ĆWICZENIA A + B
Temat:
Pobieranie produktów naftowych.
Oznaczanie gęstości produktów naftowych:
-metodą piknometryczną
-metodą areometryczną
-wagi Mohra
Penetracja smarów stałych
Pomiar stężenia mieszani paliw metodą kolorymetryczną.
Pomiar dynamicznego współczynnika lepkości olejów metodą Hopplera.
Oznaczanie wskaźnika lepkości olejów.
Pomiar lepkości względnej metodą Englera.
Pomiar lepkości metodą Vogel-Ossaga.
Cel ćwiczenia:
Zapoznanie się z metodami pomiaru gęstości, oznaczania lepkości produktów naftowych, sposobami pobierania produktów naftowych oraz pomiarem stężenia roztworu i penetracją smarów stałych.
II. Oznaczenie gęstości produktów naftowych:
- metodą areometryczną
- metodą piknometryczną
- wagi Mohra
a)Metoda areometryczna
Do pomiaru cieczy tą metoda wykorzystuje się przyrządy zwane areometrami. Areometr jest to wąska rurka szklana zakończona zbiornikiem który jest wypełniony śrytem ołowianym lub rtęcią dla utrzymania równowagi.
Przed przystąpieniem do wykonania pomiaru należy badaną ciecz wlać do cylindra o średnicy nie mniejszej niż 45 cm. Wysokość cylindra powinna być taka aby zbiorniczek zanurzonego w cieczy areometru znajdował się w czasie oznaczania w odległości nie mniejszej niż 25 mm od dna. Ciecz należy wlewać do cylindra po ściankach. Temperatura cieczy powinna wynosić 20oC. Odczytu dokonuje się na poziomie górnego menisku. Za wynik ostateczny należy przyjąć średnią arytmetyczną wyników co najmniej dwóch oznaczeń nie różniących się między soba nie więcej niż 0,001 g/cm3 przy zastosowaniu areometru lub termoareometru więcej niż o 0,002 g/cm3
b) Metoda ważenia hydrostatycznego (wagi Mohra)
Podstawą pomiaru gęstości masy metodą ważenia hydrostatycznego jest pomiar siły wyporu na pływak o stałej objętości całkowicie zanurzony w badanej cieczy. Do tego celu stosuje się wagę hydrostatyczną Mohra. Przed przystąpieniem do wykonywania oznaczenia należy wagę zrównoważyć Do cylindra wlewamy wodę destylowaną o temp. 200C, wprowadzamy pływak tak aby nastąpiło całkowite jego zanurzenie. Po zrównoważeniu wagi wlewamy badaną ciecz do cylindra. Zanurzamy pływak i tak dobieramy odważniki aby zrównoważyć dźwignię. Po ustaleniu równowagi należy odczytać przybliżona wartość gęstości masy produktu ρt. W celu obliczenia gęstości rzeczywistej ρt należy kolejno napisać równania równowagi dźwigni dla pływaka w powietrzu a następnie zanurzonego w wodzie i w badanej cieczy. Po rozwiązaniu tego układu równań otrzymuje się:
ρt = (ρw20 - ρp) * ρt +ρp
gdzie :
ρw20 = 0,099023 g/cm3 - gęstość masy wody w temp 20 oC
ρp = 0,00120 g/cm3 - gęstość masy powietrza w temp 20 0C i ciśnieniu 1013,25 hPa
c) metodą piknometryczną.
Gęstość masy ρ danego ciała wyraża się stosunkiem masy m ciała do jego objętości V. Jednostką gęstości w układzie SI jest [kg/m3]. Tak zdefiniowana gęstość nosi nazwę gęstości bezwzględnej.
