POLITECHNIKA LUBELSKA |
WYDZIAŁ MECHANICZNY |
Str. |
||
|
|
1 |
||
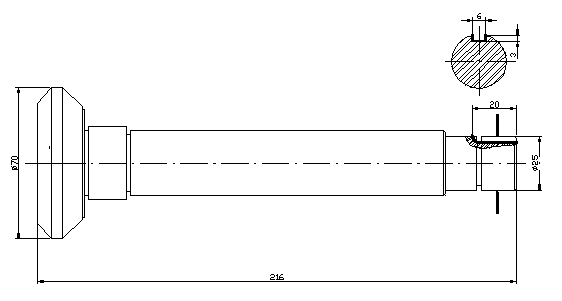
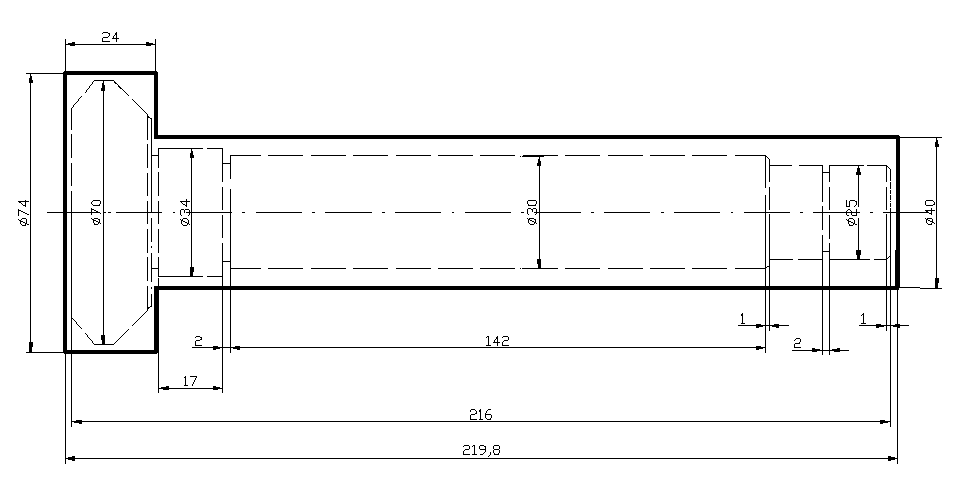
PROCES TECHNOLOGICZNY OBRÓBKI
CZĘŚCI TYPU: Wałek
NUMER RYSUNKU W53a
|
||||
TECHNOLOG |
DATA |
SPRAWDZAJĄCY |
||
Gorzym Paweł |
4. III. 2001 r. |
|
||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
PROCES TECHNOLOGICZNY - spis dokumentacji |
Str. |
||||
|
|
|
||||
Spis dokumentów procesu technologicznego |
||||||
L.p. |
Nazwa dokumentu |
Strona dokumentu w procesie technologicznym |
Ilość sztuk |
Nazwa części:
Wałek |
||
1 |
Rysunek wykonawczy obrabianej części |
|
|
|
||
2 |
Karta tytułowa |
|
|
|
||
3 |
Karta procesu technologicznego - spis dokumentacji |
|
|
Założona wielkość produkcji (sztuk):
28 |
||
4 |
Karta technologiczna zbiorcza (plan operacji) |
|
|
|
||
5 |
Karta półfabrykatu |
|
|
|
||
6 |
Karta operacyjna |
|
|
|
||
7 |
Karta uzbrojenia obrabiarki |
|
|
Proces zawiera stron:
?? |
||
8 |
Instrukcja obróbki cieplnej |
|
|
|
||
9 |
Karta szkiców |
|
|
|
||
10 |
Karta kontrolna |
|
|
|
||
11 |
Karta normowania czasu |
|
|
Technolog:
Gorzym Paweł |
||
12 |
Spis pomocy warsztatowych |
|
|
|
||
|
|
|
|
|
||
|
|
|
|
|
||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA TECHNOLOGICZNA ZBIORCZA (PLAN OPERACJI) |
Str. |
||||
|
|
|
||||
Numer operacji |
Nazwa operacji |
Stanowisko |
Norma czasu w godz. |
|||
|
|
Nazwa |
Symbol |
Tj |
Tpz |
|
10 |
Cięcie |
Piła tarczowa |
GRA 610 |
|
|
|
15 |
Spęczanie |
|
|
|
|
|
20 |
Ulepszanie cieplne |
Piec elektryczny |
PEK-3 |
|
|
|
30 |
Planowanie czół i nakiełkowanie |
Tokarka uniwersalna |
TUB-32 |
|
|
|
40 |
Toczenie zgrubne w 2 zamocowaniach |
Tokarka uniwersalna |
TUB-32 |
|
|
|
50 |
Toczenie kształtujące jednej wielostopniowej strony wałka |
Tokarka wielonożowa |
TWB 20 |
|
|
|
60 |
Toczenie kształtujące drugiej strony wałka |
Tokarka uniwersalna |
TUB-32 |
|
|
|
70 |
Frezowanie rowka na wpust |
Frezarka pionowa |
FYE-40 |
|
|
|
80 |
Szlifowanie |
Szlifierka |
SWA-25 |
|
|
|
90 |
Wiercenie otworów |
Wiertarka |
WKA-25 |
|
|
|
100 |
Nacinanie zębów |
Strugarka wzdłużna |
DS. 510 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA SZKICÓW |
Str. |
||
|
DO OPERACJI |
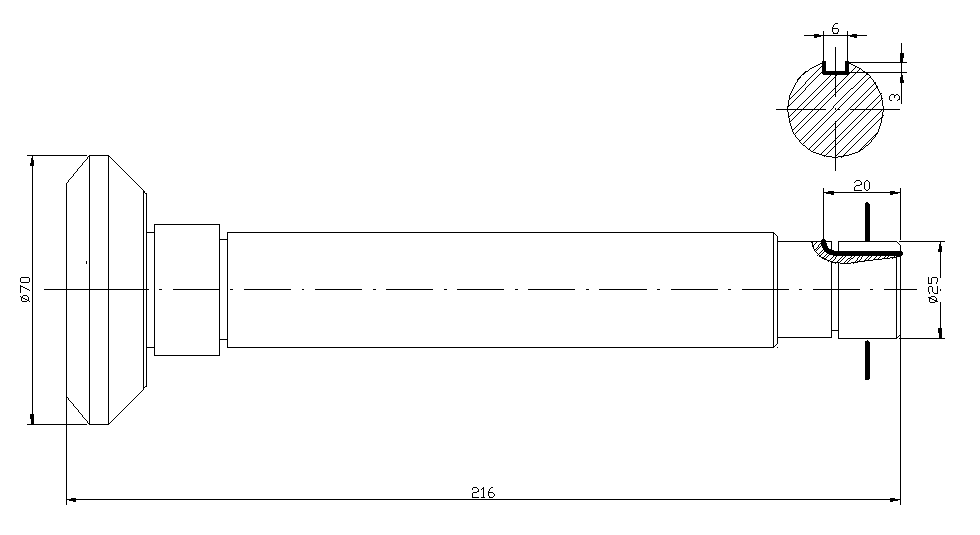
Toczenie kształtujące |
|
|
|
||||
TECHNOLOG |
DATA |
SPRAWDZAJĄCY |
||
Gorzym Paweł |
4. III. 2001 r. |
|
||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA SZKICÓW |
Str. |
||
|
DO OPERACJI |
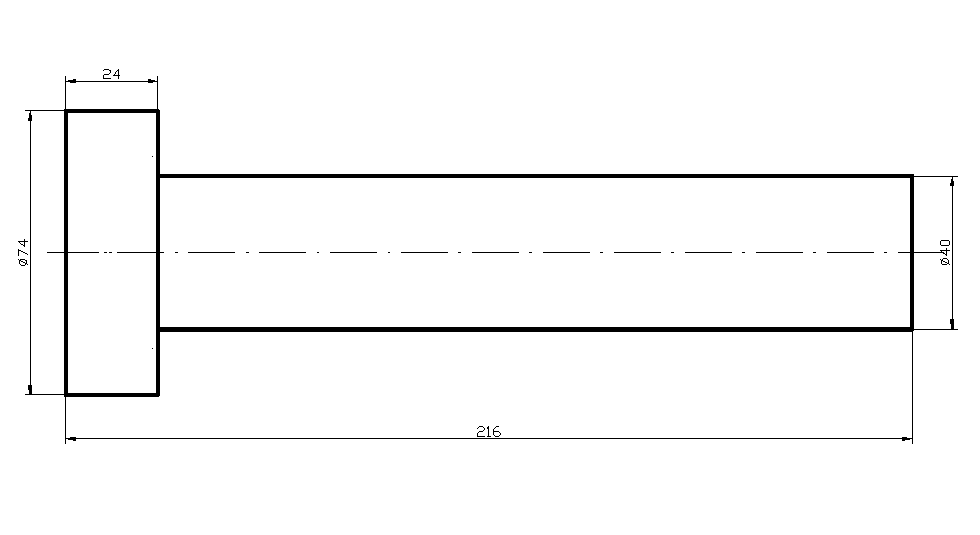
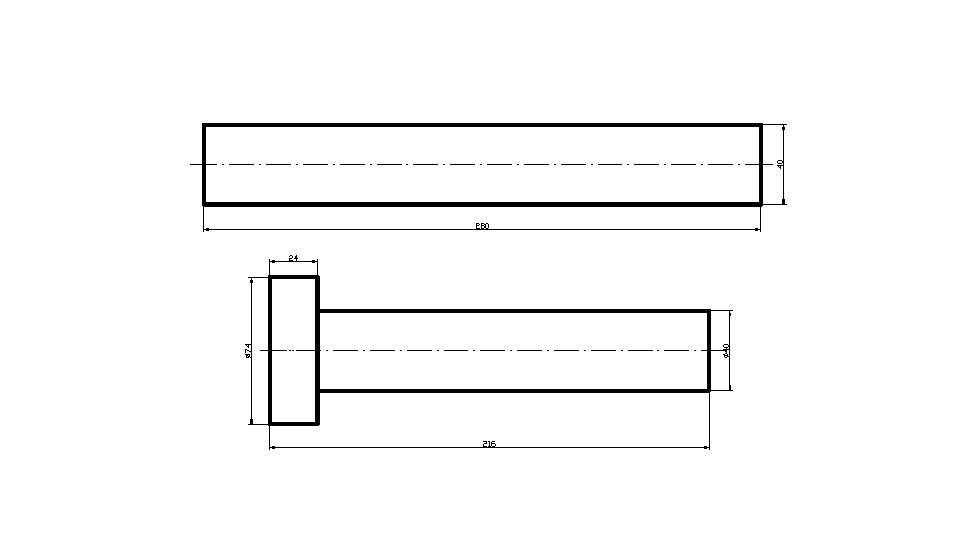
Spęczanie |
|
|
|
||||
TECHNOLOG |
DATA |
SPRAWDZAJĄCY |
||
Gorzym Paweł |
4. III. 2001 r. |
|
||


POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. |
|||||
|
Operacja nr |
10 |
wg strony dokumentacji |
|
|
||
|
Nr rysunku: Nr karty technologicznej: |
Rodzaj czasu |
Czas |
||||
|
|
|
Symbol |
[min] |
|||
|
|
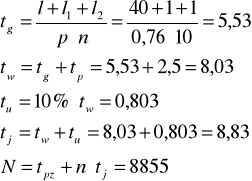
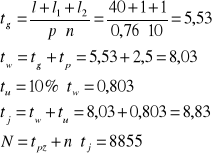
