M Feld TBM115
3.1. Rodzaje półfabrykatów

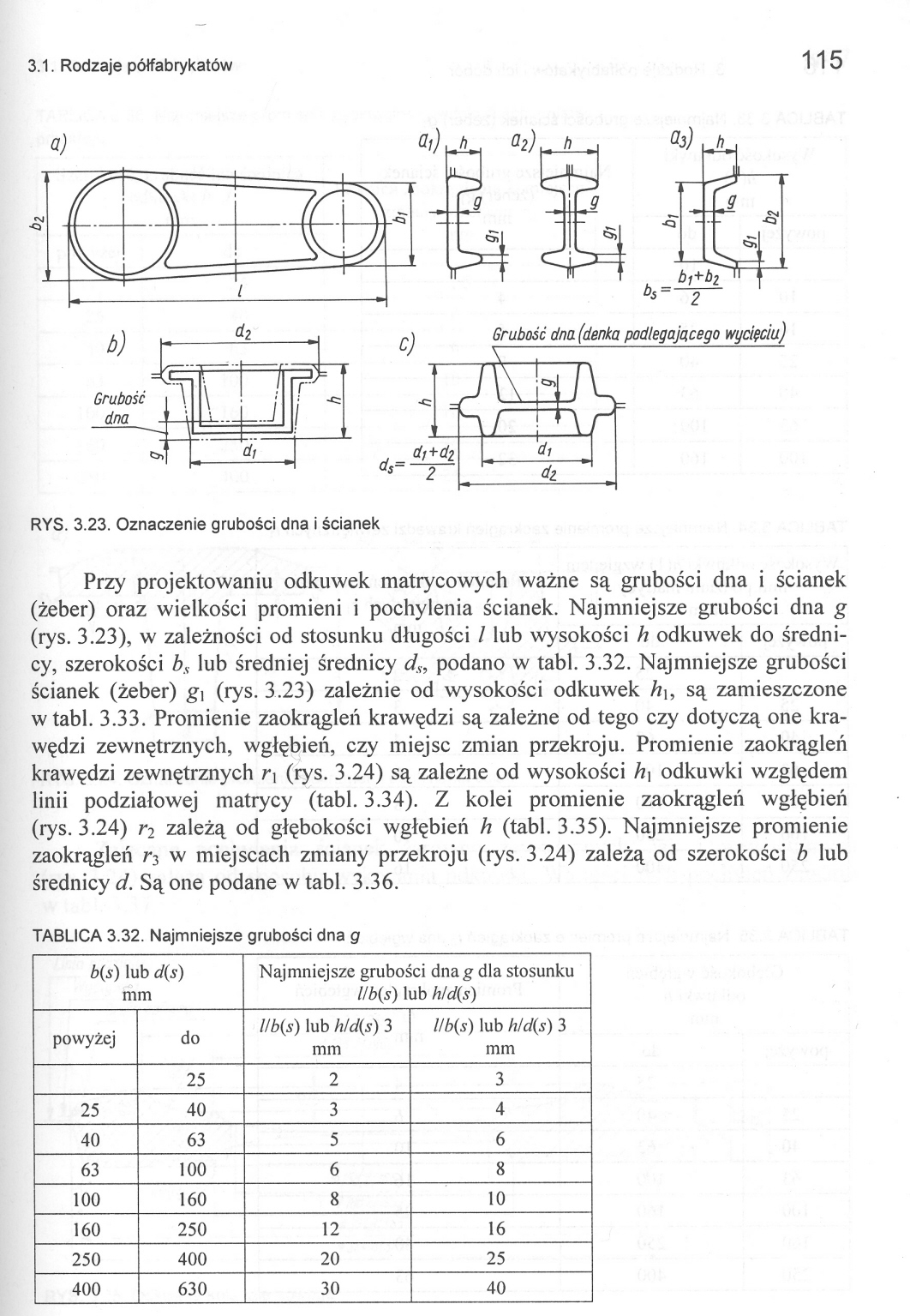
RYS. 3.23. Oznaczenie grubości dna i ścianek
115
Przy projektowaniu odkuwek matrycowych ważne są grubości dna i ścianek (żeber) oraz wielkości promieni i pochylenia ścianek. Najmniejsze grubości dna g (rys. 3.23), w zależności od stosunku długości l lub wysokości h odkuwek do średnicy, szerokości bs lub średniej średnicy ds, podano w tabl. 3.32. Najmniejsze grubości ścianek (żeber) gi (rys. 3.23) zależnie od wysokości odkuwek h\, są zamieszczone w tabl. 3.33. Promienie zaokrągleń krawędzi są zależne od tego czy dotyczą one krawędzi zewnętrznych, wgłębień, czy miejsc zmian przekroju. Promienie zaokrągleń krawędzi zewnętrznych r\ (rys. 3.24) są zależne od wysokości h\ odkuwki względem linii podziałowej matrycy (tabl. 3.34). Z kolei promienie zaokrągleń wgłębień (rys. 3.24) r2 zależą od głębokości wgłębień h (tabl. 3.35). Najmniejsze promienie zaokrągleń r3 w miejscach zmiany przekroju (rys. 3.24) zależą od szerokości b lub średnicy d. Są one podane w tabl. 3.36.