lp |
temp |
masa |
ρt |
ρ20 |
Δρ |
|
[oC] |
[g] |
[kg/cm3] |
[kg/cm3] |
[g/m3] |
1 |
21 |
16,9355 |
876,2 |
869,2 |
0,003724 |
2 |
31 |
16,9115 |
871,0 |
856,1 |
0,003719 |
3 |
41 |
16,8657 |
863,4 |
842,4 |
0,00371 |
4 |
51 |
16,7966 |
857,1 |
829,1 |
0,003696 |
5 |
61 |
16,7422 |
850,5 |
815,5 |
0,003685 |
Wyznaczenie stałej piknometru:
-waga piknometru pustego: m1 = 7,6043
-waga piknometru z wodą destylowaną: m2 = 17,6225
- stała piknometru m = m2 - m1 = 17,6225 - 7,6043 = 10,0182
Przykładowe obliczenia dla pierwszego pomiaru:
![]()
Dla pierwszego pomiaru: ![]()
Obliczanie błędu bezwzględnego max oznaczenia gęstości ze wzoru:
![]()
Δm1, Δm2, Δm3 = 0,02 g - to błędy masy Δm = 0,02 g
![]()
![]()
Dla pierwszego pomiaru:
![]()
![]()
Wykres ρt (t)
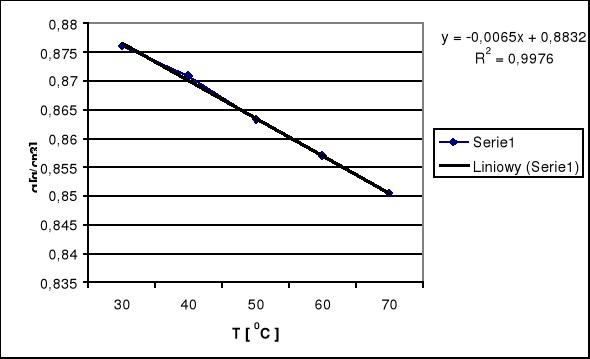
Wnioski:
Pierwszym błędem jaki może wystąpić podczas przeprowadzenia badania jest błąd wynikający z dokładności wagi. Podczas przeprowadzenia doświadczenia nie była stała temperatura otoczenia która winna wynosić 230C a wahała się w granicach 20 co również mogło wpłynąć na błędy.
III. Penetracja smarów stałych.
Penetracja smarów stałych -jest to głębokość na jaką zanurzy się stożek penetrujący o masie 150 g w temperaturze 25 0C w ciągu 5 sekund. Głębokość ta zależy od typu smaru i rodzaju zagęszczenia.
Tabela Wyników
Lp |
INDUSTRIA EP -1 |
Wartość penetracji |
ALITEN T - 1 |
Wartość penetracji |
1 |
340 |
345,5 |
350 |
356,3 |
2 |
345 |
|
355 |
|
3 |
350 |
|
353 |
|
4 |
346 |
|
355 |
|
5 |
345 |
|
360 |
|
6 |
347 |
|
365 |
|
Analiza wyników i wnioski
Wynik pomiarów dla smaru INDUSTRIA EP -1 nie różnie się więcej jak 5 mm*10-1 co oznacza, że spełniony został warunek powtarzalności pomiaru. Jednak w przypadku pomiaru 3 i 6 przekroczona została górna granica wartości odczytana z katalogu, która wynosi 345mm*10 -1
W przypadku smaru ALITEN T - 1 została zachowana powtarzalność pomiarów, aczkolwiek uzyskany wynik penetracji przekracza wartości katalogowe. Błąd pomiaru mógł być spowodowany niższą od wymaganej temperaturą pomiaru o 5 0C, jaki i błędnym czasem pomiaru do czego przyznali się prowadzący pomiar tłumacząc się trudnościami w zatrzymaniu pomiaru po 5 s, często przekraczające tę wartość.
