PIERWIASTKI STOPOWE
Pierwiastki stopowe - pierwiastki wprowadzane do stali celowo w ilości przekraczającej minimalne stężenie, przy którym nie stwierdza się wpływu pierwiastka na strukturę i własności stali. Stal zawierającą dodatki stopowe nazywamy stalą stopową.
Dodatki stopowe są wprowadzane do stali w celu:
spowodowania określonych zmian strukturalnych,
zwiększenia własności wytrzymałościowych i polepszenia niektórych własności chemicznych lub fizycznych (żaroodporność, żarowytrzymałość, odporność chemiczna, określona rozszerzalność cieplna, własności magnetyczne),
polepszenia efektywności i ułatwienia obróbki cieplnej (uzyskanie określonej hartowności, opóźnienie procesów odpuszczania).
Pierwiastki stopowe i ich wpływ na własności stali:
nikiel (Ni) - rozpuszczalność: w α ok. 10%, w γ - nieograniczona; austenitotwórczy, nie tworzy węglików, opóźnia początek przemiany austenitu przechłodzonego; obniża temp. Ms; sprzyja grafityzacji, hamuje rozrost ziarn austenitu, utrudnia przegrzanie; powoduje wzrost Rm i HB oraz własności plastycznych; powoduje wzrost ilości austenitu szczątkowego oraz hartowności (zwł. w obecności Co i Mo); tworzy siarczek niklu o temp. topnienia 6450C; powoduje kruchość przy przeróbce plastycznej na gorąco; występuje w stalach odpornych na korozję, żarowytrzymałych, o specjalnych własnościach magnetycznych, elektrycznych i cieplnych;
mangan (Mn) - rozpuszczalność: w α ok. kilku %, w γ - nieograniczona; występuje w ilości powyżej 0,8% (tani - wypiera Ni); austenitotwórczy; nie tworzy węglików, opóźnia początek przemiany austenitu przechłodzonego; obniża temp. Ms; powoduje wzrost Rm i HB ferrytu i perlitu; powoduje wzrost odporności na ścieranie oraz obniża udarność i własności plastyczne; powoduje skłonność stali do gruboziarnistości (wrażliwość na przegrzanie); podwyższa hartowność i ilość austenitu szczątkowego; stale z Mn są skłonne do wykazywania kruchości odpuszczania; stal o zawartości 13% Mn - odporna na scieranie - stal Hadfielda (11G12);
kobalt (Co) - austenitotwórczy; nie tworzy węglików, przyśpiesza początek przemiany austenitu przechłodzonego; podwyższa temp. Ms; zwiększa twardość, wytrzymałość i granicę plastyczności; zmniejsza wydłużenie, przewężenie i udarność; zwiększa żarowytrzymałość;
chrom (Cr) - ferrytotwórczy; obniża temp. Ms; zwiększa Rm i HB; obniża wlasności plastyczne; 12-25% - stale odporne na korozję, żaroodporne, odporne na zużycie (Cr tworzy węgliki); składnik stali i stopów magnetycznie twardych oraz o specjalnych własnościach elektrycznych (stale oporowe);
molibden (Mo) - ferrytotwórczy; tworzy węgliki; obniża temp. Ms; zwiększa twardość, wytrzymałość, granicę plastyczności i udarność; zmniejsza wydłużenie i przewężenie; zmniejsza podatność na obróbkę plastyczną i skrawalność;
wolfram (W) - tworzy węgliki; obniża temp. Ms; zwiększa twardość, wytrzymałość i granicę plastyczności; zmniejsza wydłużenie i przewężenie; zmniejsza podatność na obróbkę plastyczną;
wanad (V) - tworzy węgliki; obniża temp. Ms; zwiększa twardość, wytrzymałość i granicę plastyczności; zwiększa udarność; zwiększa podatność na obróbkę plastyczną;
tytan (Ti);
niob i tantal (Nb i Ta);
krzem (Si) - opóźnia początek przemiany austenitu przechłodzonego; nie wpływa na temp Ms; zwiększa twardość, wytrzymałość i granicę plastyczności; zmniejsza wydłużenie i udarność; zmniejsza podatność na obróbkę plastyczną; stale sprężynowe;
miedź (Cu) - opóźnia początek przemiany austenitu przechłodzonego; obniża temp. Ms; zwiększa twardość, wytrzymałość i granicę plastyczności; zmniejsza podatność na obróbkę plastyczną; zwiększa żarowytrzymałość; zwiększa odporność na korozję;
bor (B);
azot (N);
aluminium (Al) - zmniejsza przewężenie i udarność; zwiększa odporność na korozję; podwyższa temp. Ms; opóźnia początek przemiany austenitu przechłodzonego;
Pierwiastki austenitotwórcze (Co, Mn, Ni) - powodują rozszerzenie obszaru występowania roztworu stałego γ. Dodane w niewielkiej ilości, w zależności od stężenia węgla zapewniają strukturę podeutektoidalną, eutektoidalną lub nadeutektoidalną. Zwiększenie stężenia pierwiastka austenitotwórczego powoduje wystąpienie struktury półaustenitycznej, stanowiącej mieszaninę austenitu i ferrytu. Duże stężenie dodatku austenitotwórczego zapewnia strukturę austenityczną. Przy dużych tężeniach węgla, bez względu na stężenie dodatków austenitotwórczych, stal ma strukturę ledeburytyczną.
Pierwiastki ferrytotwórcze (Cr, V, Al., Si, Ti, Mo, P) - ograniczają w stopach żelaza obszar występowania roztworu stałego γ. Stale wykazują struktury podeutektoidalną, eutektoidalną lub nadeutektoialną przy małym stężeniu tych pierwiastków, a przy większych stężeniach - półferrytyczną lub ferrytyczną. Przy dużych stężeniach węgla, bez względu na stężenie dodatków ferrytotwórczych, stal ma strukturę ledeburytyczną
Dodatki stopowe rozpuszczające się w żelazie wpływają na zmianę temperatury przemian alotropowych A3 i A4:
Cr, Mn, Ni, Cu, C, N - obniżają A3;
Mn, Ni, Cu, C, N, Co - podwyższają A4;
Ti, Mo, Si, W, Cr - podwyższają A1,2;
Mn, Ni - obniżają A1,3.
Pierwiastki węglikotwórcze (Cr, W, Mo, V, Ti) - ich wpływ na przemiany austenitu przechłodzonego zależy od stopnia rozpuszczenia węglików w fazie γ podczas austenityzowania. Stabilność austenitu podczas chłodzenia zwiększa się wraz ze wzrostem stężenia pierwiastków węglikotwórczych rozpuszczonych w tej fazie. Krzywe CTP ulegają przesunięciu do dłuższych czasów.
Hartowność stali. Pierwiastki stopowe powodują zmniejszenie krytycznej szybkości chłodzenia i zwiększenie hartowności. Większa hartowność stali stopowych umożliwia stosowanie w czasie hartowania powolniejszego chłodzenia, np. w oleju lub w powietrzu, co sprzyja zmniejszeniu naprężeń hartowniczych.
WŁASNOŚCI MECHANICZNE MATERIAŁÓW KONSTRUKCYJNYCH
Do własności mechanicznych materiałów konstrukcyjnych zaliczamy:
Rm - wytrzymałość na rozciąganie,
Re - granica plastyczności,
R0,2 - umowna granica plastyczności,
Rsp - granica sprężystości,
E - moduł Younga.
Własności plastyczne:
A - wydłużenie,
Z - przewężenie.
Wytrzymałość na rozciąganie jest to naprężenie normalne w próbce obliczone jako stosunek największej siły rozciągającej Fm, uzyskanej podczas przeprowadzania próby, do pola powierzchni przekroju początkowego próbki S0:
![]()
Granica plastyczności jest to naprężenie rozciągające w próbce, przy osiągnięciu którego następuje wyraźny wzrost jej wydłużenia przy ustalonej lub nieco zmniejszonej sile rozciągającej:
![]()
Umowna granica plastyczności jest to naprężenie powodujące w próbce umowne wydłużenie trwałe x. Wartość tego wydłużenia podaje się w indeksie (zwykle x=0,2%):

![]()
Lx - wydłużenie bezwzględne (przyrost) odpowiadające założonemu umownemu wydłużeniu trwałemu x, np. x=0,2%.
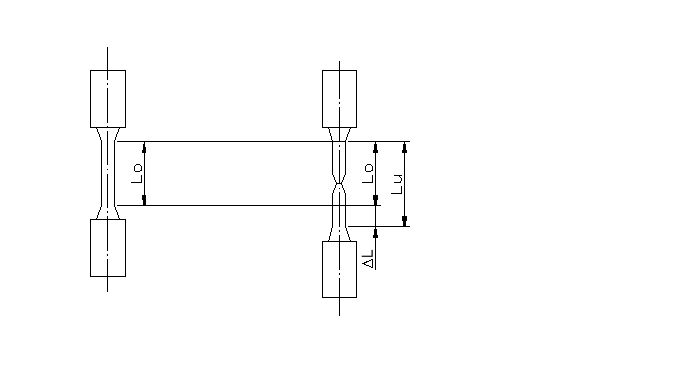
Wydłużenie jest stosunkiem trwałego wydłużenia bezpośredniego próbki po rozerwaniu ΔL do długości pomiarowej L0, wyrażonym w procentach:
![]()
Oznaczenia:
A:

; S0 - przekrój początkowy próbki;A5:

; d0 - średnica początkowa próbki.
A10:

.
Wydłużenie równomierne Ar, niezależne od długości pomiarowej próbki i mierzone poza obszarem wpływu przewężenia:
![]()
d0 - średnica początkowa próbki;
dr - średnica próbki zmierzona po zerwaniu na dłuższej części próbki, wpołowie odległości między miejscem zerwania i końcem długości pomiarowej.