Czas główny |
tg |
5,53 |
|||
|
Nazwa operacji (zabiegu): |
Czas pomocniczy |
tp |
2,5 |
|||
|
Cięcie |
Czas wykonania |
tw |
8,03 |
|||
|
Obrabiarka: |
Czas obsługi technolog. |
tot |
- |
|||
|
Piła tarczowa GRA 610 |
Czas obsługi organizacyjnej |
too |
- |
|||
|
Wielkość partii: |
Czas obsługi stanowiska |
to |
- |
|||
|
n = 1000 |
Czas na odpoczynek |
tfo |
- |
|||
|
Norma czasu na partię N |
Czas na potrzeby naturalne |
tfa |
- |
|||
|
|
Czas na potrzeby fizjologiczne |
tf |
- |
|||
|
N = 8855 |
Czas uzupełniający |
tu |
0,803 |
|||
|
Technolog: |
Czas jednostkowy |
tj |
8,83 |
|||
|
Gorzym Paweł |
Czas przygotowawczo - zakończeniowy |
tpz |
25 |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. |
|||||
|
Operacja nr |
40 |
wg strony dokumentacji |
|
|
||
|
Nr rysunku: Nr karty technologicznej: |
Rodzaj czasu |
Czas |
||||
|
|
|
Symbol |
[min] |
|||
|
|
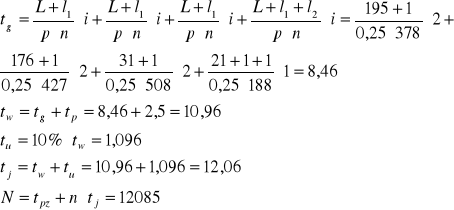
Czas główny |
tg |
8,46 |
|||
|
Nazwa operacji (zabiegu): |
Czas pomocniczy |
tp |
2,5 |
|||
|
Toczenie zgrubne |
Czas wykonania |
tw |
10,96 |
|||
|
Obrabiarka: |
Czas obsługi technolog. |
tot |
- |
|||
|
Tokarka uniwersalna TUB-32 |
Czas obsługi organizacyjnej |
too |
- |
|||
|
Wielkość partii: |
Czas obsługi stanowiska |
to |
- |
|||
|
n = 1000 |
Czas na odpoczynek |
tfo |
- |
|||
|
Norma czasu na partię N |
Czas na potrzeby naturalne |
tfa |
- |
|||
|
|
Czas na potrzeby fizjologiczne |
tf |
- |
|||
|
N = 12085 |
Czas uzupełniający |
tu |
1,096 |
|||
|
Technolog: |
Czas jednostkowy |
tj |
12,06 |
|||
|
Gorzym Paweł |
Czas przygotowawczo - zakończeniowy |
tpz |
25 |
|||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA NORMOWANIA CZASU |
Str. |
|||||
|
Operacja nr |
70 |
wg strony dokumentacji |
|
|
||
|
Nr rysunku: Nr karty technologicznej: |
Rodzaj czasu |
Czas |
||||
|
|
|
Symbol |
[min] |
|||
|
|
Czas główny |
tg |
0,24 |
|||
|
Nazwa operacji (zabiegu): |
Czas pomocniczy |
tp |
2,5 |
|||
|
Frezowanie rowka na wpust |
Czas wykonania |
tw |
2,74 |
|||
|
Obrabiarka: |
Czas obsługi technolog. |
tot |
- |
|||
|
Frezarka pionowa FYE - 40 |
Czas obsługi organizacyjnej |
too |
- |
|||
|
Wielkość partii: |
Czas obsługi stanowiska |
to |
- |
|||
|
n = 1000 |
Czas na odpoczynek |
tfo |
- |
|||
|
Norma czasu na partię N |
Czas na potrzeby naturalne |
tfa |
- |
|||
|
|
Czas na potrzeby fizjologiczne |
tf |
- |
|||
|
N = |
Czas uzupełniający |
tu |
0,274 |
|||
|
Technolog: |
Czas jednostkowy |
tj |
3,01 |
|||
|
Gorzym Paweł |
Czas przygotowawczo - zakończeniowy |
tpz |
25 |
|||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Piła tarczowa |
GRA 610 |
Cięcie |
10 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
przyrządy |
narzędzia |
Spraw-dziany |
|||||||||||||
|
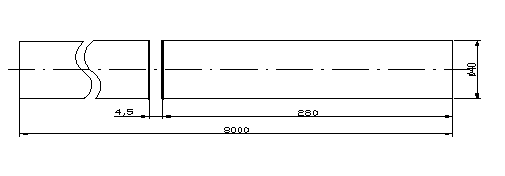
1 |
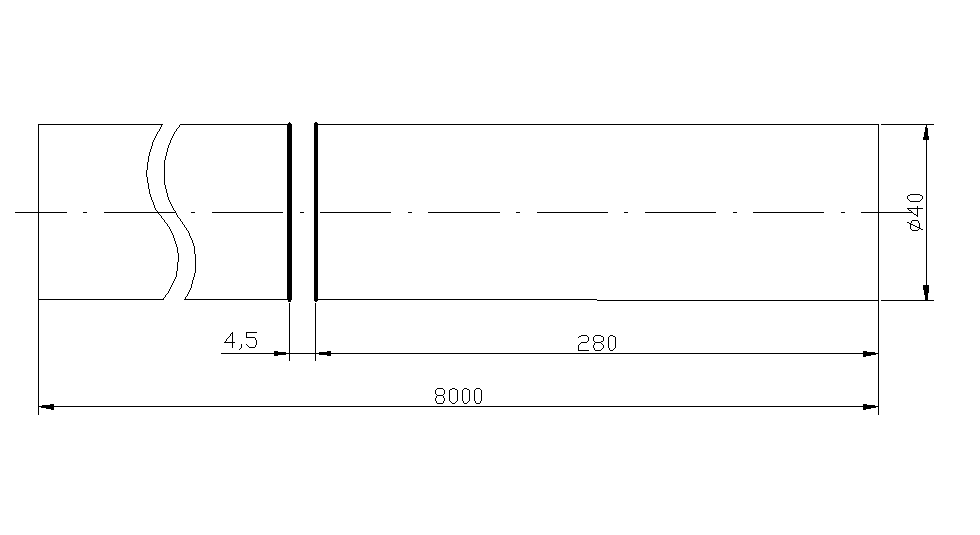
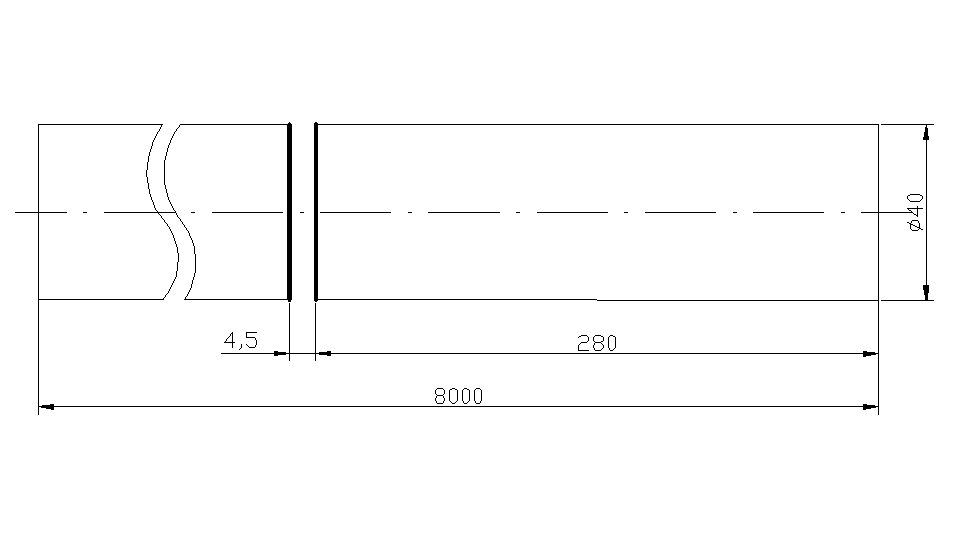
Ciąć na l = 280 mm |
Imadło maszyno-we PJPt 100 |
Tarcza NPTc 630x4,5 |
