M Feld TBM046
46
2. Dokumentacja technologiczna
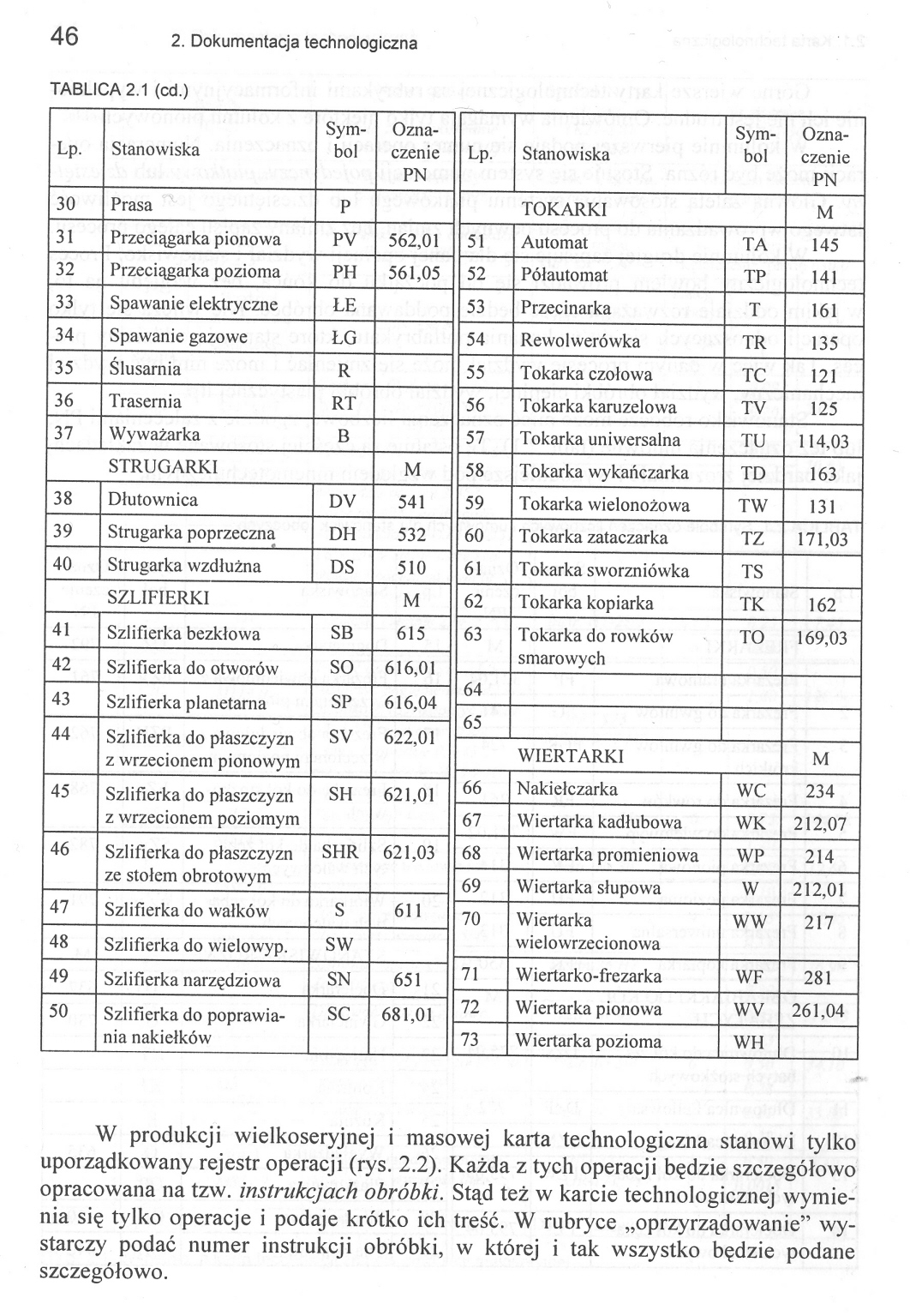
TABLICA 2.1 (Cd.)
