę
stosuje
się
raczej
do zagęszczania betonu w warstwach podkładowych nawierzchni jezdnych. Spotyka się nazwę
„wałowanie”.
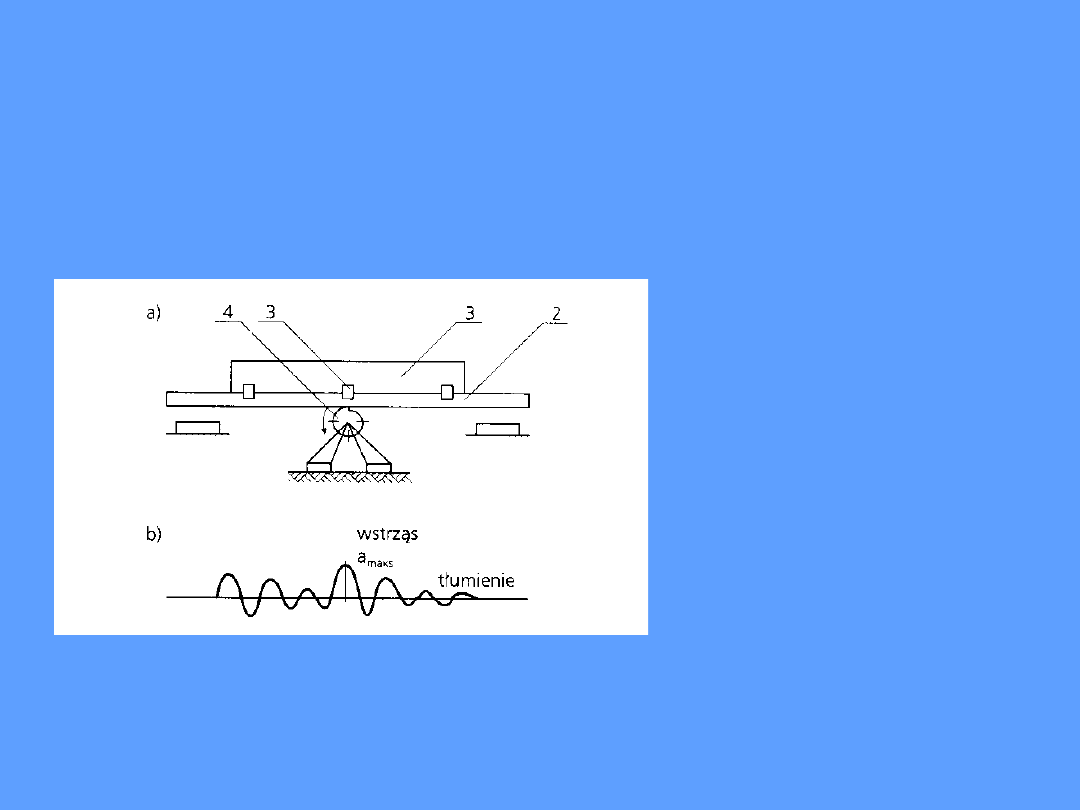
2.6. Utrząsanie
Metoda ta stosowana jest do mieszanek wilgotnych (w/c = 0,26 do 0,3) i polega na zagęszczaniu
z wykorzystaniem siły bezwładności mieszanki powstającej przy podnoszeniu i opuszczaniu jej na
deskowanie
(rys.12).
Wysokość
rzutu
waha
się
od 5 do 25 cm i następuje z szybkością 200 razy na minutę. Metoda pozwala na uzyskiwanie
stosunkowo dużych wytrzymałości betonu. Czas utrząsania wynosi od kilku do kilkunastu minut. Przez
utrząsanie
można
zagęścić
mało
wilgotną
mieszankę,
która nie da się zagęścić prze wibrowanie, a ponadto mieszanki źle urabialne, np. z kruszyw o
nieciągłym uziarnieniu.
Rys. 12[1] Schemat zasady utrząsania:
a – schemat urządzeń:
1 – forma,
2 – płyta stalowa,
3 – zamocowanie formy,
4 – mimośród;
b – przebieg drgań
Przedmiotowy sposób zagęszczania może być stosowany do belek prefabrykowanych żelbetowych i
strunobetonowych, także takich, nad którymi będzie przy wznoszeniu obiektu układana dodatkowa
warstwa betonu zwana nadbetonem.

