M Feld TBM105
105
3.1. Rodzaje półfabrykatów
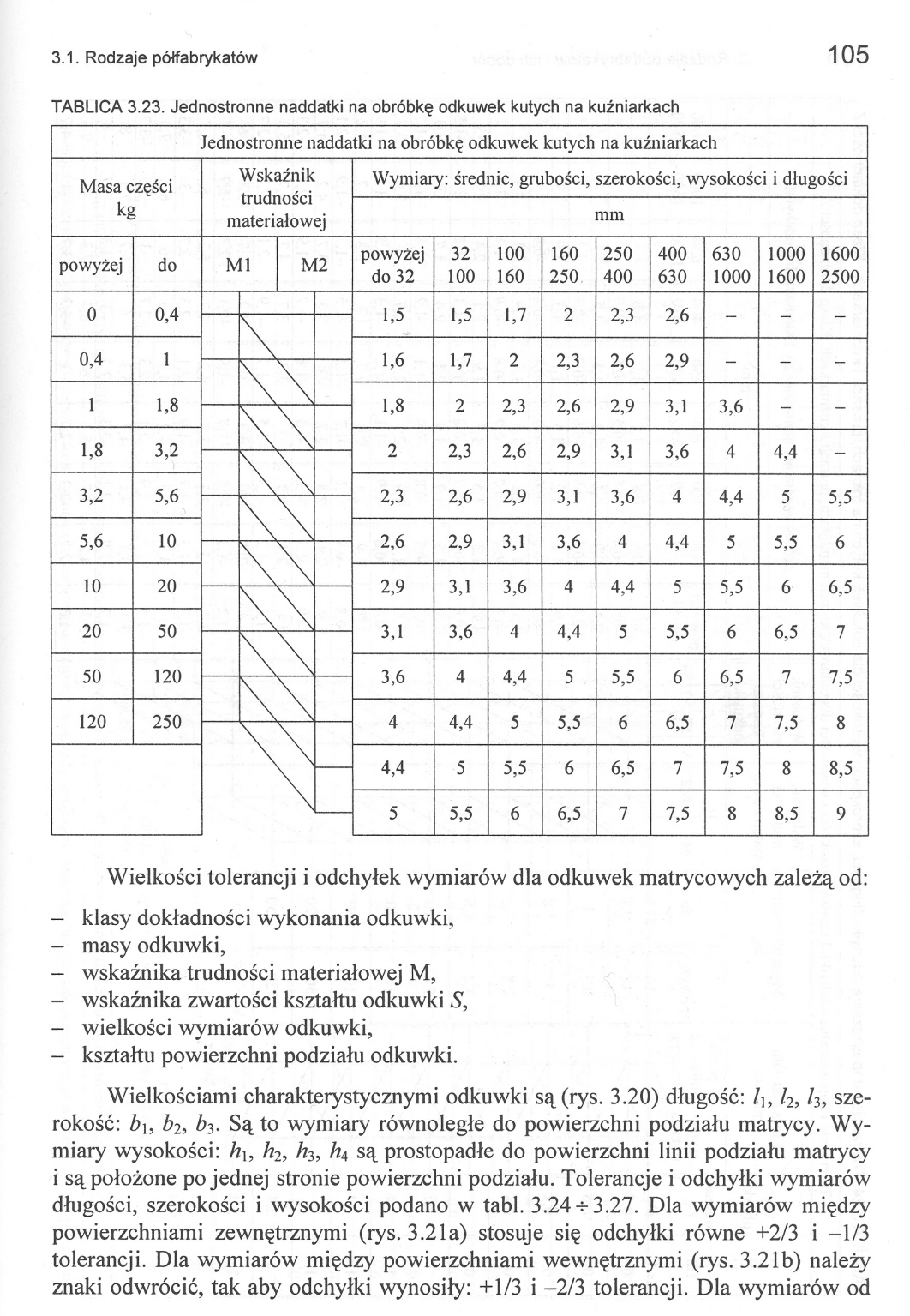
TABLICA 3.23. Jednostronne naddatki na obróbkę odkuwek kutych na kuźniarkach
Jednostronne naddatki na obróbkę odkuwek kutych na kuźniarkach
|
Masa części kg |
Wskaźnik trudności materiałowej |
Wymiary: średnic, grubości, szerokości, wysokości i długości | |||||||||||
|
mm | |||||||||||||
|
powyżej |
do |
Ml M2 |
powyżej do 32 |
32 100 |
100 160 |
160 250 |
250 400 |
400 630 |
630 1000 |
1000 1600 |
1600 2500 | ||
|
0 |
0,4 |
1,5 |
1,5 |
1,7 |
2 |
2,3 |
2,6 |
- |
- |
- | |||
|
0,4 |
1 |
1,6 |
1,7 |
2 |
2,3 |
2,6 |
2,9 |
- |
- |
- | |||
|
W | |||||||||||||
|
1 |
1,8 |
1,8 |
2 |
2,3 |
2,6 |
2,9 |
3,1 |
3,6 |
- |
- | |||
|
w | |||||||||||||
|
1,8 |
3,2 |
2 |
2,3 |
2,6 |
2,9 |
3,1 |
3,6 |
4 |
4,4 |
- | |||
|
3,2 |
5,6 |
2,3 |
2,6 |
2,9 |
3,1 |
3,6 |
4 |
4,4 |
5 |
5,5 | |||
|
5,6 |
10 |
2,6 |
2,9 |
3,1 |
3,6 |
4 |
4,4 |
5 |
5,5 |
6 | |||
|
\\ | |||||||||||||
|
10 |
20 |
2,9 |
3,1 |
3,6 |
4 |
4,4 |
5 |
5,5 |
6 |
6,5 | |||
|
w | |||||||||||||
|
20 |
50 |
3,1 |
3,6 |
4 |
4,4 |
5 |
5,5 |
6 |
6,5 |
7 | |||
|
50 |
120 |
3,6 |
4 |
4,4 |
5 |
5,5 |
6 |
6,5 |
7 |
7,5 | |||
|
120 |
250 |
4 |
4,4 |
5 |
5,5 |
6 |
6,5 |
7 |
7,5 |
8 | |||
|
4,4 |
5 |
5,5 |
6 |
6,5 |
7 |
7,5 |
8 |
8,5 | |||||
|
5 |
5,5 |
6 |
6,5 |
7 |
7,5 |
8 |
8,5 |
9 | |||||
Wielkości tolerancji i odchyłek wymiarów dla odkuwek matrycowych zależą od:
- klasy dokładności wykonania odkuwki,
- masy odkuwki,
- wskaźnika trudności materiałowej M,
- wskaźnika zwartości kształtu odkuwki S,
- wielkości wymiarów odkuwki,
- kształtu powierzchni podziału odkuwki.
Wielkościami charakterystycznymi odkuwki są (rys. 3.20) długość: /j, l2, /3, szerokość: b\, b2, b2. Są to wymiary równoległe do powierzchni podziału matrycy. Wymiary wysokości: h\, h2, h2, h4 są prostopadłe do powierzchni linii podziału matrycy i są położone po jednej stronie powierzchni podziału. Tolerancje i odchyłki wymiarów długości, szerokości i wysokości podano w tabl. 3.24-5-3.27. Dla wymiarów między powierzchniami zewnętrznymi (rys. 3.21a) stosuje się odchyłki równe +2/3 i -1/3 tolerancji. Dla wymiarów między powierzchniami wewnętrznymi (rys. 3.21b) należy znaki odwrócić, tak aby odchyłki wynosiły: +1/3 i -2/3 tolerancji. Dla wymiarów od
