
Sterowanie NC i CNC
Programowanie
tokarki ze
sterowaniem
Fanuc 21i

Wprowadzenie
W dzisiejszych czasach, kiedy mówimy sterowanie
numeryczne NC mamy na myśli skomputeryzowane
sterowanie numeryczne CNC (computer numerical
control). Sterowanie NC to system bloków funkcyjnych
sztywno połączonych łączami kablowymi. Są to więc
urządzenia elektroniczne bardzo drogie a przygotowanie
programu w postaci taśmy perforowanej jest stosunkowo
proste ale i czasochłonne. Jest trudność w poprawiani
błędów programowych, to wszystko sprawia, że
sterowanie numeryczne NC jest mało elastyczne.

Wady sterowania NC
Przechowywanie programów na
nośnikach perforowanych
Szybkie ich zużycie
Problem z kopiowaniem
Problem z poprawianiem błędów
Błędy wczytania programów

Sterowanie CNC
Rozwój sterowań CNC spowodował, że
coraz droższe jest oprogramowanie,
podczas, gdy ceny sprzętu obniżają się.

Zalety sterowania CNC
Łatwe i szybkie kopiowanie programu
Programy nie ulegają fizycznemu zużyciu
jak w przypadku taśm perforowanych
Łatwość w przechowywaniu
oprogramowania
Oprogramowanie może być uniwersalne

Różnice sterowania NC i CNC
Podstawowa różnica to:
NC nie wykorzystuje komputera
(mikroprocesora)
CNC wykorzystuje mikroprocesor wraz z
pamięcią oraz program obsługi kierujący
pracą komputera

Różnice sterowania NC i CNC
Sterowanie NC – realizuje jedno
podstawowe zadanie: zadawanie i
wykonywanie przemieszczeń w celu
uzyskania zaprogramowanego ruchu
narzędzia.

Różnice sterowania NC i CNC
Zaś w sterowaniu CNC – jest to tylko
jedno z wielu najważniejszych zadań.
Szereg pozostałych zadań, o różnym
stopniu ważności innym niż realizowanie
toru narzędzia, które sterowanie CNC
może wykonać, świadczy o jego dużej
elastyczności i uniwersalności.

Różnice sterowania NC i CNC
Zamiast rozbudowanego sprzętu bardzo
rozbudowane oprogramowanie.

Wniosek
Sterowanie CNC to połączenie koncepcji
sterowania numerycznego NC i
komputera.

Charakterystyczne cechy
tokarek CNC
Od 2 do 7 osi przy 1 wrzecionie
Do ponad 20 osi przy automatach
wielowrzecionowych
Stała prędkość skrawania
Kompensacja długościowa i promieniowa
Swobodne przyporządkowanie korekcji
narzędzia

Charakterystyczne cechy
tokarek CNC
Automatyczny nadzór zużycia ostrza
Automatyczny nadzór pracy narzędzia
Nacinanie gwintów stożkowych,
wielokrotnych, ze skokiem malejącym i
rosnącym itp.
Graficzne symulacje

Wprowadzenie do programowania
Przygotowywane programy powinny mieć
przejrzystą
strukturę.
Taka
budowa
programu ułatwia znajdowanie błędów w
programie, nawet przez osoby, które nie
brały udziału w jego przygotowaniu.

Wprowadzenie do programowania c.d.
W odróżnieniu od tokarek konwencjonalnych,
nowoczesne tokarki posiadają sterowanie NC.
Obróbka półwyrobu na takich tokarkach
odbywa się w cyklu automatycznym pod
warunkiem,
że
sterowanie
realizuje
program-NC napisany w języku dla niego
zrozumiałym i opisującym poszczególne fazy
obróbki.

Budowa bloku w programie
Każdy program NC składa się z wielu
bloków, w których znajdują się funkcje
wykonawcze. Bloki numerowane są na
bieżąco w sposób rosnący. Numer bloku
umieszczony jest na jego początku oraz
składa się z adresu „N" i liczby (np. N10).

