M Feld TBM121
121
3.1. Rodzaje półfabrykatów
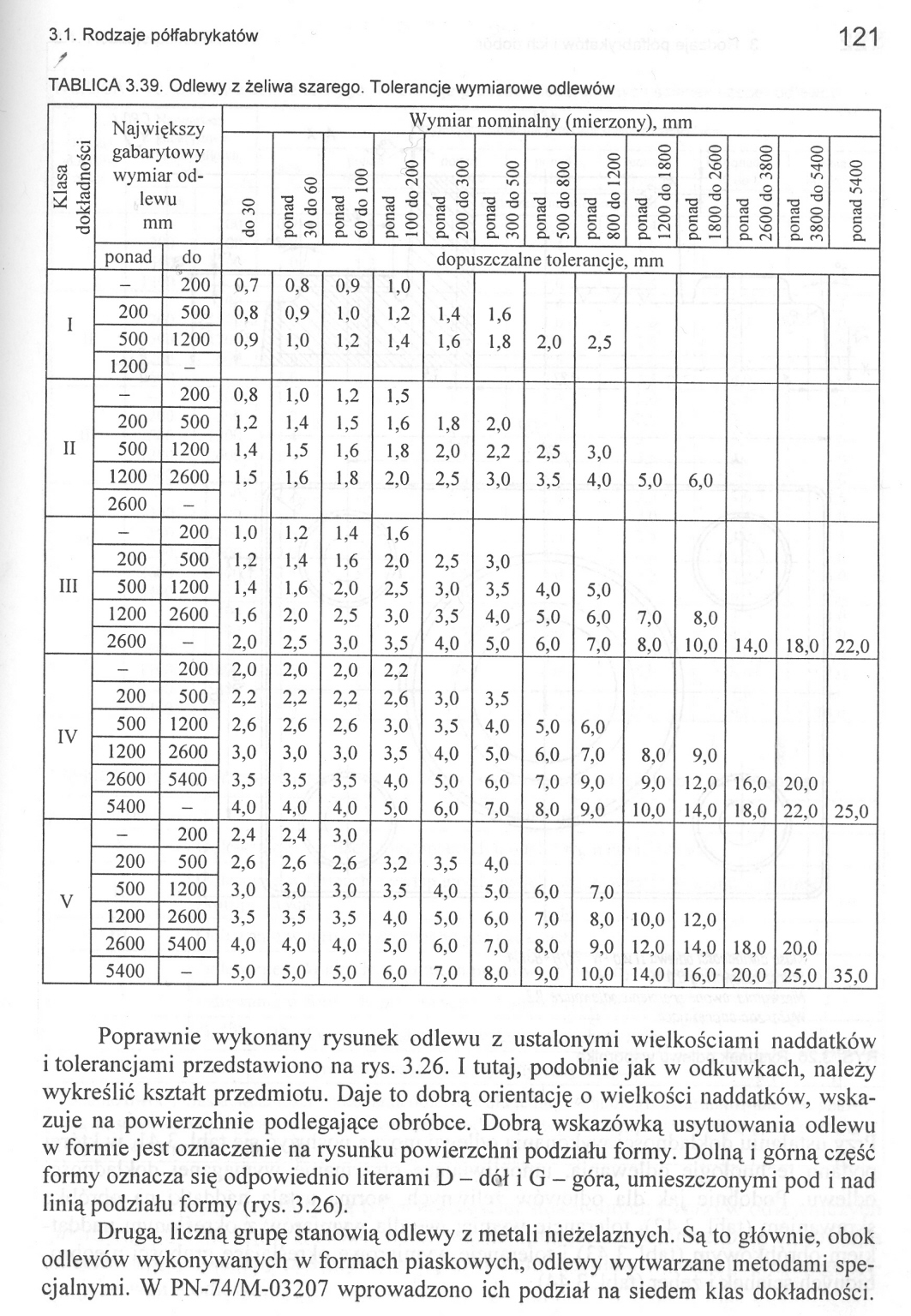
TABLICA 3.39. Odlewy z żeliwa szarego. Tolerancje wymiarowe odlewów
|
Największy gabarytowy wymiar odlewu mm |
Wymiar |
nominalny (mierzony), mm | |||||||||||||
|
Klasa dokładności |
do 30 |
ponad 30 do 60 |
o o 1 o |
ponad 100 do 200 |
ponad 200 do 300 |
ponad 300 do 500 |
ponad 500 do 800 |
ponad 800 do 1200 |
ponad 1200 do 1800 |
o «N O 1 i O OO |
ponad 2600 do 3800 |
ponad 3800 do 5400 |
ponad 5400 | ||
|
ponad |
do |
dopuszczalne tolerancje |
mm | ||||||||||||
|
- |
200 |
0,7 |
0,8 |
0,9 |
1,0 | ||||||||||
|
200 |
500 |
0,8 |
0,9 |
1,0 |
1,2 |
1,4 |
1,6 | ||||||||
|
500 |
1200 |
0,9 |
1,0 |
1,2 |
1,4 |
1,6 |
1,8 |
2,0 |
2,5 | ||||||
|
1200 |
- | ||||||||||||||
|
- |
200 |
0,8 |
1,0 |
1,2 |
1,5 | ||||||||||
|
200 |
500 |
1,2 |
1,4 |
1,5 |
1,6 |
1,8 |
2,0 | ||||||||
|
II |
500 |
1200 |
1,4 |
1,5 |
1,6 |
1,8 |
2,0 |
2,2 |
2,5 |
3,0 | |||||
|
1200 |
2600 |
1,5 |
1,6 |
1,8 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 | ||||
|
2600 |
- | ||||||||||||||
|
- |
200 |
1.0 |
1,2 |
1,4 |
1,6 | ||||||||||
|
200 |
500 |
1,2 |
1,4 |
1,6 |
2,0 |
2,5 |
3,0 | ||||||||
|
III |
500 |
1200 |
1,4 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 | |||||
|
1200 |
2600 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 | ||||
|
2600 |
- |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
8.0 |
10,0 |
14,0 |
18,0 |
22,0 | |
|
- |
200 |
2,0 |
2,0 |
2,0 |
2,2 | ||||||||||
|
200 |
500 |
2,2 |
2,2 |
2,2 |
2,6 |
3,0 |
3,5 | ||||||||
|
IV |
500 |
1200 |
2,6 |
2,6 |
2,6 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 | |||||
|
1200 |
2600 |
3,0 |
3,0 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 | ||||
|
2600 |
5400 |
3,5 |
3,5 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
9,0 |
9,0 |
12,0 |
16,0 |
20,0 | ||
|
5400 |
- |
4,0 |
4,0 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
14,0 |
18,0 |
22.0 |
25,0 | |
|
- |
200 |
2,4 |
2,4 |
3,0 | |||||||||||
|
200 |
500 |
2,6 |
2,6 |
2,6 |
3,2 |
3,5 |
4,0 | ||||||||
|
500 |
1200 |
3,0 |
3,0 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 | ||||||
|
1200 |
2600 |
3,5 |
3,5 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 |
10,0 |
12,0 | ||||
|
2600 |
5400 |
4,0 |
4,0 |
4,0 |
5,0 |
6.0 |
7,0 |
8,0 |
9,0 |
12,0 |
14,0 |
18,0 |
20,0 | ||
|
5400 |
- |
5,0 |
5,0 |
5,0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 |
14,0 |
16,0 |
20,0 |
25,0 |
35,0 | |
