Magda Kotecka Szczecin dn. 04.03.2000r.
Mikołaj Krobski
Artur Konecki
Krzysztof Janowski
Gr. 3 zespół 2 WT zaoczne.
Temat: Obróbka cieplna stali.
Obróbka cieplna jest zabiegiem lub połączeniem zabiegów cieplnych, pod których wpływem zmienia się w stanie strukturę stopów, a tym samym ich właściwości mechaniczne, fizyczne i chemiczne.
Zabiegi cieplne polegają na grzaniu i chłodzeniu metali.
Grzanie polega na podniesieniu i ewentualnym utrzymaniu temperatury przedmiotu. Rozróżniamy:
nagrzewanie - grzanie ciągłe lub stopniowe do temperatury przewidzianej dla danego rodzaju obróbki cieplnej; jeżeli potrzebne jest stopniowe nagrzanie, dzielimy je na:
podgrzewanie - grzanie do temperatury niższej niż właściwa temperatura obróbki cieplnej;
dogrzewanie - grzanie do temperatury podgrzania do właściwej temperatury obróbki cieplnej;
wygrzewanie - utrzymanie w temperaturze odpowiadającej obróbce cieplnej w ciągu czasu potrzebnego przede wszystkim do wyrównania temperatury w całym przekroju.
Chłodzenie jest to czynność polegająca na ciągłym lub stopniowym obniżaniu temperatury przedmiotu do temperatury otoczenia lub temperatury określonej warunkami stosowanego zabiegu.
Rozróżniamy:
studzenie, tj. powolne chłodzenie,
oziębianie, tj. przyspieszone chłodzenie.
Podstawowe rodzaje obróbki cieplnej są następujące: hartowanie, odpuszczanie, wyżarzanie.
Hartowanie obejmuje nagrzanie przedmiotu do temperatury, w której zachodzi przemiana austenityczna, tj. powyżej linii GSK, wygrzanie go w tej temperaturze i szybkie ochłodzenie. W wyniku hartowania uzyskujemy wysoką twardość i zmniejszenie odporności na uderzenie; stal hartowana jest twarda i krucha.
Stosowane bywa również hartowanie powierzchniowe polegające na nagrzewaniu cienkiej warstwy zewnętrznej przedmiotu, która ma być utwardzona.
Duże zastosowanie znajdują dwa rodzaje hartowania powierzchniowego: płomieniowe i indukcyjne.
Przy hartowaniu płomieniowym grzanie powierzchni odbywa się palnikami gazowymi, przy indukcyjnym - prądami szybkozmiennymi.
Odpuszczanie polega na nagrzaniu przedmiotu hartowanego do temperatury poniżej linii PSK, wygrzaniu i następnym wolnym lub szybkim chłodzeniu. W wyniku odpuszczania zmienia się zmienia się struktura stali hartowanej, stal staje się mniej krucha i twarda lecz bardziej sprężysta. Połączenie zabiegów hartowania i odpuszczania w odpowiedniej temperaturze w celu otrzymania możliwie najwyższych własności mechanicznych (przy zachowaniu możliwości obróbki skrawaniem) nazywamy ulepszeniem cieplnym.
Wyżarzanie jest to zabieg cieplny, polegający na nagrzaniu metalu do żądanej temperatury, wygrzewaniu w tej temperaturze i następnie studzeniu. W wyniku wyżarzania polepsza się obrabialność przy skrawaniu, plastyczność i jednorodność składu chemicznego. Stosowane jest również wyżarzanie odprężające (zwykle poniżej 650
) w celu zmniejszenia naprężeń wewnętrznych w odlewach i odkuwkach.
Obróbka cieplna narzędziowych stali węglowych
Cecha stali |
Temperatura |
Twardość |
|||
|
Kucia |
Zmiękczania (wyżarzania) |
Hartowania |
Po zmiękczeniu HB |
Po hartowaniu HRC |
N 12 E, N 12, N 11 E, N 11, N 9 E, N 9 |
800 |
680 |
760 |
maks. 210 |
min. 63 min. 63 min. 62 |
Hartowanie i ulepszanie stali
Węgiel zawarty w stali tworzy z żelazem związek chemiczny zwany cementytem. Podczas nagrzewania stali zachodzą w niej przemiany w stanie stałym. W temperaturze hartowania, oznaczonej na wykresie, węgiel rozpuszcza się w żelazie i powstaje stały roztwór węgla w żelazie zwany austenitem.
Szybkie ochładzanie stali nagrzanej do temperatury hartowania będącej w stanie austenitycznym uniemożliwia powrót do poprzedniego stanu sprzed nagrzewania. Powstaje nowa struktura stali zwana martenzytyczną, przy której stal ma największą twardość. Oddziaływanie hartujące chłodzenia zależy od szybkości działania środka chłodzącego. Woda chłodzi szybciej niż olej i nafta. Dodanie do wody kwasu lub soli kuchennej zwiększa szybkość chłodzenia.
