Zakład Technologii Maszyn Instytutu Technologii i Eksploatacji yn |
Instrukcja Nr 1 |
Symbol |
Nr rysunku |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||||||
|
Arkusz |
1 |
|
01.08.05 |
18 |
Wałek |
10 |
10 |
|||||||||||||||||||
|
Liczba arkuszy |
1/1 |
|
|
|
|
|
|
|||||||||||||||||||
|
Operacja Oddział Stanowisko |
1 Mech OT |
|||||||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||||||
|
1. Imadło maszynowe PJPt 100
1. Przymiar kreskowy dokładny MLPd 500
|
||||||||||||||||||||||||||
|
Nr za-biegu |
v m/ min |
N Obr/ min |
p mm/ min. |
|||||||||||||||||||||||
|
1 |
19,8 |
10 |
144 |
|||||||||||||||||||||||
|
2 |
|
|
|
|||||||||||||||||||||||
|
3 |
|
|
|
|||||||||||||||||||||||
|
4 |
|
|
|
|||||||||||||||||||||||
|
5 |
|
|
|
|||||||||||||||||||||||
|
6 |
|
|
|
|||||||||||||||||||||||
|
7 |
|
|
|
|||||||||||||||||||||||
Zmiana |
Było |
|
|
|
|
Wykonał |
Sprawdził |
Zatwierdził |
8 |
|
|
|
|||||||||||||||
|
Zmieniono |
|
|
|
|
data |
podpis |
data |
podpis |
data |
podpis |
9 |
|
|
|
||||||||||||
|
Data, podpis |
|
|
|
|
19.11.98 |
Daczkowski |
|
|
|
|
10 |
|
|
|
||||||||||||
Zakład Technologii Maszyn Instytutu Technologii i Eksploatacji Maszyn |
Instrukcja Nr 2 |
Symbol |
Nr rysunku |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||||||
|
Arkusz |
2 |
|
01.08.05 |
18 |
Wałek |
1 |
10 |
|||||||||||||||||||
|
Liczba arkuszy |
1/2 |
|
|
|
|
|
|
|||||||||||||||||||
|
Operacja Oddział Stanowisko |
2 Mech TU |
|||||||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||||||
|
1. Suwmiarka MAUb - 140
1. Przymiar kreskowy dokładny MLPd 500
|