Przymiar kreskowy dokładny MLPd 250 |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Głęb.skr.[mm] |
4,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
20 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
10 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/obr] |
0,76 |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Tokarka uniwersalna |
TUB-32 |
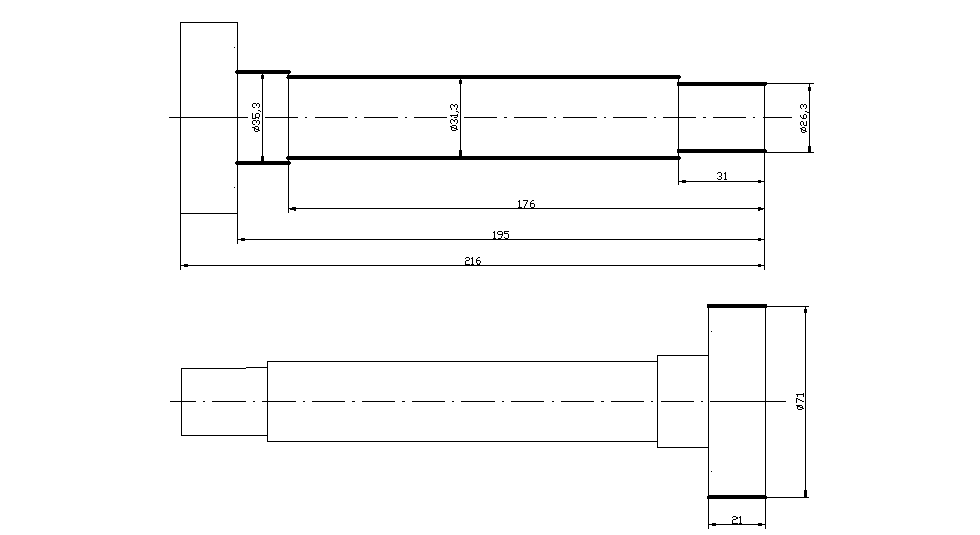
Toczenie zgrubne |
40 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
przyrządy |
narzędzia |
Spraw-dziany |
|||||||||||||
|
1 |
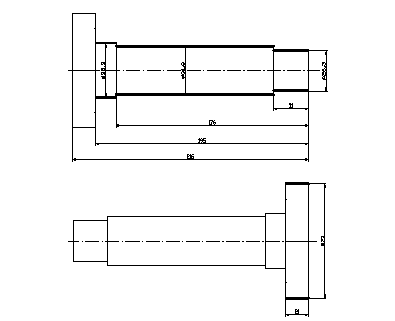
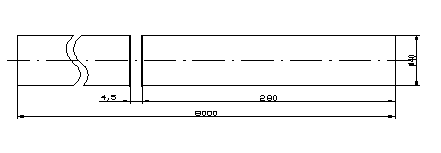
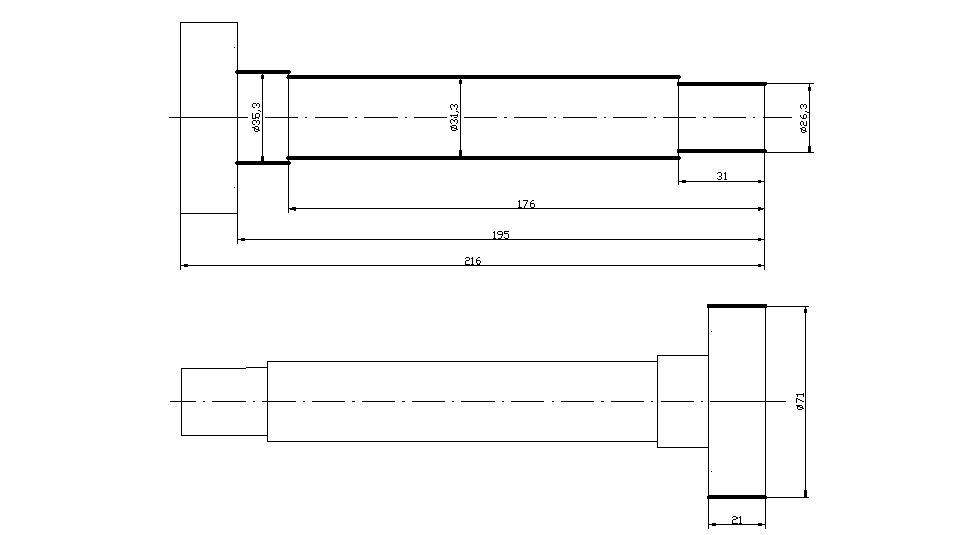
Toczyć zgrubnie φ35,3 l = 195 mm |
- Uchwyt trójszczękowy PUTm-200 - kieł obrotowy - zderzak |
NNZa-A 16x16x100 S20 |
Suwmiar-ka MAUb 140 |
|||||||||||||
|
2 |
Toczyć zgrubnie φ31,3 l = 176 mm |
|
|
|
|||||||||||||
|
3 |
Toczyć zgrubnie φ26,3 l = 31 mm |
|
|
|
|||||||||||||
|
4 |
Toczyć zgrubnie φ70 l = 21 mm |
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
|
|
|
|
|
|
|
|
|
|||||
Głęb.skr.[mm] |
2,35 |
2 |
2,5 |
1,5 |
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
2 |
2 |
2 |
1 |
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
42 |
42 |
42 |
42 |
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
378 |
427 |
508 |
188 |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/obr] |
0,25 |
0,25 |
0,25 |
0,25 |
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
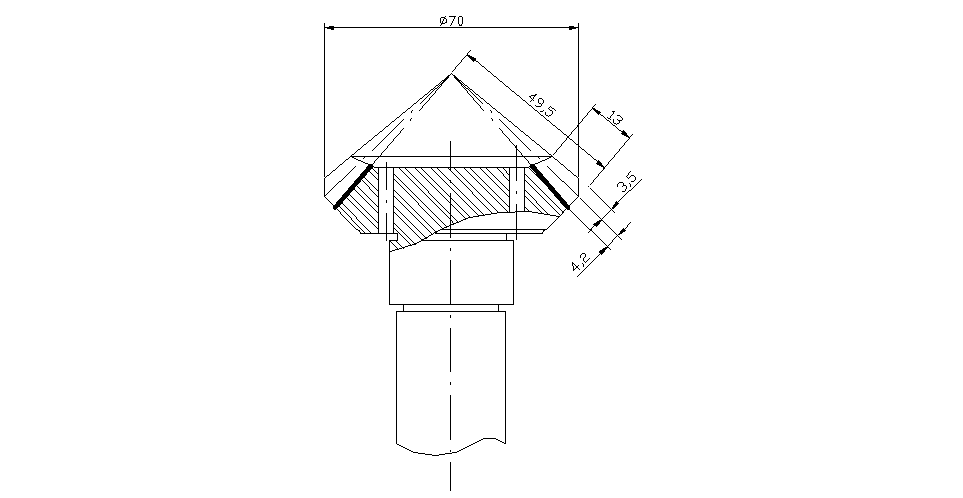
Tokarka wielonożowa |
TWB20 |
Toczenie kształtujące jednej wielostopniowej strony wałka |
50 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
przyrządy |
narzędzia |
Spraw-dziany |
|||||||||||||
|
1. |
Toczenie kształtujące φ34,3 na l = 19 mm Toczenie kształtujące φ30,3 na l = 145 mm Toczenie kształtujące φ25,3 na l = 32 mm |
-Uchwyt trójszczękowy PUTm-200 -Kieł obrotowy -Zderzak |
NNPd 12x12 S20 NNZa 16x16 S20S NNBe 12x12 S20S NNPc 12x8 S20 NNZd 16x16 s20 |
Suwmiarka MAUb-140 |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
2. |
Wykonać fazkę 1,15x45° dla φ25,3 Wykonać podcięcie φ21 szer. 2xφ25,3 Wykonać fazkę 1,15x45° dla φ30,3 Wykonać podcięcie φ26 szer. 2xφ30,3 Wykonać podcięcie φ30 szer. 2xφ34,3 |
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
|
|
|
|
|
|||||||||||
Głęb.skr.[mm] |
0,5 |
0,5 |
0,5 |
1,15 |
2,15 |
1,15 |
2,15 |
2,15 |
|
|
|
|
|
|||||
Ilość przejść |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
|
|
|
|
|
|||||
V [m/min] |
84 |
101 |
114 |
84 |
62 |
101 |
87 |
100 |
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
1060 |
1060 |
1060 |
1060 |
1060 |
1060 |
1060 |
1060 |
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/obr] |
0,15 |
0,15 |
0,15 |
0,05 |
0,05 |
0,05 |
0,05 |
0,05 |
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
|||||||||||||||||
|
|
|
|||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
|||||||||||||||
|
