414 415
|
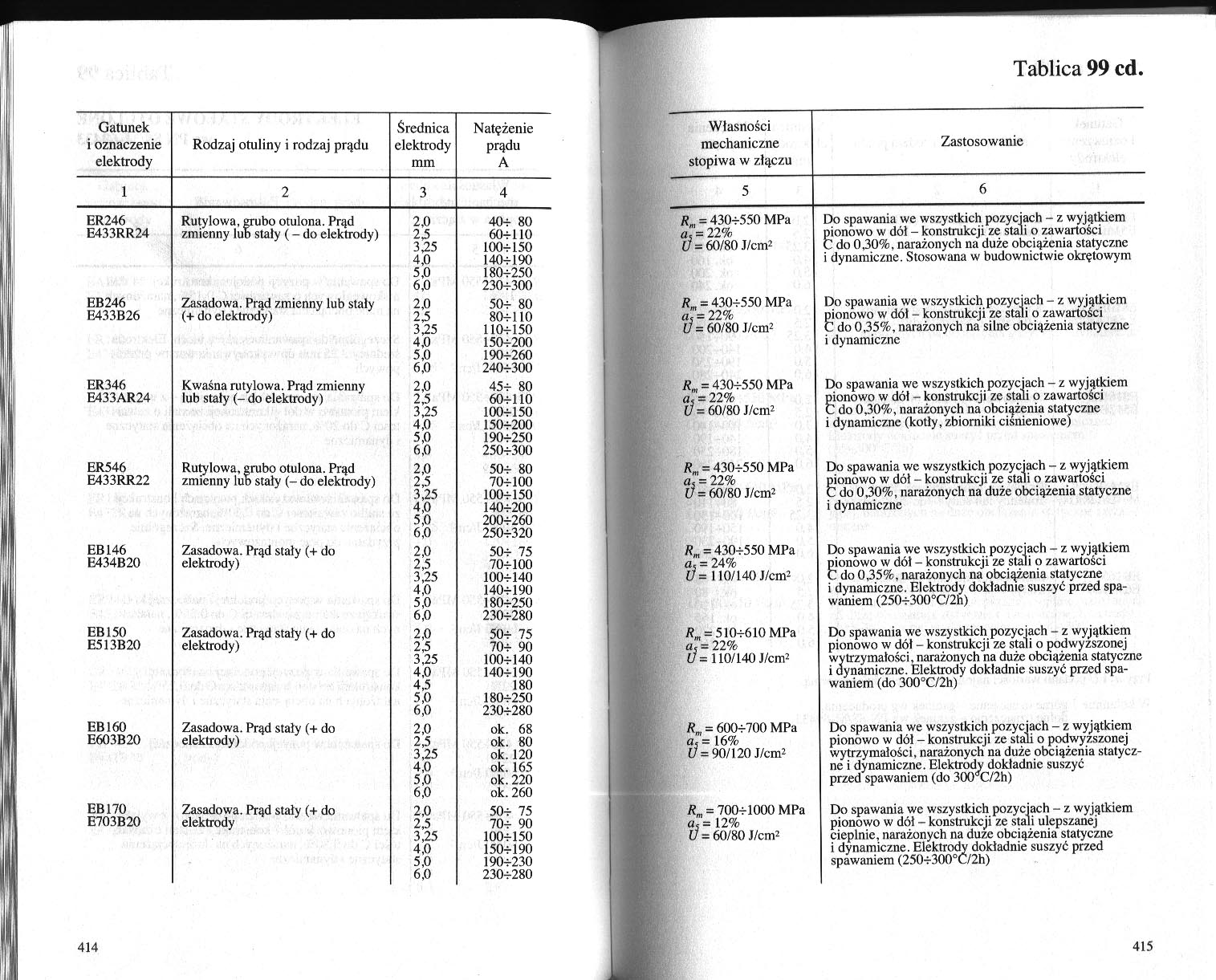
Gatunek i oznaczenie elektrody |
Rodzaj otuliny i rodzaj prądu |
Średnica elektrody mm |
Natężenie prądu A | |
|
1 |
2 |
3 |
4 | |
|
ER 246 |
Ruty Iowa, |
trubo otulona. Prąd |
2,0 |
40-r 80 |
|
E433RR24 |
zmienny lul |
3 stały (- do elektrody) |
2,5 |
604-110 |
|
3,25 |
1004-150 | |||
|
4,0 |
1 40-r 190 | |||
|
5,0 |
1804-250 | |||
|
6,0 |
2304-300 | |||
|
EB246 |
Zasadowa. |
Prąd zmienny lub stały |
2,0 |
504- 80 |
|
E433B26 |
(+ do elektrody) |
2.5 |
804-110 | |
|
325 |
1104-150 | |||
|
4,0 |
1504-200 | |||
|
5,0 |
1904-260 | |||
|
6,0 |
2404-300 | |||
|
ER346 |
Kwaśna rutylowa. Prąd zmienny |
2,0 |
454- 80 | |
|
E433AR24 |
lub stały (- |
do elektrody) |
2,5 |
604-110 |
|
3,25 |
1004-150 | |||
|
4,0 |
1504-200 | |||
|
5,0 |
1904-250 | |||
|
6,0 |
2504-300 | |||
|
ER546 |
Rutylowa, |
>rubo otulona. Prąd |
2,0 |
504- 80 |
|
E433RR22 |
zmienny lul |
a stały (- do elektrody) |
2,5 |
704-100 |
|
3,25 |
1004-150 | |||
|
4,0 |
1404-200 | |||
|
5,0 |
2004-260 | |||
|
6,0 |
2504-320 | |||
|
EB146 |
Zasadowa. |
Prąd stały (+ do |
2,0 |
504- 75 |
|
E434B20 |
elektrody) |
2,5 |
704-100 | |
|
3,25 |
1004-140 | |||
|
4,0 |
1404-190 | |||
|
5,0 |
1804-250 | |||
|
6,0 |
2304-280 | |||
|
EB150 |
Zasadowa. |
Prąd stały (+ do |
2,0 |
504- 75 |
|
E513B20 |
elektrody) |
2,5 |
704- 90 | |
|
3,25 |
1004-140 | |||
|
4,0 |
1404-190 | |||
|
4,5 |
180 | |||
|
5,0 |
1804-250 | |||
|
6,0 |
2304-280 | |||
|
EB160 |
Zasadowa. |
Prąd stały (+ do |
2,0 |
ok. 68 |
|
E603B20 |
elektrody) |
2,5 |
ok. 80 | |
|
3,25 |
ok.120 | |||
|
4,0 |
ok. 165 | |||
|
5,0 |
ok. 220 | |||
|
6,0 |
ok. 260 | |||
|
EB170 |
Zasadowa. |
Prąd stały (+ do |
2,0 |
504- 75 |
|
E703B20 |
elektrody |
2,5 |
704- 90 | |
|
3,25 |
1004-150 | |||
|
4,0 |
1504-190 | |||
|
5,0 |
1904-230 | |||
|
6,0 |
2304-280 | |||
Tablica 99 cd
|
Własności mechaniczne stopiwa w złączu |
Zastosowanie |
|
5 |
6 |
|
Rm = 430-H550 MPa a5 = 22% (7 = 60/80 J/cm2 |
Do spawania we wszystkich pozycjach - z wyjątkiem pionowo w dół - konstrukcji ze stali o zawartości C do 0,30%, narażonych na duże obciążenia statyczne i dynamiczne. Stosowana w budownictwie okrętowym |
|
Rm = 430-i-550 MPa al =22% (7 = 60/80 J/cm2 |
Do spawania we wszystkich pozycjach - z wyjątkiem pionowo w dół - konstrukcji ze stali o zawartości C do 0,35%, narażonych na silne obciążenia statyczne i dynamiczne |
|
R„, = 430H-550 MPa a, = 22% (7 = 60/80 J/cm2 |
