DSCN1707
112
2. Przegląd technologii odlewniczych
stwarza większą swobodę w kształtowaniu odlewu (patrz p. 1.1.3.1), lecz także sprzyja osiągnięciu większej dokładności wymiarowej odlewu, co wiąże się z brakiem błędów wynikających z montażu formy.
Modele wytapiane wykonuje się z mieszanek woskowych, parafinowych lub polistyrenowych metodą wtryskiwania do metalowych foremek zwanych matrycami. Wytapianie odbywa się po utwardzeniu formy zrobionej z materiału ceramicznego, przed jej zalaniem. Więcej informacji na temat tego typu modeli podano w p. 5.3.7, dotyczącym procesu odlewania metodą wytapianych modeli, zwaną kiedyś metodą traconego wosku.
Modele wypalane wykonuje się ze styropianu metodą wtryskiwania, podobnie jak rozpowszechnione obecnie opakowania. Możliwe jest również sklejanie takiego modelu z części (np. w przypadku skomplikowanych kształtów). Wypalanie może odbywać się dwoma sposobami Pierwszy polega na tym, że formę, wykonaną w postaci skorupy ceramicznej, umieszcza się w wysokiej temperaturze (proces Replicast CS). W drugim sposobie wypalenie modelu następuje przez bezpośrednie działanie strugi ciekłego metalu wlewanego na model będący w formie, którą tworzy suchy piasek bez spoiwa, znajdujący się w blaszanym pojemniku. Ciekły metal wypełnia przestrzeń zajmowaną przez model styropianowy, który ulega zgazowaniu, pozostawiając minimalne ilości popiołu. Ten ostatni sposób zastosowano w procesie noszącym nazwę metody pełnej formy lub wypalanych modeli oraz w zbliżonym do niego procesie o nazwie Replicast FM. Więcej informacji na temat modeli wypalanych zamieszczono w opisie tej metody w p. 5.3.9.
223. Sposoby wypełniania form odlewniczych
Grawitacyjne wypełnianie wnęki formy odlewniczej jest prostym i najczęściej stosowanym rozwiązaniem, ma ono jednak wiele wad, które doprowadziły do opracowania innych sposobów zalewania form. Poniżej podano definicje i zasadnicze cechy tych sposobów, natomiast szczegółowe ich omówienie będzie przedstawione w rozdziałach dotyczących poszczególnych metod odlewania, zwłaszcza do form metalowych.