2.7. Wirowanie
Technologia ta pozwala na wykorzystanie siły odśrodkowej do zagęszczania mieszanki. Stosuje
się w tym celu mieszankę o konsystencji półciekłej bądź plastycznej. Ziarna kruszywa jako cięższe
skupiają się przy zewnętrznej ścianie wirowanego elementu. Woda zostaje wepchnięta do środka, a
jej nadmiar wypływa z mieszanki i zostaje odprowadzony, dzięki czemu końcowa wartość W/C
znacznie maleje. Metoda stosowana jest głównie do produkcji rur i słupów wewnątrz wydrążonych.
Ciśnienie w mieszance betonowej wywołane siłą odśrodkową powinno wynosić od 0,1 do 0,3 MPa.
2.8. Próżniowanie
Ten sposób zagęszczania umożliwia w pewnym stopniu rozwiązanie konfliktu wymagań dobrej
urabialności i dobrej jakości (wytrzymałości i trwałości), dotyczących zawartości wody w mieszance
betonowej. Wytwarzana, transportowana, pompowana i układana jest mieszanka o zawartości wody
wynikającej z warunku dobrej urabialności (odpowiedniej konsystencji). Następnie, by spełnić
warunek dobrej jakości betonu, poddaje się mieszankę odwadnianiu przez próżniowanie
powierzchniowe, obniżając w ten sposób stosunek W/C. Zgodnie z zależnością na rys.1,
wytrzymałość betonu będzie wyższa, a większa szczelność zaczynu (mniejsze W/C) spowoduje
również wyższą jego trwałość.
Próżniowanie odbywa się za pomocą jednostronnie porowatych mat lub płyt, ułożonych na
wyrównanej powierzchni mieszanki i połączonych z pompą próżniową. Matę (lub płytę) oddziela od
mieszanki siatka filtracyjna, zapobiegająca odciąganiu cementu. Komplet urządzeń do próżniowania
mieszanki przedstawia rys.13.
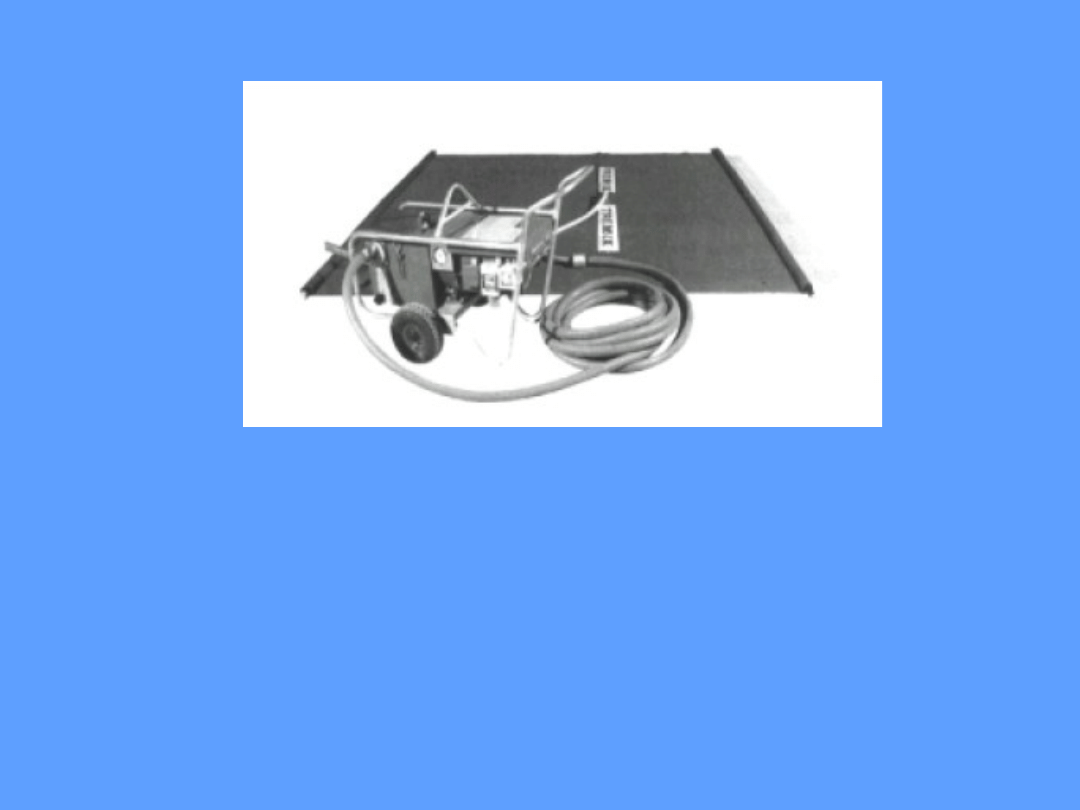
Rys. 13[2] Mata i agregat do próżniowania mieszanki
betonowej
Mechanizm fizyczny procesu polega na wykorzystaniu zjawiska filtracji cieczy i gazów przez ośrodek
ziarnisty (kruszywo), w którym przestrzenie międzyziarnowe tworzą ciągłą sieć kanalików
wypełnionych zaczynem cementowym i pęcherzykami powietrza. Wytworzenie na powierzchni
mieszanki pewnego stopnia próżni (podciśnienia) wywołuje w mieszance gradient ciśnienia,
powodujący przepływ filtracyjny zaczynu i powietrza w kierunku próżni. Pęcherzyki powietrza nie
tworzące systemu połączonych kanalików pozostają jednak w mieszance, jeśli nie znajdują się w