IV. Pomiar stężenia mieszanin paliwowych metodą kolorymetryczną.
Metodę kolorymetryczną wykorzystuje prawo Lamberta zgodnie z którym wiązka światła o natężeniu Io przechodząc przez warstwę roztworu o grubości l zostaje osłabiona do wartości I opisanej wzorem:
I=Io ex - K * L
gdzie:
K- współczynnik pochłaniania, zależy od długości fali
E- stała zależna od roztworu
Wykorzystując wzór, możemy określić wartość stężęnia roztworu:
Cx = Cwz Lwz/Lx
Cx - stężenie roztworu badanego
Cwz - stężenie roztworu wzorcowego
Lx - grubość warstwy roztworu
Lwz - grubość warstwy wzorcowego
Cwz = 3,5/100 [mm2/cm3] - stężnienie roztworu wzorcowego
Tabela wyników:
Nr |
Pr badana |
Pr wzorcowa |
Cwz [mm3/mm3] |
Cx [mm3/mm3] |
1
|
34 |
11 |
0,035 |
0,011 |
|
38 |
13 |
|
0,011 |
|
21 |
3 |
|
0,004 |
2 |
41 |
12 |
|
0,10 |
|
8 |
1 |
|
0,003 |
|
38 |
13 |
|
0,011 |
3 |
41 |
16 |
|
0,013 |
|
38 |
15 |
|
0,013 |
|
34 |
10 |
|
0,010 |
4 |
30 |
9 |
|
0,010 |
|
27 |
11 |
|
0,014 |
|
37 |
11 |
|
0,010 |
5 |
36 |
15 |
|
0,014 |
|
46 |
18 |
|
0,013 |
|
35 |
15 |
|
0,014 |
6 |
31 |
17 |
|
0,019 |
|
37 |
11 |
|
0,010 |
|
37 |
14 |
|
0,013 |
7 |
24 |
10 |
|
0,014 |
|
32 |
11 |
|
0,012 |
|
35 |
16 |
|
0,015 |
8 |
3 |
0 |
|
0 |
|
29 |
11 |
|
0,013 |
|
22 |
9 |
|
0,014 |
9 |
17 |
6 |
|
0,012 |
|
38 |
14 |
|
0,012 |
|
24 |
10 |
|
0,014 |
Przykład obliczeń:
![]()
[mm3/mm3]
Wnioski:
Otrzymane wyniki nadają się do oceny ilościowej ze względu na przybliżone wartości wyników z których średnia wynosi ok. Cx = 0,013 [mm3/mm3]. Wahania pomiędzy wynikami badań poszczególnych osób były niewielkie, wykazując kilka skrajnych wartości, które mogły powstać przez nieprawidłowe odczytanie wartości z podziałki.
V. Pomiar dynamicznego współczynnika lepkości olejów metodą Hopplera.
Lepkość to jeden z najważniejszych parametrów charakteryzujących przydatność płynu do spełnienia roli środka smarowego.
Dynamiczny współczynnik lepkości jest wprost proporcjonalny do siły tarcia i odległości warstewek płynu, zaś odwrotnie proporcjonalny do pola powierzchni i różnicy prędkości sąsiednich warstewek płynu. Posługując się wiskozymetrem Hopplera lepkość oblicza się ze wzoru:
t= śr*K (ρk-ρc) [m*Pa*s]
gdzie:
śr - średni czas opadania kuli w s.
K - stała kuli w [mPa].
ρk - gęstość kulki [g/cm3].
ρc - gęstość cieczy w temperaturze pomiaru w [g/cm3].