Tokarka uniwersalna |
TUB-32 |
Toczenie kształtujące drugiej strony wałka |
60 |
|||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
||||||||||||||||
|
|
|
Przyrządy |
narzędzia |
Spraw-dziany |
||||||||||||||
|
1. |
Toczyć fazkę 6x50° |
- Uchwyt trójszczękowy PUTm-200 - zderzak |
|
Suwmiarka MAUb-140 |
||||||||||||||
|
2. |
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
3. |
Toczyć fazkę 9x45° |
- kieł obrotowy - zabierak - zderzak |
|
|
||||||||||||||
|
4. |
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
|
|
|
|
|
|
|
|
|
||||||
Głęb.skr.[mm] |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Ilość przejść |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
V [m/min] |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
n [obr/min] n [2h/min] |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
p [mm/obr] |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
|||||||||||||||||
|
|
|
|||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
|||||||||||||||
|
Szlifierka |
SWA-25 |
Szlifowanie |
80 |
|||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
||||||||||||||||
|
|
|
przyrządy |
narzędzia |
Spraw-dziany |
||||||||||||||
|
1. |
Szlifować φ25h7 na l1=32 mm |
-Zabierak -kły obrotowe
|
Ściernica tarczowa NSAa 300x75x16
|
Spraw-dziany szczękowe MSJaφ25h7 MSJaφ30h7 MSJaφ34h7 |
||||||||||||||
|
2. |
Szlifować φ30h7 na l2=142 mm |
|
|
|
||||||||||||||
|
3. |
Szlifować φ34h7 na l3=17 mm |
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
Nr zabiegu |
1 |
2 |
3 |
|
|
|
|
|
|
|
|
|
|
||||||
Głęb.skr.[mm] |
0,15 |
0,15 |
0,15 |
|
|
|
|
|
|
|
|
|
|
||||||
Ilość przejść |
1 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
||||||
V [m/min] |
25 |
25 |
25 |
|
|
|
|
|
|
|
|
|
|
||||||
n [obr/min] n [2h/min] |
315 |
263 |
232 |
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
p [m/min] |
14 |
14 |
14 |
|
|
|
|
|
|
|
|
|
|
||||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Vs [m/s] |
30 |
30 |
30 |
|
|
|
|
|
|
|
|
|
|
||||||
ns [obr/min] |
1910 |
1910 |
1910 |
|
|
|
|
|
|
|
|
|
|
||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
|||||||||||||||||
|
|
|
|||||||||||||||||
|
stanowisko |
Symbol |
Nazwa operacji |
Nr op. |
|||||||||||||||
|
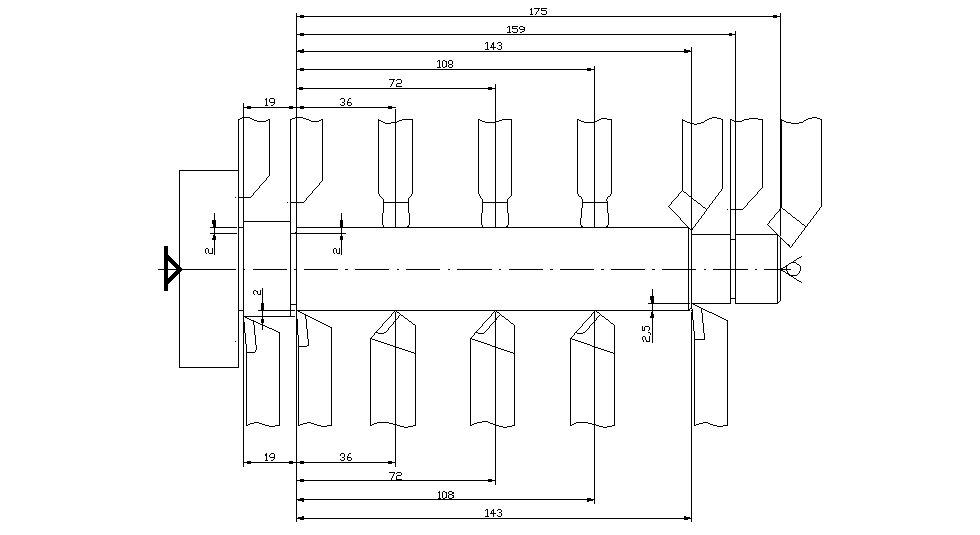
Frezarka pionowa |
FYE-40 |
Frezowanie rowka na wpust |
70 |
|||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
||||||||||||||||
|
|
|
przyrządy |
narzędzia |
Spraw-dziany |
||||||||||||||
|
1. |
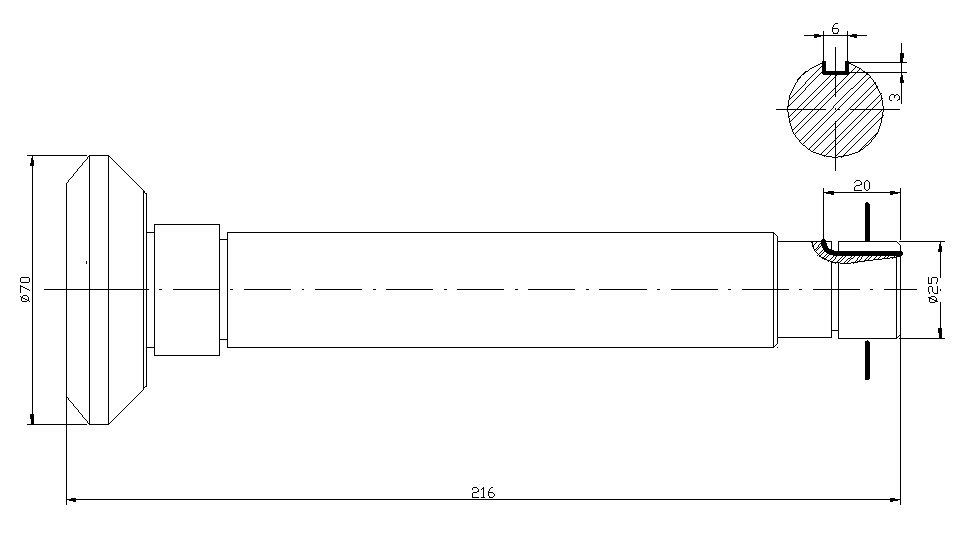
Frezować rowek na wpust zachowując wymiar 6x3,15x20 |
- Imadło maszynowe PJPt 100 - zderzak
|
Frez do rowków wpustowych NFPh-6 |
Suwmiarka MAUb-140 |
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
|
|
|
|
|
|
||||||||||||||
Nr zabiegu |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Głęb.skr.[mm] |
3,15 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Ilość przejść |
1 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