Oznaczenia adresów
N – numer bloku
G – adres przygotowawczy
M – adres pomocniczy
X, Y, Z, - współrzędne punktu
F – posuw
S – obroty
T – numer narzędzia

Przykład
N100 G1 X50 Z2 M8

Funkcje przygotowawcze
G0 – ruch liniowy w posuwie szybkim
G1 – ruch liniowy w posuwie roboczym
G2 – interpolacja kołowa, zgodnie z
ruchem wskazówek zegara
G3 – interpolacja kołowa, odwrotnie do
ruchów wskazówek zegara
G4 – postój czasowy, wyrażony w
sekundach np. G4 X5 (5 sekund)

Funkcje pomocnicze
M0 – stop programu
M1 – stop programu operacyjnego
M2 – koniec programu (bez przewijania)
M3 – obroty wrzeciona zgodnie ze wskazówkami zegara
M4 – obroty wrzeciona odwrotnie do wskazówek zegara
M5 – zatrzymanie wrzeciona
M7 – załączenie chłodziwa (niezależne od obrotów)
M8 – załączenie chłodziwa (zależne od obrotów)
M9 – wyłączenie chłodziwa
M30 – koniec programu (z przewijaniem)

Możliwości programowania
Istnieją dwa sposoby programowania
używając osi X i Z. Wykorzystując
współrzędne bezwzględne i przyrostowe.

Współrzędne bezwzględne
Współrzędne bezwzględne określają
współrzędne X i Z, które odnoszą się do „punktu
zero” detalu. Współrzędne mogą być ze znakiem
dodatnim jak i ujemnym, w przypadku braku
znaku wartość jest uważana za dodatnią.
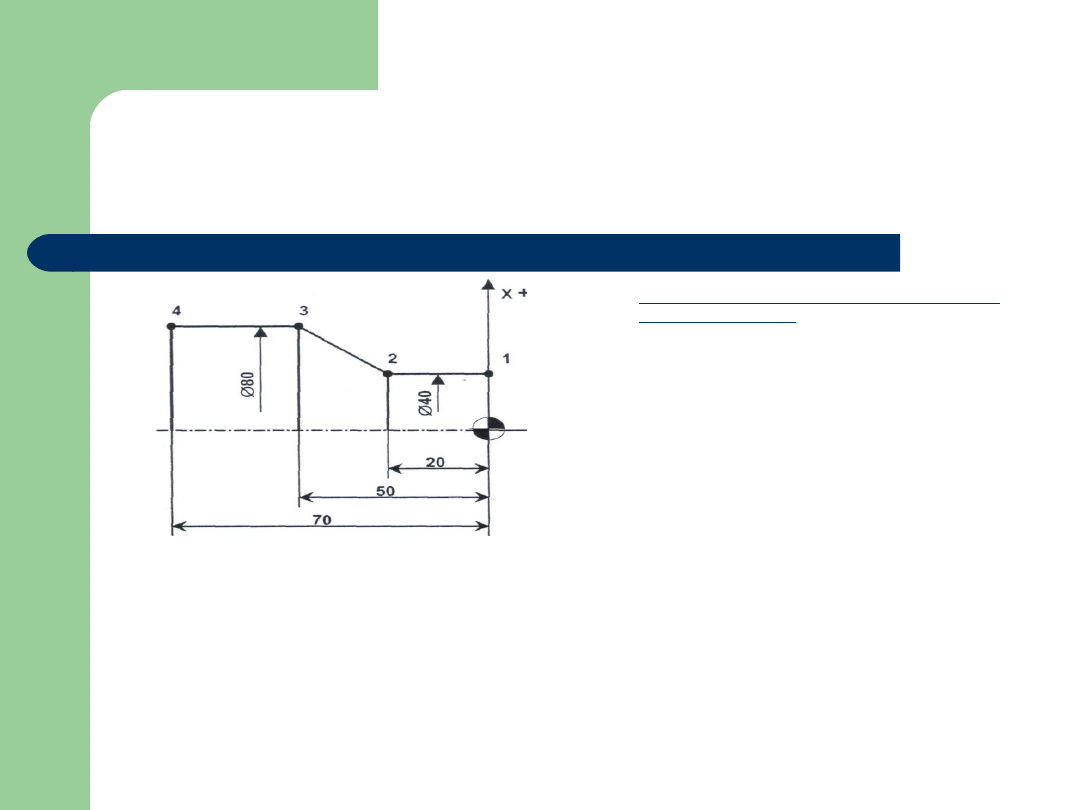
Przykład
Program toczenia we współrzędnych
bezwzględnych:
G92 S1500 (ograniczenie obrotów do
1500obr./min)
G53 X320 Z450 (odjazd na bezpieczną
wymianę narzędzia)
T202 (wybór narzędzia drugiego z drugą
korektą)
G96 S180 M4 (załączenie stałej prędkości
skrawania i obrotów zgodnie do wskazówek
zegara)
G0 X0 Z2 M8 (szybki dojazd i włączenie
chłodziwa)
G1 X0 Z0 F.1 (ruch roboczy)
X40
Z-20
X80 Z-50
Z-70
...