Ciecz: Olej silnikowy lotos
SG/CD SAE 15W/40
Stała kuli K = 0,1441
gęstość kuli ρk = 8,086
Tabel wyników pomiarów i obliczeń
Nr pomiaru |
Temperatura cieczy |
Czas opadania kuli |
Gęstość cieczy |
Współczynnik lepkości |
Stopnie Englera z tablic |
Stopnie Englera ze wzoru |
||||
|
|
|
|
dynamiczny |
kinematyczny |
|
|
|||
|
t |
tśr |
|
śr |
ρc |
t |
t |
[0E] |
[0E] |
|
|
[0C] |
[0C] |
[s] |
[s] |
[g/cm3] |
[mPa s] |
[mm2/s] |
|
|
|
I |
30,0 |
29,7 |
174,0 |
172,8 |
0,8762 |
179,5447 |
205,0744 |
26,3 |
26,9 |
|
|
29,5 |
|
171,8 |
|
|
|
|
|
|
|
|
29,5 |
|
172,5 |
|
|
|
|
|
|
|
II |
39,7 |
39,6 |
103,2 |
103,3 |
0,8710 |
107,4351 |
123,6905 |
13,2 |
16,3 |
|
|
39,5 |
|
102,2 |
|
|
|
|
|
|
|
|
39,5 |
|
104,6 |
|
|
|
|
|
|
|
III |
49,5 |
49,2 |
67,5 |
66,7 |
0,8634 |
69,4346 |
80,5637 |
10,5 |
10,6 |
|
|
49,0 |
|
66,5 |
|
|
|
|
|
|
|
|
49,0 |
|
66,1 |
|
|
|
|
|
|
|
IV |
50,0 |
50,2 |
63,7 |
63,4 |
0,8858 |
65,9945 |
76,2237 |
10,5 |
10,0 |
|
|
50,0 |
|
63,5 |
|
|
|
|
|
|
|
|
50,5 |
|
63,1 |
|
|
|
|
|
|
|
V |
59,5 |
59,7 |
43,4 |
43,4 |
0,8585 |
45,2316 |
52,6868 |
6,61 |
6,96 |
|
|
59,5 |
|
43,3 |
|
|
|
|
|
|
|
|
60,0 |
|
43,6 |
|
|
|
|
|
|
|
VI |
70,0 |
70,2 |
31,0 |
30,6 |
0,8545 |
31,9182 |
37,3531 |
5,33 |
4,96 |
|
|
70,5 |
|
30,5 |
|
|
|
|
|
|
|
|
70,0 |
|
30,4 |
|
|
|
|
|
|
|
Przykłady obliczeń
1. Obliczenie dynamicznego współczynnika lepkości przeprowadza się podstawiając odpowiednie wartości do wzoru (1). Dla pierwszego pomiaru:
t= 172,8*0,1441*(8,086 - 0,8762) = 179,5283 [mPa s]
2. Obliczenie dynamicznego współczynnika lepkości.
Ponieważ duże znaczenie w warunkach praktycznych ma gęstość badanego produktu i jego lepkość, toteż wyznacza się kinematyczny współczynnik lepkości, który łączy obydwie cechy w sposób następujący:
t = t / ρc [mm2/s]
Przykład obliczeń dla pierwszego pomiaru:
t = t / ρc = 179,5283 / 0,8762 = 204,9021 [mm2/s]
3. Przeliczenie kinematycznego współczynnika lepkości na stopnie Englera. Przeliczenia dokonuje się za pomocą wzoru :
0E = t / 7,6 [0E]
Przykładowe obliczenie dla pomiaru pierwszego:
0E = t / 7,6 = 205,0744/ 7,6 = 26,9 [0E]
Błąd lepkości określimy tylko na podstawie odchyleń czasu opadania kulki, ponieważ nie można ustalić błędu pomiaru gęstości opierając się o jeden jej pomiar.
![]()
![]()
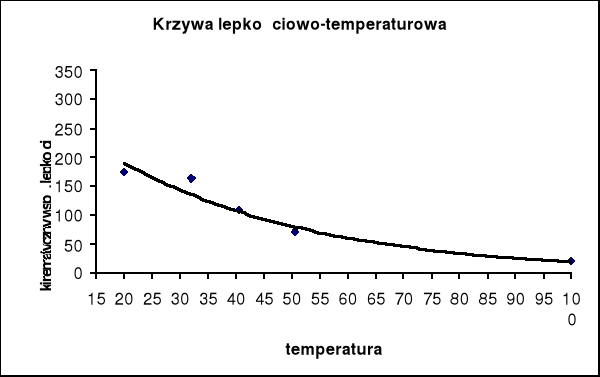
Z wykresu odczytujemy wartość ηt dla t=98,89˚C i t=37,78˚C, potrzebną do obliczenia kinematycznego wskaźnika lepkości, którą wykorzystamy do obliczenia wskaźnika lepkości.