Przewężenie to stosunek zmniejszonego pola powierzchni przekroju poprzecznego próbki w miejscu zerwania do pola powierzchni jej przekroju początkowego, wyrażony w procentach:
![]()
Statyczna próba rozciągania
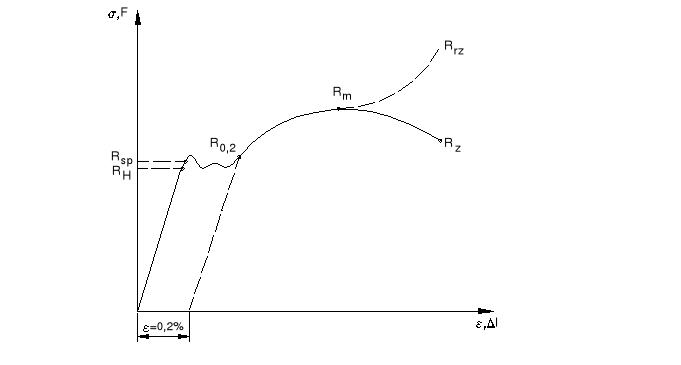
![]()
- dobroć mechaniczna (ok. 0,6 dla stali węglowych, ok. 0,95 dla stali ulepszonych cieplnie)
Wytrzymałosć zmęczeniowa: Rz=(0,35-0,6)Rm - nie zależy od granicy plastyczności.
Udarność jest stosunkiem pracy łamania K[J] zużytej na złamanie próbki do pola powierzchni jej przekroju poprzecznego w miejscu złamania S0[cm2]:
![]()
.
Udarność oznacza się odpowiednio KCU lub KCV w zależności od kształtu karbu na próbce.
Twardość
Próby twardości:
statyczne,
dynamiczne,
próby zarysowania,
próby twardości, o której decyduje ścieralność materiału.
Statyczne próby twardości:
Brinella (HB, dla materiałów niestopowych i niskostopowych: Rm=k*HB, k=0,34-0,36 ),
Vickersa (HV),
Rockwella (HRA, HRB, HRC, HRF).
Przy zastosowaniu metod statycznych twardość można określić jako miarę odporności materiału na odkształcenie trwałe, powstające w wyniku wciskania wgłębnika.
Dynamiczne metody pomiaru twardości:
młotkiem Poldiego,
metoda Shore'a.
OBRÓBKA CIEPLNA STALI
Obróbka cieplna jest dziedziną technologii obejmującą zespół zabiegów wywołujących polepszenie własności mechanicznych i fizyczno-chemicznych metali i stopów, powodowane zmianami struktury w stanie stałym w wyniku zmian temperatury, czasu oraz działania ośrodka.
Można wyróżnić następujące rodzaje obróbki cieplnej:
obróbkę cieplną zwykłą,
obróbkę cieplno-chemiczną,
obróbkę cieplno-mechaniczną (cieplno-plastyczną),
obróbkę cieplno-magnetyczną.
Obróbka cieplna zwykła:
wyżarzanie,
hartowanie i odpuszczanie,
przesycanie i starzenie.
Operacje obróbki cieplnej stali
Operacja obróbki cieplnej jest częścią procesu technologicznego, wykonywaną w sposób ciągły, przeważnie na jednym stanowisku roboczym. Częściami obróbki cieplnej są zabiegi obróbki cieplnej:
nagrzewanie,
wygrzewanie,
chłodzenie.
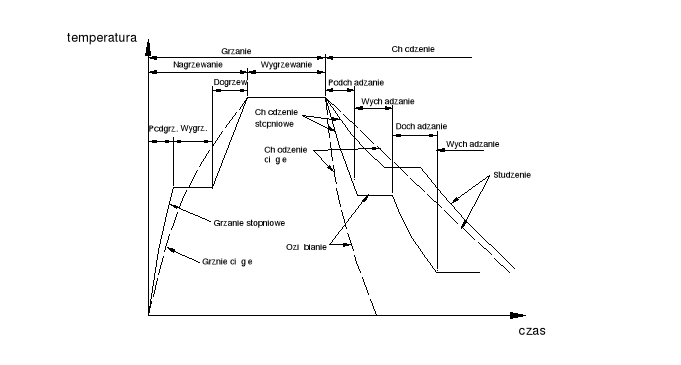
Zabiegi obróbki cieplnej
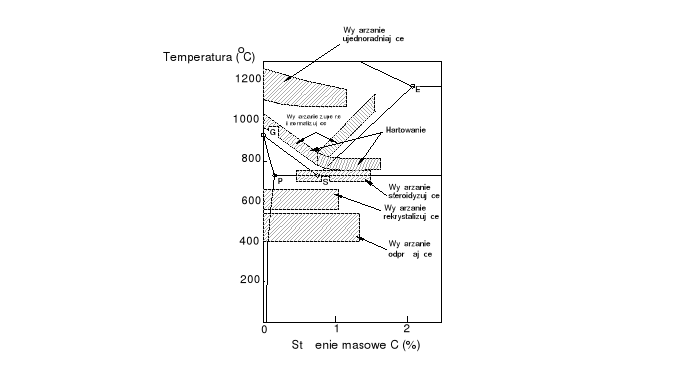
Wyżarzanie to operacja zwykłej obróbki cieplnej polegająca na nagrzaniu stali do określonej temperatury, wygrzaniu w tej temperaturze i studzeniu w celu uzyskania struktur zbliżonych do stanu równowagi. Wyróżniamy:
wyżarzanie ujednoradniające - polega na nagrzaniu stali do temperatury 1050-12000C o ok. 100-2000C niższej od temperatury solidusu, wygrzewaniu długotrwałym w tym zakresie temperatury i następnym studzeniu. Celem tej operacji, stosowanej głównie dla wlewków stalowych, jest ograniczenie niejednorodności składu chemicznego spowodowanej mikrosegregacją, a w części także likwacją.
wyżarzanie rekrystalizujące - polega na nagrzaniu metalu uprzednio odkształconego plastycznie na zimno do temperatury wyższej od temperatury rekrystalizacji, wygrzaniu w tej temperaturze i chłodzeniu z dowolną szybkością. Wyżarzanie rekrystalizujące, często stosowane jako międzyoperacyjne podczas walcowania lub ciągnienia metali na zimno, usuwa umocnienie zgniotowe, powodując zmniejszenie twardości i wytrzymałości oraz zwiększenie ciągliwości metalu, co umożliwia dalszą obróbkę plastyczną na zimno.
wyżarzanie odprężające - polega na nagrzaniu stali do temperatury niższej od Ac1, wygrzaniu w tej temperaturze i następnym powolnym studzeniu. Celem tej operacji jest usunięcie naprężeń odpowiednio odlewniczych, spawalniczych, cieplnych oraz spowodowanych obróbką plastyczną. Odprężanie samorzutne - sezonowanie - zachodzi w temperaturze pokojowej w czasie kilku lub kilkunastu miesięcy, a nawet kilku lat.
wyżarzanie normalizujące - polega na nagrzaniu stali do temperatury o 30-500C wyższej od Ac3, wygrzaniu w tej temperaturze i następnym studzeniu w spokojnym powietrzu. Operacja ta ma na celu uzyskanie jednorodnej struktury drobnoziarnistej, a przez to polepszenie własności mechanicznych stali. Jest stosowana do stali niestopowych konstrukcyjnych i staliwa - często przed dalszą obróbką cieplną - w celu ujednolicenia struktury.
wyżarzanie zupełne - stosowane dla stali stopowych, polega na nagrzaniu stali do temperatury o 30-500C wyższej od Ac3, Accm, wygrzaniu w tej temperaturze i następnym bardzo wolnym chłodzeniu, np. z piecem, w zakresie temperatury między Ac3 i Accm a Ac1. Dalsze studzenie może odbywać się w powietrzu.
wyżarzanie izotermiczne - odmiana wyżarzania zupełnego - polega na nagrzaniu stali do temperatury o 30-500C wyższej od Ac1, wygrzaniu w tej temperaturze, szybki chłodzeniu do temperatury nieco niższej od Ac1, wytrzymaniu izotermicznym w tej temperaturze aż do zakończenia przemiany perlitycznej i następnym chłodzeniu w powietrzu. Wyżarzanie izotermiczne stosowane jest w przypadku obróbki cieplnej stali stopowych, które po wyżarzaniu zupełnym wykazują zbyt dużą twardość.
wyżarzanie sferoidyzujące - zmiękczanie - polega na nagrzaniu stali do temperatury zbliżonej do Ac1, wygrzaniu w tej temperaturze, bardzo wolnym chłodzeniu do temperatury ok. 6000C i następnie dowolnym chłodzeniudo temperatury otoczenia. W wyniku tej operacji strukturę stali stanowi cementyt kulkowy - sferoidyt - w osnowie ferrytu. Struktura taka zapewnia niewielką twardość, dobrą skrawalność oraz dobrą podatność na pdkształcenie plastyczne w czasie obróbki plastycznej na zimno. Jest także prawidłową strukturą stali nadeutektoidalnych przed następnym hartowaniem.
Hartowanie:
martenzytyczne - polega na nagrzaniu stali do temperatury austenityzowania, wygrzaniu w tej temperaturze i oziębieniu z szybkością większą od krytycznej w celu uzyskania struktury martenzytycznej.
bainityczne - stosuje się chłodzenie z szybkością mniejszą od krytycznej lub z wygrzewaniem izotermicznym w warunkach zapewniających przebieg przemiany bainitycznej.
