1.CEL I ZAKRES PRACY
Celem mojej pracy praktycznej , była pomoc dla Muzeum Miejskiego w Nowej Soli . Gablota ta jest przeznaczona do przechodzenia , oraz eksponowania zabytkowej prasy .
Część teoretyczną napisałam z myślą o moich kolegach i koleżankach , aby praca ta posłużyła im jako pomoc dydaktyczna.
POMIAR GWINTÓW ZEWNĘTRZNYCH ZA POMOCA MIKROSKOPU WARSZTATOWEGO.
1. Zadanie
Zmierzyć na mikroskopie warsztatowym następujące wymiary trzpieniowego sprawdzianu gwintowego SG min i SG max :
-średnice wewnętrzną d1s
- średnicę podziałową d2s
-kąt gwintu 2 α
- skok gwintu P.
- średnicę zewnętrzną d
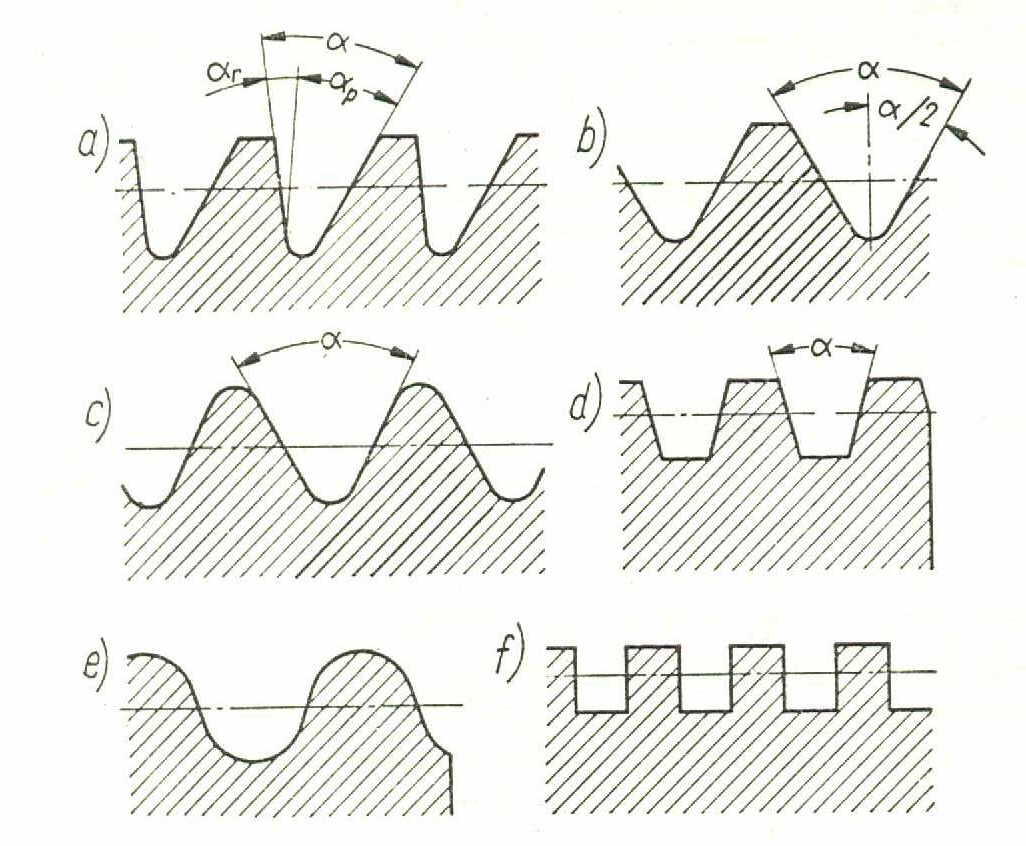
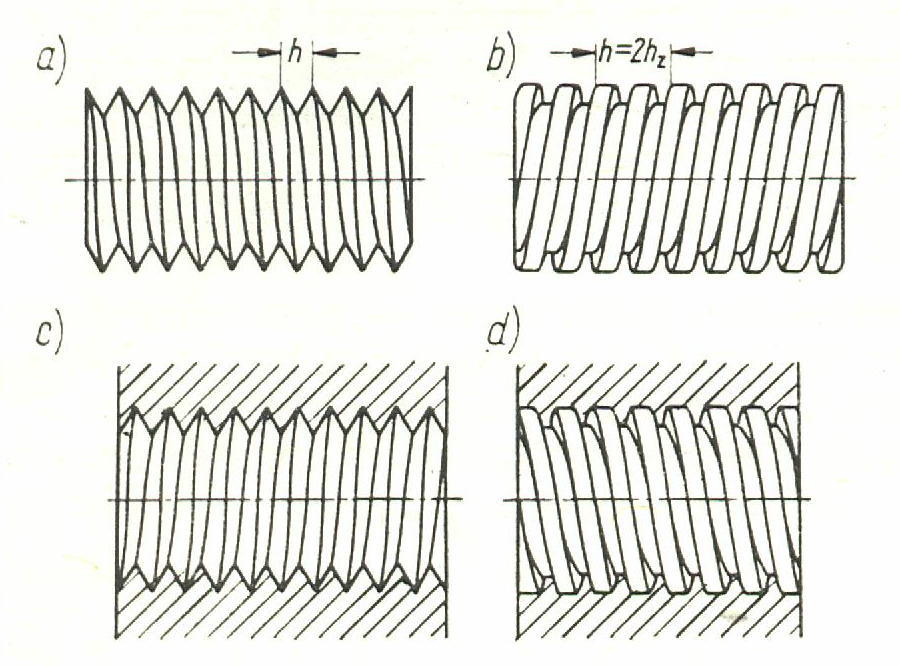
GWINT-występy na walcu lub stożku( gwint zewnętrzny-rys.1a, b)albo w otworze walcowym lub stożkowym (gwint wewnętrzny-rys.1c, d ) ograniczone powierzchnią śrubową (gwintową) opisywana przez odcinek linii płaskiej, zwanej zarysem gwintu ; zarys gwintu (rys.2) może być linia łamana lub krzywą.
Skokami gwintu: wzdłużnym h i poprzecznym s nazywają się skoki (wzdłużny i poprzeczny) jego powierzchni śrubowej. Jeżeli gwintu ma zarys złożony z odcinków prostej ( z ewentualnym zaokrągleniem wierzchołka), to kąt α miedzy bokami, tj. bocznymi odcinkami zarysu (rys. 2a-d) nazywa się kątem zarysu gwintu, kat α r pomiędzy odcinkiem zarysu leżącym na powierzchni gwintowej obciążonej (lub silniej obciążonej ) podczas pracy gwintu i płaszczyzną prostopadłą do osi gwintu , (rys 2a) - kątem roboczym gwintu , a kąt αp = α - α r katem pomocniczym. W gwintach symetrycznych (np. rys. 2b) α