||||||||||||||||||||||||||
|
Nr za-biegu |
v m/ min |
n Obr/ min |
p mm/ obr |
|||||||||||||||||||||||
|
1 |
237 |
2400 |
0,5 |
|||||||||||||||||||||||
|
2 |
|
300 |
R |
|||||||||||||||||||||||
|
3 |
247 |
2400 |
0,4 |
|||||||||||||||||||||||
|
4 |
229 |
1200 |
0,5 |
|||||||||||||||||||||||
|
5 |
|
|
|
|||||||||||||||||||||||
|
6 |
|
|
|
|||||||||||||||||||||||
|
7 |
|
|
|
|||||||||||||||||||||||
Zmiana |
Było |
|
|
|
|
Wykonał |
Sprawdził |
Zatwierdził |
8 |
|
|
|
|||||||||||||||
|
Zmieniono |
|
|
|
|
data |
podpis |
data |
podpis |
data |
podpis |
9 |
|
|
|
||||||||||||
|
Data, podpis |
|
|
|
|
19.11.98 |
Daczkowski |
|
|
|
|
10 |
|
|
|
||||||||||||
Zakład Technologii Maszyn Instytutu Technologii i Eksploatacji Maszyn |
Instrukcja Nr 2 |
Symbol |
Nr rysunku |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||||||
|
Arkusz |
3 |
|
01.08.05 |
18 |
Wałek |
1 |
10 |
|||||||||||||||||||
|
Liczba arkuszy |
2/2 |
|
|
|
|
|
|
|||||||||||||||||||
|
Operacja Oddział Stanowisko |
2 Mech TU |
|||||||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||||||
|
1. Uchwyt 3 szczękowy PUTP-200
1. Suwmiarka MAUb - 140
1. Przymiar kreskowy dokładny MLPd 500
|
||||||||||||||||||||||||||
|
Nr za-biegu |
v m/ min |
n Obr/ min |
p mm/ obr |
|||||||||||||||||||||||
|
1 |
|
|
|
|||||||||||||||||||||||
|
2 |
|
|
|
|||||||||||||||||||||||
|
3 |
|
|
|
|||||||||||||||||||||||
|
4 |
|
|
|
|||||||||||||||||||||||
|
5 |
237 |
2400 |
0,4 |
|||||||||||||||||||||||
|
6 |
|
300 |
R |
|||||||||||||||||||||||
|
7 |
247 |
2400 |
0,4 |
|||||||||||||||||||||||
Zmiana |
Było |
|
|
|
|
Wykonał |
