010(1)
Tablica 1
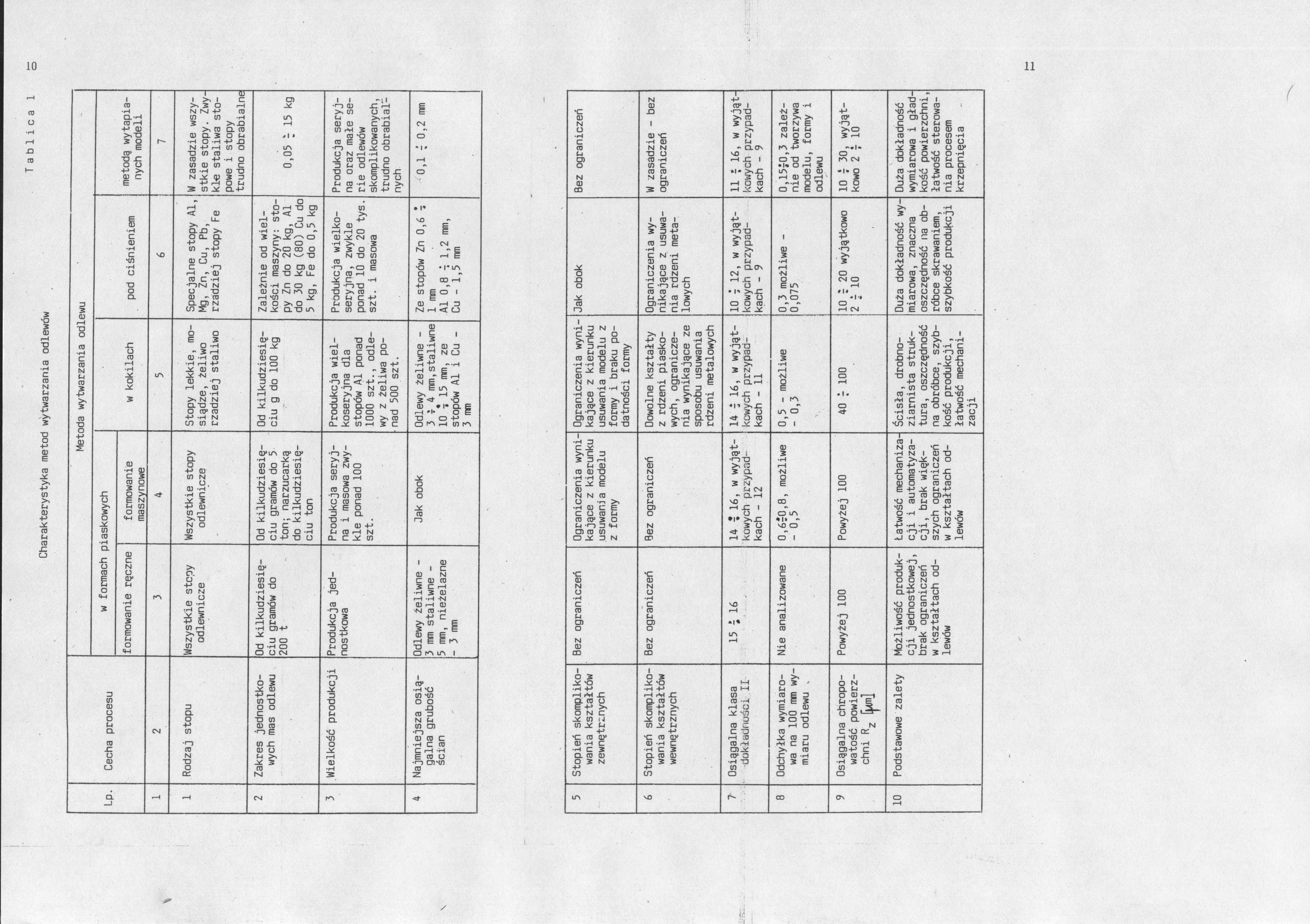
Charakterystyka metod wytwarzania odlewów
|
Metoda wytwarzania odlewu | ||||||
|
Lp. |
Cecha procesu |
w formach piaskowych | ||||
|
formowanie ręczne |
formowanie maszynowe |
w kokilach |
pod ciśnieniem |
metodą wytapianych modeli | ||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
|
1 |
Rodzaj stopu |
Wszystkie stepy odlewnicze |
Wszystkie stopy odlewnicze |
Stopy lekkie, mosiądze, żeliwo rzadziej staliwo |
Specjalne stopy Al, Mg, Zn, Cu, Pb, rzadziej stopy Fe |
W zasadzie wszystkie stopy. Zwykle staliwa stopowe i stopy trudno obrabialne |
|
2 |
Zakres jednostkowych mas odlewu |
Od kilkudziesięciu gramów do 200 t |
Od kilkudziesięciu gramów do 5 ton; narzucarką do kilkudziesięciu ton |
Od kilkudziesięciu g do 100 kg |
Zależnie od wielkości maszyny: stopy Zn do 20 kg, Al do 30 kg (80) Cu do 5 kg, Fe do 0,5 kg |
0,05 t 15 kg |
|
3 |
Wielkość produkcji |
Produkcja jednostkowa |
Produkcja seryjna i masowa zwykle ponad 100 szt. |
Produkcja wiel-koseryjna dla stopów Al ponad 1000 szt., odlewy z żeliwa ponad 500 szt. |
Produkcja wielko-seryjna, zwykle ponad 10 do 20 tys. szt. i masowa |
Produkcja seryjna oraz małe serie odlewów skomplikowanych, trudno obrabiał^ nych |
|
4 |
Najmniejsza osiągalna grubość ścian |
Odlewy żeliwne -3 mm staliwne -3 mm, nieżelazne - 3 mm |
Oak obok |
Odlewy żeliwne -314 mm,staliwne 10 15 mm, ze stopów Al i Cu -3 mm |
Ze stopów Zn 0,6 \ 1 mm Al 0,8 1,2 mm, Cu - 1,5 mm |
0,1 Ą 0,2 mm |
|
5 |
Stopień skomplikowania kształtów zewnętrznych |
Bez ograniczeń |
Ograniczenia wynikające z kierunku usuwania modelu z formy |
Ograniczenia wynikające z kierunku usuwania modelu z formy i braku podatności formy |
Oak obok |
Bez ograniczeń |
|
6 |
Stopień skomplikowania kształtów wewnętrznych |
Bez ograniczeń |
Bez ograniczeń |
Dowolne kształty z rdzeni piaskowych, ograniczenia wynikające ze sposobu usuwania rdzeni metalowych |
Ograniczenia wynikające z usuwania rdzeni metalowych |
W zasadzie - bez ograniczeń |
|
? |