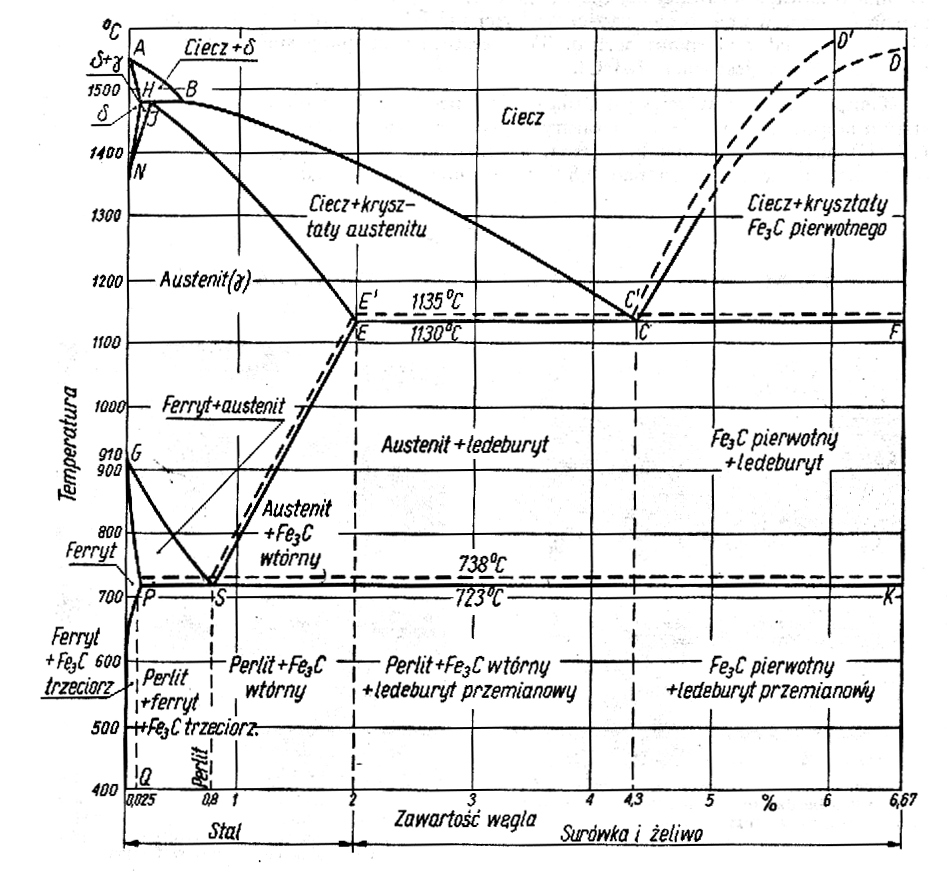
Wykres żelazo - węgiel
Układ żelazo - węgiel wyjaśnia strukturę stali i żelaza. Na podstawie wykresu żelazo- cementyt (linie ciągłe) i żelazo - grafit (linie kreskowe) wnioskujemy - jakie zmiany zachodzą przy powolnym grzaniu lub chłodzeniu w składnikach strukturalnych stopów żelaza z węglem w zależności od temperatury i zawartości węgla.
Punkt A oznacza temperaturę krzepnięcia czystego żelaza równą 1539
C. Linie ACD wyznaczają temperaturę początku krzepnięcia stopu. Np. żeliwo o zawartości 3% węgla zaczyna krzepnąć w temperaturze około 1280
C. Linie AECF wyznaczają temperaturę końca krzepnięcia stopu.
Żeliwo o zawartości 3% węgla zakrzepnie w całości w temperaturze 1130
C (jako żeliwo białe) lub w temperaturze 1135
C (jako żeliwo szare), stal o zawartości 1% węgla krzepnie w temperaturze 1350
.
Poniżej linii AECF zachodzą w stopach żelaza z węglem przemiany strukturalne, które, ponieważ odbywają się w skrzepniętym metalu, nazywamy przemianami w stanie stałym. Linia SE wyznacza zmiany rozpuszczalności węgla w żelazie
. Żelazo
jest odmianą żelaza istniejącą w temperaturze ponad 723
C (ponad linią PK oraz ponad linią PG).
Czyste chemicznie żelazo występuje w odmianach alotropowych, oznaczonych literami greckimi:
,
,
(
). Odmiana
(
) występuje powyżej 1400
C. Czyste żelazo topi się i krzepnie w stałej temperaturze 1539
C.