Odpuszczanie polega na nagrzaniu stali zahartowanej do temperatury niższej od Ac1, wygrzaniu w tej temperaturze i ochłodzeniu do temperatury pokojowej. Odpuszczanie może być:
niskie - temp. 150-2000C - stosowane głównie dla narzędzi, sprężyn, sprawdzianów. Celem tej operacji jest usunięcie naprężeń hartowniczych z zachowaniem dużej twardości, wytrzymałości i odporności na ścieranie.
średnie - temp. 250-5000C - stosowane do sprężyn, resorów, matryc, i innych części maszyn. Twardość ulega niewielkiemu zmniejszeniu, zostają zachowane duża wytrzymałość i sprężystość.
wysokie - temp. pow. 5000C i niższa od Ac1 - ma na celu osiągnięcie możliwie dobrych własności plastycznych stali. Stosowane dla elementów maszyn, od których wymagana jest wysoka granica plastyczności Re.
Utwardzanie cieplne - wykonane łącznie hartowanie i niskie odpuszczanie.
Ulepszanie cieplne - hartowanie i wysokie odpuszczanie. Miarą ulepszania cieplnego jest stosunek Re:Rm.
Naprężenia własne i wywołane przez nie odkształcenia ze względu na przyczyny podzielić można na:
naprężenia cieplne, powodowane nierównomiernymi dylatacyjnymi zmianami wymiarów w wyniku gradientu temperatury podczas grzania i chłodzenia,
naprężenia strukturalne, wywoływane przemianami fazowymi i związanymi z tym zmianami objętości właściwej faz.
Przemiany w stali podczas chłodzenia
W stali nagrzanej do temperatury austenityzowania, podczas wolnego chłodzenia zachodzą przemiany zgodnie z wykresem żelazo cementyt. Znacznie większe szybkości chłodzenia stosowane w praktyce powodują przesunięcie przemian do niższej temperatury. W czasie chłodzenia austenitu, w zależności od szybkości chłodzenia i temperatury, mogą zachodzić przemiany:
martenzytyczna
bainityczna
perlityczna
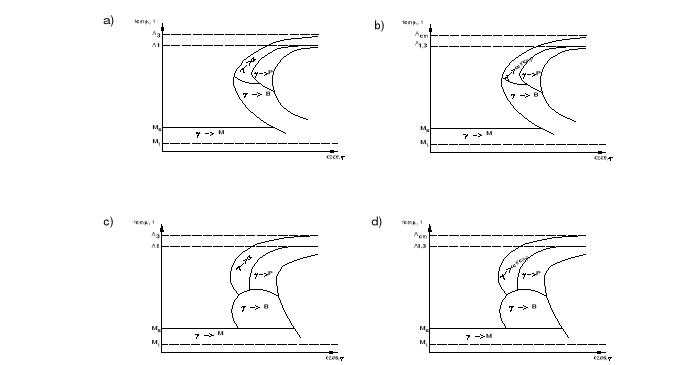
Wykresy przemian: a) CTPi dla stali podeutektoidalnej, b) CTPi dla stali nadeutektoidalnej,
c) CTPc dla stali podeutektoidalnej, d) CTPc dla stali nadeutektoidalnej.
Przemiana martenzytyczna jest przemianą bezdyfuzyjną i zachodzi przy duży przechłodzeniu austenitu do temperatury MS, początku tej przemiany, przy chłodzeniu z szybkością większą od krytycznej vk. W wyniku tej przemiany powstaje martenzyt, czyli przesycony roztwór węgla w żelazie α. Przemiana martezytyczna zachodzi pod warunkiem ciągłego obniżania temperatury w zakresie od temperatury początku przemiany MS, do temperatury Mf jej końca. Wartości tych temperatur obniżają się wraz ze wzrostem zawartości węgla oraz niemal wszystkich dodatków stopowych z wyjątkiem Al. I Co.
Przemianę martenzytyczną ułatwiają naprężenia rozciągające i odkształcenia plastyczne.
W wyniku przemiany martenzytycznej w stalach mogą utworzyć się dwa rodzaje martenzytu listwowy i płytkowy.
Przemiana bainityczna łączy w sobie cechy przemiany bezdyfuzyjnej i dyfuzyjnego przemieszczania węgla. Zachodzi przy przechłodzeniu stali do temperatury w zakresie 450 ÷ 200 oC. W wyniku przemiany powstaje bainit, będący mieszaniną ferrytu przesyconego węglem oraz dyspersyjnych węglików. Zróżnicowanie składu chemicznego austenitu wymaga pewnego czasu inkubacji, niezbędnego do zainicjowania przemiany bainitycznej.
W zależności od temperatury przechłodzenia rozróżnia się bainit górny (składa się z ziarn przesyconego węglem ferrytu o nieregularnych kształtach z nieregularnymi wydzieleniami węglików oraz austenitu szczątkowego), bainit dolny (składa się z przesyconego węglem ferrytu o postaci listwowej, zbliżonego do martenzytu, płytkowych węglików oraz z austenitu szczątkowego)
Przemiana perlityczna zachodzi po ochłodzeniu austenitu nieznacznie poniżej temperatury Ar1. W jej wyniku z austenitu powstaje mieszanina eutektoidalna złożona z płytek ferrytu i cementytu zwana perlitem. Przemiana perlityczna jest przemianą dyfuzyjną, związaną z przegrupowaniem atomów węgla i zachodzącą poprzez zarodkowanie oraz rozrost zarodków.
Hartowanie objętościowe
Ze względu na rodzaj uzyskiwanej struktury hartowanie można podzielić na:
martenzytyczne,
bainityczne
Hartowanie martenzytyczne polega na nagrzaniu stali do temperatury austenityzowania, wygrzaniu w tej temperaturze i oziębieniu z prędkością większą od krytycznej w celu uzyskania struktury martenzytycznej. W czasie hartowania bainitycznego stosuje się chłodzenie z szybkością mniejszą od krytycznej lub z wygrzewaniem izotermicznym w warunkach zapewniających przebieg przemiany bainitycznej.
Gdy austenityzowanie obejmuje całą objętość obrabianego przedmiotu, a grubość warstwy zahartowanej zależy od wyłącznie od własności materiału i szybkości chłodzenia, hartowanie jest nazwane hartowaniem objętościowym.
Nagrzewanie do hartowania
Nagrzewanie do temperatury austenityzowania musi odbywać się z szybkością uniemożliwiającą pęknięcia w wyniku naprężeń cieplnych. Z tego względu często, przede wszystkim w przypadku przedmiotów o skomplikowanych kształtach i rozwiniętej powierzchni, nagrzewanie jest stopniowe z wygrzewaniem w kilku temperaturach pośrednich, w czasie umożliwiającym wyrównanie temperatury w całym przekroju obrabianego cieplnie przedmiotu.
Temperatura austenityzowania
Temperatura austenityzowania w przypadku stali węglowych podeutektoidalnych jest o 30 ÷ 50 oC wyższa od temperatury AC3. Wyższa temperatura austenityzowania powoduje nadmierny rozrost ziarn austenitu, co decyduje o uzyskaniu struktury martenzytu gruboziarnistego w wyniku hartowania, powodującej pogorszenie własności mechanicznych i użytkowych oraz zwiększenie kruchości stali.
Stale węglowe nadeutektoidalne austenityzuje się w temperaturze o 30 ÷ 50 oC wyższej od temperatury AC1,3. Zwiększenie temperatury austenityzowania powoduje pogorszenie własności martenzytu oraz wystąpienie siarki cementytu wtórnego na granicach ziarn austenitu pierwotnego, co - ze względu na dużą kruchość - dyskwalifikuje przedmiot jako obrobiony cieplnie. Stale stopowe, zwłaszcza narzędziowe klasy nadeutektoidalnej lub ledeburytycznej, w tym szybkotnące, są austenityzowane w temperaturze znacznie wyższej. Dopiero w takich warunkach następuje rozpuszczenie węglików w austenicie i nasycenie go węglem oraz pierwiastkami stopowymi, co umożliwia uzyskanie wymaganych własności po całkowicie wykonanej obróbce cieplnej.
Hartowanie martenzytyczne zwykłe z chłodzeniem ciągłym
Podczas hartowania martenzytycznego zwykłego chłodzenie z temperatury austenityzowania wykonuje się w sposób ciągły z szybkością większą od krytycznej, do temperatury niższej od temperatury MS, a w przypadku wielu stali, np. konstrukcyjnych, niższej nawet od Mf. W praktyce stale węglowe chłodzi się w wodzie, natomiast stale stopowe wolniej, np. w oleju. Ośrodek chłodzący należy dobierać posługując się wykresami CTPC, tak aby możliwe było ochłodzenie z szybkością większą od krytycznej nie tylko powierzchni ale także środka przekroju.
W wyniku hartowania zwykłego uzyskuje się strukturę martenzytu z austenitem szczątkowym oraz innymi składnikami strukturalnymi, które nie ulegają przemianom podczas obróbki cieplnej, np. węglikami nie rozpuszczonymi w roztworze stałym podczas austenityzowania lub wtrąceniami niemetalicznymi. Stale zahartowane charakteryzują się bardzo dużą twardością - powyżej 60 ÷ 65 HRC w zależności od stężenia C - i wysokimi pozostałymi własnościami wytrzymałościowymi oraz niskimi własnościami plastycznymi idużą kruchością.
