UNIWERSYTET
TECHNOLOGICZNO - PRZYRODNICZY
W BYDGOSZCZY
Ćwiczenia laboratoryjne z przedmiotu: materiałoznawstwo
|
|||
TEMAT: Hartowanie i odpuszczanie stali Ćwiczenie nr 3
|
|||
Transport
|
Semestr III |
Rok akademicki: 2011/2012 |
Grupa A |
Wojciech Stachowski
|
Ocena: |
||
1. Cel ćwiczenia:
Głównym celem doświadczenia było przeprowadzenie obróbki cieplnej na materiałach, takich jak: stal konstrukcyjna C45 oraz stal narzędziowa NC6. Próbki zostały poddane procesom hartowania i odpuszczania.
2. Część teoretyczna:
Hartowanie - jest najważniejszym procesem chemicznym występującym podczas obróbki stali. Może dotyczyć ono nie tylko tego rodzaju materiału, gdyż bardzo często słyszymy także o hartowanym szkle lub innych wyrobach.
Wykonuje się go głównie przez wzgląd na uzyskiwanie materiałów o jak najwyższej odporności na działanie wszelkich czynników fizycznych, takich jak siły dynamiczne i statyczne oraz mechanicznych. Po ukończeniu tego etapu obróbki, żadne siły nie są w stanie zniszczyć całkowicie danego materiału, a w szczególności stali. Istnieje kilka metod stosowania tego rodzaju procesu, a są to zazwyczaj: zwykłe, stopniowe, izotermiczne, powierzchniowe (płomieniowe, indukcyjne, kąpielowe, ślepe, laserowe, kontaktowe, elektrolityczne, impulsowe). Ogólna zasada hartowania polega na wykonywaniu dwóch następujących zaraz po sobie czynności. Pierwszą jest niezbędne rozgrzanie stali do temperatury wynoszącej ponad 700 stopni i utrzymywanie jej przez określoną długość czasu. Po takim wygrzaniu musi nastąpić jak najszybsze schłodzenie, aby nie powstały niepotrzebne tlenki mogące zmienić właściwości materiału.
a) Hartowanie Martenzytyczne zwykłe z chłodzeniem ciągłym
Przy tym sposobie hartowania podstawowy przebieg chłodzenia hartowanego przedmiotu części od temperatury wygrzewania leżącej powyżej A3 aż do temperatury poniżej przemiany martenzytycznej MS odbywa się w sposób ciągły, bez nagłej czy gwałtownej zmiany prędkości. Szybkość chłodzenia hartowanego elementu jest tu jednak dobrana w taki sposób, ażeby przechłodzony austenit czy stal - nie uległ żadnej zmianie do temperatury przemiany martenzytycznej, poniżej której zamienia się dopiero całkowicie lub częściowo na martenzyt. Do hartowania zwykłego zalicza się również taki sposób hartowanie stali, podczas którego chłodzenie odbywa się z szybkością znacznie zmniejszoną od krytycznej szybkości hartowania, która jednak umożliwia przynajmniej częściowo dojście przechłodzonego austenitu do temperatury przemiany martenzytycznej. Takie hartowanie, przeprowadzane zazwyczaj w oleju, daje budowę martenzytyczno- -bainityczną
b) Hartowanie Bainityczne zwykłe
Przebieg wygrzewania i chłodzenia stali - odkuwki do temperatury wygrzewania leżącej powyżej przemiany A3 aż do temperatury poniżej przemiany martenzytycznej odbywa się (podobnie jak przy hartowaniu zwykłym martenzytycznym) w sposób ciągły, bez gwałtownej zmiany szybkości z tą tylko różnicą, że krzywa chłodzenia tej stali w temperaturze znacznie powyżej temperatury przemiany martenzytycznej przetnie krzywą początku rozkładu przechłodzonego austenitu, w której z przechłodzonego austenitu będzie się tworzyć bainit i kiedy temperatura opadnie do temperatury przemiany martenzytycznej już znaczna część przechłodzonego austenitu będzie zmieniona na bainit i tylko nieznaczna reszta przechłodzonego austenitu będzie się mogła wtedy przemienić na martenzyt.
c) Hartowanie powierzchniowe
Metoda, w której nie nagrzewa się całego przedmiotu (hartowanie na wskroś), lecz tylko powierzchnię przedmiotu. W związku z tym tylko warstwa powierzchniowa podlega hartowaniu. Stosowane wszędzie tam, gdzie wymagane jest utwardzenie tylko fragmentów powierzchni przedmiotu. Istnieje kilka metod hartowania powierzchniowego.
d) Hartowanie płomieniowe
Powierzchnia przedmiotu lub jej fragment nagrzewana jest płomieniem palnika, a następnie schładzana silnym strumieniem wody.
e) Hartowanie indukcyjne
Przedmiot przeciągany jest przez cewkę, otaczającą go (możliwie najeiaśniej). Prądy wirowe, powstałe w przedmiocie, powodują efekt powierzchniowy, w którym, wskutek oporności materiału, zamieniają się na ciepło. Mimo konieczności budowy skomplikowanych stanowisk hartowniczych, metoda ta zyskuje na popularności, ze względu na możliwość kontrolowania temperatury oraz głębokości nagrzewania.
f) Hartowanie kąpielowe
Polega na zanurzeniu przedmiotu w kąpieli saletrowej lub ołowiowej i przetrzymaniu w niej na krótką chwilę. Temperatura kąpieli musi być na tyle wysoka, by w jej czasie powierzchnia przedmiotu podniosła się ponad temperaturę przemiany austenitycznej.
