POLITECHNIKA ŚWIĘTOKRZYSKA W KIELCACH WYDZIAŁ MECHATRONIKA I BUDOWAMASZYN |
Labolatorium Technologii Budowy Maszyn |
Technologia wykonywania kół zębatych |
Grupa 302M |
Daniel Rybak |
19.11.2009 |
1. Celem ćwiczenia było zapoznanie się z technologią wykonywania kół zębatych przy pomocy frezarek pionowej i obwiedniowej, oraz poznanie rodzajów frezów do wykonywania kół zębatych.
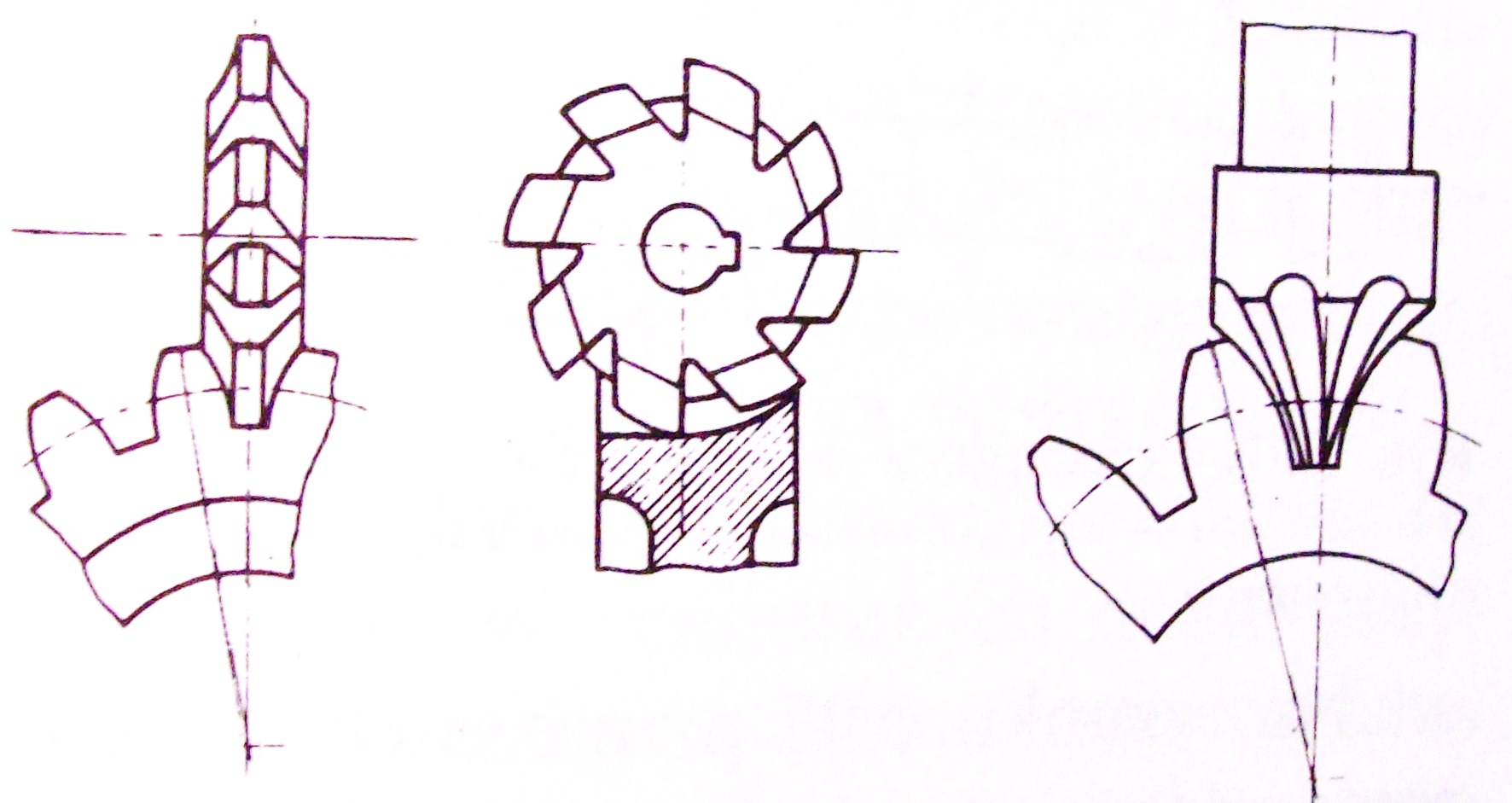
Na frezarkach pionowych wykonujemy uzębienia za pomocą frezów modułowych krążkowych i trzpieniowych. Niezbędna jest także podzielnica, którą omawialiśmy na poprzednim labolatorium.
Jest to tzw. metoda metoda kształtowa, stosowana głównie tam, gdzie nie jest wymagana duża dokładność. Wynika to z trudności wykonania narzędzi kształtowych, niedokładności ustawienia narzędzi na obrabiarce oraz niedokładności podzielnic. Ponadto wadą tej metody jest konieczność posiadania oddzielnych narzędzi do kół zębatych o różnych parametrach. Frezy modułowe stosuje się zwykle do modułów mniejszych. Uzębienia o modułach przekraczających 20 mm obrabia się frezami kształtowymi i trzpieniowymi. Frezowanie kształtowe stosuje się w produkcji jednostkowej.
modułowy frez krążkowy frez trzpieniowy
Drugą metodą wykonywania zębów jest frezowanie na tokarce obwiedniowej.