|
Lp. |
Stanowiska |
Sym bol |
Ozna czenie PN |
Lp. |
Stanowiska |
Sym bol |
Ozna czenie PN |
|
30 |
Prasa |
P |
TOKARKI |
M | |||
|
31 |
Przeciągarka pionowa |
PV |
562,01 |
51 |
Automat |
TA |
145 |
|
32 |
Przeciągarka pozioma |
PH |
561,05 |
52 |
Półautomat |
TP |
141 |
|
33 |
Spawanie elektryczne |
LE |
53 |
Przecinarka |
T |
161 | |
|
34 |
Spawanie gazowe |
ŁG |
54 |
Rewolwerówka |
TR |
135 | |
|
35 |
Slusarnia |
R |
55 |
Tokarka czołowa |
TC |
121 | |
|
36 |
Trasernia |
RT |
56 |
Tokarka karuzelowa |
TV |
125 | |
|
37 |
Wyważarka |
B |
57 |
Tokarka uniwersalna |
TU |
114,03 | |
|
STRUGARKI |
M |
58 |
Tokarka wykańczarka |
TD |
163 | ||
|
38 |
Dłutownica |
DV |
541 |
59 |
Tokarka wielonożowa |
TW |
131 |
|
39 |
Strugarka poprzeczna |
DH |
532 |
60 |
Tokarka zataczarka |
TZ |
171,03 |
|
40 |
Strugarka wzdłużna |
DS |
510 |
61 |
Tokarka sworzniówka |
TS | |
|
SZLIFIERKI |
M |
62 |
Tokarka kopiarka |
TK |
162 | ||
|
41 |
Szlifierka bezkłowa |
SB |
615 |
63 |
Tokarka do rowków smarowych |
TO |
169,03 |
|
42 |
Szlifierka do otworów |
SO |
616,01 | ||||
|
64 | |||||||
|
43 |
Szlifierka planetarna |
SP |
616,04 | ||||
|
65 | |||||||
|
44 |
Szlifierka do płaszczyzn z wrzecionem pionowym |
SV |
622,01 | ||||
|
WIERTARKI |
M | ||||||
|
45 |
Szlifierka do płaszczyzn z wrzecionem poziomym |
SH |
621,01 |
66 |
Nakiełczarka |
WC |
234 |
|
67 |
Wiertarka kadłubowa |
WK |
212,07 | ||||
|
46 |
Szlifierka do płaszczyzn ze stołem obrotowym |
SHR |
621,03 |
68 |
Wiertarka promieniowa |
WP |
214 |
|
69 |
Wiertarka słupowa |
W |
212,01 | ||||
|
47 |
Szlifierka do wałków |
S |
611 |
70 |
Wiertarka wielowrzecionowa |
WW |
217 |
|
48 |
Szlifierka do wielowyp. |
sw | |||||
|
49 |
Szlifierka narzędziowa |
SN |
651 |
71 |
Wiertarko-frezarka |
WF |
281 |
|
50 |
Szlifierka do poprawiania nakiełków |
SC |
681,01 |
72 |
Wiertarka pionowa |
wv |
261,04 |
|
73 |
Wiertarka pozioma |
WH | |||||
W produkcji wielkoseryjnej i masowej karta technologiczna stanowi tylko uporządkowany rejestr operacji (rys. 2.2). Każda z tych operacji będzie szczegółowo opracowana na tzw. instrukcjach obróbki. Stąd też w karcie technologicznej wymienia się tylko operacje i podaje krótko ich treść. W rubryce „oprzyrządowanie” wystarczy podać numer instrukcji obróbki, w której i tak wszystko będzie podane szczegółowo.
Wyszukiwarka
Podobne podstrony:
M Feld TBM050 50 2. Dokumentacja technologiczna TABLICA 2.2. Symbole oznaczeń ustalenia i zamocowani
M Feld TBM052 52 2. Dokumentacja technologiczna TABLICA 2.2 (cd.) Oznaczenie Objaśnienia Przykłady
skanuj0003 9 52 2. Dokumentacja technologiczna TABLICA 2.2 (cd.) Oznaczenie Objaśnienia Podpora
M Feld TBM044 44 2. Dokumentacja technologiczna Zakład Wyrób TC-40 Nazwa części Koło zębate pośred
M Feld TBM048 48 2. Dokumentacja technologiczna 1. Nr KT 2. 3. Zakład 4. KIOS 5. Nr dok.* 6. Symb
M Feld TBM054 54 2. Dokumentacja technologiczna Na szkicu wykonanym w pewnych proporcjach, lecz niek
M Feld TBM058 58 2. Dokumentacja technologiczna2.5. Instrukcja kontroli jakości In
M Feld TBM066 66 2. Dokumentacja technologiczna2.8. Strona tytułowa Stroną tytułow
M Feld TBM031 31 1.4. Dane wejściowe do projektowania procesu technologicznego TABLICA 1.3. Wpływ ro
M Feld TBM043 2Dokumentacja technologiczna Poprawnie opracowana dokumentacja technologiczna powinna
M Feld TBM255 255 7.3. Obróbka grupowa części maszyn Dokumentacja technologiczna dla obróbki grupowe
DOKUMENTACJA TECHNOLOGICZNA Powinna zawierać: wszystkie dane niezbędne do zapewnienia prawidłowego
Karta technologiczna Podstawowy dokument technologiczny zawierający opis procesu technologicznego
Zadanie DOKUMENTACJA TECHNOLOGICZNA2011/2012 Nazwisko:: Numer:C03 Ilość:36000 1. Komponent (zgodnie
Dokumentacja technologiczna— —----------------———— ——— Dokumenty
White dove 24 znajdź informację, dokument, pracownika Tablica Aktywności CD CD O W toku Uczestniczę
Grupy robocze V ¥ I I I LV_dove 24 znajdź informację, dokument, lika Tablica Aktywności 1 Zadania
więcej podobnych podstron