V [m/min] |
25 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
n [obr/min] n [2h/min] |
1326 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
p [mm/ostrze] |
0,2 |
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||


POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Tokarka uniwersalna |
TUB-32 |
Planowanie czół i nakiełkowanie |
30 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
przyrządy |
narzędzia |
sprawdziany |
|||||||||||||
|
1. |
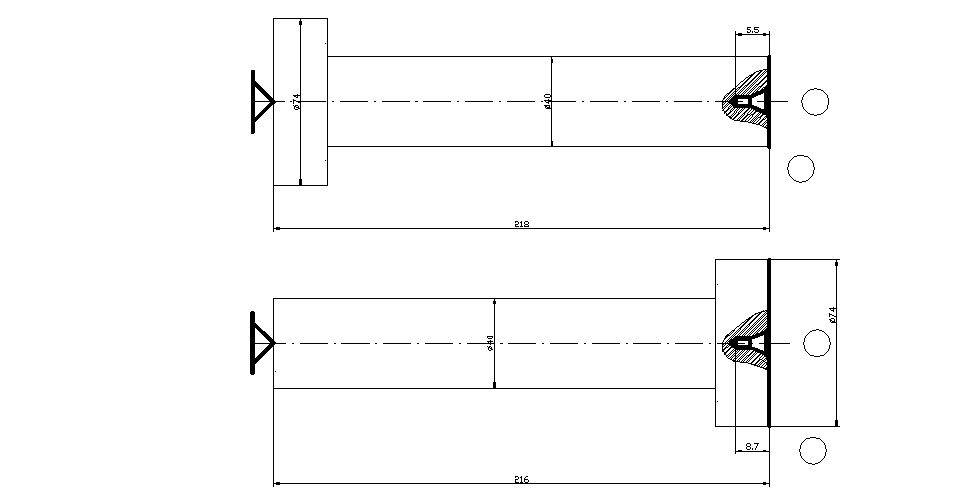
Toczyć czoło zachowując wymiar l = 218 mm |
Uchwyt tokarski PUTm-200 Uchwyt do nawiertaka |
-Nawiertak NMRd2,5 -Nawiertak NMRd4 -Nóż tokarski NNZc 16x16x100 |
Suwmiarka MAUb -140 |
|||||||||||||
|
2. |
Nakiełkować B2,5 na głębokość L = 5,5 |
|
|
|
|||||||||||||
|
3. |
Toczyć czoło zachowując wymiar l = 216 mm |
|
|
|
|||||||||||||
|
4. |
Nakiełkować B4 na głębokość L = 8.7 |
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
3 |
4 |
|
|
|
|
|
|
|
|
|
|||||
Głęb.skr.[mm] |
1,8 |
5,5 |
2 |
8,7 |
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1 |
1 |
1 |
1 |
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
83 |
2,8 |
45 |
4,5 |
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
355 |
355 |
355 |
355 |
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/obr] |
0,7 |
0,1 |
0,7 |
0,1 |
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Wiertarka pionowa |
WKA-25 |
Wiercenie otworów |
90 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
Przyrządy |
narzędzia |
sprawdziany |
|||||||||||||
|
1. |
Nawiercać 4 otwory φ2,5 na promieniu r=18 co 90° |
- Imadło maszynowe PJPt100 - zderzak materiału |
Wiertło kręte zwykłe φ4x57x93 |
Mikrometr do otworów MMSa 0-25 |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
2. |
Wiercić 4 otwory na promieniu r=18 co 90° na gł. l = 20 mm |
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1 |
2 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Głęb.skr.[mm] |
3 |
20 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
1 |
1 |
|
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
15 |
25 |
|
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
1910 |
1990 |
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/obr] |
0,2 |
0,1 |
|
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||

POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA PÓŁFABRYKATU |
Str. |
||||
|
NAZWA CZĘŚCI |
Wałek |
|
|||
|
Lp |
Rodzaj materiału, wymiary |
||||
|
1 |
Nazwa materiału |
Stal |
|||
|
2 |
Gatunek materiału |
40H |
|||
|
3 |
Rodzaj półfabrykatu |
Pręt |
|||
|
4 |
Stan dostawy |
Normalizowany |
|||
|
5 |
Twardość materiału półfabrykatu |
|
|||
|
6 |
Wymiary gabarytowe części |
70 x 216 |
|||
|
7 |
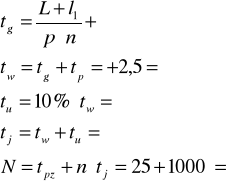
Wymiary półfabrykatu |
74 x 8000 |
|||
|
8 |
Materiał bez cięcia |
74 x 280 |
|||
|
9 |
Materiał z naddatkiem na cięcie |
74 x 284,5 |
|||
|
10 |
Ilość części z półfabrykatu |