Przed przystąpieniem do frezowania na tokarce obwiedniowej należy:
-nastawić przekładnię gitarową (dobór kół zmianowych gitary ruchu podziałowego następuje wg tablic zawartych w dokumentacji obrabiarki.
-nastawić przekładnię gitarową napędu posuwowego
-nastawić prędkość ruchu głównego
-nastawić kąt skręcenia obrotnicy suportu narzędziowego
Narzędziem skrawającym stosowanym do obróbki uzębienia na frezarkach obwiedniowych jest frez ślimakowy modułowy ( na rys. N), którego ostrza są rozmieszczone wzdłuż linii śrubowej zwoju frezu, a rowki wiórowe rozdzielające poszczególne ostrza frezu są do tej linii prostopadłe. Krawędzie skrawające ostrzy frezu ślimakowego wzdłuż rowków wiórowych mają zarys zębatek. Podczas ruchu obrotowego frezu zarys kolejnych zębatek (na rys. Z) kształtują zarys uzębienia tak, jakby przesuwały się ruchem prostoliniowym stycznie do walca tocznego obrabianego koła obracającego się dookoła własnej osi.
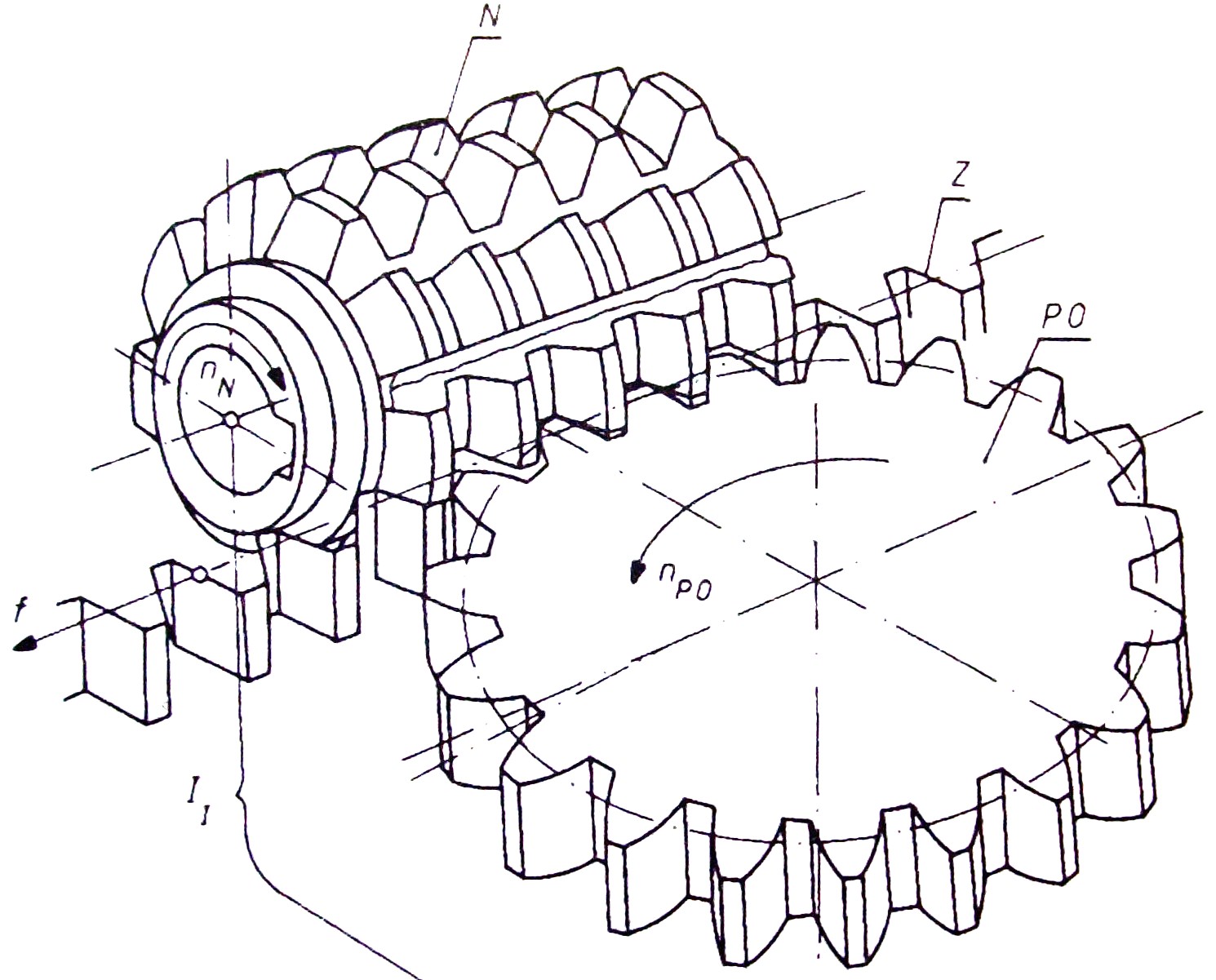
W wyniku sprzężenia ruchów obrotowych frezu oraz obrabianego koła powstaje ruchtoczny zapewniający uzyskanie zarysu ewolwentowego.
Wnioski:
Omówione 2 metody wykonywania kół zębatych znacznie różnią się od siebie.
W każdej z nich stosujemy inne narzędzia do frezowania. Metoda frezowania kształtowego jest mało dokładną lecz wystarczającą metodą do produkcji jednostkowej. Metoda obwiedniowa jest o wiele dokładniejszą metodą stosowaną w produkcji seryjnej.