TABLICA 3.32. Najmniejsze grubości dna g
|
b(s) lub d(s) |
Najmniejsze grubości dna g dla stosunku | ||
|
mm |
l/b(s) lub h/d(s) | ||
|
powyżej |
do |
llb(s) lub h/d(s) 3 |
l/b(s) lub h/d(s) 3 mm |
|
25 |
2 |
3 | |
|
25 |
40 |
3 |
4 |
|
40 |
63 |
5 |
6 |
|
63 |
100 |
6 |
8 |
|
100 |
160 |
8 |
10 |
|
160 |
250 |
12 |
16 |
|
250 |
400 |
20 |
25 |
|
400 |
630 |
30 |
40 |
Wyszukiwarka
Podobne podstrony:
M Feld TBM117 117 3.1. Rodzaje półfabrykatów RYS. 3.24. Oznaczenie promieni zaokrągleń i pochylenia
M Feld TBM105 105 3.1. Rodzaje półfabrykatów TABLICA 3.23. Jednostronne naddatki na obróbkę odkuwek
M Feld TBM110 3. Rodzaje półfabrykatów i ich dobór RYS. 3.21. Wymiary odkuwki: a) między powierzchni
M Feld TBM111 3.1. Rodzaje półfabrykatówTABLICA 3.28. Tolerancje i dopuszczalne odchyłki grubości or
M Feld TBM128 3. Rodzaje półfabrykatów i ich dobór RYS. 3.27. Głowica wielonożowa do wycinania na
M Feld TBM131 131 3.1. Rodzaje półfabrykatów RYS. 3.33. Kształtowanie wyrobu przez wyoblanie: a) ksz
M Feld TBM067 Rodzaje półfabrykatów i ich dobór Technolog przed przystąpieniem do opracowania proces
M Feld TBM075 3.1. Rodzaje półfabrykatów 75 TABLICA 3.8 (cd.)
M Feld TBM122 3. Rodzaje półfabrykatów i ich dobór Klasa dokładności odlewu II wg PN- 72/H-83104 Sku
img141 (11) Elementar zenie do techniki 135 Rys. 7.23. Początkowy etap procesu uczenia przy inn
Rys. 23.21. Przeliczanie dużych napięć przy małych napięciach kluczaf 0 UWT a I l — UweRjKRi 4* min)
M Feld TBM083 83 3.1. Rodzaje półfabrykatów TABLICA 3.15 (cd.) Nominalna grubość g, mm szerokość
M Feld TBM093 93 3.1. Rodzaje półfabrykatów przedmiotów z rys. 3.8 poprzeczne d a2), mm
M Feld TBM095 95 3.1. Rodzaje półfabrykatów Tuleje i pierścienie rozkuwane na trzpieniu walcowym (ry
M Feld TBM097 97 3.1. Rodzaje półfabrykatów przedmiotów z rys. 3.10 mm I 801 ł 1000 I 1001 ł 1250 I
M Feld TBM101 101 3.1. Rodzaje półfabrykatów przedmiotów z rys. 3.12 poprzeczne d i a, mm Współczy
M Feld TBM102 102 3. Rodzaje półfabrykatów i ich dobór RYS. 3.16. Bryła opisana na odkuwkach walcowy
więcej podobnych podstron