28 |
|||
|
11 |
Naddatek na uchwycenie przy cięciu |
34 |
|||

POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA KONTROLNA |
Str. |
|||||||||||||||||||||||||||||||||||||||||
|
MATERIAŁ |
|
NUMER OPERACJI |
|
|
||||||||||||||||||||||||||||||||||||||
|
L.p. |
Nazwa czynności kontrolnej |
Narzędzie pomiarowe |
% spr. pow. |
|||||||||||||||||||||||||||||||||||||||
|
|
|
nazwa |
symbol |
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
SPIS POMOCY WARSZTATOWYCH |
Str. |
|||||||||||||||||||||||||||||||||||||||||
|
|
|
|||||||||||||||||||||||||||||||||||||||||
NARZĘDZIA SKRAWAJĄCE |
NARZĘDZIA POMIAROWE |
PRZYRZĄDY I UCHWYTY |
|||||||||||||||||||||||||||||||||||||||||
NAZWA |
SYMBOL |
ILOŚĆ SZTUK |
NUMER OPERACJI |
NAZWA |
SYMBOL |
ILOŚĆ SZTUK |
NUMER OPERACJI |
NAZWA |
SYMBOL |
ILOŚĆ SZTUK |
NUMER OPERACJI |
||||||||||||||||||||||||||||||||
Piła tarczowa |
NPTc 630x4,5 |
1 |
10 |
Przymiar kreskowy |
MLPd 250 |
1 |
10 |
Imadło maszynowe |
PJPt 100 |
1 |
10 |
||||||||||||||||||||||||||||||||
Piec elektryczny |
PEK-3 |
1 |
20 |
|
|
|
|
Hak |
|
1 |
20 |
||||||||||||||||||||||||||||||||
Nawiertak Nawiertak |
NMRd2,5 NMRd4 |
1 1 |
30 |
Suwmiarka |
MAUb-140 |
1 |
30 |
Uchwyt trójszczękowy |
PUTm-200 |
1 |
30 |
||||||||||||||||||||||||||||||||
Nóż tokarski |
NNZc 16x16x100 |
1 |
30 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||||||||||||||||||||||||
Nóż boczny prawy |
NNZa-A 16x16x100 S20 |
1 |
40 |
Suwmiarka |
MAUb-140 |
1 |
40 |
Uchwyt trójszczękowy Kieł obrotowy Zderzak |
PUTm-200
|
1
1 1 |
40
40 40 |
||||||||||||||||||||||||||||||||
Nóż tokarski |
NNPd 12x12 S20 |
3 |
50 |
Suwmiarka |
MAUb-140 |
1 |
50 |
Uchwyt trójszczękowy |
PUTm-200 |
1 |
50 |
||||||||||||||||||||||||||||||||
Nóż tokarski |
NNZa 16x16 S20S |
3 |
50 |
- |
- |
- |
- |
Kieł obrotowy |
- |
1 |
50 |
||||||||||||||||||||||||||||||||
Nóż tokarski |
NNBe 12x12 S20S |
3 |
50 |
- |
- |
- |
- |
zderzak |
- |
1 |
50 |
||||||||||||||||||||||||||||||||
Nóż tokarski |
NNPc 12x8 S20 |
3 |
50 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||||||||||||||||||||||||
Nóż tokarski |
NNZd 16x16 s20 |
2 |
50 |
- |
- |
- |
- |
- |
- |
- |
- |
||||||||||||||||||||||||||||||||
|
|
|
60 |
Suwmiarka |
MAUb-140 |
1 |
60 |
Uchwyt trójszczękowy Kieł obrotowy Zderzak |
PUTm-200
|
1
1 1 |
60
60 60 |
||||||||||||||||||||||||||||||||
Frez do rowków wpustowych |
NFPh-6 |
1 |
70 |
Suwmiarka |
MAUb-140 |
1 |
70 |
Imadło maszynowe zderzak |
PJPt 100 |
1 2 |
70 70 |
||||||||||||||||||||||||||||||||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
SPIS POMOCY WARSZTATOWYCH |
Str. |
|||||||||||||||||||||||||||||||||||||||||
|
|
|
|||||||||||||||||||||||||||||||||||||||||
NARZĘDZIA SKRAWAJĄCE |
NARZĘDZIA POMIAROWE |
PRZYRZĄDY I UCHWYTY |
|||||||||||||||||||||||||||||||||||||||||
NAZWA |
SYMBOL |
ILOŚĆ SZTUK |
NUMER OPERACJI |
NAZWA |
SYMBOL |
ILOŚĆ SZTUK |
NUMER OPERACJI |
NAZWA |
SYMBOL |
ILOŚĆ SZTUK |
NUMER OPERACJI |