Sprawdził |
Zatwierdził |
8 |
239 |
2400 |
0,4 |
|||||||||||||||
|
Zmieniono |
|
|
|
|
data |
podpis |
data |
podpis |
data |
podpis |
9 |
232 |
2400 |
0,4 |
||||||||||||
|
Data, podpis |
|
|
|
|
19.11.98 |
Daczkowski |
|
|
|
|
10 |
|
|
|
||||||||||||
Zakład Technologii Maszyn Instytutu Technologii i Eksploatacji Maszyn |
Instrukcja Nr 3 |
Symbol |
Nr rysunku |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||||||
|
Arkusz |
4 |
|
01.08.05 |
18 |
Wałek |
1 |
10 |
|||||||||||||||||||
|
Liczba arkuszy |
1/2 |
|
|
|
|
|
|
|||||||||||||||||||
|
Operacja Oddział Stanowisko |
3 Me TU |
|||||||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||||||
|
1. Suwmiarka MAUb - 140
1. Przymiar kreskowy dokładny MLPd 500
|
||||||||||||||||||||||||||
|
Nr za-biegu |
v m/ min |
n Obr/ min |
p mm/ obr |
|||||||||||||||||||||||
|
1; 2 |
268 |
2800 |
R |
|||||||||||||||||||||||
|
3; 9 |
268 |
2800 |
R |
|||||||||||||||||||||||
|
4; 11 |
276 |
2800 |
0,1 |
|||||||||||||||||||||||
|
5; 12 |
285 |
2800 |
0,1 |
|||||||||||||||||||||||
|
6; 13 |
276 |
2800 |
R |
|||||||||||||||||||||||
|
7; 8 |
298 |
2800 |
R |
|||||||||||||||||||||||
|
10 |
298 |
2800 |
0,15 |
|||||||||||||||||||||||
Zmiana |
Było |
|
|
|
|
Wykonał |
Sprawdził |
Zatwierdził |
|
|
|
|
|||||||||||||||
|
Zmieniono |
|
|
|
|
data |
podpis |
data |
podpis |
data |
podpis |
|
|
|
|
||||||||||||
|
Data, podpis |
|
|
|
|
19.11.98 |
Daczkowski |
|
|
|
|
|
|
|
|
||||||||||||
Zakład Technologii Maszyn Instytutu Technologii i Eksploatacji Maszyn |
Instrukcja Nr 3 |
Symbol |
Nr rysunku |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||||||