Hartowanie martenzytyczne stopniowe
Podczas hartowania martenzytycznego stopniowego chłodzenie polega na kolejnym:
oziębianiu w stopionej soli lub oleju do temperatury wyższej 30 ÷ 50 oC wyższa od temperatury MS,
wytrzymaniu w stopionej soli lub gorącym oleju o tej temperaturze, w czasie niezbędnym do wyrównania temperatury w całym przekroju obrabianego przedmiotu lecz zapewniającym trwałość austenitu przechłodzonego
studzeniu, zazwyczaj w powietrzu, do temperatury otoczenia
Hartowanie w podanych warunkach zapewnia uzyskanie struktury stali takiej jak po operacji hartowania martenzytycznego zwykłego przy znacznie mniejszych naprężeniach i odkształceniach cieplnych i strukturalnych. Hartowanie stopniowe jest stosowane do małych drobnych przedmiotów ze stali węglowych oraz przedmiotów o złożonych kształtach i zmiennych przekrojach.
Hartowanie bainityczne zwykłe
Hartowanie bainityczne zwykłe charakteryzuje się chłodzeniem ciągłym z szybkością mniejszą od krytycznej - taką, aby mogła przebiegać przemiana bainityczna. Celem operacji jest uzyskanie struktury bainitu, ewentualnie z martenzytem, oraz austenitu szczątkowego. W ten sposób uzyskuje się większe własności plastyczne i większą udarność stali niż po hartowaniu martenzytycznym i wysokim odpuszczaniu. Większa jest również odporność stali na zmęczenie, niższa jednak niż granica sprężystości i plastyczności.
Hartowanie bainityczne z przemianą izotermiczną
Podczas hartowania bainitycznego z przemianą izotermiczną, zwanego również hartowaniem izotermicznym, chłodzenie jest wielozabiegowe i polega na kolejnym:
oziębianiu austenitu przechłodzonego do temperatury niższej od temperatury przemiany perlitycznej,
wytrzymaniu izotermicznym w kąpieli chłodzącej, lub innym ośrodku, o temperaturze wyższej od temperatury MS tj. 250 ÷ 400 oC, w czasie zapewniającym zakończenie przemiany bainitycznej,
chłodzenie do temperatury pokojowej z dowolną szybkością, zwykle w spokojnym powietrzu
Hartowanie z przemianą izotermiczną zapewnia uzyskanie struktury bainitycznej, przy znacznym ograniczeniu naprężeń cieplnych i strukturalnych oraz zmniejszeniu możliwości powstania pęknięć i odkształceń. Hartowanie izotermiczne jest stosowane w przypadku obróbki cieplnej przedmiotów o małych przekrojach oraz dużych przedmiotów ze stali wysokostopowych.
Hartowanie powierzchniowe
Hartowanie powierzchniowe polega na szybkim nagrzaniu warstwy wierzchniej przedmiotu do temperatury hartowania i następnie szybkim chłodzeniu. Hartowanie powierzchniowe umożliwia ograniczenie nagrzewania do cienkiej warstwy powierzchniowej i to jedynie w miejscach, które powinny być obrobione cieplnie. Nie wywołuje więc dużych naprężeń i odkształceń cieplnych. Hartowanie powierzchniowe umożliwia automatyzację i mechanizację procesów technologicznych obróbki cieplnej.
W zależności od sposobu nagrzewania można wyróżnić następujące rodzaje hartowania powierzchniowego: indukcyjne, płomieniowe, kąpielowe, kontaktowe, elektrolityczne.
Hartowność stali
Podatność stali na hartowanie, zwana hartownością, jest wyrażana zależnością przyrostu twardości w wyniku hartowania od warunków austenityzowania i szybkości chłodzenia. O hartowności stali współdecydują:
utwardzalność (podatność stali na hartowanie, miarą której jest zależność największej - możliwej do uzyskania po hartowaniu - twardości od warunków austenityzowania. Utwardzalność jest zależna od warunków austenityzowania oraz stężenia węgla w austenicie)
przehartowalność (podatność stali na hartowanie jako zależność przyrostu twardości w wyniku hartowania od szybkości chłodzenia. Na przehartowalność mają wpływ: stężenie węgla i pierwiastków stopowych w roztworze stałym podczas austenityzowania, stopień jednorodności austenitu oraz wielkość jego ziarn.)
Średnica krytyczna jest miarą przehartowalności podobnie jak prędkość krytyczna chłodzenia. Średnicą krytyczną Dn nazywamy średnicę pręta, w którym po zahartowaniu w ośrodku o określonej intensywności chłodzenia w osi przekroju poprzecznego obrabianego elementu uzyskuje się strukturę złożoną z co najmniej n% martenzytu (indeks n oznacza udział procentowy martenzytu w strukturze). Średnica D50 zwana jest półmartenzytyczną.
Współczynnik intensywności chłodzenia jest miarą zdolności chłodzącej ośrodka oziębiającego. Współczynnik ten określa względną zdolność chłodzenia w porównaniu z wodą, dla której przyjmuje się H=1. wielkość ta może zmieniać się w przedziale (0,∞), gdzie H = ∞ oznacza idealny ośrodek chłodzący, w którym powierzchnia przedmiotu chłodzonego natychmiast oziębiałaby się do temperatury ośrodka.
Metoda Jominy'ego określania hartowności
Najpowszechniej stosowana metoda do określania hartowności, zwana próbą Jominy'ego hartowania od czoła. Metoda ta polega na oziębianiu strumieniem wody, czołowej powierzchni próbki walcowej o średnicy 25 mm i długości 100 mm, po austenityzowaniu w warunkach zalecanych dla danego gatunku stali. Na próbkach zahartowanych w tych warunkach wykonuje się próby twardości wzdłuż zeszlifowanej tworzącej próbki w odległości co 2 mm, poczynając od czoła próbki. Następnie sporządza się wykres twardości w funkcji odległości od czoła próbki, zwany krzywą hartowności, nanosząc średnie pomiarów z dwóch przeciwległych tworzących. Wobec rozrzutu składu chemicznego stali dopuszczalnego przez normy, dla stali tego samego gatunku z poszczególnych wytopów otrzymuje się krzywe hartowności nieco różniące się między sobą. Obszar między maksymalnymi a minimalnymi wartościami twardości nazywa się pasmem hartowności.
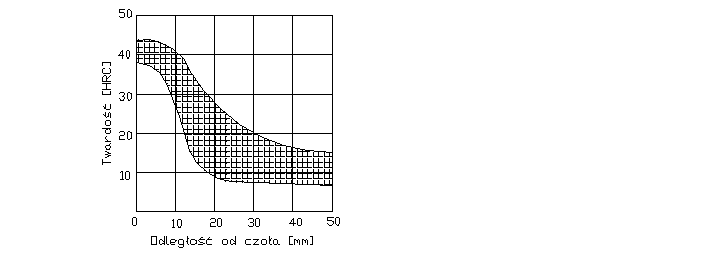
Pasmo hartowności
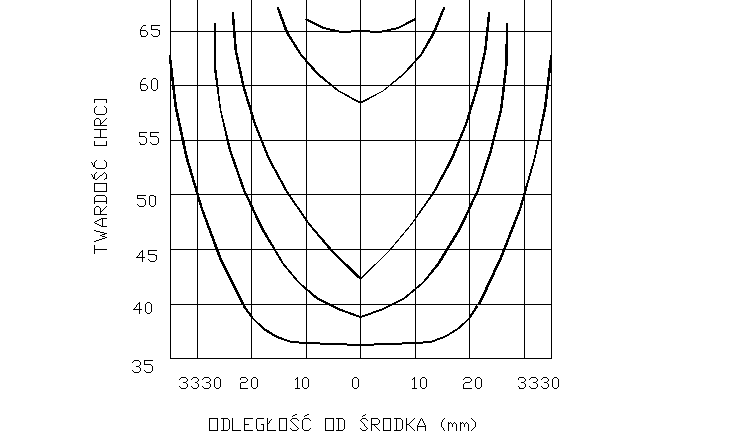
Metoda krzywych „U” określania hartowności
Polega na hartowaniu w stałych warunkach prętów z danego gatunku stali o różnych średnicach i wyznaczaniu rozkładu twardości na przekroju poprzecznym każdego pręta wzdłuż średnicy. Wyniki próby podaje się w postaci wykresu twardości w funkcji odległości od środka próbki wzdłuż średnicy - tzw. krzywych „U”.
Metoda Grossmana
W metodzie tej średnice D oblicza się z zależności, która uwzględnia jednorodność chemiczną, wielkość ziarna byłego austenitu oraz stężenie węgla i pierwiastka stopowego.
DI = DIC*k1*k2*k3*...*kn,
gdzie:
DIC - idealna średnica krytyczna podstawowa dla stali węglowej, zależna od wielkości ziarna i stężenia węgla,
k1..kn - mnożniki hartowności dla poszczególnych pierwiastków stopowych.
KLASYFIKACJA STALI
Klasyfikacja stali wg zawartości pierwiastków:
niestopowe (węglowe): Mn<=1,65%; Si<=0,5%; Cu, Pb<=0,4%; Ni,Cr<=0,3%; Al., Bi, Co, Se, Te, V, W <0,1%; lanatanowce, Ti <=0,05%; Mn<=0,08%; Nb<=0,06%;
stopowe:
niskostopowe: pierwiatek <=2%; ΣP<=3,5%;
średniostopowe: pierwiastek 2-8%; ΣP<=12%;
wysokostopowe: pierwiastek >8%; ΣP<=55%.
Klasyfikacja stali wg stopnia odtlenienia:
uspokojona;
półuspokojona;
nieuspokojona.