Z wykresu ηt=20 mPa·s, natomiast gęstość oleju w tej temp. wynosi ςc=0,88082g/cm3
Czyli:
![]()
![]()
Obliczenie wskaźnika lepkości
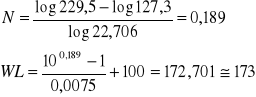
Wskaźnik lepkości badanego oleju obliczamy z wzoru ( PN-79/C-04013)
![]()
gdzie
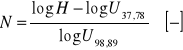
Wartości U37,78 i U98,89 są wartościami współ. lepkości kinematycznej badanego oleju w 37,78 i 98,89ºC
Dla wartości U98,89[mm2/s], odczytujemy wartość H z podanej wyżej polskiej normy( PN-79/C-04013)
Tak więc w naszym przypadku U98,89=22,706 mm2/s, w związku z tym H=229,5 mm2/s
Czyli
Na podstawie przeprowadzonych badań można stwierdzić o liniowym przebiegu zmiany lepkości od temperatury. Świadczy to o poprawnie wykonanych pomiarach, na które składało się odpowiednie przygotowanie lepkościomierza, doboru kulki i starannym przeprowadzeniu ćwiczenia laboratoryjnego.
Wnioski:
W czasie przeprowadzania ćwiczenia wyznaczaliśmy współczynnik lepkości dynamiczny metodą Höpplera. Próbie poddaliśmy olej LOTOS . Można zauważyć, że wraz ze wzrostem temperatury czas opadania kulki zmniejsza się. Świadczy to o tym, że zmniejsza się gęstość cieczy, a co za tym idzie także dynamiczny współczynnik lepkości.
VII. Pomiar lepkości względnej metodą Englera.
W praktyce stosowane są również jednostki nie związane ze układem metrycznym. Są to tak zwane jednostki lepkości względnej zależne od własności stosownych przyrządów i przyjętych metod oznaczania. Jedną z takich jednostek są stopnie Englera [0E]. Określa się je jako stosunek czasu wypływu z kapilary lepkościomierza Englera 200 cm3 badanej cieczy przy ustalonej dowolnie temperaturze pomiaru do czasu wypływu 200 cm3 wody destylowanej w temperaturze 20 0C. Lepkość względną w temperaturze pomiaru można obliczyć w 0E z zależności :
Et = / K [0E]
czas wypływu badanego produktu w temperaturze pomiaru w sekundach,
K - stała lepkościomierza w sekundach.
Tabela wyników
Ilość cieczy |
Czas wypływu |
Stała przyrządu |
Et |
Temperatura pomiaru |
[cm3] |
[ s ] |
[ s ] |
[0E] |
[ 0C ] |
100 |
211 |
57,1 |
8,77 |
51 |
200 |
501 |
|
|
|
czas wypływu 100 cm3oleju = 3,31[min] =211 [sek]
Et = τ / K = 211*2,329 / 57,1 = 8,77 °E =69 [mm2/sek]
2,329 - jest to stała przez którą należy pomnożyć dla 100 cm3
czas wypływu 200 cm3oleju = 7,47[min] = 501[sek]
Et = τ / K = 501 / 57,1 = 8,17°E =6,4[mm2/sek]
Wyznaczamy czas wypływu cieczy dla 200 cm3, znając czas wypływu dla 100 cm3: τ200 = 211 * 2,329 = 501[s]
Porównanie czasu zmierzonego i obliczonego wypływu cieczy:
obliczony: τ = 501[s]
zmierzony: τ = 467 [s]
Wnioski.
Duży wpływ na otrzymane wyniki, na błąd pomiaru jest kroplenie oleju, jak również temperatura łaźni w czasie oznaczenia lepkości powinna być stała.
Przedmiotem badania był olej „LOTOS”. Zasada pomiarui lepkościomierzem Englera, polega na pomiarze czasu wypływu 200 cm3 badanego produktu w danej temperaturze i czasu wypływu takiej samej ilości wody destylowanej w temperaturze 20 °C w warunkach określonych przez normę i obliczeniu wartości względnej w°E. Otrzymane wyniki są obarczone pewnym błędem, gdyż mógł być źle przeprowadzony pomiar czasu wypływu oleju z kapilary. Błąd mógł również wynikać z tego, że temp oleju nie osiągnęła dokładnie takich wartości jak była wymagana. Oceniając wyniki które różnią się między sobą na wartość których miała wpływ temp w jakiej wykonany został pomiar nie możemy stwierdzić, czy można stosować tylko pomiar dla 100 cm3 i mnożyć go przez 2,329 ( wg PN-77 / C-04014 ). Jeżeli pomiar byłby wykonany poprawnie, to prawdopodobnie można byłoby zastosować się do tej reguły, co znacznie skróciłoby czas trwania pomiaru.