|
Arkusz |
5 |
|
01.08.05 |
18 |
Wałek |
1 |
10 |
|||||||||||||||||||
|
Liczba arkuszy |
2/2 |
|
|
|
|
|
|
|||||||||||||||||||
|
Operacja Oddział Stanowisko |
3 Me TU |
|||||||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||||||
|
1. Suwmiarka MAUb - 140
1. Przymiar kreskowy dokładny MLPd 500
|
||||||||||||||||||||||||||
|
Nr za-biegu |
v m/ min |
n Obr/ min |
p mm/ obr |
|||||||||||||||||||||||
|
1; 2 |
268 |
2800 |
R |
|||||||||||||||||||||||
|
3; 9 |
268 |
2800 |
R |
|||||||||||||||||||||||
|
4; 11 |
276 |
2800 |
0,1 |
|||||||||||||||||||||||
|
5; 12 |
285 |
2800 |
0,1 |
|||||||||||||||||||||||
|
6; 13 |
276 |
2800 |
R |
|||||||||||||||||||||||
|
7; 8 |
298 |
2800 |
R |
|||||||||||||||||||||||
|
10 |
298 |
2800 |
0,15 |
|||||||||||||||||||||||
Zmiana |
Było |
|
|
|
|
Wykonał |
Sprawdził |
Zatwierdził |
|
|
|
|
|||||||||||||||
|
Zmieniono |
|
|
|
|
data |
podpis |
data |
podpis |
data |
podpis |
|
|
|
|
||||||||||||
|
Data, podpis |
|
|
|
|
19.11.98 |
Daczkowski |
|
|
|
|
|
|
|
|
||||||||||||
Zakład Technologii Maszyn Instytutu Technologii i Eksploatacji Maszyn |
Instrukcja Nr 4 |
Symbol |
Nr rysunku |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||||||
|
Arkusz |
6 |
|
01.08.05 |
18 |
Wałek |
1 |
10 |
|||||||||||||||||||
|
Liczba arkuszy |
1/1 |
|
|
|
|
|
|
|||||||||||||||||||
|
Operacja Oddział Stanowisko |
4 Mech FV |
|||||||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||||||
|
1. Sprawdzian tłoczkowy dwugraniczny MSAa 8N9
1. Przymiar kreskowy dokładny MLPd 500
|
||||||||||||||||||||||||||
|
Nr za-biegu |