Stale niestopowe:
podstawowe - wytwarzane w procesie stalowniczym bez dodatkowych zabiegów; wyrobu nie są poddawane obróbce cieplnej, z wyjątkiem wyżarzania odprężającego, zmiękczającego i normalizowania;
jakościowe - nie określa się wymagań dotyczących własności mechanicznych dla stanu obr. cieplnie lub wymagań odnoszących siędo zanieczyszczeńwyrobu wtrąceniami niemetalicznymi; wymagania jakościowe (reg. wielkość ziarna, ciągliwość, itd.) wyższe niż dla stali podstawowych; wszystkie stale niestopowe nia zaliczane do stali podstawowych lub specjalnych;
specjalne - wyższy stopień i mniejszy udział wtrąceń niemetalicznych niż stale jakościowe; spełniają warunki:
wymagana udarność w stanie ulepszonym cieplnie;
wymagan grubość utwardzenia pow. lub hartowania;
niski udział wtrąceń niemetalicznych;
P i S <= 0,020% dla analizy wytopowej; <=0,025% dla analizy kontrolnej;
minimalna praca łamania KV>=27J w -500C na próbkach wzdłużych ISO z karbem V;
przewodność elektryczna właściwa >9 S*m/mm2.
Stale stopowe:
jakościowe:
konstrukcyjne drobnoziarniste spawalne (Re>=380Mpa, KV=27J),
elektrotechniczne (tylko Si i Al.),
na szyny, grodzice lekkie, łuki na obudowy górnicze,
na wyroby płaskie walcowane na zimno lub na gorąco,
z miedzią,
specjalne:
odporne na korozję (C<1,20%; Cr>=10,50%; Ni<2,50% lub >=2,50%),
szybkotnące (C>=0,60%; Cr=3-6%; Mo, W, V: Σ>=7%),
specjalne inne:
konstrukcyjne,
maszynowe,
żaroodporne,
odporne na pełzanie,
stopowe,
na łożyska toczne,
o szczególnych własnościach fizycznych.
Stale niestopowe konstrukcyjne:
ogólnego przeznaczenia:
St0S, St3S, St4S - na konstrukcje spawane; St5, St6, St7;
MSt6; M - okreslone stężenie C, Mn, Si;
St3V, St4V; V - ogr. stęż. C;
St3W, St4W; W - ogr. stęż. P i S;
nieuspokojone (St0S), półuspokojone, uspokojone (St5, MSt7), specjalne uspokojone (St3W, St4W);
St3S, St4S: X - nieuspokojona, Y - półuspokojona (St4VX, St3SY);
St3S, St4S: U - wymagana udarność w 200C;
do normalizowania, ulepszania cieplnego i hartowania powierzchniowego:
G - podwyższone stężenie Mn,
A - podwyższona czystość (ograniczone stężenie P i S),
AA - zaostrzone wymagania dotyczące składu chemicznego,
rs - regulowane stężenie siarki,
h - wymagana hartowność,
H - podwyższona dolna granica hartowności w stosunku do wymaganego pasma hartowności,
L - obniżona górna granica hartowności w stosunku do wymaganego pasma hartowności;
stale niestopowe do nawęglania - C<0,2%;
o określonym przeznaczeniu:
na druty patentowane,
na sprężyny,
na łańcuchy,
do zbrojenia betonu,
dla kolejnictwa,
na zbiorniki ciśnieniowe,
na rury kotłowe,
do pracy w podwyższonej temperaturze,
automatyczne.
Stale obrabiane cieplnie:
N -normalizowanie,
H - hartowanie,
T - ulepszanie cieplne.
STALE SPRĘŻYNOWE
Wlasności:
wysoka granica sprężystości Rsp,
duża wartość stosunków Rsp : Re lub Rsp : R0,2,
duża wytrzymałość na zmęczenie przy ograniczonych wymaganiach dotyczących własności plastycznych.
Skład chemiczny
C=0,5-0,7% C. Podstawowy pierwiastek stopowy - Si (najintensywniej podwyższa Rsp, Re i Rm). Stale krzemowe cechują się małą hartownością i dlatego są stosowane sprężyny o niewielkich przekrojach. Większą hartownością charakteryzują się stale manganowe. Dodatek Cr jeszcze intensywniej zwiększa hartowność i odporność stali na odpuszczanie. Podobny wpływ wywiera V, bardziej węglikotwórczy od Cr, zapewniając stalom sprężynowym drobnoziarnistość, zmniejszając szybkość przemian martenzytu i zmian własności wytrzymałościowych podczas odpuszczania oraz ograniczając skłonność stali do odwęglania. Stale chromowo-wanadowe stosuje się na najsilniej obciążone sprężyny, w tym także o dużych przekrojach. Sprężyny ze stali chromowo-wanadowych, a także ze stali chromowo-krzemowych mogą pracować w temperaturze do ok. 3000C, natomiast z pozostałych - w temp <1500C.
Obróbka cieplna:
austenityzowanie w temperaturze 800-8700C i hartowanie w oleju lub w wodzie,
średnie odpuszczanie w temperaturze 380-5200C.
Oznaczenia:
stale krzemowe: 45S, 50S, 40S2, 50S2, 55S2, 60S2, 60S2A,
stale manganowe: 65G,
stale krzemowo-manganowe: 60SG,
stale krzemowo-manganowo-chromowe: 60SGH,
stale chromowo-manganowe: 50HG,
stale chromowo-krzemowe: 50HS,
stale chromowo-wanadowe: 50HF.
STALE ŁOŻYSKOWE
Własności:
duża twardość,
jednorodność struktury,
wysoki stopień czystości,
hartowność zapewniająca uzyskanie struktury martenzytycznej bez austenitu szczątkowego w całym przekroju,
odporność na ścieranie,
duża wytrzymałość zmęczeniowa i statyczna,
odpowiednia ciągliwość.
Skład chemiczny
Ok. 1%C, ok.1,5%Cr.W przypadku dużych wymiarów elementów łożysk stosuje się dodatek Si (0,6%) i Mn (1,1%) zapewniający większą hartowność.
Obróbka cieplna:
hartowanie z temperatury 820-8400C w oleju,
odpuszcanie w temperaturze 1800C przez 1-2h
Oznaczenia: ŁH15, ŁH15SG.
Łożyska produkuje się w stanie zmiękczonym, następnie hartuje oraz stosuje się niskie odpuszczanie.
STALE KONSTRUKCYJNE STOPOWE DO NAWĘGLANIA
Wlaściwości:
dobra skrawalność,
odporność na przegrzanie,
małą skłonność do odkształceń podczas obróbki cieplnej,
hartowność dostosowana do przekroju, obciążeń i cech geometrycznych elementów konstrukcyjnych,
wysokie własności wytrzymałościowe nawęglonej powierzchni,
duża ciągliwość rdzenia.
Skłąd chemiczny
C<0,25%, Cr=1-2%. Cr, Mn, i Ni zwiększają hartowność, zapewniają wymagane własności wytrzymałosćiowe rdzenia, oraz zmniejszają naprężenia hartownicze w warstwie nawęglonej. Stężenie ich jest ograniczone, gdyż obniżają Ms, co wpływa na zwiększenie udziału austenitu szczątkowego, zmniejszającego twardość warstwy nawęglonej. Mn powoduje niepożądany rozrost ziarn, czemu przeciwdziała Ti. Mo sprzyja drobnoziarnistości, Ni zwiększa plastyczność rdzenia.
STALE ŻAROODPORNE I ŻAROWYTRZYMAŁE
Żaroodporność - odporność stopu na działanie czynników chemicznych, głównie powietrza oraz spalin i ich agresywnych składników w temperaturze >6000C.
Żarowytrzymałość - odporność stopu na odkształcenia, z czym wiąże się zdolność do wytrzymywania obciążeń mechanicznych w temperaturze >6000C.
Pierwiastki wpływające na żaroodporność
Podstawowym pierwiastkiem zwiększającym żaroodporność jest Cr (5%:600-6500C, 30%:11000C). Si i Al. Również zwiększają żaroodporność, lecz obniżają własności plastyczne i podatność na obróbkę plastyczną (zawartość odpowiednio 3 i 2,5%). V i Mo wpływają niekorzystnie na żaroodporność.
Pierwiastki wpływające na żarowytrzymałość
Ni przy stężeniu 9% w obecności ok. 18% Cr powoduje zwiększenie żarowytrzymałości. Żarowytrzymałość zwiększają pierwiastki podwyższające temperaturę topnienia i rekrystalizacji: Mo, W, V, Co, Ti, Cr, Si. Żarowytrzymałość jest zwiększana w wyniku umocnienia zgniotowego oraz utwardzania dyspersyjnego.
Stale żaroodporne i żarowytrzymałe można podzielić na:
chromowe i chromowo-krzemowe,
wysokochromowe z dodatkiem Al. I podwyższonym stężeniem Si,
chromowo-niklowe,
chromowo-niklowe z dodatkiem Si.
STALE SPAWALNE
Materiały spawalne dzielimy na:
łatwo spawalne - bez zabiegów przed i po spawaniu,
średnio spawalne - większe elektrody, większy prąd, mniejsze napięcie lub podgrzewanie elementów łączonych,
trudno spawalne - jw., dodatkowo obróbka cieplna po spawaniu,
nie spawalne.
O spawalności elementu konstrukcji decydują:
spawalność metalurgiczna (zachowanie się materiału podczas spawania i wpływ spawania na własności spawanego materiału i złącza,
spawalność technologiczna (typ, metoda, technika, itp.),
spawalność konstrukcyjna (sztywność konstrukcji, rodzaj konstrukcji, wielkość spoin, itp.).
Równoważnik węgla
![]()
![]()
CE<=0,45% - stale spawalne bez ograniczeń
Stale spawalne o podwyższonej wytrzymałości:
niskostopowe (0,20%C) - ferrytyczno-perlityczna (Corten):<0,04%Al., ~0,15%V, ~0,09%Ti, ~0,05%Nb, ~0,15%N; stan: regulowane cieplnie lub normalizowane;
bainityczne (Fortiweld):~0,15%C, ~0,6%Mn, ~0,5%Mo, ~0,003%B;
ulepszane cieplnie - sorbityczne (T, Naxtra):~0,15%C, ~0,8%Mn, ~0,8%Ni, ~0,6%Cr, ~0,5%Mo, 0,05%V, ~0,002%B.