pobliżu powierzchni. Ponieważ zasięg oddziaływania próżni na mieszankę maleje wraz z odległością
od jej powierzchni, największe odwodnienie i odpowietrzenie

uzyskuje się w warstwie powierzchniowej. Z tego też powodu, ten sposób zagęszczania stosowany
jest na budowie najczęściej w formowaniu płyt o niewielkiej grubości 10 ÷ 15 cm (np. posadzek),
chociaż znane są również jego zastosowania w formowaniu monolitycznych ścian budynków
wielokondygnacyjnych. Stosowane podciśnienie nie przekracza zwykle 95 kPa. Czas próżniowania
wynosi 15 ÷ 25 min, przy czym z upływem czasu ilość wody odciąganej z mieszanki maleje.
Próżniowanie może być stosowane do mieszanek betonowych o różnej zawartości i uziarnieniu
kruszywa, aczkolwiek im mniejsza jest zawartość piasku i dodatków pylastych (mikrokrzemionka
kondensacyjna, popiół lotny) tym lepsze są efekty próżniowania. Jeśli jednak mieszanka zawiera
znaczną ilość frakcji drobnych to prędkość filtracji wody z objętości mieszanki jest niewielka
i utrzymywanie od początku wysokiego stopnia próżni może spowodować nadmierne odwodnienie
warstwy
powierzchniowej
i zamknięcie wylotów kapilar. Dalsze usuwanie wody z mieszanki stanie się niemożliwe lub bardzo
utrudnione. Aby temu zapobiec, próżniowanie zaczynać należy z niskim stopniem próżni, zwiększając
go stopniowo z upływem czasu.
W każdym jednak przypadku, największa poprawa właściwości betonu następuje w warstwie
powierzchniowej. Staje się ona szczelna, wygładzona i o niższym niż reszta betonu stosunku W/C.
Dzięki temu warstwa ta ma mniejszą ścieralność, wyższą wytrzymałość, mrozoodporność i
nasiąkliwość. Nie do pominięcia jest inny efekt próżniowania – wzrost wytrzymałości
natychmiastowej mieszanki betonowej do 30÷40 kPa. Jest to wynik silnego wzrostu spójności
kapilarnej, spowodowanego zmniejszeniem średnicy porów kapilarnych w mieszance po
próżniowaniu. Dzięki temu możliwe jest szybsze rozformowanie tak zagęszczonych elementów. Jest
oczywistym,
że
próżniowanie
mieszanki
nie
wpływa
negatywnie
na
położenie
i przyczepność prętów zbrojeniowych do betonu. Przeciwnie, poprawia tę przyczepność.
Często łączy się ze sobą dwie metody zagęszczania: wibrowanie i próżniowanie. Przedstawia to rys.