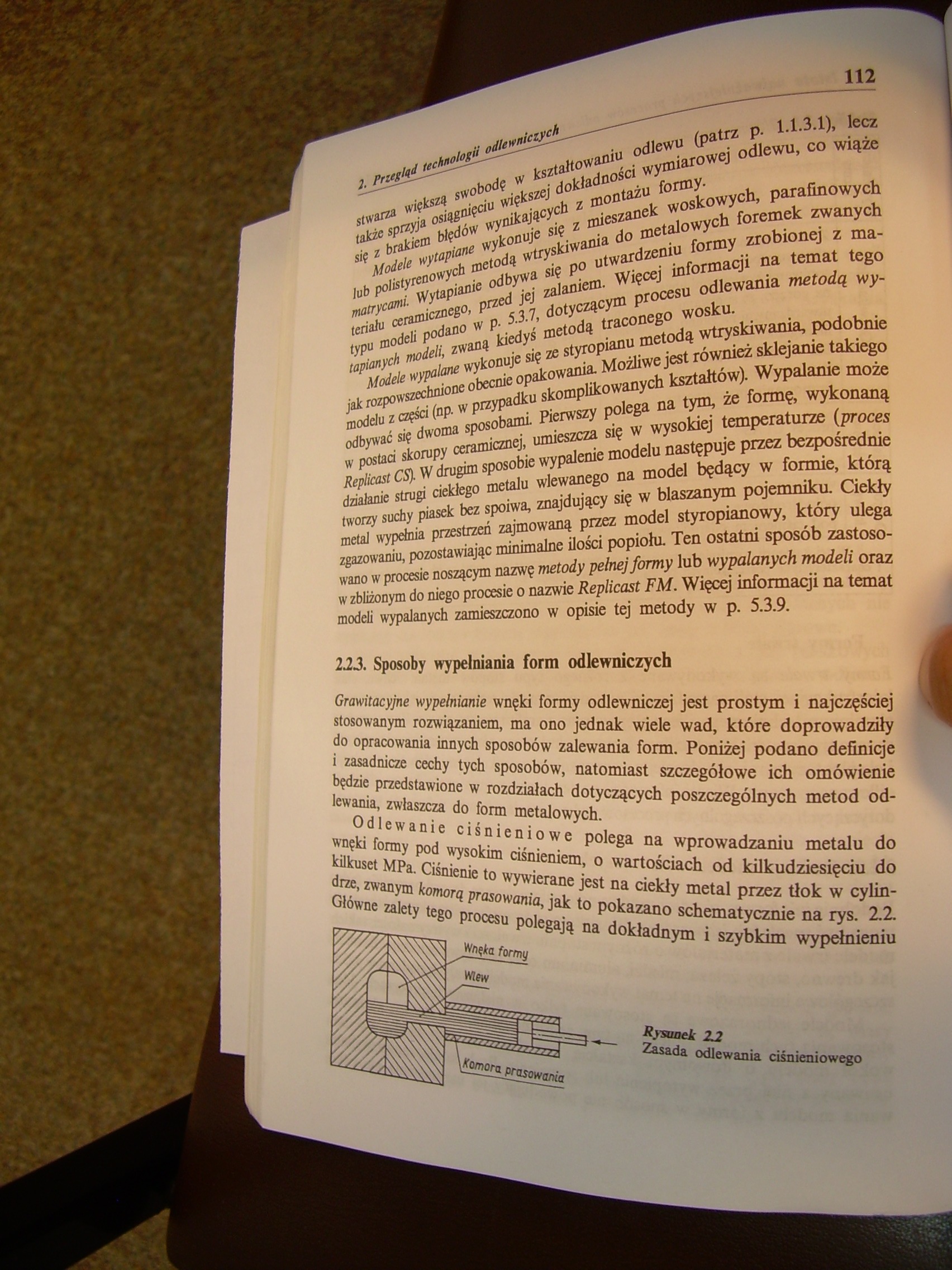
Odlewanie ciśnieniowe polega na wprowadzaniu metalu do wnęki formy pod wysokim ciśnieniem, o wartościach od kilkudziesięciu do kilkuset MPa. Ciśnienie to wywierane jest na ciekły metal przez tłok w cylindrze, zwanym komorą prasowania, jak to pokazano schematycznie na rys. 2.2. Główne zalety tego procesu polegają na dokładnym i szybkim wypełnieniu
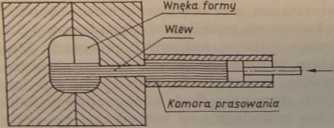
Rysunek 2*2
TacaHg odlewania ciśnieniowego
Wyszukiwarka
Podobne podstrony:
Slajd14 7 Przegląd technologii odlewniczychStopy żelaza - żeliwo sferoidalne Wzrost wytrzymałości, j
Slajd15 5 Przegląd technologii odlewniczychŻeliwo sferoidalne - klasyfikacja Znak
Slajd16 8 Przegląd technologii odlewniczychStopy żelaza - żeliwo z grafitem zwartym Żeliwo z grafite
Slajd17 8 Przegląd technologii odlewniczychStopy żelaza - zastosowania i własności (a)
Slajd1 6 Przegląd technologii odlewniczych Stopy odlewnicze 1. Stopy żelaza 2.
Slajd20 8 Przegląd technologii odlewniczychStopy aluminium - klasyfikacja Spośród metali nieżelaznyc
Slajd24 6 Przegląd technologii odlewniczych Stopy Cu Brązy Mosiądze Miedzionikle
Slajd27 5 Przegląd technologii odlewniczych osowan topy miedzi - mosiądz
Slajd28 4 Przegląd technologii odlewniczych
Slajd29 6 Przegląd technologii odlewniczych Stopy miedzi - mosiądz
Slajd5 7 Przegląd technologii odlewniczychStopy żelaza - żeliwo Żeliwa stanową najliczniej reprezent
Slajd8 9 Przegląd technologii odlewniczych Stopy odlewnicze - klasyfikacja Żeliwo szare z grafitem z
działowymi. Stwarza to możliwość maksymalnego wykorzystania przestrzeni, swobodnego kształtowania li
PRZEGLĄD TECHNOLOGIIPodstawowe elementy studio • Kamery •
PRZEGLĄD TECHNOLOGIIKamery HD • Rozdzielczość obrazu - 720p,
PRZEGLĄD TECHNOLOGIIKamery HD• Zdalne sterowanie - Lanc (niższej
PRZEGLĄD TECHNOLOGIITory kamerowe • Analogowe - Komponentowe
więcej podobnych podstron