STALE O SPECJALNYCH WŁASNOŚCIACH MAGNETYCZNYCH
W zależności od kształtu pętli histerezy materiały te dzieli się na:
magnetyczne miękkie (m) - o dużej pozostałości magnetycznej Br i małym natężeniu koercji Hc,
magnetyczne twarde (f) - o mniejszej pozostałości magnetycznej i znacznie większym natężeniu koercji.
Materiały magnetycznie miękkie
Stale magnetycznie miękkie stosowane w postaci blach elektrotechnicznych prądnicowych zawierają poniżej 0,08% C i 0,4-3,4% Si. Blachy transformatorowe zawierają 2,8-4,2% Si. Walcowanie blach wykonuje się tak, aby uzyskac teksturę <100> {100}. <100> jest kierunkiem najłatwiejszego namagnesowania żelaza. Po walcowaniu blachy poddaje się wyżarzaniu odwęglającemu, doprowadzając do korzystnego rozrostu ziarn. Materiały te nie powinny być odkształcane plastycznie na zimno, gdyż zgniot zwiększa koercję.
W technice prądów stałych stosowane są:
stopy Fe-Ni, typu 64-36 i 22-78 - permalloye,
stopy Ni-Fe-Mo, typu 79-16-5 - supermalloye,
czyste żelazo krzemowe.
Materiały magnetycznie twarde
Materiały magnetycznie twarde stosowane na magnesy trwałe charakteryzuje moc właściwa (BH)max , która powinna osiągać możliwie największe wartości. Wymagania te spełniają stale węglowe eutektoidalne zahartowane na martenzyt oraz stale stopowe zawierające W, Cr i Co, silnie zwiększające koercję. Stosuje się również stopy Al.-Ni-Co, zwane alnico, zawierające 10-15%Al., 20-30%Ni, ok. 20%Co, 3-4%Cu, ewentualnie do 5%Ti i 25-45%Fe. Stopy te wykazują 10-krotnie większą wartość mocy właściwej (HB)max niż stale niestopowe. Żewzględu na znaczną twardość i kruchość Magnesy ze stopów alnico są odlewane.
Żeliwa
Żeliwo jest odlewniczym stopem żelaza z węglem oraz innymi pierwiastkami stopowymi, otrzymywanym w procesie ponownego przetopu surówki, złomu oraz żelazostopów. Zawartość węgla w żeliwach przekracza zazwyczaj 2% i zawiera się praktycznie w granicach 2,5% ÷ 4,5%. W żeliwach wysokostopowych i wysokokrzemowych zawartość węgla nie przekracza 1%. W skład żeliw niestopowych wchodzą takie pierwiastki, jak: krzem, mangan, fosfor i siarka, zaś w skład żeliw stopowych dodatkowo: chrom, molibden, aluminium, miedź, selen, nikiel.
Powszechność zastosowania żeliwa jako materiału konstrukcyjnego wynika z:
Dobrych własności odlewniczych, w tym dobrej lejności, niewielkiej skłonności do segregacji, niskiej temperatury topnienia
Dużej zdolności do tłumienia drgań, istotnej w budowie maszyn
Dobrych własności wytrzymałościowych, a szczególnie małej wrażliwości na działanie karbu, dobrych własności przeciwciernych
Dobrej obrabialności przez skrawanie
Ekonomicznej technologii wytwarzania odlewów
Składniki strukturalne żeliw
Podstawowe składniki strukturalne żeliw to: ferryt, perlit i cementyt, tworzące osnowę metaliczną, grafit o różnym kształcie i wielkości, występujący jako postać wolna wydzieleń węgla oraz fazy zawierające fosfor i siarkę.
Obydwie postacie węgla tj. cementyt (Fe3C), oraz grafit, mogą współistnieć w żeliwach, a wyjaśnienie przyczyn wydzielania się węgla w postaci grafitu bądź cementytu dostarcza analiza różnic występujących w obrębie dwóch układów równowagi, a mianowicie:
Układu stabilnego żelazo - grafit,
Układu metastabilnego żelazo - cementyt
Układ równowagi żelazo - grafit jest nieco przesunięty w stosunku do układu żelazo - grafit zarówno w kierunku mniejszych zawartości węgla, jak i w kierunku wyższych temperatur. Grafit jak i cementyt może się wydzielać bezpośrednio z roztworu ciekłego (L), jak i roztworu stałego (γ) - austenit.
Na ostateczny przebieg krystalizacji żeliwa, zgodnie z układem żelazo - grafit, wpływają następujące czynniki:
Kinetyka procesy krystalizacji,
Czynnik termodynamiczny,
Stopień przechłodzenia ciekłego żeliwa.
Domieszki i składniki stopowe bądź sprzyjają grafityzacji lub osłabiają te tendencję. Podczas krzepnięcia najintensywniej sprzyja grafityzacji krzem występujący w żeliwach w ilościach 0,5% ÷ 3,0 %. Przyśpiesza on ponadto rozkład cementytu podczas obróbki cieplnej żeliwa, polepsz własności odlewnicze, zmniejsza natomiast własności mechaniczne stopu. Węgiel można uznać również za pierwiastek grafityzujący, ponieważ wzrost jego zawartości, przy zachowaniu stałej ilości pozostałych składników żeliwa, sprzyja wydzielaniu się grafitu. W znacznie mniejszym stopniu grafityzacji sprzyjają: fosfor, aluminium, nikiel, miedź. Pierwiastkami które przeciwdziałają grafityzacji są w kolejności zwiększającego się działania: siarka, wolfram, mangan, molibden, chrom.
Wpływ grafitu na własności żeliwa
Grafit jako miękki składnik strukturalny o niewielkiej wytrzymałości na rozciąganie, powoduje obniżenie własności mechanicznych żeliwa. Grafit nadaje żeliwom pewne cechy specjalne, których inne materiały nie posiadają, a mianowicie:
Dużą zdolność pochłaniania drgań; zwłaszcza grafit płatkowy przeciwstawia się odkształceniom sprężystym wydatnie tłumiąc drgania, co jest wykorzystywane w budowie korpusów maszyn pracujących przy obciążeniach dynamicznych
Niewrażliwość na działanie karbu; płatki grafitu wykazują małą wytrzymałość na rozciąganie, Rm=20 MPa, stanowiąc jak gdyby przerwy w osnowie metalicznej o charakterze karbów wewnętrznych, co powoduje zmniejszenie wrażliwości na karby powierzchniowe, gwałtowne zmiany przekroju, wady powierzchniowe,
Dobre własności ślizgowe wynikające z heksagonalnej warstwowej budowy krystalicznej grafitu; wykruszony grafit miesza się ze smarem i polepsza własności smarne, pozostające natomiast puste miejsca po graficie służą za zbiorniki smaru, zasilając powierzchnie trące, stąd wynika zastosowanie żeliwa szarego na pierścienie tłokowe, tuleje cylindrów,
Dobrą obrabialność mechaniczną, gdyż obecność grafitu, zwłaszcza grubego, powoduje łamliwość wiórów przy obróbce,
Dobre własności odlewnicze, takie jak rzadkopłynność i zmniejszenie skurczu,
Istotny wpływ na własności mechaniczne odlewów mają ponadto następujące cechy morfologiczne grafitu:
Kształt (płatkowy, gwiazdkowy, kulkowy, wermikularny - pomiędzy płatkowym a kulkowym)
Wielkość,
Rozmieszczenie.
Fazy zawierające fosfor i siarkę
W odróżnieniu od stali większość żeliw zawiera duże ilości fosforu (do około 1%), a także tworzy on odrębne składniki strukturalne, a mianowicie:
podwójną eutektykę fosforową (α(P,C); Fe3C-Fe3P), zwaną steadytem o niskiej temperaturze topnienia (953 oC),
pseudopodwójną, również niskotopliwą eutektykę z grafitem (α(P,C); Fe3P+Cgraf).
Żeliwo z fosforem w ilości powyżej 0,5% jest rzadkopłynne i dobrze wypełnia cienkościenne i skomplikowane geometrycznie formy. Poza tym eutektyki fosforowe charakteryzują się dużą twardością, zwiększają odporność żeliwa na ścieranie jednak zwiększają jego kruchość.
Siarka występuje w żeliwach najczęściej w ilości do 0,12% utrudnia grafityzację i często jest przyczyną zabielenia odlewów. Zwiększa ponadto gęstopłynność żeliwa, jego skurcz i porowatość.
Wpływ składu chemicznego i szybkości chłodzenia na strukturę i własności żeliw
Przy małej zawartości krzemu i węgla otrzymuje się żeliwo białe. Przy małej zawartości krzemu, a dużej węgla powstaje żeliwo połowiczne. Ze wzrostem zawartości krzemu zwiększa się skłonność do grafityzacji i tworzenia się struktury szarego żeliwa perlitycznego, a następnie ferrytycznego. Przy małych grubościach ścianek odlewu na skutek szybkiego chłodzenia otrzymuje się żeliwo białe. Przy grubszych ściankach, a zatem także mniejszych szybkościach chłodzenia, powstaje żeliwo połowiczne. Wolniejsze chłodzenie sprzyja intensywniejszej grafityzacji, a więc zwiększaniu ilości ferrytu w osnowie i tworzeniu odpowiednio żeliwa szarego perlitycznego, a następnie ferrytycznego. Im grubsza ścianka odlewu tym większy powstaje grafit co w konsekwencji wpływa na pogorszenie własności wytrzymałościowych.