Współrzędne przyrostowe
Programowanie
przy
użyciu
współrzędnych
przyrostowych ma swoje wady i zalety, a mianowicie.
Współrzędne przyrostowe odnoszą się do ostatniego
zaprogramowanego punktu, więc jeżeli mamy rysunek detalu
jest zwymiarowany szeregowo to jak najbardziej ten sposób
programowania będzie najłatwiejszy. W przypadku, gdy
rysunek detalu jest zwymiarowany od jednej bazy – „punkt
zero” to najlepiej programować przy użyciu współrzędnych
bezwzględnych. Współrzędne U (przesunięcie w osi X) jest
odpowiednikiem X , zaś współrzędne W (przesunięcie w osi Z)
jest odpowiednikiem Z. Podobnie jak przy programowaniu we
współrzędnych bezwzględnych kody mogą być ze znakiem
dodatnim jak i ujemnym, w przypadku braku znaku wartość
jest uważana za dodatnią.
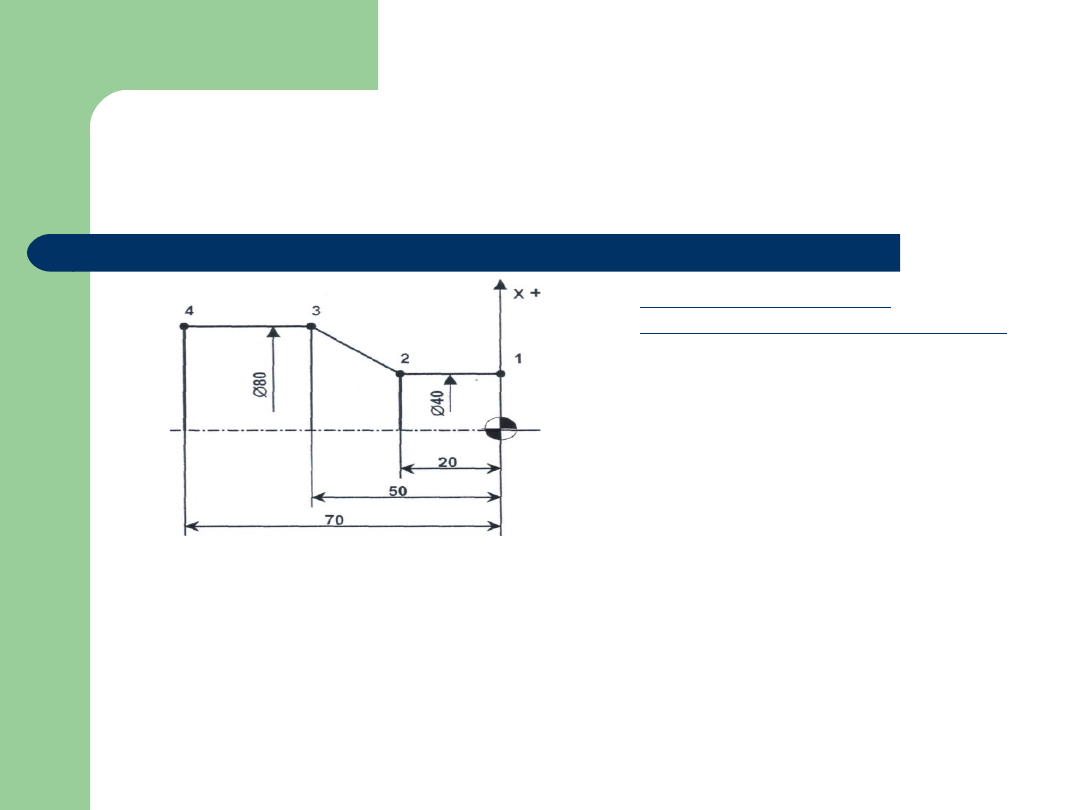
Przykład
Program toczenia we
współrzędnych przyrostowych:
G92 S1500
G53 X320 Z450
T202
G96 S180 M4
G0 X0 Z2 M8
G1 X0 Z0
U40
W-20
U40 W-30
W-20
...