v m/ min |
n Obr/ min |
p mm/ obr |
|||||||||||||||||||||||
|
1 |
27 |
1000 |
0,10 |
|||||||||||||||||||||||
|
2 |
27 |
1000 |
0,10 |
|||||||||||||||||||||||
|
3 |
|
|
|
|||||||||||||||||||||||
|
4 |
|
|
|
|||||||||||||||||||||||
|
5 |
|
|
|
|||||||||||||||||||||||
|
6 |
|
|
|
|||||||||||||||||||||||
|
7 |
|
|
|
|||||||||||||||||||||||
Zmiana |
Było |
|
|
|
|
Wykonał |
Sprawdził |
Zatwierdził |
8 |
|
|
|
|||||||||||||||
|
Zmieniono |
|
|
|
|
data |
podpis |
data |
podpis |
data |
podpis |
9 |
|
|
|
||||||||||||
|
Data, podpis |
|
|
|
|
19.11.98 |
Daczkowski |
|
|
|
|
10 |
|
|
|
||||||||||||
Zakład Technologii Maszyn Instytutu Technologii i Eksploatacji Maszyn |
Instrukcja Nr 6 |
Symbol |
Nr rysunku |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||||||
|
Arkusz |
7 |
|
01.08.05 |
18 |
Wałek |
1 |
10 |
|||||||||||||||||||
|
Liczba arkuszy |
1/2 |
|
|
|
|
|
|
|||||||||||||||||||
|
Operacja Oddział Stanowisko |
8 Mech S |
|||||||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||||||
|
1. Ściernica tarczowa NSAa T1A/250x76x32-99A-25-N
MSIa 25j6 MSIa 28h6 |
||||||||||||||||||||||||||
|
Nr za-biegu |
v m/ s |
n Obr/ min |
p mm/ min |
|||||||||||||||||||||||
|
1 |
26 |
240 |
0,5 |
|||||||||||||||||||||||
|
2 |
26 |
240 |
0,5 |
|||||||||||||||||||||||
|
3 |
26 |
240 |
0,5 |
|||||||||||||||||||||||
|
4 |
26 |
240 |
0,5 |
|||||||||||||||||||||||
|
5 |
|
|
|
|||||||||||||||||||||||
|
6 |
|
|
|
|||||||||||||||||||||||
|
7 |
|
|
|
|||||||||||||||||||||||
Zmiana |
Było |
|
|
|
|
Wykonał |
Sprawdził |
Zatwierdził |
8 |
|
|
|
|||||||||||||||
|
Zmieniono |
|
|