Odpuszczanie - odpuszczanie polega na nagrzaniu stali zahartowanej do temperatury niższej od Ac l wygrzaniu w tej temperaturze i ochłodzeniu do temperatury pokojowej.
W zależności od temperatury odpuszczanie może być:
• Odpuszczanie niskie (odprężające) jest wykonywane w temperaturze 150 - 200°C i stosowane głównie dla narzędzi, sprężyn, sprawdzianów. Celem tej operacji jest usunięcie naprężeń hartowniczych z zachowaniem dużej twardości, wytrzymałości i odporności na ścieranie.
• Odpuszczanie średnie, odbywające się w temperaturze 250 - 500°C, jest stosowane do sprężyn, resorów, matryc i innych części maszyn. W wyniku tej operacji twardość stali ulega wprawdzie niewielkiemu zmniejszeniu, lecz zostają zachowane duża wytrzymałość i sprężystość.
• Odpuszczanie wysokie, wykonywane w temperaturze wyższej od 500°C, lecz niższej od Ac l ma na celu osiągnięcie możliwie dobrych własności plastycznych stali. Stosowane jest między innymi dla elementów maszyn, od których wymagana jest wysoka granica plastyczności Re.
W wyniku odpuszczania niskiego uzyskuje się strukturę martenzytu nisko-odpuszczonego, który w stalach węglowych jest mieszaniną martenzytu tetragonalnego z dyspersyjnymi węglikami typu e oraz austenitu szczątkowego. Martenzyt średnio-odpuszczony cechuje się małym odkształceniem tetragonalnym oraz dyspersyjnymi wydzieleniami cementytu. Martenzyt wysoko-odpuszczony nie jest przesycony węglem i charakteryzuje się bardzo małą gęstością dyslokacji, stając się podobny do ferrytu. Występują w nim natomiast wydzielenia cementytu, w dużej mierze skoagulowane. W stalach stopowych wydzielają się węgliki stopowe, ulegające również koagulacji w wyższej temperaturze odpuszczania. Po wysokim odpuszczaniu w strukturze stali stopowych nie ma już austenitu szczątkowego, lub jego udział jest niewielki.
Wpływ temperatury odpuszczania i zawartości węgła w stali na własności mechaniczne.
Od temperatury odpuszczania zależy stopień usunięcia naprężeń (im wyższa jest temperatura tym większy procent naprężeń zostanie usunięty). Temperaturę odpuszczania dopiera się w zależności od wymaganych właściwości.
Węgiel bardzo silnio wpływa na własności siali nawet przy nieznacznej zmianie jego zawartości i z tego względu jest bardzo ważnym składnikiem stali.
Zwiększenie zawartości węgla powoduje, jak już poprzednio wspomniano, zmianę struktury stali. Jeżeli stal zawiera mniej niż 0,8% C. to jej struktura składa się ferrytu i perlitu. Struktura stali zawierającej 0.8% C składa się tylko z. perlitu, natomiast w stali o zawartości powyżej 0,8% C - oprócz perlitu występuje również cementyt wtórny. Zmiana struktury stali spowodowana różną zawartością węgla wiąże się ściśle ze zmianą własności mechanicznych.
Zwiększenie zawartości węglu zwiększa wytrzymałość na rozciąganie Rm i zmniejsza plastyczność stali. Maksymalną wytrzymałość osiąga stal przy zawartości ok. 0,85% węgla. Przy większej zawartości węgla wytrzymałość zmniejsza się na skutek pojawiania się coraz większej ilości cementu wtórnego, który wydziela się na granicach ziaren. Zwiększenie zawartości węgla, oprócz obniżenia własności plastycznych, pogarsza również własności technologiczne stali węglowej - szczególne znaczenie ma pogorszenie spawalności.