r = α p = α/2. Śrubowe występy gwintu nazywają się grzbietami gwintu , a śrubowe wgłębienia - bruzdami gwintu . Część gwintu leżąca na długości jednego skoku h nazywa się zwojem gwintu . Jeżeli zarys gwintu ma z jednakowych (powtarzających się) części na długości skoku h , to gwint ma z grzbietów ( i bruzd) na tej długości (jest złożony z z gwintów prostych) i nazywa się gwintem z - krotnym : jednokrotnym , czyli pojedynczym (rys.1a), dwukrotnym (rys.1b) itd. Liczba z nazywa się krotnością gwintu , a odcinek hz = h/z - podziałka zarysu g. Rozróżnia się gwinty walcowe (cylindryczne) , utworzone przez powierzchnię gwintową ( np. rys. 1) i stożkową , utworzone przez powierzchnię gwintową stożkową. Gwint może być : 1) prawy, czyli prawoskrętny (rys.1a,c ) , jeśli jego skręt jest prawy (powierzchnie gwintowa jest prawoskrętna), albo lewy, czyli lewoskrętny (rys.1b,d), jeśli jego skręt jest lewy (powierzchnie gwintowa jest lewoskrętna) ; 2) równomierny , gdy jego powierzchnia gwintowa ma stały skok h (w gwintach walcowych) lub stałe skoki h i s (w gwintach stożkowych) albo nierównomierny , gdy jego powierzchnia gwintowa ma zmienny skok. Najczęściej stosowane są gwinty równomierne walcowe , rzadziej gwinty równomierne stożkowe , a gwinty nierównomierne w wyjątkowych przypadkach (np. w śrubowych zamkach dział ) w celu wyrównania obciążeń poszczególnych zwojów i zwiększenia w ten sposób wytrzymałości gwintu . W zależności od kształtu zarysu gwintu rozróżnia się gwinty : trójkątne (rys. 2b,c ) trapezowe (rys.2a,d ) , okrągłe (rys. 2e) i