Do spawania we wszystkich pozycjach - z wyjątkiem pionowo w dół - konstrukcji ze stali o zawartości C do 0,30%, narażonych na obciążenia statyczne i dynamiczne (kotły,"zbiorniki ciśnieniowe) |
|
R„, = 430-r550 MPa a. = 22% (7 = 60/80 J/cm2 |
Do spawania we wszystkich pozycjach - z wyjątkiem pionowo w dół - konstrukcji ze stali o zawartości C do 0,30%, narażonych na duże obciążenia statyczne i dynamiczne |
|
Km = 430-^550 MPa a< = 24% (7= 110/140 J/cm2 |
Do spawania we wszystkich pozycjach - z wyjątkiem pionowo w dół - konstrukcji ze stali o zawartości C do 0,35%, narażonych na obciążenia statyczne i dynamiczne. Elektrody dokładnie suszyć przed spawaniem (250-^300°C/2h) |
|
(?„, = 510-^610 MPa a, = 22% U= 110/140 J/cm2 |
Do spawania we wszystkich pozycjach - z wyjątkiem pionowo w dół - konstrukcji ze stali o podwyższonej wytrzymałości, narażonych na duże obciążenia statyczne i dynamiczne. Elektrody dokładnie suszyć przed spawaniem (do 300°C/2h) |
|
Rn, = 600-H700 MPa a. = 16%; U = 90/120 J/cm2 |
Do spawania we wszystkich pozycjach - z wyjątkiem pionowo w dół - konstrukcji ze stali o podwyższonej wytrzymałości, narażonych na duże obciążenia statyczne i dynamiczne. Elektrody dokładnie suszyć przed spawaniem (do 3(XrC/2h) |
|
Rm = 700-rl000 MPa a,= 12% (7 = 60/80 J/cm2 |
Do spawania we wszystkich pozycjach - z wyjątkiem pionowo w dół - konstrukcji ze stali ulepszanej cieplnie, narażonych na duże obciążenia statyczne i dynamiczne. Elektrody dokładnie suszyć przed spawaniem (250=300°C/2h) |
415
Wyszukiwarka
Podobne podstrony:
412 413 Gatunek i oznaczenie elektrody Rodzaj otuliny i rodzaj
Oznaczenia elektrod • Oznaczanie rodzaju otuliny elektrod: A Otulina kwaśna C Otulina
Oznaczenia elektrodOznaczenie stopnia uzysku oraz rodzaju prądu
image004 Oznaczenia podstawowych rodzajów nitów
zestaw 4 (2) Zestaw *3 3 Jzk w laboratorium oznacza się rodzaj gruntu. -. Podaj definicję i interpre
zestaw 4 (3) Zestaw *3 3 Jzk w laboratorium oznacza się rodzaj gruntu. -. Podaj definicję i interpre
img117 (8) 46 Sposób ustawienia elektrod, rodzaj prądu i biegunowość przy spawaniu dwoma lub trzema
Fizyka pyt1 20 1. Ładunek elektryczny (rodzaje; zasada zachowania; ładunek wypadko
Wiązania i hybrydyzacja różnica elektroujemności rodzaj
oznaczenia tempa OZNACZENIA TEMPA RODZAJ TEMPA NAZWA WŁOSKA ZNACZENIE WOLNE largo bardzo wolno,
Czym jest NEUROBIK? Neurobik - termin ten przywędrował do nas z Ameryki oznacza różnego rodzaju ćwic
więcej podobnych podstron