PAWEŁ ŚLIWA |
Laboratorium z materiałoznawstwa |
WMiBM |
Gr.: 23B |
Temat: Ulepszanie cieplne stali |
2000-11-13
|
Cel ćwiczenia: Przez odpowiedni dobór obróbki cieplnej uzyskać można materiał o żądanych własnościach.
Celem ćwiczenia jest przeprowadzenie obróbki cieplnej stali, polegającej na hartowaniu i odpuszczaniu, oraz zbadanie, jaki wpływ obróbka cieplna wywiera na strukturę i własności mechaniczne stali.
Opis teoretyczny.
Hartowaniem nazywamy operację prowadzącą do powstania struktury martenzytycznej i bainitycznej.
Sposoby hartowania:
Hartowanie zwykłe. Po austenityzowaniu element chłodzi się w odpowiednio dobranym ośrodku, zależnym od hartowności stali. Stale o małej hartowności (węglowe) chłodzi się w wodzie; stale o większej hartowności mogą być chłodzone w oleju lub nawet w powietrzu. Istotnym zagadnieniem jest sposób zanurzania elementu w ośrodku chłodzącym, który powinien zapewniać równomierne odprowadzenie ciepła ze wszystkich stron (np. przedmioty długie i płaskie należy zanurzać pionowo). Zmniejsza to naprężenia i skłonności do pękania lub paczenia.
Hartowanie miejscowe. W wielu elementach jest wymagane utwardzenie tylko w ograniczonym obszarze, podczas gdy pozostałą część powinna cechować mała twardość i duża ciągliwość. Ma to miejsce np. w niektórych narzędziach, gdzie ostrze powinno być twarde, a uchwyt miękki. W tym przypadku można austenityzować cały element, a chłodzić tylko tę część, która powinna zostać utwardzona lub austenityzować część elementu, a chłodzić cały. Stosuje się również hartowanie całego elementu, z tym, że część, która powinna być ciągliwa, odpuszcza się w wyższej temperaturze.
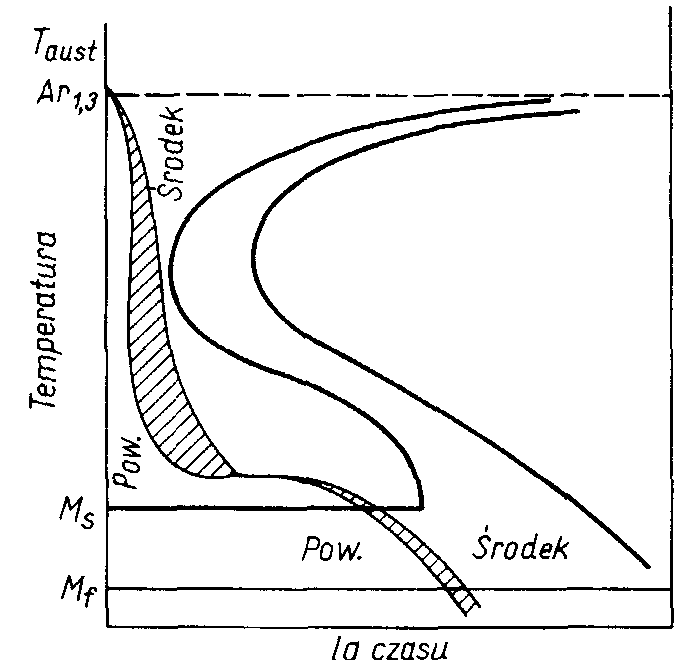
Hartowanie stopniowe. Jest to odmiana hartowania martenzytycznego, polegająca na odmiennym oziębianiu. Przedmiot po austenityzowaniu ochładza się w kąpieli, której temperatura jest wyższa od Ms wytrzymuje przez okres konieczny do wyrównania temperatur na powierzchni i w rdzeniu (rys.1) Czas ten powinien być jednak niezbyt długi, aby nie zapoczątkować przemiany bainitycznej. Dzięki wyrównaniu temperatury na przekroju elementu i bardzo powolnemu chłodzeniu po wytrzymaniu izotermicznym (na powietrzu) w przekroju elementu zanikają naprężenia termiczne oraz zmniejsza się skłonność do pękania i paczenia elementów. Przemiana martenzytyczna zachodzi wówczas prawie jednocześnie w całym przekroju. Jako kąpieli hartowniczych używa się najczęściej stopionych soli: azotanów i azotynów sodu i potasu, które szybko odbierają ciepło od ochładzanych elementów.
Hartowanie przerywane. Przypomina hartowanie stopniowe, gdyż stosuje się dwa ośrodki chłodzące: najpierw wodę, która daje dużą szybkość chłodzenia do temp. ok. 450°C i pozwala na uniknięcie przemiany perlitycznej, a następnie olej, który znacznie zmniejsza intensywność odprowadzania ciepła. W zakresie temperatury Ms i tym samym redukuje naprężenia, obniżając skłonność do pękania i krzywienia się elementów.