prostokątne (rys.2 f) , obecnie już bardzo rzadko używane . Gwinty trapezowe , okrągłe i prostokątne są walcowe (cylindryczne) , gwinty trójkątne, walcowe i stożkowe . Poza tym , w zależności od tego czy wymiary liniowe gwinty są wyrażone w mm , czy w calach , gwinty dzieli się na metryczne (stosowane głównie w krajach anglosaskich ) . W praktyce , zgodnie z Polskimi Normami , nazw tych używa się w węższym znaczeniu , rozumiejąc pod nazwą gwint metryczny gwint trójkątny walcowy metryczny o kącie α = 60 ° , a pod nazwą gwint calowy - gwint trójkątny walcowy calowy o kącie α = 55 °
Gwinty równomierne pojedyncze o najczęściej rysowanych zarysach zostały znormalizowane przez ustalenie szeregów średnic nominalnych gwintu ( - gwint wielkości charakterystyczne ) i przywiązane do każdej średnicy nominalnej określonego skoku ; w ten sposób wymiary gwintu są jednoznacznie określone , ponieważ wszystkie wymiary liniowe zarysu gwintu są wyrażane w funkcji skoku . Tak ustalone podstawowe szeregi gwintu o różnych zarysach nazywają się gwintami zwykłymi . Oprócz gwintów zwykłych znormalizowane zostały ( dla niektórych rozwojów zarysów gwintu ) gwinty drobnozwojowe ( drobne ) o skokach mniejszych od skoku gwintu zwykłego ( dla tej samej średnicy nominalnej gwintu ) oraz gwinty grubozwojne o skokach większych od skoków gwintów zwykłych .
Rysunek 1.
Rysunek 2 .
Rysunek 3 .
2. Środki pomiarowe
1. Mikroskop warsztatowy,
2. Stolik kłowy ,
3. Wałek kontrolny
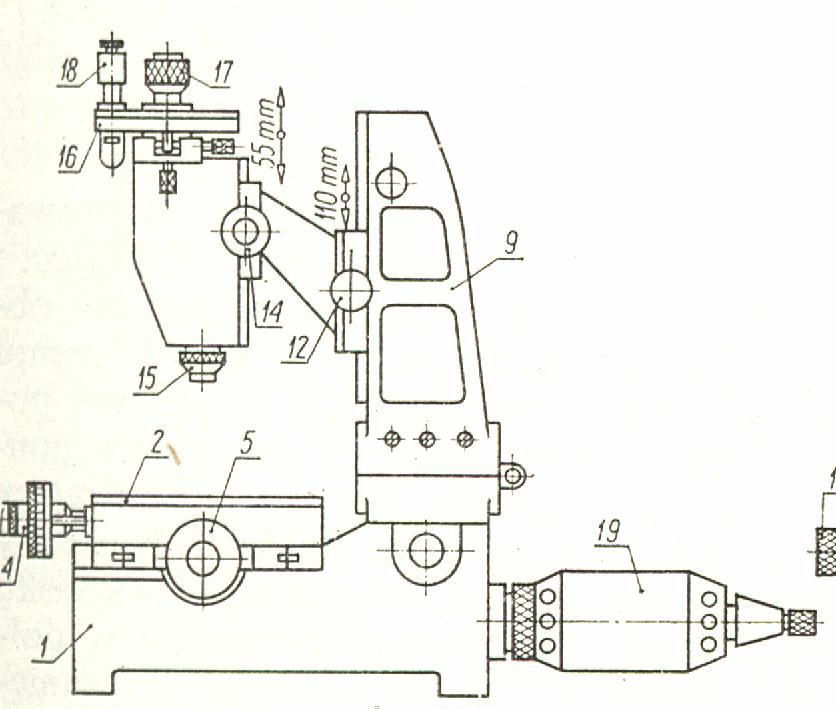
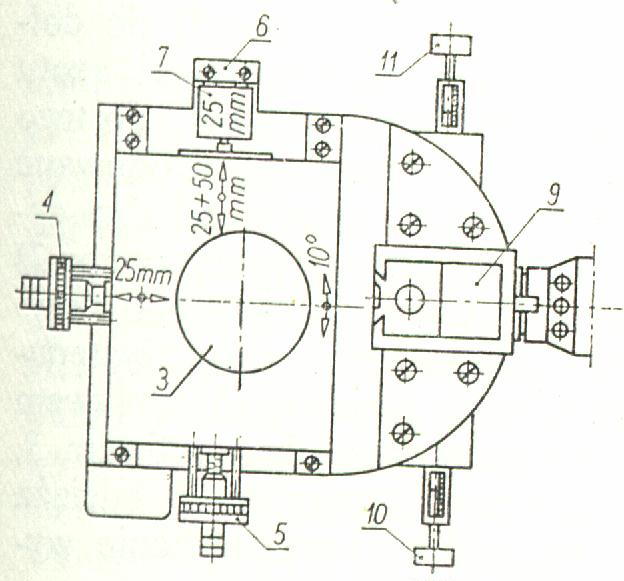
MIKPOSKOP WARSZTATOWY.
