Magda Kotecka Szczecin dn. 04.03.2000r.
Mikołaj Krobski
Artur Konecki
Krzysztof Janowski
Gr. 3 zespół 2 WT zaoczne.
Temat: Frezowanie powierzchni kształtowych i rowków wpustowych.
Frezarkami nazywamy obrabiarki przystosowane do obróbki skrawaniem przy pomocy frezów płaszczyzn, powierzchni kształtowych, rowków, kół zębatych, gwintów i innych elementów maszyn. Do najczęściej stosowanych frezarek należą frezarki poziome, frezarki pionowe, frezarki uniwersalne i do kół zębatych.
Stół frezarki wykonywać może posuwy w kierunku wzdłużnym, poprzecznym i pionowym. Posuwy te mogą być ręczne lub mechaniczne. Oprócz tego stół może być wyposażony w obrotnicę umożliwiającą skręcanie stołu w czasie posuwu wzdłużnego o pewien kąt, co umożliwia nacinanie rowków śrubowych i skośnych kół zębatych, lub też oprócz skręcania stołu istnieje możliwość pracy freza w położeniu pochylnym. Takie położenie stołu i głowicy stwarza możliwość obróbki frezarskiej praktycznie każdego elementu.
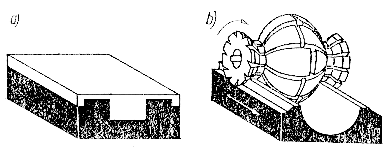
Frezowanie dzieli się na walcowe i czołowe. Przy frezowaniu walcowym (obwodowym) oś obrotu freza zajmuje położenie równoległe do powierzchni frezowanej, a przy frezowaniu czołowym - prostopadłe.
Rys.1. Frezowanie: a) walcowe, b) czołowe
Frezowanie walcowe może być wykonywane przy dwojakim układzie ruchów freza i przedmiotu obrabianego:
1) frezowanie przeciwbieżne - przedmiot obrabiany przesuwa się w kierunku przeciwnym do kierunku ruchu pracujących ostrzy freza.
2) frezowanie współbieżne - przedmiot obrabiany przesuwa się w kierunku zgodnym z kierunkiem ruchu pracujących ostrzy freza.
Rys.2.Frezowanie walcowe: a) przeciwbieżne, b) współbieżne
Frez jest narzędziem wieloostrzowym wykonanym z bryły obrotowej. Ostrza freza mają kształty klinów i są nacięte na powierzchniach bocznych lub czołowych bryły. Ze względu na kształt zębów frezów, frezy dzielimy na frezy ścinowe i zataczane . Ostrzenie frezów ścinowych polega na szlifowaniu powierzchni przyłożenia zęba freza, a zataczanych na szlifowaniu powierzchni natarcia zęba freza.
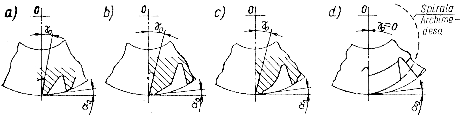
Rys.3. Rodzaje ostrzy we frezach: a) jednościnowe, b) dwuścinowe, c) z grzebieniem krzywoliniowym, d) ostrze zataczane
Frezy, ze względu na kształt zęba , dzielą się również na frezy o uzębieniu prostym i frezy o uzębieniu śrubowym.
W zależności od przeznaczenia frezy dzielimy na:
frezy do obróbki płaszczyzn (walcowy, walcowo-czołowy, głowica frezowa)
frezy do obróbki rowków (tarczowy, trzpieniowy, kątowy nasadzany, kątowy trzpieniowy)
frezy specjalnego przeznaczenia.
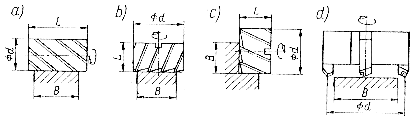
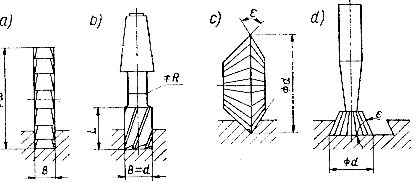
Rys.4. Frezy do obróbki płaszczyzn: a) walcowy, b) i c) walcowo czołowy, d) głowica frezowa
Rys.5.Frezy do obróbki rowków: a) tarczowy, b) trzpieniowy, c) kątowy nasadzany, d) kątowy trzpieniowy
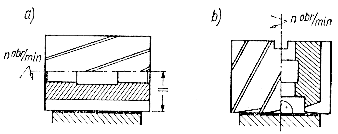
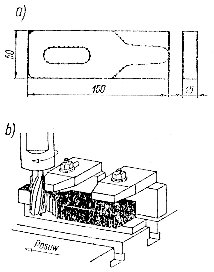
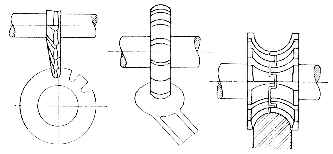
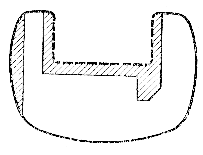
Rys.6. Przykład freza specjalnego do frezowania kształtowej powierzchni zewnętrznej szczęki szczypiec płaskich: a) praca freza,
Ze względu na sposób mocowania frezy dzieli się na nasadzane i trzpieniowe. Frezy nasadzane mocowane są na trzpieniu frezarki, który ma stożkowy uchwyt dopasowany do gniazda we wrzecionie frezarki. W uchwycie trzpienia wyfrezowany jest rowek na wpust; podobny rowek znajduje się w nasadzanym frezie. Miejsca osadzenia freza na trzpieniu wykonuje się za pomocą pierścieni odległościowych nasadzanych zazwyczaj z jednej i drugiej strony freza. Przedmioty podlegające obróbce mogą być mocowane bezpośrednio do stołu frezarki stosując odpowiednie dociski, w imadłach maszynowych lub w specjalnych przyrządach mocujących.