|
|
data |
podpis |
data |
podpis |
data |
podpis |
9 |
|
|
|
||||||||||||
|
Data, podpis |
|
|
|
|
19.11.98 |
Daczkowski |
|
|
|
|
10 |
|
|
|
||||||||||||
Zakład Technologii Maszyn Instytutu Technologii i Eksploatacji Maszyn |
Instrukcja Nr 6 |
Symbol |
Nr rysunku |
Pozycja |
Nazwa części |
Sztuk na komplet |
Materiał |
||||||||||||||||||||
|
Arkusz |
8 |
|
01.08.05 |
18 |
Wałek |
1 |
10 |
|||||||||||||||||||
|
Liczba arkuszy |
2/2 |
|
|
|
|
|
|
|||||||||||||||||||
|
Operacja Oddział Stanowisko |
8 Mech S |
|||||||||||||||||||||||||
|
Pomoce warsztatowe |
||||||||||||||||||||||||||
|
1. Ściernica tarczowa NSAa T1A/250x76x32-99A-25-N
MSIa 25j6 MSIa 28h6 |
||||||||||||||||||||||||||
|
Nr za-biegu |
v m/ s |
n Obr/ min |
p mm/ min |
|||||||||||||||||||||||
|
1 |
|
|
|
|||||||||||||||||||||||
|
2 |
|
|
|
|||||||||||||||||||||||
|
3 |
|
|
|
|||||||||||||||||||||||
|
4 |
26 |
240 |
0,5 |
|||||||||||||||||||||||
|
5 |
|
|
|
|||||||||||||||||||||||
|
6 |
|
|
|
|||||||||||||||||||||||
|
7 |
|
|
|
|||||||||||||||||||||||
Zmiana |
Było |
|
|
|
|
Wykonał |
Sprawdził |
Zatwierdził |
8 |
|
|
|
|||||||||||||||
|
Zmieniono |
|
|
|
|
data |
podpis |
data |
podpis |
data |
podpis |
9 |
|
|
|
||||||||||||
|
Data, podpis |
|
|
|
|
19.11.98 |
Daczkowski |
|
|
|
|
10 |
|
|
|
||||||||||||
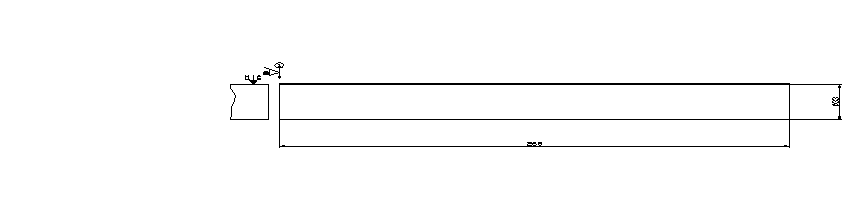
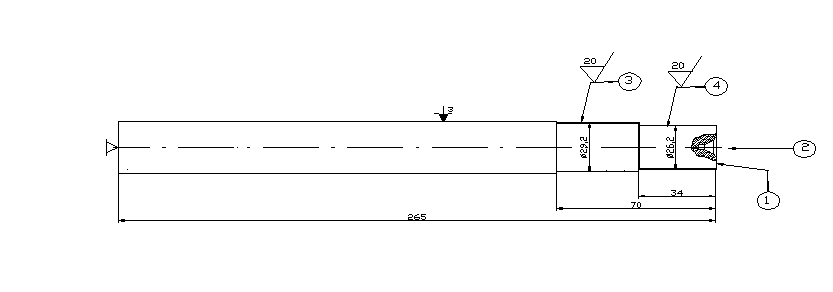
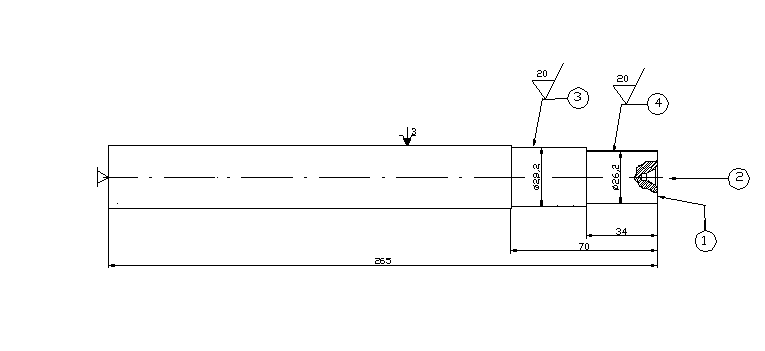
SZKIC OPERACJI
OPIS OPERACJI
Zamocowanie I
Toczyć czoło zachowując wymiar 265
Nakiełkować B2 na długości 6
Toczyć zgrubnie ∅ 29,2 na długości 70
Toczyć zgrubnie ∅ 26,2 na długości 34