||||||||||||||||||||||||||||||||
Ściernica tarczowa |
NSAa 300x75x16 |
1 |
80 |
Sprawdziany szczękowe |
MSJaφ25h7
MSJaφ30h7
MSJaφ34h7 |
1
1
1 |
80
80
80 |
Zabierak
Kieł obrotowy |
-
- |
1
2 |
80
80 |
||||||||||||||||||||||||||||||||
Wiertło kręte zwykłe |
φ4x57x93 |
1 |
90 |
Mikrometr do otworów |
MMSa 0-25 |
1 |
90 |
Imadło maszynowe zderzak |
PJPt 100
|
1
1 |
90
90 |
||||||||||||||||||||||||||||||||
Nóż strugarski obwiedniowy |
NNMn 3,5 20° SW18 |
1 |
100 |
|
|
1 |
100 |
Uchwyt trójszczękowy zderzak |
PUTm-200 |
1
1 |
100
100 |
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
INSTRUKCJA OBRÓBKI CIEPLNEJ |
NR OPERACJI |
Str. |
||||||||||||||||||||||||||||||||||||||||
|
NAZWA OPERACJI |
Ulepszanie cieplne |
20 |
|
|||||||||||||||||||||||||||||||||||||||
|
Nazwa części |
Wałek |
Urządzenie |
||||||||||||||||||||||||||||||||||||||||
|
Gatunek materiału |
40H |
Nazwa |
Symbol |
|||||||||||||||||||||||||||||||||||||||
|
Stan dostawy |
Normalizowany |
Piec elektryczny |
PEK-3 |
|||||||||||||||||||||||||||||||||||||||
|
Twardość |
powierzchni |
HRC - 28 |
Dodatkowe informacje |
|||||||||||||||||||||||||||||||||||||||
|
|
rdzenia |
HRC - 26 |
Moc 55 kW |
|||||||||||||||||||||||||||||||||||||||
|
Grubość warstwy utwardzonej [mm] |
|
|
||||||||||||||||||||||||||||||||||||||||
|
Warunki wymagane przy obróbce cieplnej (dodatkowe) |
|
|
||||||||||||||||||||||||||||||||||||||||
Parametry obróbki cieplnej |
|||||||||||||||||||||||||||||||||||||||||||
Lp. |
Czynności |
Grzanie |
Chłodzenie |
Twardość |
|||||||||||||||||||||||||||||||||||||||
|
|
Temp. ładowania |
Czas podgrzewania |
Temp. grzania |
Czas grzania |
ośrodek |
temperatura |
czas |
HRC |
HB |
HV |
||||||||||||||||||||||||||||||||
|
|
C° |
minut |
C° |
minut |
|
C° |
minut |
|
|
|
||||||||||||||||||||||||||||||||
1. |
Hartowanie |
820-850 |
35 |
820-850 |
15 |
olej |
18 |
30 |
|
|
|
||||||||||||||||||||||||||||||||
2. |
Odpuszczanie |
550-580 |
18 |
530-550 |
48 |
olej |
18 |
25 |
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
INSTRUKCJA OBRÓBKI CIEPLNEJ |
NR OPERACJI |
Str. |
||||||||||||||||||||||||||||||||||||||||
|
NAZWA OPERACJI |
Spęczanie |
15 |
|
|||||||||||||||||||||||||||||||||||||||
|
Nazwa części |
Wałek |
Urządzenie |
||||||||||||||||||||||||||||||||||||||||
|
Gatunek materiału |
40H |
Nazwa |
Symbol |
|||||||||||||||||||||||||||||||||||||||
|
Stan dostawy |
Normalizowany |
|
|
|||||||||||||||||||||||||||||||||||||||
|
Twardość |
powierzchni |
|
Dodatkowe informacje |
|||||||||||||||||||||||||||||||||||||||
|
|
rdzenia |
|
|
|||||||||||||||||||||||||||||||||||||||
|
Grubość warstwy utwardzonej [mm] |
|
|
||||||||||||||||||||||||||||||||||||||||
|
Warunki wymagane przy obróbce cieplnej (dodatkowe) |
|
|
||||||||||||||||||||||||||||||||||||||||
Parametry obróbki cieplnej |
|||||||||||||||||||||||||||||||||||||||||||
Lp. |
Czynności |
Grzanie |
Chłodzenie |
Twardość |
|||||||||||||||||||||||||||||||||||||||