We frezowaniu odróżnia się następujące parametry obróbcze: szybkość skrawania, posuw i głębokość skrawania.
Szybkość skrawania podczas frezowania jest równa prędkości obwodowej freza i wyrażona może być wzorem:
V=
[m/min]
gdzie:
D-średnica zewnętrzna freza w mm,
n- prędkość obrotowa freza w obr/min
Przekształcając ten wzór obliczyć można prędkość obrotową freza:
n=.
[obr/min]
Mając podaną średnicę freza oraz wybraną z odpowiednich tablic szybkość skrawania, podstawiając do ostatniego wzoru te dane, można dobrać odpowiednie obroty wrzeciona frezarki. Niektóre frezarki wyposażone są w tabliczki prędkości obrotowych wrzeciona, wskazujące położenie dźwigni do osiągnięcia danej prędkości.
Głębokość frezowania jest równa grubości warstwy ściętej jednym przejściem freza i zależy przede wszystkim od rodzaju i materiału obrabianego oraz od właściwości danego freza.
Frezowanie rowków na wpusty.
Frezowanie rowków na wpusty może się odbywać frezami tarczowymi, frezami trzpieniowymi walcowo-czołowymi i frezami do rowków na wpusty.
Frezami tarczowymi (do rowków klinowych) frezowane są rowki na wpusty tylko wtedy, gdy rowek jest długi (np. w trzpieniach frezarskich) i gdy może mieć łagodne wyjście promieniowe.
Frezami trzpieniowymi walcowo-czołowymi frezowane są rowki stosunkowo krótkie na frezarkach pionowych lub poziomych wówczas, gdy brak jest specjalnej frezarki do rowków na wpusty. Dla uniknięcia wcinania się w głąb materiału frezami trzpieniowymi wierci się w obu końcach rowka otwory i jednym przejściem freza usuwa się materiał między otworkami. Ten sposób ma tę wadę, że w większości przypadków wymaga później dopasowywania wpustu do rowka, gdyż frez trzpieniowy walcowo-czołowy wskutek szlifowania go podczas ostrzenia na czole i na obwodzie nie zapewnia dokładnej szerokości 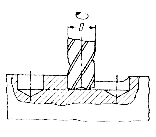
wykonywanego rowka.
Rys. 7. Frezowanie rowka na wpust frezem trzpieniowym walcowo-czołowym.
Najbardziej zalecane jest wykonywanie rowków na wpusty frezami specjalnie przeznaczonymi do tego celu na frezarkach do rowków na wpusty.
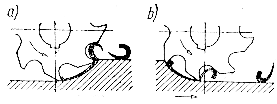
Rowki o dokładnym wymiarze szerokości, do których należą rowki na wpusty, frezowane są frezami dwuostrzowymi do rowków na wpusty. Frezy dwuostrzowe pracują przy dużej liczbie przejść, usuwając za każdym razem cienką warstwę materiału (kilka dziesiętnych części milimetra).
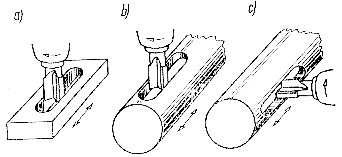
Rys.8. Praca frezów trzpieniowych dwuostrzowych: a) frezowanie otworu wzdłużnego, b) frezowanie rowka wpustowego na frezarce pionowej, c) frezowanie rowka wpustowego na frezarce poziomej
Rys.9. Wzornik do sprawdzania symetryczności wykonanego rowka względem osi wałka.
Budowa frezarki do rowków na wpusty.
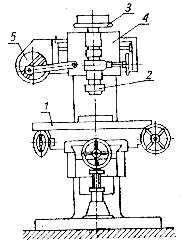
Rys.10. Główne zespoły frezarki do rowków na wpusty.
Przedmiot obrabiany zamocowuje się na stole 1. Frez osadza się we wrzecionie 2, na którym osadzone jest koło pasowe 3, napędzające wrzeciono. Wrzeciono wraz z suportem 4 przesuwa się po poziomych prowadnicach korpusu frezarki ruchem postępowym. Ruch ten otrzymuje suport od tarczy korbowej 5 za pośrednictwem korbowodu. Wielkość skoku suportu równa długości frezowanego rowka (mierzona między krańcowymi osiami symetrii) jest regulowana przez zmianę odległości lewego czopa korbowodu od osi obrotu tarczy, czyli przez zmianę promienia wodzącego R. Podziałka umieszczona na tarczy mimośrodu umożliwia dokładne nastawienie długości skoku suportu.