Osiągalna klasa dokładnuści II |
15 ż 16 |
14 ? 16, w wyjątkowych przypadkach - 12 |
14 4 16, w wyjątkowych przypadkach - 11 |
10 -j 12, w wyjątkowych przypadkach - 9 |
11 4 ić, w wyjątkowych przypadkach - 9 |
|
8 |
Odchyłka wymiarowa na 100 mm wymiaru odlewu * |
Nie analizowane |
0,6?0,8, możliwe - 0,5 |
0,5 - możliwe - 0,3 |
0,3 możliwe -0,075 |
0,1520,3 zależnie od tworzywa modelu, formy i odlewu |
|
9 |
Osiągalna chropowatość powierzchni Rz j^m] |
Powyżej 100 |
Powyżej 100 |
40 Ą 100 |
10 4 20 wyjątkowo 2 j io |
10 4 30, wyjątkowo 2 7 10 |
|
10 |
Podstawowe zalety |
Możliwość produkcji jednostkowej, brak ograniczeń w kształtach odlewów |
łatwość mechanizacji i automatyzacji, brak większych ograniczeń w kształtach odlewów |
Ścisła, drobnoziarnista struktura, oszczędność na obróbce, szybkość produkcji, łatwość mechanizacji |
Duża dokładność wymiarowa, znaczna oszczędność na obróbce skrawaniem, szybkość produkcji |
Duża dokładność wymiarowa i gładkość powierzchni, łatwość sterowania procesem krzepnięcia |
Wyszukiwarka
Podobne podstrony:
Tablica 1.3 Charakterystyka metod wytwarzania odlewów Lp. Cecha procesu Metoda wytwarzania
Charakterystyka metod wytwarzania odlewów Lp. Cecha procesu Metoda wytwarzania odlewu w
Funkcja produkcji charakteryzuje więc zbiór technicznie efektywnych metod wytwarzania Metoda wytwarz
Podział metod wytwarzania odlewów według dokładności wymiarowych i chropowatości
Rozdział 1 Metody wytwarzania odlewów Rysunek 1.3 Podział metod wytwarzania odlewów [6] Strona 20
metalurgia065 130Tablica 3.5Cechy odlewów wykonanych wybranymi metodami Metoda wytwarzania odlewu
skanuj0010 Jak powstaje promieniowanie rentgenowskie ? widmo ciągłe i charakterystyczne mechanizm wy
glem. Uogólniając, wyższe ceny ropy sprawiają, że producenci poszukują metod wytwarzania pozwalający
wyklad2 (7) m). Rozwój przyjaznych dla środowiska, tanich i bezpiecznych metod wytwarzania*. n) . Wz
6.Omów główne cechy i elementy procesu komunikowania. *Charakter interakcyjny- wytwarzają się stosun
więcej podobnych podstron