Podział żeliw
Ogólna klasyfikacja żeliw opiera się na kryterium wyglądu przełomu. Rozróżnia się zatem:
żeliwa szare,
żeliwa białe
żeliwa połowiczne
Żeliwa szare
Żeliwo szare jest materiałem, z którego wytwarza się największą ilość odlewów. Żeliwa szare klasyfikuje się wg własności wytrzymałościowych.
Struktura osnowy metalicznej żeliw szarych zależy od ilości Czw, czyli węgla związanego w Fe3C. Jeśli stężenie Czw wynosi 0,8%, to żeliwo przyjmuje strukturę perlityczną. Dla stężenia mniejszego niż 0,8% strukturę perlityczno - ferrytyczną, gdy ilość Czw jest bliska zeru, wówczas żeliwo posiada strukturę ferrytyczną. Najmniejszą twardość i wytrzymałość mają żeliwa o osnowie ferrytycznej. Wytrzymałość rośnie wraz ze wzrostem udziału perlitu przy stałej zawartości grafitu. Charakterystycznym składnikiem struktury żeliwa szarego jest grafit płatkowy.
Zgodnie z normą rozróżnia się sześć rodzajów żeliwa szarego, oznaczonych: 100, 150, 200, 250, 300, 350. Przyjęte oznaczenia odpowiadają minimalnej wymaganej wytrzymałości na rozciąganie. Norma dopuszcza również klasyfikacje na podstawie twardości. Własności plastycznych nie bada się wcale, gdyż wydłużenie w próbie rozciągania nie przekracza 1%, a przewężenie jest znikomo małe.
Zastosowanie: ze względu na małą wrażliwość na działanie karbu, oraz zdolność do tłumienia drgań żeliwo szare znalazło zastosowanie na: łoża obrabiarek, bloki cylindrów, płyty fundamentowe maszyn, tłoki silników spalinowych, pierścienie tłokowe, prowadnice, koła zębate.
W grupie żeliw szarych należy również wyróżnić żeliwa modyfikowane oraz sferoidalne.
Żeliwo modyfikowane. Modyfikacja polega na wprowadzeniu do żeliwa wykazującego tendencje do krzepnięcia jako białe lub połowiczne modyfikatorów w postaci żelazo - krzemu, wapnio - krzemu lub aluminium. Modyfikatory dodaje się do ciekłego żeliwa w temperaturze ok. 1400 oC wprost na rynnę spustową lub do kadzi. Działanie modyfikatora polega na odgazowaniu kąpieli i wytworzeniu dużej ilości drobnych tlenków, spełniających rolę ośrodków krystalizacji grafitu. W efekcie węgiel wydziela się w postaci licznych, drobnych i równomiernie rozłożonych płatków grafitu, a powstałe żeliwo ma przełom szary. Wytrzymałość na rozciąganie żeliwa modyfikowanego, posiadającego osnowę perlityczną sięga 400 MPa lecz jego własności plastyczne są nadal małe.
Żeliwo sferoidalne. Żeliwo sferoidalne jest materiałem konstrukcyjnym wykazującym bardzo dobre własności zarówno wytrzymałościowe jak i plastyczne. Znaczna poprawa własności plastycznych tego żeliwa związana jest ze zmianą kształtu wydzieleń grafitu z płatkowego na wydzielenia regularne kuliste. Żeliwo sferoidalne otrzymywane jest w wyniku modyfikacji z żeliwa skłonnego do krzepnięcia jako szare, lecz o bardzo małej zawartości siarki (0,01% ÷ 0,015%). Wprowadzenie sferoidyzatorów w postaci magnezu lub rzadziej ceru, powoduje krystalizację grafitu w postaci sferoidalnej. Strukturę osnowy metalicznej stanowić może ferryt, ferryt z perlitem, perlit a także bainit lub martenzyt odpuszczony. Żeliwo sferoidalne łączy w sobie zarówno dobre własności wytrzymałościowe jak i plastyczne. Kulista postać wydzieleń grafitu jako najbardziej zwarta w znacznie mniejszym stopniu osłabia osnowę, jak ma to miejsce w przypadku grafitu płatkowego. Wokół wydzieleń grafitu sferoidalnego obserwuje się ponadto mniejszą koncentrację naprężeń. Wytrzymałość na rozciąganie żeliw sferoidalnych w zależności od struktury osnowy może zmieniać się w przedziale 350÷900 MPa, natomiast wydłużenie A5 od 2% do wartości 22% dla żeliwa sferoidalnego ferrytycznego. Żeliwa sferoidalne oznacza się przez podanie liczb odpowiadających minimalnej wytrzymałości ma rozciąganie oraz minimalnemu wydłużeniu A5 w % (np. żeliwo 350 - 22 oznacza Rm=350 MPa, A5=22%).
Żeliwo sferoidalne ma mniejszą zdolność do tłumienia drgań niż żeliwo szare z grafitem płatkowym, ale większą niż stal. Wykonywane są z niego m.in.: wały korbowe, korbowody, wałki rozrządu.
Żeliwa białe
Węgiel zawarty w żeliwie białym jest całkowicie związany w postaci cementytu. Powstaniu struktury żeliwa białego sprzyja mała zawartość krzemu (do ok. 1%) oraz szybkie chłodzenie podczas krzepnięcia. Do odlewów o grubszych ściankach wprowadza się dodatki stopowe przeciwdziałające grafityzacji, takie jak chrom (do 2%), nikiel (5%) i molibden (do 1%). Struktura żeliwa białego zawiera ledeburyt przemieniony (żeliwo eutektyczne), ledeburyt przemieniony (żeliwo podeutektyczne) lub ledeburyt przemieniony z przewagą cementytu (żeliwo nadeutektyczne). Wytrzymałość na rozciąganie żeliwa białego jest mała, natomiast na ściskanie jest 5 ÷ 6 razy większa niż stali. Żeliwo białe ma stosunkowo ograniczone zastosowanie z powodu dużej kruchości oraz złej skrawalności. Odlewy z tego żeliwa stosuje się wówczas, gdy twardość i odporność na ścieranie jest czynnikiem decydującym, a warunki pracy nie wymagają ciągliwości.
Przykłady zastosowań: wykładziny i ślimaki mieszalników materiałów sypkich, kule w małych młynach kulowych.
Żeliwo białe znajduje także zastosowanie na odlewy artystyczne oraz stanowi produkt wyjściowy do otrzymywania żeliw ciągliwych.
Żeliwo połowiczne
Żeliwo połowiczne zawiera w swej strukturze składniki strukturalne zarówno żeliw szarych, jak i białych. Wyróżnić w nim zatem można perlit, ledeburyt przemieniony, cementyt oraz grafit.
W praktyce przemysłowej stosuje się tzw. odlewy utwardzone lub zabielone, od których wymagana jest duża odporność na ścieranie. Jednym z ważniejszych zastosowań są walce hutnicze do walcowania zarówno na zimno jak i na gorąco. Skład żeliwa zabielonego dobiera się w taki sposób, aby przy początkowym chłodzeniu z dużą szybkością powstała warstwa żeliwa białego tyko przy powierzchni odlewu. Zmniejszenie szybkości chłodzenia po zakrzepnięciu warstwy zewnętrznej powoduje wydzielenie się grafitu i powstanie struktury żeliwa szarego w rdzeniu odlewu. Taki rozkład składników strukturalnych na przekroju, z warstwą przejściową o strukturze żeliwa połowicznego, umożliwia łagodny spadek twardości od powierzchni do rdzenia odlewu.
Żeliwo ciągliwe
Żeliwo ciągliwe otrzymuje się z żeliwa białego w efekcie długotrwałego wyżarzania grafityzującego prowadzonego w temperaturach 950 ÷ 1050 oC. W czasie tej operacji zachodzi rozpad cementytu, a węgiel wydziela się w postaci kłaczkowatych skupień tzw. węgiel żarzenia. Zależnie od sposobu prowadzenia wyżarzania rozróżnia się trzy rodzaje żeliwa ciągliwego:
żeliwo ciągliwe białe (W)
żeliwo ciągliwe czarne (B)
żeliwo ciągliwe perlityczne (P)
Żeliwo ciągliwe białe.
Otrzymywane jest przez wyżarzanie w atmosferze utleniającej w temperaturze 950 ÷ 1000 oC i w czasie 60 do 90 h. Jego struktura w warstwach powierzchniowych jest całkowicie odwęglona, a więc ferrytyczna.
Żeliwo ciągliwe czarne
Uzyskiwane jest poprzez wyżarzanie w atmosferze obojętnej w temperaturach 900 ÷ 1000 oC. Podczas wygrzewania zachodzi całkowita grafityzacja cementytu pierwotnego z wydzieleniem węgla żarzenia. Jeśli dąży się do całkowitej grafityzacji również cementytu wtórnego, to następuje ochłodzenie do temperatury ok. 750 oC i przy bardzo wolnym chłodzeniu (3 ÷ 5 oC/h) zachodzi przemiana eutektoidalna austenitu. Podczas tego procesu węgiel wydziela się nie jako cementyt, lecz jako grafit krystalizujący na istniejącym węglu żarzenia. Struktura żeliwa ciągliwego czarnego składa się zatem z ferrytu oraz węgla żarzenia.
Żeliwo ciągliwe perlityczne
Otrzymywane jest przez wyżarzanie w atmosferze obojętnej, przy czym proces grafityzacji nie jest doprowadzany do końca. Celem tego procesu jest uzyskanie osnowy perlitycznej, cechującej się większą wytrzymałością. Aby to osiągnąć w pierwszym okresie wyżarzania w temperaturze ok. 950 oC następuje szybsze chłodzenie, np. w powietrzu. Zwiększona szybkość chłodzenia zapobiega dalszej grafityzacji cementytu zawartego w perlicie, dzięki temu struktura osnowy składa się z perlitu lub perlitu i ferrytu z wydzieleniami węgla żarzenia.