Wpływ temperatury hartowania na właściwości mechaniczne stali
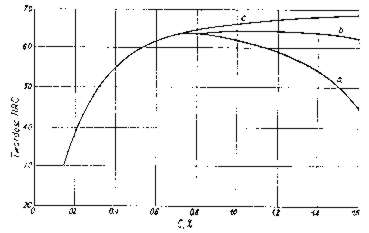
Jak istotny wpływ ma temperatura na mikrostrukturę i właściwości prześledzić można na przykładzie stali narzędziowej węglowej NI2. Stal ta jak wynika z symbolu, zawiera przeciętnie 1,2% C, jest więc stalą nadeutektoidalną. Wykresy przydatne do tej analizy (rys.1) przedstawiają twardości martenzytu (krzywa c) i twardości stali zahartowanej z różnych temperatur o różnych zawartościach węgla. Stale nadeutektoidalne hartowane zostały z temperatur powyżej Accm, (krzywa a) i powyżej Ac1 (krzywa b). Z krzywej twardości martenzytu wynika, że wprowadzenie w czasie hartowania do austenitu węgla więcej niż 0,7 - 0,8% daje niewielki efekt wzrostu twardości martenzytu. Stal NI2 zahartowana z temperatury powyżej Accm (pełna austenizacja) uzyskuje twardość mniejszą niż hartowana z temperatury Ac1, tj. niepełnej austenizacji. Przyczyną takiego stanu jest większy udział austenitu szczątkowego w mikrostrukturze stali hartowanej z wyższej temperatury, w której cały węgiel znalazł się w roztworze.
rys.1 Twardość stali w zależności od zawartości węgla i temperatury hartowania a - temperatura hartowania powyżej Ac3 i Accm ; b - temperatura hartowania powyżej Ac1 (770°C); c - mikrotwardość martenzytu.
Otrzymana w takich warunkach struktura złożona jest z grubo iglastego martenzytu i dużej ilości austenitu szczątkowego. Ta sama stal zahartowana z temperatury powyżej Ac1 tj. z obszaru niepełnej austenizacji, gdzie obok austenitu zawierającego ok. 0,8% C istnieje cementyt drugorzędowy, ma twardość powyżej 60HRC (krzywa b). Mikrostruktura stali składa się z martenzytu (o znacznie mniejszych igłach), cementytu (korzystne jest aby cementyt był ziarnisty a nie tworzył siatki) i pewnej ilości austenitu szczątkowego. Tak więc hartowanie z temperatury 770°C dało oczekiwany efekt - otrzymano materiał twardy i odporny na ścieranie.
3. Wyniki twardości
Pomiary twardości zostały przeprowadzone twardościomierzem Rockwella.
Początkowe wartości twardości materiałów (skala HRB, obciążenie 981N)
NC6 |
C45 |
97 |
96 |
96 |
95 |
98 |
97 |
96 |
95 |
97 |
96 |
Hartowanie - olej (skala HRC, obciązenie 1471N)
NC6 |
C45 |
64 |
52 |
64 |
51 |
65 |
52 |
65 |
54 |
66 |
49 |
Odpuszczanie w temp. 300oC (skala HRC)
NC6 |
C45 |
57 |
50 |
58 |
49 |
59 |
49 |
59 |
48 |
59 |
48 |
Odpuszczanie w temp. 450oC (skala HRC)
NC6 |
C45 |
50 |
41 |
50 |
41 |
51 |
43 |
50 |
42 |
49 |
43 |
Odpuszczanie w temp. 550oC (skala HRC)
NC6 |
C45 |
39 |
34 |
40 |
32 |
41 |
32 |
40 |
31 |
41 |
31 |
4. Podsumowanie i wnioski:
Stal NC6 podczas hartowania wskazuję większą twardość od stali C45 w każdym stanie NC6 posiada niewielkie różnice otrzymanych wyników. Także po odpuszczaniu stal narzędziowa posiada większe wartości twardości. Jest ona częściej przeznaczona do budowy części maszyn, które są poddawane owym procesom, ponieważ wskazują wysokie własności wytrzymałościowe oraz są odporne na wszelkie obciążenia. Na części maszyn o niewielkich przekrojach a także o przekrojach większych, gdy nie wymaga się przehartowania na wskroś, zazwyczaj stosuje się stale węglowe. Stal niestopowa jakościowa do ulepszania cieplnego wykazuję gorsze własności ponieważ posiada mniejszą zawartość węgla, gdyż zaledwie 0.42-0.5, a NC6 zawiera 13 - 1.45.
Wyszukiwarka
Podobne podstrony:
HARTOWNOŚĆ I ODPUSZCZALNOŚĆ STALI
Hartowanie i odpuszczanie stali
Hartowność i odpuszczalność stali
Hartowanie i odpuszczanie, IMiR - st. inż, Materiałki
Hartowność i odpuszczalność stali
Hartowanie i odpuszczanie stali, sprawozdania
hartowanie i odpuszczanie stali
HARTOWNOŚĆ I ODPUSZCZALNOŚĆ STALI
Hartowność i odpuszczalność stali
Hartowanie i odpuszczanie, SPRAWOZDANIA czyjeś
sprawozdanie z laborek4, sprawozdanie agh, mibm, obróbka, metalurgia proszków, spieki, hartowanie, o
Obróbka cieplna i odpuszczanie stali
hartowanie i odpuszczanie
karta instrukcyjna 7 (hartowanie i odpuszczanie)
Hartowanie i odpuszczenie, 1) Cel ćwiczenia:
!! Przemiany odpuszczania stali
HARTOWANIE odpuszczanie
Hartowanie i odpuszczanie
więcej podobnych podstron