|
|
Temp. ładowania |
Czas podgrzewania |
Temp. grzania |
Czas grzania |
ośrodek |
temperatura |
czas |
HRC |
HB |
HV |
||||||||||||||||||||||||||||||||
|
|
C° |
minut |
C° |
minut |
|
C° |
minut |
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||
POLITECHNIKA LUBELSKA WYDZIAŁ MECHANICZNY |
KARTA OPERACYJNA |
Str. |
||||||||||||||||
|
|
|
||||||||||||||||
|
stanowisko |
symbol |
Nazwa operacji |
Nr op. |
||||||||||||||
|
Strugarka wzdłużna |
DS. 510 |
Nacinanie zębów |
100 |
||||||||||||||
|
Nr zabiegu |
Nazwa zabiegu |
Wyposażenie |
|||||||||||||||
|
|
|
Przyrządy |
narzędzia |
sprawdziany |
|||||||||||||
|
1. |
|
- Uchwyt trójszczękowy PUTm-200 - zderzak materiału |
Nóż strugarski obwiedniowy NNMn 3,5 20° SW18 PN-75/M-58510 |
xxx |
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|||||||||||||
Nr zabiegu |
1. |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Głęb.skr.[mm] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Ilość przejść |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
V [m/min] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
n [obr/min] n [2h/min] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
p [mm/] |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
Chłodziwo |
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
POLITECHNIKA LUBELSKA
WYDZIAŁ MECHANICZNY |
KARTA UZBROJENIA OBRABIARKI |
Str. |
|||
|
Nr op. |
TREŚĆ OPERACJI |
Nazwa obrabiarki |
Symbol obrabiarki |
|
|
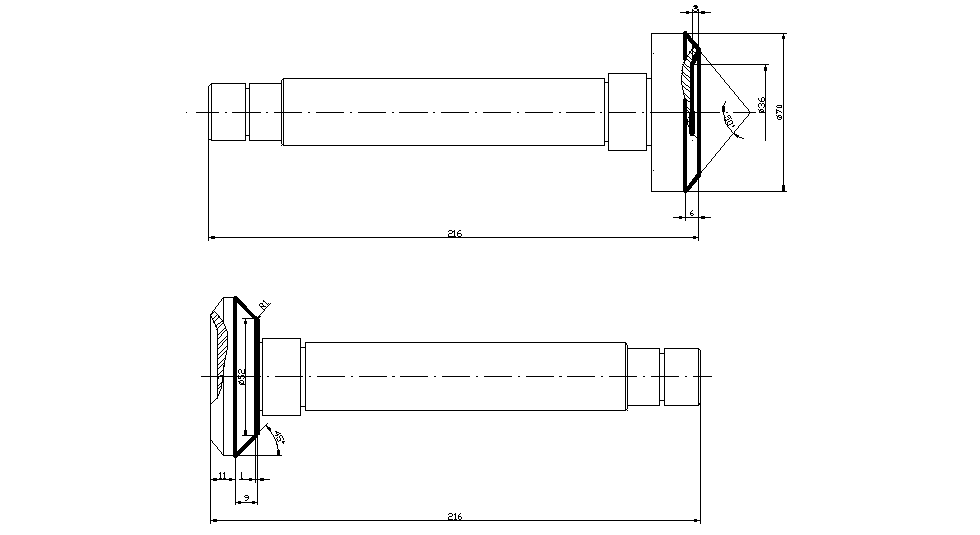
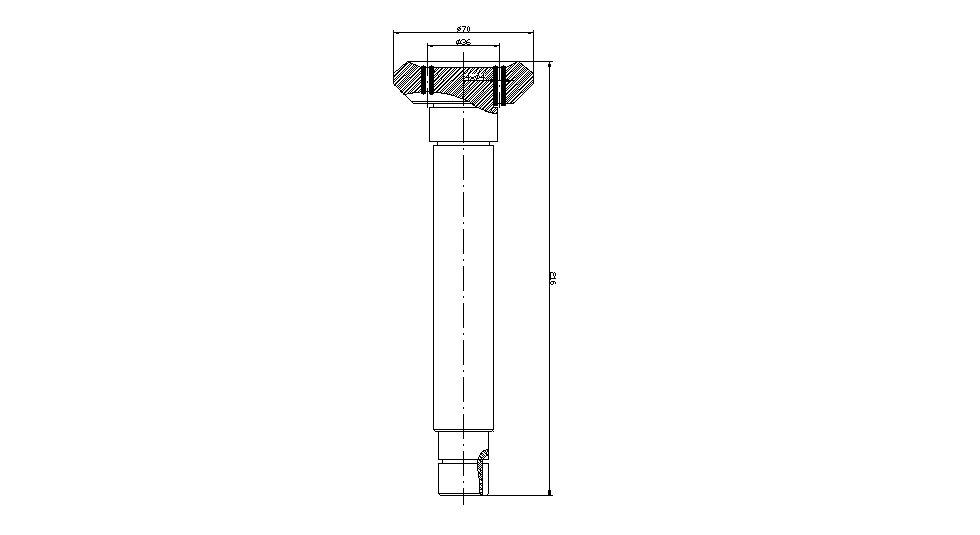
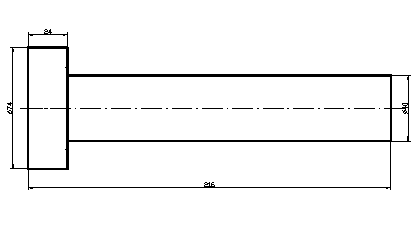
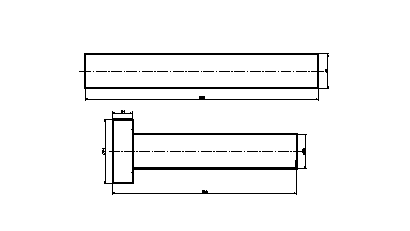
50 |
Toczenie kształtujące jednej wielostopniowej strony wałka |
Tokarka wielonożowa |
TWB 20 |
|
|
|||||
Zamocowanie I
Zamocowanie II
przed
po
Zamocowanie I
Zamocowanie II
Wyszukiwarka
Podobne podstrony:
Karta procesu tech, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, tech
Str.4 - Karta technologicza zbiorcza, Politechnika Lubelska, Studia, Studia, organizacja produkcji,
Karty technologiczne, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Str.10 - Operacja 50, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
Str.13 - Operacja 80, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
szlif, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia maszy
Karta operacyjna4, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, techn
Str.11 - Operacja 60, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, te
karta uzbrojenia obrab, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje,
Str.5 - Obróbka cieplna, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje,
Karta operacyjna2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, techn
tocz1, Politechnika Lubelska, Studia, Studia, organizacja produkcji, laborki-moje, technologia maszy
TMM-Kruczuś-wałek k. norm czasu 2, Politechnika Lubelska, Studia, Studia, organizacja produkcji, lab
więcej podobnych podstron