Odmiana
w temperaturze do 768
C ma właściwości magnetyczne (odmiana ferromagnetyczna), a w temperaturze powyżej 768
C jest niemagnetyczna (paramagnetyczna). W czystym żelazie przemiana
w żelazo
zachodzi przy nagrzewaniu w temperaturze 919
C (punkt G wykresu). Linia PQ zamyka od prawej strony obszar prawie czystego żelaza (ferrytu).
Stopy na prawo od punktu E nazywają się surówkami (są to produkty wielkiego pieca). Surówki zawierają 3
4,5% C. Surówka powtórnie przetopiona ze złomem i dodatkami (np. z żelazokrzemem i żelazomanganem) nazywa się żeliwem. W żeliwie węgiel może występować w postaci grafitu lub w cementycie.
Stopy na lewo od punktu E nazywają się stalami. Stale zawierają mniej niż 2% C. W stali o zawartości mniejszej niż 0,8% C (podeutektoidalnej) obok perlitu występują ziarna ferrytu, w stali o zawartości większej niż 0,8% C (nadeutektoidalnej) cementyt układa się miedzy ziarnami perlitu. Temperatura przemiany stali eutektoidalnej o zawartości 0,8% C jest stała (723
C).
Temperatura, w której występują omówione wyżej przemiany zachodzące w stanie stałym stopu, nosi nazwę temperatury krytycznej. Temperatura przemiany perlitycznej (723
C) nazywa się dolną krytyczną, a przemiany alotropowej stopów (do 0,8% C) oraz cementu w stopie (ponad 0,8% C)-górną krytyczną.
Obróbka cieplno - chemiczna stali
Przy obróbce cieplno - chemicznej zmiany strukturalne uzyskuje się nie tylko za pomocą zabiegów cieplnych, lecz również na skutek chemicznego działania ośrodka, w którym nagrzewamy przedmiot. Zabiegi te mają na celu utwardzenie powierzchni lub zwiększenie odporności korozję.
Rozróżniamy następujące rodzaje obróbki cieplno - chemicznej;
Nawęglanie - polega na przenikaniu węgla do powierzchniowych warstw przedmiotu wykonanego zazwyczaj ze stali niskowęglowej. Po zahartowaniu otrzymujemy twardą powierzchnię, rdzeń zaś pozostaje miękka. Przedmiot przeznaczony do nawęglania umieszczamy w skrzynce napełnionej najczęściej węglem drzewnym z dodatkiem węglanu boru i węglanu sodu oraz wygrzewamy kilka godzin w temperaturze 850
950
C. Stosuje się również nawęglanie gazowe, w ośrodku gazowym (gaz ziemny).
Azotowanie - polega na nasycaniu powierzchniowym stali azotem. Otrzymujemy cienką, bardzo twardą i odporną na ścieranie warstwę powierzchniową. Własności te uzyskuje się bez dodatkowych zabiegów cieplnych. Azotowanie przeprowadza się w amoniaku lub w kąpieli soli cynkowych w temperaturze 480
560
C.
Cyjanowanie - polega na powierzchniowym nasycaniu stali jednocześnie węglem i azotem przez wygrzewanie w zakresie temperatur 800
950
C w ośrodku wydzielającym węgiel i azot. Nacyjanowane warstwy hartuje się dobrze, przylegają ściśle, nie łuszczą się i są odporne na ścieranie.
Aluminiowanie - polega na powierzchniowym nasycaniu stali aluminium. Zabieg ten znacznie podwyższa żaroodporność. Temperatura aluminiowania wynosi 850
1050
C.
Wyszukiwarka
Podobne podstrony:
Obróbka cieplna stali tabela
obróbka cieplna stali węglowych
obróbka cieplna stali
Obrobka cieplna stali narzedziowych do pracy na goraco, Księgozbiór, Studia, Materiałoznastwo
10 OBROBKA CIEPLNA STALI KONST Nieznany
sprawozdanie z metali obrobka cieplna stali konstrukcyjnej, Studia, Materiałoznastwo, Metaloznastwo
3.Obróbka cieplna stali narzędziowej i jej wpływ na właściwości
ObrĂłbka cieplna stali
obróbka cieplna stali
Obróbka cieplna stali konstrukcyjnej, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obrobki Cie
sprawozdanie z metali obrobka cieplna stali konstrukcyjnej, Studia, pomoc studialna, Sprawozdania z
OBRÓBKA CIEPLNA stali
OBRÓBKA CIEPLNA STALI KONSTRUKCYNEJ - Lab 5, Studia, Materiałoznastwo, Metaloznastwo i Podstawy Obro
sprawozdanie - obróbka cieplna stali, Polibuda, Materiałoznastwo
2 4 5 Obrobka cieplna stali
Obróbka cieplna stali arzędziowych ćw
obrobka cieplna stali, Elektrotechnika, dc pobierane, Materiałoznawstwo, Materiałki
Materialoznawstwo-struktury i obrobka cieplna stali stopowych, Dr inż
więcej podobnych podstron