Hartowanie bainityczne (izotermiczne). Celem hartowania bainitycznego jest uzyskanie struktury bainitu. Przeprowadza się je podobnie jak hartowanie stopniowe, tzn. po austenityzowaniu stal ochładza się w kąpieli o temperaturze wyższej od Ms, zwykle w zakresie 250—350°C, ale wytrzymuje się przez czas konieczny do zajścia przemiany bainitycznej (krzywa a — rys. 1) po czym chłodzi się już na powietrzu. Uzyskana struktura bainityczna ma dużą twardość (40—50 HRC), przy której ciągliwość i udarność są większe niż w stalach hartowanych na martenzyt i odpuszczanych. Poza tym przemiana odbywa się w warunkach izotermicznych, co do minimum redukuje naprężenia termiczne i strukturalne.
W stalach stopowych, w których występuje wyraźne oddzielenie przemiany perlitycznej od bainitycznej, można uzyskać strukturę bainityczna w wyniku chłodzenia ciągłego.
Patentowanie. Jest to zabieg podobny do hartowania bainitycznego, z tym, że celem jego jest otrzymanie struktury drobnego perlitu. Stąd temperatura izotermicznej przemiany musi być wyższa (w zakresie 450—550°C) (krzywa b — rys. 1). Austenityzowanie przeprowadza się w dość wysokiej temp. 900—950°C). Patentowaniu poddaje się drut ze stali węglowej (0,4—1%C). Struktura drobnego perlitu jest szczególnie podatna na ciągnienie, a przez kombinację patentowania i ciągnienia można uzyskać wytrzymałość rzędu Rm = 2200 MPa, a nawet większą, przy czym przy tak dużej wytrzymałości występuje jeszcze duża plastyczność. Jako kąpiele izotermiczne stosowano zwykle kąpiele ołowiowe. Obecnie wprowadza się elektryczne nagrzewanie oporowe.
Hartowanie pod natryskiem lub za pomocą sprężonego powietrza. Hartowanie pod natryskiem wody stosuje się głównie przy hartowaniu powierzchniowym.
Do hartowania matryc kuźniczych wykonywanych ze stali o dużej hartowności i w związku z tym skłonnych do pękania przy studzeniu zanurzeniowym, zaleca się stosowanie jako ośrodka chłodzącego sprężonego powietrza z mgłą wodną. Matrycę ustawia się na wózku częścią roboczą (grawurą) w dół, po czym uruchamia się dysze natryskowe mgły wodnej schładzając matrycę do ok. 500°C. Począwszy od temp. ok. 300°C chłodzenie powinno być bardzo wolne. Odpuszczanie zaleca się przeprowadzać bezpośrednio po hartowaniu.
Odpuszczanie stali.
W wyniku hartowania martenzytycznego stal staje się bardzo twarda; wzrastają również jej własności wytrzymałościowe, natomiast plastyczne ulegają silnemu obniżeniu. Wykorzystując jednak fakt, iż martenzyt jest strukturą metastabilną, można w dość szerokich granicach zmieniać własności zahartowanej stali, stosując odpuszczanie.
W zależności od zakresu temperatury zabiegu rozróżnia się odpuszczanie:
— niskie 100—250°C,
— średnie 250—450°C,
— wysokie 450—600°C.
Odpuszczaniu niskiemu poddaje się głównie narzędzia, które powinna cechować wysoka twardość i odporność na ścieranie. Takie odpuszczanie nie obniża twardości, ale odpręża materiał i zmniejsza jego skłonność do kruchego pękania.
Odpuszczanie średnie jest stosowane w celu nadania obrabianym elementom wysokiej granicy sprężystości przy równoczesnym polepszeniu ich własności plastycznych. Takie własności powinny mieć sprężyny i resory. Po średnim odpuszczaniu otrzymuje się strukturę odpuszczonego martenzytu o twardości ok. 450 HB. W tym zakresie temperatur występuje tzw. kruchość odpuszczania pierwszego rodzaju (nieodwracalna), która objawia się spadkiem udarności przy odpuszczaniu stali węglowych lub stopowych w temp. ok. 300°C. Zjawisko to wiąże się z przemianą austenitu szczątkowego lub z nierównomiernym rozkładem martenzytu, który najszybciej przebiega na granicach ziarn.
Przy wysokim odpuszczaniu własności wytrzymałościowe (Rm, Re, HB) wyraźnie maleją, a plastyczne (A, Z) wzrastają. Wiąże się to z istotnymi zmianami strukturalnymi, które zachodzą w tym zakresie temperatur. Powstaje bowiem struktura złożona z ferrytu i bardzo drobnych, kulistych wydzieleń cementytu zwana sorbitem. Ze wzrostem temperatury lub czasu następuje jedynie koagulacja cementytu. Wysokie odpuszczanie jest zalecane dla elementów maszyn wykonanych ze stali konstrukcyjnych, węglowych i stopowych oraz narzędzi do pracy na gorąco, gdyż po takiej obróbce uzyskuje się optymalną kombinację własności wytrzymałościowych i plastycznych, tj. dużą udarność i wydłużenie przy maksymalnym stosunku Re/Rm. Dlatego też połączenie zabiegu hartowania z wysokim lub średnim odpuszczaniem nazywamy ulepszaniem cieplnym.