14. Pracochłonność zagęszczania jest oczywiście większa ale i poprawa jakości tak zagęszczonego
betonu
jest
znacznie
większa
niż
po
każdym
z tych procesów z osobna. Przykładem takiego rozwiązania technologii zagęszczania jest np. znany
od dawna system „Tremix”
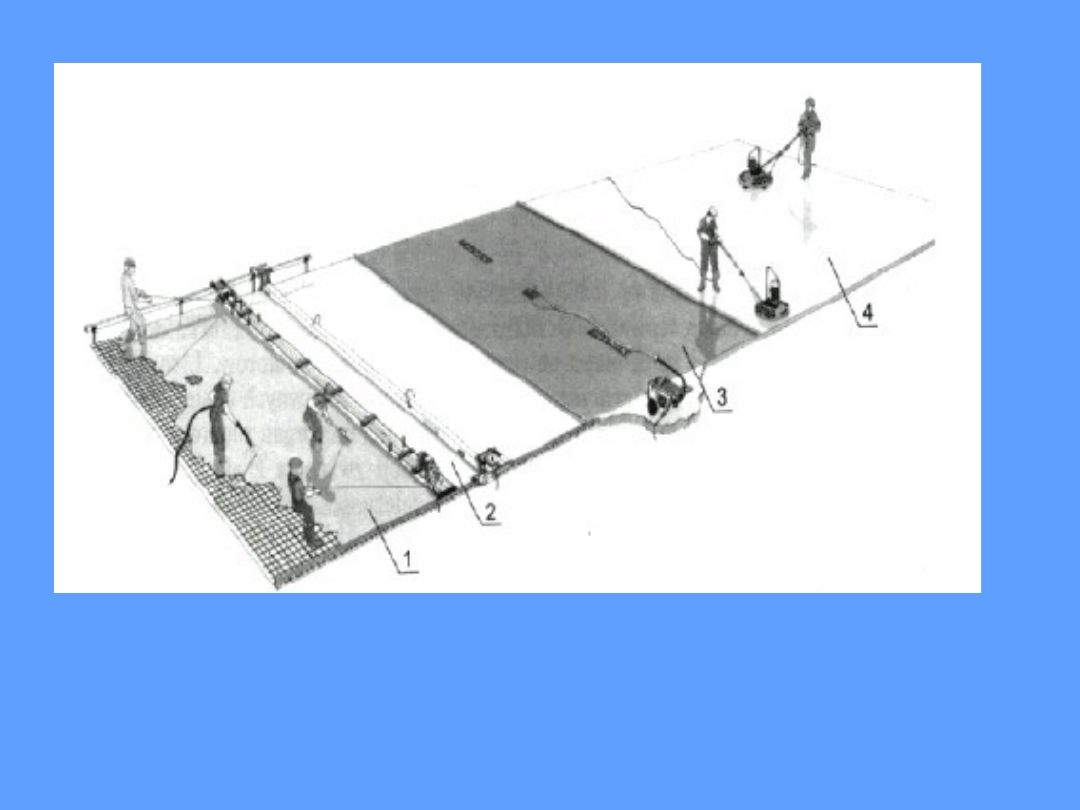
Rys. 14[2] Formowanie płyty: 1 – rozgarnianie mieszanki betonowej i zagęszczanie
wibratorem wgłębnym, 2 – zagęszczanie i wyrównanie powierzchni, 3 –
próżniowanie, 4 – zacieranie

Literatura:
[1] Jamroży Z. „ Beton i jego technologie” PWN 2000
[2] Szwabowski J. „Metody zagęszczania betonu”
Wydawnictwo
Politechniki Śląskiej
Gliwice 2000”
[3] Szwabowski J. „ Aktualne problemy technologii robót
budowlanych”
Konf. Polski cement 2000
[4] Szymański E. „ Materiały budowlane” PWN 1999
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
- Slide 28
Wyszukiwarka
Podobne podstrony:
Metody zagęszczania betonu na budowie technologie sprzęt wydajnośc
11 metody badania betonu w konstrukcjiid 12498
kalsyfikacja gr i metody zagęszcznia
Metody oceny stanu betonu w konstrukcji po pożarze
Nasiąkliwość betonu – wymagania a metody badawcze
2 1 metody oceny zageszczeniaid 19881
LABORATORIUM 3 [Nieniszczące metody oceny jakości betonu] Młot-Shmidta, LABORATORIA ĆWICZENIA MATERI
07 układanie, zagęszczanie i pielęgnacja betonu
d1 metody badania mrozoodpornosci stwardnialego betonu
05 Heger I Metody oceny stanu betonu w konstrukcji po pozarze
712[01] Z2 04 Układanie i zagęszczanie mieszanki betonowej, pielęgnacja świeżego betonu
13 Metody oceny liczebności i zagęszczenia; Dynamika populacji; strategie rozwoju
więcej podobnych podstron