Wielkość promienia wodzącego R oblicza się ze wzoru
R=
mm
gdzie:
L-długość frezowanego rowka na wpust w mm,
d-średnica freza w mm.
Frezowanie powierzchni kształtowych na frezarkach pionowych i poziomych może odbywać się dwoma sposobami: frezowaniem swobodnym i frezowaniem profilowym.
Przy frezowaniu swobodnym powierzchni kształtowych wyodrębniamy frezowanie powierzchni kształtowych wg linii traserskiej. Frezowanie to polega na ręcznym przesuwaniu przedmiotu obrabianego razem ze stołem frezarki w kierunku wzdłużnym i poprzecznym względem freza. Przedmiot obrabiany z naniesioną linią traserską mocowany jest najczęściej dociskami na stole frezarki pionowej. Narzędziem jest frez trzpieniowy. Materiał należy usuwać w kilku przejściach w celu zapobieżenia zbyt dużemu obciążeniu freza.
Rys.11.Frezowanie powierzchni kształtowej wg linii traserskiej.
Wyodrębniamy również frezowanie powierzchni kształtowych na stole obrotowym. Istnieją dwie odmiany stołów obrotowych: z napędem ręcznym i z napędem mechanicznym. Jeżeli kontur zewnętrznej lub wewnętrznej powierzchni przedmiotu obrabianego ma kształt łuku koła, to jej obróbkę najlepiej jest wykonać na frezarce pionowej z zastosowaniem stołu obrotowego.
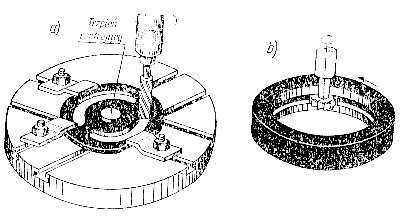
Rys.12. Przykłady frezowania powierzchni kształtowych z zastosowaniem stołu obrotowego: a) łukowych otworów, b) rowka wewnętrznego.
Frezowanie profilowe powierzchni kształtowych polega na nadawaniu powierzchni obrabianej żądanego kształtu za pomocą freza kształtowego lub zespołu frezów.
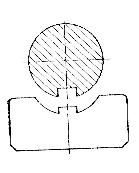
Frezowanie powierzchni kształtowych frezami kształtowymi. Frezami kształtowymi nazywane są ogólnie frezy, których zarys odpowiada zarysowi frezowanej powierzchni kształtowej. Frezy te mają ostrza zataczane.
Rys.13. Przykłady obróbki powierzchni kształtowych frezami kształtowymi.
Praca frezów kształtowych o kącie natarcia równym 0
jest ciężka. Z tego powodu obróbkę powierzchni kształtowych o zarysie silnie wgłębionym rozkłada się na obróbkę zgrubną i obróbkę wykańczającą.
Rys. 14. Obróbka powierzchni kształtowej: a) obróbka zgrubna - przeprowadzona frezem tarczowym trzystronnym, wykonująca rowek środkowy prostokątny oraz dwa wgłębienia boczne, b) obróbka wykańczająca - frezem kształtowym.
Frezowanie powierzchni kształtowych zespołem frezów.
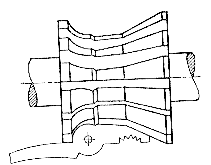
Rys.15. Frezowanie jednej części przegubu samochodowego na frezarce poziomej dwoma zespołami frezów.
Praca odbywa się jednocześnie dwoma zespołami frezów. Aby zapobiec nadmiernemu uginaniu się trzpienia frezarskiego, jest on podparty dodatkowo podtrzymką pomiędzy zespołami frezów.
Ustawienie przedmiotu obrabianego względem zespołu frezów odbywa się za pomocą ustawiaków, określających właściwe podniesienie stołu i poprzeczne jego przesunięcie.
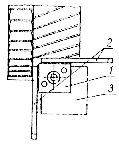
Rys.16. Przykład ustawiaka do zespołu frezów: 1-ustawiak, 2 -płytki ustawcze, 3 -korpus uchwytu.
Wyszukiwarka
Podobne podstrony:
Frezowanie 2 id 181007 Nieznany
Korloy Frezowanie Informacje techniczne 2011
frezowanie
frezowanie
frezowanie protokol szyszka
Układ sił podczas frezowania
frezowanie1
2 frezowanie i struganieid!126
Frezowanie
frezowanie Leśniacki
87 Nw 06 Reczne frezowanie
frezowanie 0 8 mm
obróbka ubytkowa Frezowanie
Frezowanie
Frezowanie kod programu
cichosz,technika wytwarzania obróbka ubytkowa,frezowanie
Frezowanie
14 Frezowanie uzebienia
frezowanie
więcej podobnych podstron