Wykonanie ćwiczenia.
Materiał - stal węglowa do utwardzania powierzchniowego i ulepszania cieplnego 45 w stanie wyżarzonym o średnicy φ12mm.
Pomiar twardości met. Rockwella stosując penetrator stożkowy i obciążenie 100kG (skala HRD).
Lp. pomiarów |
Próbka nie obrobiona cieplnie |
Próbka po zahartowaniu (850°C) |
Próbka po zahartowaniu i odpuszczaniu niskim (200°C) |
Próbka po zahartowaniu i odpuszczaniu średnim (350°C) |
Próbka po zahartowaniu i odpuszczaniu wysokim (550°C) |
1 |
32 |
47 |
44 |
32 |
36 |
2 |
31 |
47 |
45 |
40 |
41 |
3 |
30 |
60 |
43 |
43 |
44 |
4 |
40 |
67 |
50 |
47 |
43 |
5 |
30 |
68 |
62 |
42 |
49 |
6 |
40 |
67 |
60 |
50 |
31 |
7 |
31 |
72 |
58 |
60 |
47 |
8 |
32 |
67 |
50 |
48 |
39 |
9 |
31 |
65 |
52 |
51 |
36 |
10 |
31 |
66 |
50 |
49 |
38 |
Średnia |
32,8 |
62,6 |
51,4 |
46,2 |
40,4 |
Próbki były hartowane w temp. 850°C przez 20 min. a następnie odpowiednio odpuszczane w temp. 200°C, 350°C, 550°C.
Pomiar udarności:
Próbki łamane były na młocie Charpy'ego. Średnica w miejscu karbu wynosi 9,3mm.
|
Próbka nie obrobiona cieplnie |
Próbka po zahartowaniu (850°C) |
Próbka po zahartowaniu i odpuszczaniu niskim |
Próbka po zahartowaniu i odpuszczaniu średnim |
Próbka po zahartowaniu i odpuszczaniu wysokim |
Praca [
|
1,9
|
0,7 |
2,3 |
6,5 |
9,9 |
Udarność
|
2,79 |
1,03 |
3,38 |
9,57 |
14,58 |
Stal 45 (ferryt-perlit) Po zahartowaniu powstaje martenzyt.
Mikrostruktury martenzytu odpowiednio dla stali odpuszczanych w temp. 200°C 350°C 550°C
Wnioski: Z powodu występowania efektów brzegowych na rdzeniach i niedokładności twardościomierza musiałem uśrednić twardości stali. Z pomiarów wynika, że po zahartowaniu stali twardość zwiększyła się niemal dwukrotnie, lecz udarność bardzo się zmniejszyła. Aby uniknąć pogorszenia się udarności należy odpuścić materiał. Podczas odpuszczania stali (niskie, średnie) twardość stali (martenzytu) nieznacznie maleje a udarność wzrasta, materiały takie są odporne na ścieranie i są bardziej sprężyste. Przy odpuszczaniu wysokim twardość wyraźnie się zmniejsza w stosunku do zahartowanej próbki, ale za to udarność jest bardzo wysoka polepsza się także plastyczność i znikają naprężenia wewnętrzne. Połączenie tych zabiegów nazywamy ulepszaniem cieplnym.
Wyszukiwarka
Podobne podstrony:
Sprawozdania materialoznastwo, Ulepszanie cieplne stali, Sprawozdanie z ćwiczenia
Stal do ulepszania cieplnego i hartowania powierzchniowego, Studia, Materiałoznastwo, Metaloznastwo
1 Ulepszanie cieplne stali, Materialoznawstwo
1 Ulepszanie cieplne stali NOPICS, Materialoznawstwo
ulepszanie cieplne stali-stateczne, Materialoznawstwo
Stal do ulepszania cieplnego
Ulepszanie cieplne 2
LAB 3 Instrukcja wykonania cwiczenia ulepszanie cieplne stali
Ulepszanie cieplne 1
07 Ulepszanie cieplne
sprawozdanie OBRÓBKA CIEPLNA, Studia AGH IMIR, Rok I, rok 1, Materiałoznawstwo sprawozdania, materia
sprawozdanie OBRÓBKA CIEPLNA, Studia AGH IMIR, Rok I, rok 1, Materiałoznawstwo sprawozdania, materia
+Materiałoznawstwo(obróbka cieplno-chem.stali) - 2 Rok V+, Materialoznawstwo
Materiały z tworzyw sztucznych do izolacji cieplnych, Studia, II rok, Materiały Budowlane 2
TERMOMETRY TERMOELEKTRYCZNE, Skrypty, UR - materiały ze studiów, studia, studia, Studia, ROK V, TECH
po obróbce cieplnej, Studia, WIP PW, I rok, MATERIAŁY METALOWE I CERAMICZNE, SPRAWOZDANIA
+Materiałoznawstwo(obróbka cieplna stopów miedzi) - 2 Rok V+, Materialoznawstwo
więcej podobnych podstron