Cykle stałe
G70 – cykl wykończeniowy
G71 – cykl toczenia osiowego
G72 – cykl toczenia promieniowego
G73 – powtarzanie profilu
G76 – cykl gwintowania z większą ilością przejść
G80 – dezaktywacja cyklu wiercenia osiowego
G83 – cykl wiercenia osiowego
G84 – cykl gwintowania osiowego
G85 – cykl rozwiercania osiowego
G87 – cykl wiercenia promieniowego
G89 – cykl rozwiercania promieniowego

G174 – cykl obróbki zgrubnej przewężeń
promieniowych
G175 – cykl obróbki wykańczającej
przewężeń promieniowych
G176 – cykl obróbki zgrubnej przewężeń
osiowych
G177 – cykl obróbki wykańczającej
przewężeń osiowych

Przykład
G71 – CYKL TOCZENIA OSIOWEGO
N10.....
N20 G0 X... Z...
N30 G71 U... R...
( U – głębokość promieniowa, R – oddzielenie promieniowe )
N40 G71 P... Q... U... W... F...
( P i Q – numer bloku początku i końca opisu konturu, U i W – naddatki, F
– posuw)
N50 G0 X... Z... (OPIS KONTURU)
N60 ...
Document Outline
- Slide 1
- Slide 2
- Slide 3
- Slide 4
- Slide 5
- Slide 6
- Slide 7
- Slide 8
- Slide 9
- Slide 10
- Slide 11
- Slide 12
- Slide 13
- Slide 14
- Slide 15
- Slide 16
- Slide 17
- Slide 18
- Slide 19
- Slide 20
- Slide 21
- Slide 22
- Slide 23
- Slide 24
- Slide 25
- Slide 26
- Slide 27
Wyszukiwarka
Podobne podstrony:
programowanie maszyn sterowanych CNC
Lista obsługiwanych sterowników przez program DeltaScan 5 0 1Z
Cnc Programming
MTS CNC Programowanie CNC Toczenie wydawnictwo REA PL
fanuc cnc program manual gcode
JS 07 Sterowanie przebiegiem programu, Programowanie, instrukcje - teoria
Lista obsługiwanych sterowników przez program DeltaScan 5 0 1Z
Sterowanie bramą Program
MTS CNC Programowanie CNC Toczenie wydawnictwo REA PL
Podstawy programowania obrabiarek sterowanych numerycznie CNC B Stach
Podstawy programowania obrabiarek sterowanych numerycznie CNC B Stach
procedury regulacyjne sterownikow programowalnych
Programowalny sterownik czasowy
pomoc programowania na tokarki cnc
Sterowniki program w ukł automatyki
więcej podobnych podstron