Żeliwo ciągliwe zgodnie z normami oznacza się odpowiednio do typu żeliwa literami W, B, P, a następnie liczbami odpowiadającymi minimalnej wytrzymałości na rozciąganie Rm, wyrażonej w MPa i podzielonej przez 10, oraz cyframi odnoszącymi się do minimalnego wydłużenia A3 w % (np. W 35 - 04; czyli Rm=350 MPa, A3=4%)
Zastosowanie żeliw ciągliwych:
żeliwa ciągliwe białe (cienkościenne odlewy, którym nie stawia się wygórowanych wymagań wytrzymałościowych, żeliwa ciągliwe wykazują dobrą spawalność, ale gorszą niż żeliwa czarne podatność do obróbki skrawaniem)
żeliwa ciągliwe czarne (posiada największą spośród wszystkich odmian wartość wydłużenia A3=10 ÷ 12%, dobrą skrawalność. Znajduje zastosowanie tam, gdzie większa wytrzymałość małych elementów nie jest konieczna, natomiast ważne są niskie koszty produkcji, np. części maszyn rolniczych, maszyn do szycia, łączników rur, itp.)
żeliwa perlityczne (żeliwo ciągliwe perlityczne ma podobne zastosowanie jak żeliwo ciągliwe czarne, lecz głównie w przypadkach, w których wymagana jest większa wytrzymałość na rozciąganie)
Żeliwa stopowe
W celu zwiększenia własności wytrzymałościowych oraz nadania żeliwom cech specjalnych wprowadza się składniki stopowe. W zależności od ilości wprowadzonych pierwiastków stopowych dzielimy je na:
niskostopowe (do 3%)
średniostopowe (3% ÷ 20%)
wysokostopowe (powyżej 20%)
Żeliwa niskostopowe zawierają najczęściej: Ni, Cr, Mo, Cu. Pierwiastki te odziaływujące głównie na strukturę osnowy, umożliwiają uzyskanie żeliwa perlitycznego z drobnopłatkowym grafitem. Rozpuszczając się w ferrycie wpływają również na rozdrobnienie struktury osnowy, powodując tym samym wzrost własności wytrzymałościowych. Chrom i molibden stabilizują ponadto cementyt, zwiększają odporność żeliwa na pęcznienie i wpływają na zachowanie własności mechanicznych w podwyższonych temperaturach.
Pierwiastki stopowe wprowadzane do żeliw w większych ilościach mają na celu:
poprawę odporności na pęcznienie,
zwiększenie żaroodporności i żarowytrzymałości,
zwiększenie odporności na ścieranie,
umożliwienie pracy w obniżonych temperaturach,
nadanie specjalnych własności fizycznych.
Stosownie do wymagań własności mechanicznych, fizycznych bądź chemicznych wprowadzono klasyfikację żeliw stopowych zawartą w normach. Można je klasyfikować również wg struktury osnowy metalicznej na:
żeliwo austenityczne (wysokoniklowe, niklo-chromowe, średnio i wysoko manganowe)
żeliwo ferrytyczne (średnio i wysokostopowe, krzemowe i aluminiowe, wysokostopowe chromowe),
żeliwo perlityczne (średnioniklowe z miedzią, molibdenem, wolframem i wanadem)
żeliwo ledeburytyczne (chromowe),
żeliwo martezytyczne lub bainityczne (niklowe, niklowo-chromowe, chromowo-molibdenowe)
MOSIĄDZE
Mosiądze dwuskładnikowe jako stopy Cu i Zn dzieli się na:
jednofazowe (2-39% Zn),
dwufazowe (39-45% Zn).
Cechy mosiądzów:
duża plastyczność (obróbka plastyczna:jednofazowe - na zimno, dwufazowe - na gorąco),
wysoka odporność na korozję atmosferyczną i w wodzie morskiej (zwiększa się ze wzrostem zawartości Cu).
Wady mosiądzów:
odcynkowanie - w mosiądzach o stężeniu Zn>20% zanurzonych w elektrolitach zawierających Cl; przeciwdziałanie - arsen, fosfor, siarka);
pękanie sezonowe - międzykrystaliczna korozja naprężeniowa mosiądzów obrobionych plastycznie na zimno i poddanych działaniu ośrodka zawierającego amoniak; przeciwdziałąnie - wyżarzanie odprężające w temperaturze 200-3000C przez parę h).
Obróbka cieplna mosiądzów:
wyżarzanie odprężające,
wyżarzanie rekrystalizujące,
wyżarzanie ujednoradniające,
hartowanie i odpuszczanie.
Mosiądze do przeróbki plastycznej (15 gatunków) klasyfikujemy ze względu na:
skład chemiczny,
Rm, A5, A10 dla określonych stanów i postaci (pręty, rury, taśmy),
wlasności technologiczne,
zastosowanie: elementy o dobrej skrawalności, elementy głebokotłoczne, sztukatoria, elementy amunicji, elementy odporne na ścieranie, okrętownictwo, wymienniki ciepła (odporne na wodę morską).
Mosiądze odlewnicze klasyfikujemy ze względu na:
skład chemiczny,
Rm, A5, HB zależnie od sposobów odlewania (piasek, wlewnice, forma),
własności technologiczne,
zastosowanie: osprzęt, elementy odporne na korozję, ścieranie, okrętownictwo, łożyska i elementy w środowisku korozyjnym.
BRĄZY
Brązy są to stopy miedzi z cyną i innymi pierwiastkami.
Brązy dzielimy na:
brązy cynowe:
do przeróbki plastycznej (Sn<7%),
odlewnicze (Sn=7-12%),
brązy bezcynowe:
do przeróbki plastycznej,
odlewnicze,
brązy wieloskładnikowe:
do przeróbki plastycznej,
odlewnicze.
Brązy do przeróbki plastycznej (16 gatunków) klasyfikujemy ze względu na:
skład chemiczny,
Rm, A5, A10, HB,
postać wytwarzania,
wlasności szczególne (skrawalność, korozyjność, żarotrwałość),
zastosowanie: sprężyny, przemysł chemiczny, łożyska ślizgowe, elementy maszyn, okrętownictwo, elektrotechnika.
Brązy odlewnicze (17 gatunków) klasyfikujemy podobnie jak brązy do przeróbki plastycznej.
W zależności od rodzaju głównego dodatku stopowego wyróżnia się:
brązy cynowe,
brązy aluminiowe,
brązy berylowe,
brązy manganowe,
inne, np. ołowiowe, nie znormalizowane w Polsce.
Obróbka cieplna:
wyżarzanie ujednoradniające, odprężające,
utwardzanie dyspersyjne (Be, Si, Mn),
hartowanie i odpuszczanie (Al.>10%).
STOPY ALUMINIUM
Stopy aluminium dzielimy na:
odlewnicze (26 gatunków), klasyfikacja ze względu na:
skład chemiczny,
własności mechaniczne: Rm, Re, A5, HB (zależnie od sposobu lania i stanu obróbki cieplnej),
zastosowanie;
przeróbcze (17 gatunków), klasyfikacja ze względu na:
skład chemiczny,
własności mechaniczne Rm, Re, A10, HB,
własności technologiczne,
postać,
zastosowanie.
Typowe stopy:
Al.-Mn - aluany - dobra podatność do przeróbki plastycznej, spawalny, odporny na korozję; zastosowanie: urządzenia transportowe, przemysł chemiczny i spożywczy;
Al.-Mo - anticorodel - dobra odporność na korozję, połysk, spawalny;
Al.-Mg - hydronalium -dobra odporność na korozję, dobra polerowalność, dobra wytrzymałość zmęczeniowa; zastosowanie: średnio obciążone elementy konstrukcji lotniczych i okrętowych;
Al.-Cu-Mg-Mn, Zn+Cu - durale - średnio i wysoko obciążone konstrukcje lotnicze; najlepsze własności posiadają durale cynkowe.
11
Wyszukiwarka
Podobne podstrony:
sciaga na lab.ps, STUDIA, SEMESTR II, Materiały Metalowe, mm
mm, STUDIA, SEMESTR II, Materiały Metalowe, mm
egzamin0, STUDIA, SEMESTR II, Materiały Metalowe
sciaga na lab.ps2, STUDIA, SEMESTR II, Materiały Metalowe, mm
materialy 2, STUDIA, SEMESTR II, Materiały Metalowe, mm
Materiały metalowe Kolokwium, STUDIA, SEMESTR II, Materiały Metalowe
materialy 8, budownictwo studia, semestr II, Materiały budowlane
materialy2, budownictwo studia, semestr II, Materiały budowlane
ściąga finanse 2, Materiały STUDIA, Semestr II, Finanse, od OLI Finanse
BETON SCIAGA, budownictwo studia, semestr II, Materiały budowlane
materialy 5, budownictwo studia, semestr II, Materiały budowlane
KOLO GRA, budownictwo studia, semestr II, Materiały budowlane
materiały 2, budownictwo studia, semestr II, Materiały budowlane
Projekt mieszanki betonowej metoda pojedynczej otuliny, budownictwo studia, semestr II, Materiały bu
korozja!!!!!!!!!!, budownictwo studia, semestr II, Materiały budowlane
sciaga betony, budownictwo studia, semestr II, Materiały budowlane
Ania ksztaltowanie srod. sprawozdanie techniczne, Skrypty, UR - materiały ze studiów, studia, studi
materiały, budownictwo studia, semestr II, Materiały budowlane
sciaga bartek, budownictwo studia, semestr II, Materiały budowlane
więcej podobnych podstron