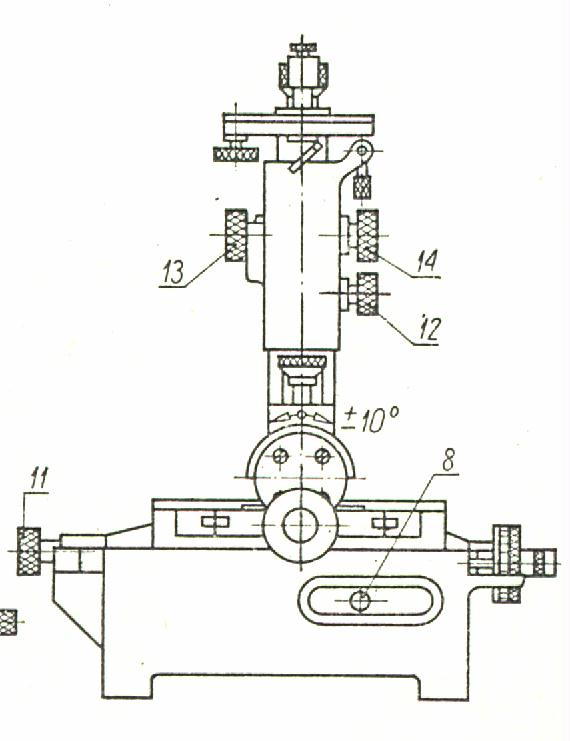
Mikroskop warsztatowy - mikroskop narzędziowy ; mikroskop pomiarowy do małych narzędzi , szczególnie dobrze nadający się do mierzenia niewielkich , płaskich i cienkich przedmiotów , które umieszcza się na płycie stolika przedmiotowego. Przedmioty mające nakiełki zamocowuje się do pomiaru w kłach specjalnego uchwytu . Mikroskopy warsztatowe wykonywane są w dwu odmianach : jako tak zwane małe , bez obrotowego stolika przedmiotowego ( rys. ) , i duże , z obrotowym stolikiem przedmiotowym . Mikroskopy warsztatowe są mniejsze i mniej dokładne od uniwersalnych . Zakres pomiarowy mikroskopów warsztatowych wynosi ; w małych 25x75 mm , w dużych 50x 150 mm ; obszar pomiarowy podziałki liniowej 25 mm , podziałki kątowej 360 ° . Wartość działki elementarnej : mały mikroskop warsztatowy 0,01 mm , duży mikroskop warsztatowy 0,005 mm , dla kątów 1' . Dokładność pomiaru małego mikroskopu warsztatowego wynosi
gdzie : L - mierzona długość , w mm , h - wysokość mierzonego przedmiotu , w mm . dokładność pomiaru kątów : +-1' do 4' .
Literatura 26 , 39 , 40 , 42, 274 .
Rysunek 1 .
Rysunek 2.
Rysunek 3 .
3. Przebieg pomiaru
1. Sprawdzić stan techniczny środków pomiarowych ,
2. Zamocować stolik kłowy na stole mikroskopu ,
3. Zamocować w kłach wałek kontrolny i ustawić ostrość obrazu krzyża lub ostrza żyletki ,
Podziałkę kątowa głowicy goniometrycznej ustawić na zero .
Ustawić oś kłów równolegle do kierunku przesuwu wzdłużnego
Zdjąć wałek kontrolny
Zamocować w kłach sprawdzian gwintowy
Pochylić kolumnę o kąt wzniosu linii śrubowej γ , w celu uzyskania równomiernego oświetlenia zarysu po obu stronach osi gwintu.