Sprawdziany Narzędzia Przyrządy
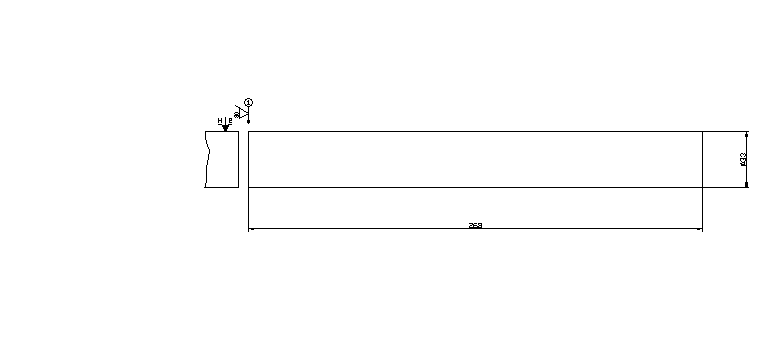
SZKIC OPERACJI
OPIS OPERACJI
1. Ciąć materiał ∅ 33 na wymiar 268
Sprawdziany Narzędzia Przyrządy
Sprawdziany Narzędzia Przyrządy
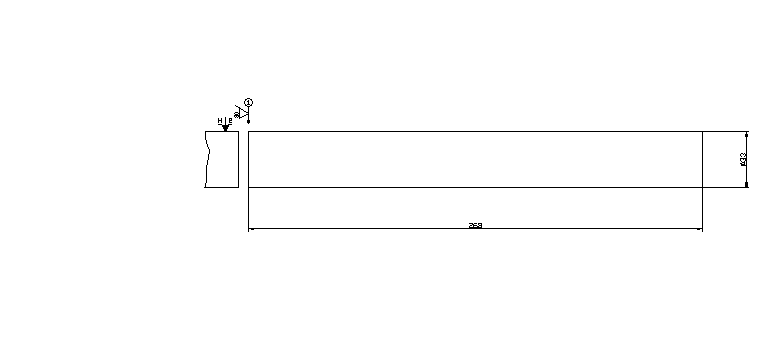
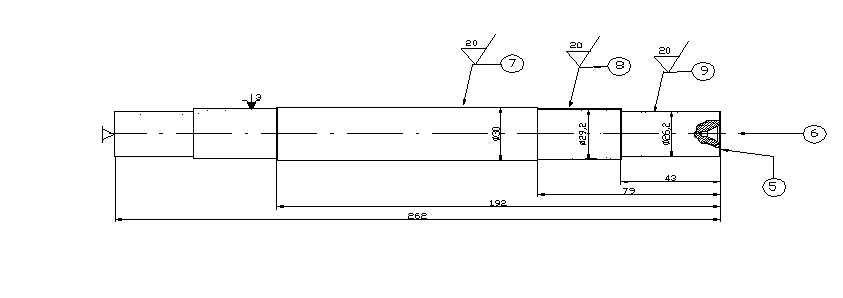
Zamocowanie II
5. Toczyć czoło zachowując wymiar 262
6. Nakiełkować B2 na długości 6
Toczyć zgrubnie ∅ 30 na długości 192
Toczyć zgrubnie ∅ 29,2 na długości 79
Toczyć zgrubnie ∅ 26,2 na długości 43
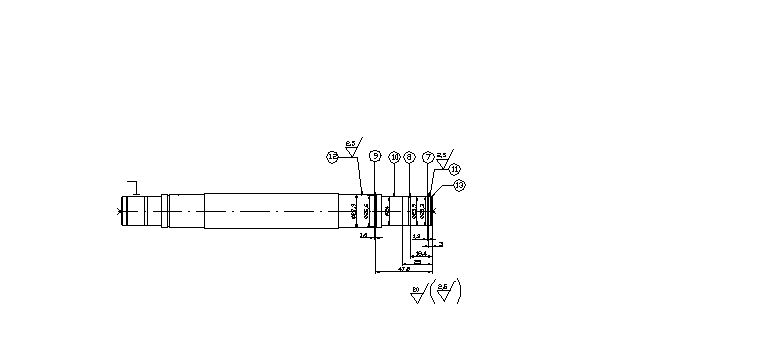
OPIS OPERACJI
SZKIC OPERACJI
Sprawdziany Narzędzia Przyrządy
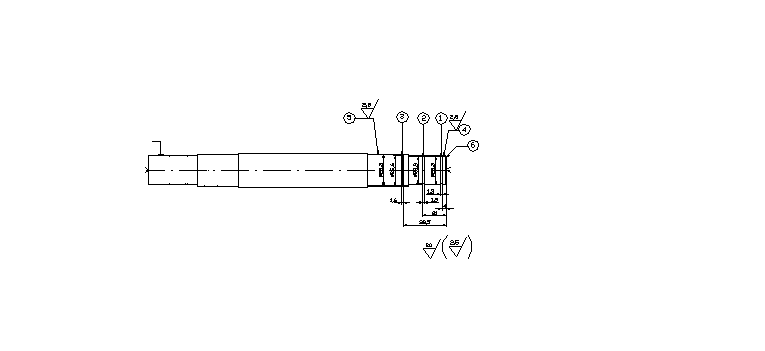
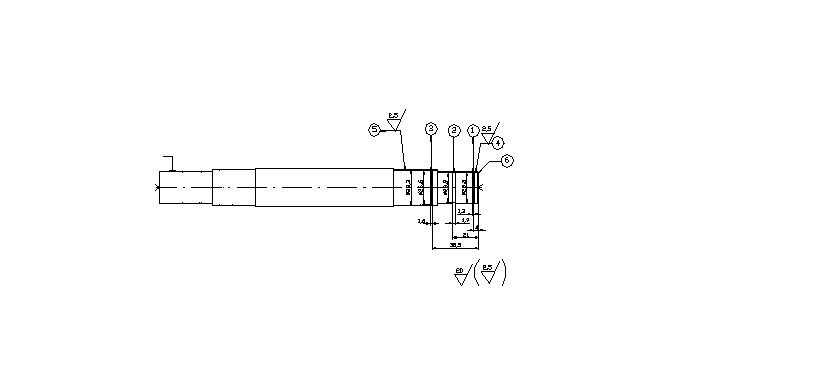
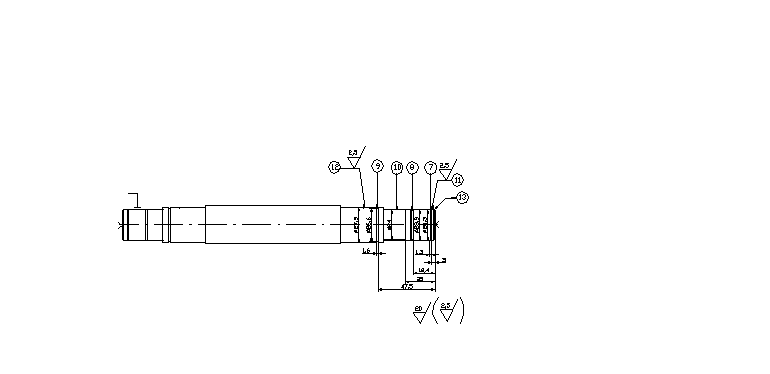
Zamocowanie I
Toczyć podcięcie ∅ 23,9 zachować wymiar 4
Toczyć podcięcie ∅ 23,9 zachować wymiar 21
Toczyć podcięcie ∅ 26,6 zachować wymiar 38
Toczyć kształtująco ∅ 25,3 - 0.1
Toczyć kształtująco ∅ 28,3 - 0.1
Załamać krawędź 1 - 45°
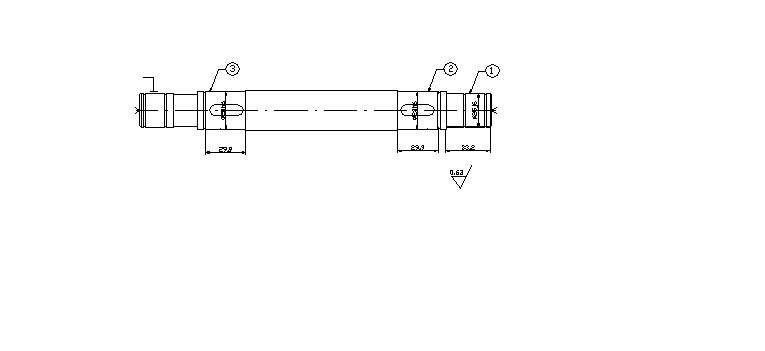
OPIS OPERACJI
SZKIC OPERACJI
Sprawdziany Narzędzia Przyrządy
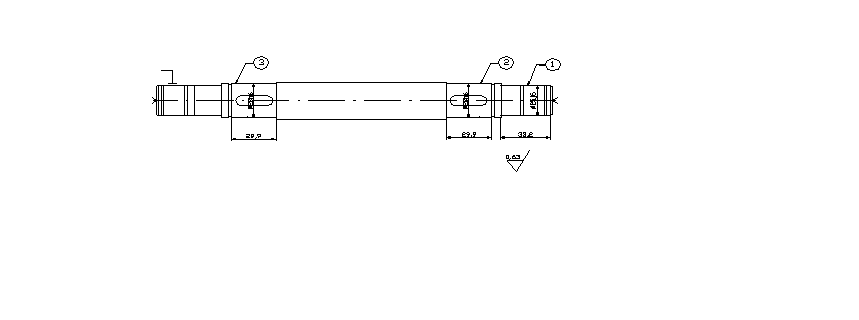
Zamocowanie II
Toczyć podcięcie ∅ 23,9 zachować wymiar 3
Toczyć podcięcie ∅ 23,9 zachować wymiar 18,4
Toczyć podcięcie ∅ 26,6 zachować wymiar 47,5
Toczyć podcięcie ∅ 24 zachować wymiar 25
Toczyć kształtująco ∅ 25,3 - 0.1
Toczyć kształtująco ∅ 28,3 - 0.1
Załamać krawędź 1 - 45°
OPIS OPERACJI
SZKIC OPERACJI
Sprawdziany Narzędzia Przyrządy
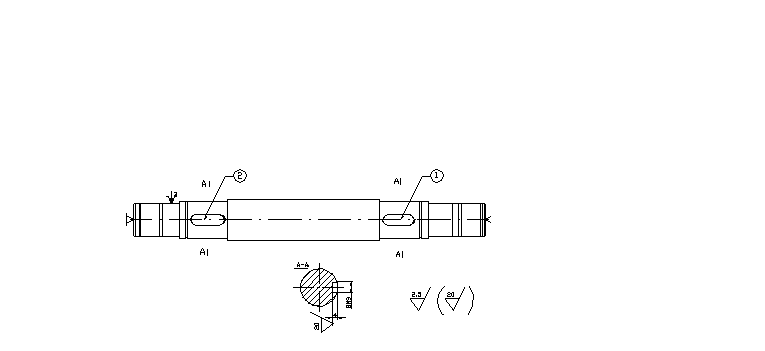
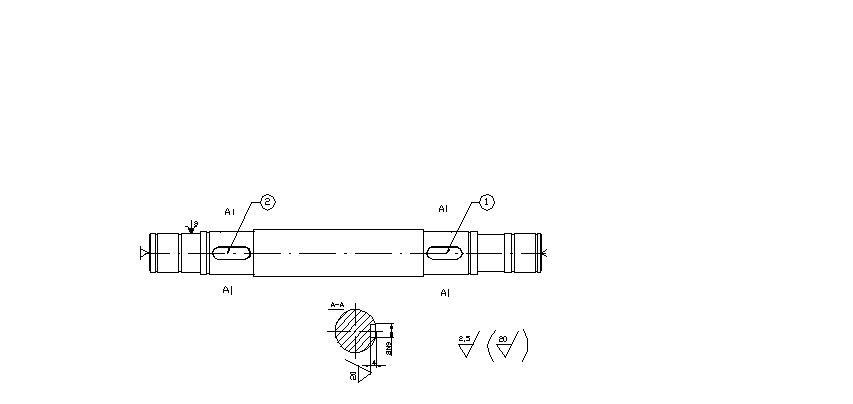
1. Frezować rowek na wpust zachowując wymiary 8x4x16