Dopuszczalne różnice między pomiarami przedstawiona poniżej:
Lepkość względna [0C] |
Temperatura pomiaru [0C] |
Powtarzalność % od średniej arytmetycznej wyników |
Odtwarzalność % od średniej arytmetycznej wyników |
Dla wszystkich wartości |
15 - 50 |
2 |
4 |
|
Powyżej 50 |
4 |
8 |
VIII. Pomiar lepkości metodą Vogel-Ossaga
Przystępując do wykonania oznaczenia lepkościomierz należy oczyścić i osuszyć. Badaną ciecz należy przesączyć przez sito 200µm lub 250µm i w razie potrzeby odwodnić lub podgrzać. Następnie zbiorniczek należy napełnić badaną cieczą i przykręcić pokrywę z umocowaną kapilarą. Do kapilary wciąga się za pomocą pompki nieco cieczy i dokręca pokrywę. Zbiorniczek umieszcza się w termostacie. Należy umieszczając wodę zrównać temperatury. Po tym okresie należy wciągnąć badaną ciecz do kapilary. Następnie mierzy się sekundomierzem czas w jakim spływa ciecz.
Kinematyczny współczynnik lepkości w temperaturze pomiaru oblicza się ze wzoru:
Vt = K * T [mm2/s]
gdzie:
K - stała kapilary w mm2/s2
T - czas wypływu w sekundach
Do obliczenia lepkości konieczna jest znajomość stałej kapilary, którą uzyskuje się poprzez wzorcowanie w temperaturze pomiaru przy uzyciu cieczy wzorcowej o znanej lepkości.
Wyszukiwarka
Podobne podstrony:
3 PROJEKT E-31, ZUT-Energetyka-inżynier, VI Semestr, Gospodarka odpadami, Odpady Energetyczne
4 PROJEKT E-31, ZUT-Energetyka-inżynier, VI Semestr, Gospodarka odpadami, Odpady Energetyczne
2 PROJEKT E-31, ZUT-Energetyka-inżynier, VI Semestr, Gospodarka odpadami, Odpady Energetyczne
1 PROJEKT E-31, ZUT-Energetyka-inżynier, VI Semestr, Gospodarka odpadami, Odpady Energetyczne
GO wykłady, ZUT-Energetyka-inżynier, VI Semestr, Gospodarka odpadami, Wykład
Projekt nr 3 - energetyczne wykorzystanie odpadów, ZUT-Energetyka-inżynier, VI Semestr, Gospodarka o
TEMATY PRAC 2012-13 E-31, ZUT-Energetyka-inżynier, VI Semestr, Gospodarka odpadami, Odpady Energetyc
oze geo i pc, ZUT-Energetyka-inżynier, VI Semestr, Odnawialne źródła energii, Wykład
2-1, PWR, Inżynieria Środowiska, semestr 2, materiałoznawstwo
sprawozdaniae 5, Prywatne, Uczelnia, Budownictwo, II Semestr, Materiały Budowlane, matbud, sprawozda
3-3, PWR, Inżynieria Środowiska, semestr 2, materiałoznawstwo
Ściąga ekologia, WNoŻ, Studia inżynierskie, VI semestr, Ekologia
sprawozdanie nr 2, Zarządzanie i inżynieria produkcji, Semestr 6, Zarządzanie produkcją i usługami,
mat bud, Inzynieria Ladowa, Semestr 3, Materialy Budowlane II, sprawka do wszystkiego, Sprawko - Zap
Ściąga ekologia, WNoŻ, Studia inżynierskie, VI semestr, Ekologia
Materiały na kolos 08.05.2007, Zarządzanie i inżynieria produkcji, Semestr 2, Materiałoznawstwo, Mat
Sprawozdanie - Metale niezelazne i ich stopy, I Semestr - Materialoznawstwo - sprawozdania
więcej podobnych podstron