a). Pomiar średnicy wewnętrznej d1s
Podkręcając pierścieniem nastawczym głowicy goniometrycznej doprowadzić przerywane kreski siatki okularu do położenia poziomego ( wskazania na podziałce kątowej 90° lub 270 °
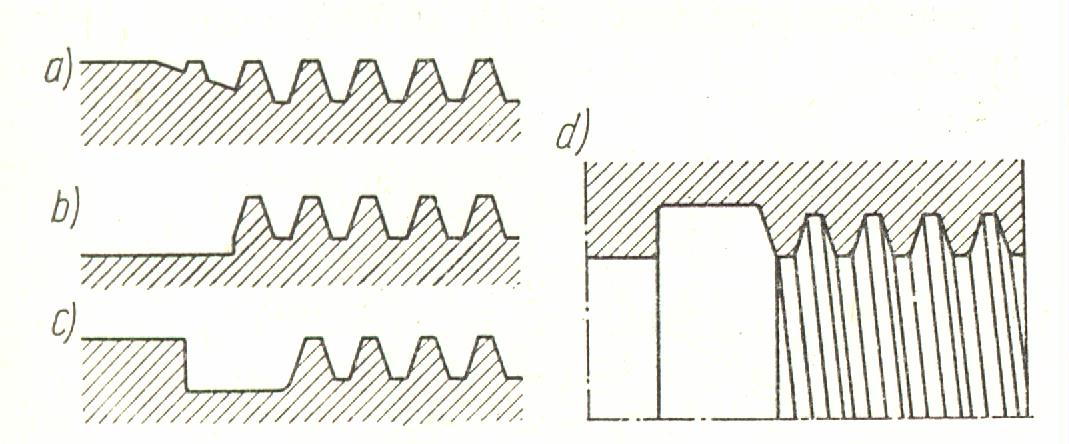
Poprzecznym przesuwem sań dosunąć przerywana środkowa kreskę siatki do styku z obrazem zarysu w punkcie przechodzenia linii nośnej zarysu w łuk ( dotyczy sprawdzania sprawdzianowy o pełnym zarysie SG min - rys . 158a ) lub do styku z obrazem zarysu dna bruzd ( dotyczy sprawdzania sprawdzianów o niepełnym zakresie - SG max - rys . 158b ).
Odczytać wskazania O1p głowicy mikrometrycznej przesuwu poprzecznego ( położenie 1)
Poprzecznym przesuwem sań dosunąć przerywana środkowa kreskę do styku z obrazem zarysu po drugiej stronie osi gwintu ( położenie 2, ).
Odczytać wskazania O2p głowicy mikrometrycznej przesuwu poprzecznego .
6.Obliczyć średnice wewnętrzna jako różnice odczytań
d1s = O1p - O2p
W podobny sposób można zmierzyć średnice zewnętrzną sprawdzianu gwintowego .
b). Pomiar średnicy podziałowej d2s.
1. Obracając bębny przesuwu wzdłużnego i poprzecznego nasunąć kreski siatki okularu na obraz nośnej linii zarysu gwintu tak, aby środkowy punkt przecięcia kresek leżał w przybliżeniu w połowie długości boku zarysu.
2. Obracając pierścień nastawczy głowicy goniometrycznej w takie położenie, aby środkowa kreska siatki pokryła się dokładnie z bokiem zarysu mierzonego gwintu (położenie 1 rys.159)
3. Odczytać wskazanie O1p głowicy mikrometrycznej przesuwu poprzecznego.
4. Ruchem poprzecznym przesunąć stół mikroskopu do pokrycia środkowej kreski siatki z zarysem po drugiej stronie osi gwintu (położenie 2 rys.259 )
Odczytać wskazania O2p głowicy mikrometrycznej przesuwu poprzecznego. Różnica odczytań głowicy mikrometrycznej stanowi wymiar średnicy podziałowej dla prawych powierzchni nośnych gwintu
d2pr = O1p - O2p
W czasie pomiaru nie może nastąpić przesuniecie wzdłużne stołu pomiarowego mikroskopu. Na dokładność pomiaru wpływa nieunikniony błąd ustawienia kłów (odchyłka równoległość osi kłów do kierunku przesuwu wzdłużnego). Wpływ ten można zmniejszyć dokonując pomiaru średnicy na obu powierzchniach nośnych gwintu.
6. Zmierzyć średnicę między lewymi powierzchniami nośnymi (położenia III i IV rys. 159)
d2lew = O3p - O4p
7.Obliczyć średnicę podziałową mierzonego gwintu jako średnicę arytmetyczną obu wyników pomiarów
c) pomiar skoku gwintu P
Przez pokręcenie bębnów przesuwu wzdłużnego i poprzecznego nasunąć kreski siatki na obraz linii zarysu gwintu tak, aby środkowy punkt przecięcia kresek leżał w przybliżeniu w połowie długości boku zarysu.