2. Frezować rowek na wpust zachowując wymiary 8x4x16
OPIS OPERACJI
SZKIC OPERACJI
Sprawdziany Narzędzia Przyrządy
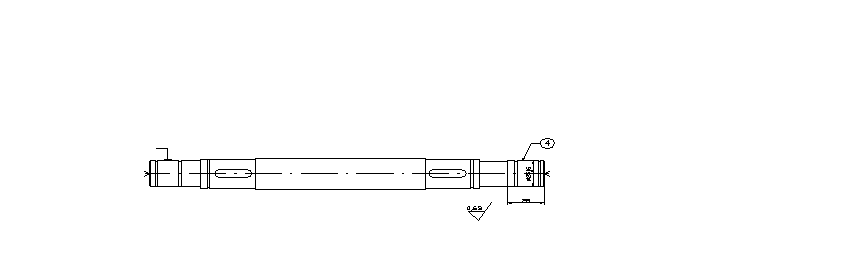
Zamocowanie I
Szlifować wykończająco ∅25j6
Szlifować wykończająco ∅28h6
Szlifować wykończająco ∅28h6
OPIS OPERACJI
SZKIC OPERACJI
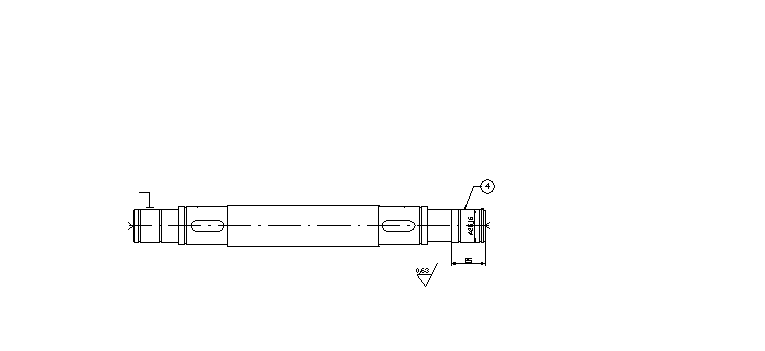
Sprawdziany Narzędzia Przyrządy
Zamocowanie II
Szlifować wykończająco ∅25j6
OPIS OPERACJI
SZKIC OPERACJI
Wyszukiwarka
Podobne podstrony:
2, TBMINS~4, Zakład Technologii Maszyn
2, TBMINS~8, Zakład Technologii Maszyn
3, STRONA~1, Zakład Technologii Maszyn
2, TBMINS~1, Zakład Technologii Maszyn
3, OBRÓBK~1, Zakład Technologii Maszyn
KARTA INSTRUKCYJNA OBROBKI2, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Se
KARTA INSTRUKCYJNA OBROBKI6, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Se
KARTA INSTRUKCYJNA OBROBKI5, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Se
KARTA INSTRUKCYJNA OBROBKI, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Sem
Karta Instrukcji obróbki cieplnej20, Politechnika Lubelska, Studia, Studia, wszystkie, Uczelnia, Te
KARTA INSTRUKCYJNA OBROBKI1, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Se
instrukcje, Technologia maszyn, 04. Materiały nieżelazne, Materiały kompozytowe
KARTA INSTRUKCYJNA OBROBKI2, POLITECHNIKA ŚLĄSKA Wydział Mechaniczny-Technologiczny - MiBM POLSL, Se
Technologia Maszyn CAD CAM
Proces technologiczny do podyktowania, TM - Technologia Maszyn, O procesie technologicznym
Str.4 - Karta technologicza zbiorcza, Politechnika Lubelska, Studia, Studia, organizacja produkcji,
więcej podobnych podstron