Wyszukiwarka
Podobne podstrony:
M Feld TBM073 73 3.1. Rodzaje półfabrykatów TABLICA 3.7 (cd.) Dopuszczalne odchyłki wymiarowe,
M Feld TBM077 77 3.1. Rodzaje półfabrykatów TABLICA 3.10. Pręty i druty stalowe kwadratowe TABLICA 3
M Feld TBM083 83 3.1. Rodzaje półfabrykatów TABLICA 3.15 (cd.) Nominalna grubość g, mm szerokość
M Feld TBM121 121 3.1. Rodzaje półfabrykatów TABLICA 3.39. Odlewy z żeliwa szarego. Tolerancje wymia
M Feld TBM123 123 3.1. Rodzaje półfabrykatów TABLICA 3.40. Odlewy z żeliwa szarego. Tolerancje grubo
M Feld TBM125 125 3.1. Rodzaje półfabrykatów TABLICA 3.43. Tolerancje wymiarowe dla wymiarów z okreś
M Feld TBM104 104 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.22 (cd.) Jednostronne naddatki n na
M Feld TBM068 68 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.1. Pręty stalowe walcowane okrągłe.
M Feld TBM070 70 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.3. Pręty stalowe walcowane płaskie.
M Feld TBM078 78 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.12. Pręty stalowe okrągłe łuszczone.
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM096 96 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.19. Wielkości naddatków na obróbkę m
M Feld TBM100 100 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.21. Wielkości naddatków na obróbkę
M Feld TBM115 3.1. Rodzaje półfabrykatów RYS. 3.23. Oznaczenie grubości dna i ścianek115 Przy projek
M Feld TBM116 116 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.33. Najmniejsze grubości ścianek (ż
M Feld TBM117 117 3.1. Rodzaje półfabrykatów RYS. 3.24. Oznaczenie promieni zaokrągleń i pochylenia
M Feld TBM118 118 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.37. Zalecane pochylenia
M Feld TBM124 124 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.42. Naddatki na obróbkę skrawaniem
M Feld TBM126 126 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.44. Tolerancje wymiarowe określając
więcej podobnych podstron