Obraz0226
226
226
(12.15)
gdzie: D - średnica ściernicy, Dt - średnica tarczy prowadzącej, dp - średnica przedmiotu obrabianego.
Materiał tarczy prowadzącej odznacza się dużym współczynnikiem tarcia, a więc prędkość obwodowa tarczy prowadzącej vt jest niemal równa prędkości obwodowej przedmiotu obrabianego vp. Prędkość obwodowa ściernicy vs wynosi zwykle 35-60 tn/s.
W zależności od kształtu przedmiotu obrabianego rozróżnia się szlifowanie z posuwem promieniowym (wgłębne) i z posuwem osiowym (wzdłużne).
12.5.3.1. Wgłębne walcowe szlifowanie bezklowe wałków
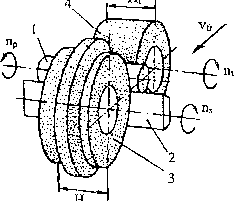
Szlifowanie wcinające (wgłębne) charakteryzuje się przerywanym cyklem roboczym (rys. 12.24).
w.
H
Rys. 12.24. Szlifowanie zewnętrzne bezkłowe wgłębne: 1 - przedmiot obrabiany, 2 - podtrzymka, 3 -ściernica, 4 - tarcza prowadząca
Promieniowy ruch posuwowy o prędkości vfr powoduje zbliżanie się tarczy prowadzącej do ściernicy. Zderzak służy do ograniczenia przemieszczania się przedmiotu lub ustalania jego położenia. Oś tarczy prowadzącej może być pochylona pod bardzo małym kątem (ok. 0,5°), co zapewnia osiowe położenie przedmiotu i jego przyleganie do zderzaka.
12.5.3.2. Wzdłużne szlifowanie bezkłowe wałków
Wzdłużne szlifowanie bezkłowe, tzw. szlifowanie przelotowe, stosuje się do szlifowania powierzchni gładkich (rys. 12.25).
Posuw wzdłużny (osiowy) przedmiotu uzyskuje się dzięki pochyleniu osi tarczy prowadzącej o kąt at (at = 3-5°) względem osi ściernicy (rys. 12.26). Tarczy nadaje się zarys powierzchni prostokreślnej w postaci hiperboloidy obrotowej, w celu zapewnienia liniowego jej styku z przedmiotem obrabianym.
Wyszukiwarka
Podobne podstrony:
3 (226) 12 Teoria literatury senie wielkim zbiorem] Kleoia literackich, lecz nieskończenie wielkim z
81182 Nowy 5 (7) 226 12. Szybkie przekształcenie Fou Ta prosta sieć przepływu sygnałów jest, ze wzgl
3 4 (12) 15 15 r. o średnicy około w o; ivicc promowany wg rys. c) Sekundomierz,,
IS P1140342 (Medium) Neutrofile laatiulocyty oboj powstają w szpiku (2.ćsltfkęn średnica 12-15 11111
Obraz0202 202 Rys. 12.1. Kształt narzędzi ściernych spojonycha) i Rys. 12.2. Ściernice pierścieniowe
Obraz0203 203 Rys. 12.3. Wybrane ściernice garnkowe: a) walcowa typu Tó, b) stożkowa typu T10, c) st
Obraz0217 217 Tabela 12.5. Obciągacze ściernicowe produkowane w Polsce 217 Obcitgacze iciemkqwe piad
Obraz0230 230 Rys. 12.30. Obwodowe szlifowanie powierzchni płaskich: a) węższych od szerokości ścier
se marchew 50 1 szt. długości 12 cm i średnicy 2,5 cm 100 1 szt. długości 15 cm i średnicy 3
więcej podobnych podstron