Obracając pierścień nastawczy głowicy goniometrycznej ustalić takie położenie, aby środkowa kreska siatki pokrycia się dokładnie z bokiem zarysu gwintu (położenie I rys. 160)
Odczytać wskazania O1w głowicy mikrometrycznej przesuwu wzdłużnego.
Ruchem wzdłużnym przesunąć stół mikroskopu do pokrycia się środkowej kreski z następnym równoległym bokiem zarysu gwintu (położenie II rys.160)
Odczytać wskazanie O2w głowicy mikrometrycznej przesuwu wzdłużnego. Różnica odczytań stanowi wymiar skoku mierzonego gwintu dla lewych powierzchni nośnych
P lew = O2w - O1w
W celu wyeliminowania wpływu błędu ustawienia gwintu na dokładność pomiaru za prawdziwy wymiar mierzonego skoku przyjmuje się średnicę arytmetyczną z dwóch pomiarów na obu powierzchniach nośnych gwintu.
Zmierzyć skok gwintu dla prawych powierzchni nośnych (położenie III i IV rys.160)
Ppr = O3w-O4w
Obliczyć skok mierzonego gwintu
d) Pomiar kata α boku
Podziałkę kątów głowicy goniometrycznej ustawić na wskazanie zerowe
Środkową kreskę krzyża siatki głowicy goniometrycznej doprowadzić do pokrycia się z bokiem zarysu w ten sposób, aby punkt przecięcia kresek siatki leżał w przybliżeniu w połowie długości boku zarysu.
W okularze odczytowym głowicy goniometrycznej odczytać wartość α1 kąta boku (położenie I rys. 161)
Przy obrocie kresek siatki w przeciwną stronę odczytywana wartość stanowi kąt β (przy czym α = 360°- β )
W celu wyeliminowania wpływu błędu ustawienia mierzonego gwintu na wynik pomiaru należy zmierzyć kąt tego samego boku zarysu po obu stronach osi gwintu
Ruchem poprzecznym przesunąć stół mikroskopu i w analogiczny sposób zmierzyć kąt α2 tego samego boku zarysu po drugiej stronie osi gwintu (położenie II)
Zmierzyć kąt (α3 i α4 ) drugiego boku zarysu po obu stronach osi gwintu (położenie III i IV rys.161). Jako prawidłowy wynik pomiaru przyjmuje się średnie wyniki pomiaru dla obu boków zarysu oddzielnie
Kąt gwintu
2α = α' + α''
LITERATURA:
1.Encyklopedia Techniki BUDOWA MASZYN.
Wydawnictwo Naukowo - Techniczne Warszawa 1968.
2. Ryszard Wit - Pracownia metrologiczna.
-Wydawnictwo Szkolne i Pedagogiczne Warszawa 1974.
13
Wyszukiwarka
Podobne podstrony:
pomiar gwintow za pomoca mikroskopu
Pomiar wielkości komórek wątrobowca za pomocą mikroskopu
Pomiar kątów za pomocą mikroskopu warsztatowego i innych przyrządów pomiarowych, Sprawozdania
Ćwiczenie nr4 Zestawienie mikroskopu i pomiar długości za pomocą mikroskopu
Pomiar kątów za pomocą mikroskopu warsztatowego i innych przyrządów pomiarowych 2
Podstawy Metrologii Pomiary małych rezystancji za pomoca mostka 6 ramiennego Protokol
Cw 2 Karta Pomiary gwintow zewnetrznych wa
Podstawy Metrologii Pomiary małych rezystancji za pomoca mostka 6 ramiennego Instrukcja
cw 4 Pomiary wielkości elektrycznych za pomocą oscyloskopu
pomiar gęstości cieczy za pomocą piknometru
METROLOGIA I MIERNICTWO WARSZTATOWE, Pomiar kształtu krzywki za pomocą podzielnicy optycznej, POLITE
POMIAR WYDATKU WODY ZA POMOCĄ KANAŁU POMIAROWEGO, Mechanika
Pomiar wielkości fotometrycznych za pomocą walca fotometrycznego, wojtek studia, Automatyka, studia
56-57 1, PWR ENERGETYKA sem II, FIZYKA 2 LABORKI, LABORKI NUMERAMI, fizyka-lab, 56 &57. POMIAR INDUK
POMIAR INDUKCJI MAGNETYCZNEJ ZA POMOCĄ EFEKTU HALLA, Matematyka - Fizyka, Pracownia fizyczna, Badani
cw 4, Pomiary wielkości elektrycznych za pomocą oscyloskopu
więcej podobnych podstron