Poprawnie wykonany rysunek odlewu z ustalonymi wielkościami naddatków i tolerancjami przedstawiono na rys. 3.26. I tutaj, podobnie jak w odkuwkach, należy wykreślić kształt przedmiotu. Daje to dobrą orientację o wielkości naddatków, wskazuje na powierzchnie podlegające obróbce. Dobrą wskazówką usytuowania odlewu w formie jest oznaczenie na rysunku powierzchni podziału formy. Dolną i górną część formy oznacza się odpowiednio literami D - dół i G - góra, umieszczonymi pod i nad linią podziału formy (rys. 3.26).
Drugą, liczną grupę stanowią odlewy z metali nieżelaznych. Są to głównie, obok odlewów wykonywanych w formach piaskowych, odlewy wytwarzane metodami specjalnymi. W PN-74/M-03207 wprowadzono ich podział na siedem klas dokładności.
Wyszukiwarka
Podobne podstrony:
M Feld TBM123 123 3.1. Rodzaje półfabrykatów TABLICA 3.40. Odlewy z żeliwa szarego. Tolerancje grubo
M Feld TBM073 73 3.1. Rodzaje półfabrykatów TABLICA 3.7 (cd.) Dopuszczalne odchyłki wymiarowe,
M Feld TBM077 77 3.1. Rodzaje półfabrykatów TABLICA 3.10. Pręty i druty stalowe kwadratowe TABLICA 3
M Feld TBM083 83 3.1. Rodzaje półfabrykatów TABLICA 3.15 (cd.) Nominalna grubość g, mm szerokość
M Feld TBM105 105 3.1. Rodzaje półfabrykatów TABLICA 3.23. Jednostronne naddatki na obróbkę odkuwek
M Feld TBM125 125 3.1. Rodzaje półfabrykatów TABLICA 3.43. Tolerancje wymiarowe dla wymiarów z okreś
M Feld TBM120 TABLICA 3.38. Odlewy z żeliwa szarego. Naddatki na obróbkę
M Feld TBM068 68 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.1. Pręty stalowe walcowane okrągłe.
M Feld TBM070 70 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.3. Pręty stalowe walcowane płaskie.
M Feld TBM078 78 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.12. Pręty stalowe okrągłe łuszczone.
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM096 96 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.19. Wielkości naddatków na obróbkę m
M Feld TBM100 100 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.21. Wielkości naddatków na obróbkę
M Feld TBM104 104 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.22 (cd.) Jednostronne naddatki n na
M Feld TBM116 116 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.33. Najmniejsze grubości ścianek (ż
M Feld TBM117 117 3.1. Rodzaje półfabrykatów RYS. 3.24. Oznaczenie promieni zaokrągleń i pochylenia
M Feld TBM118 118 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.37. Zalecane pochylenia
M Feld TBM124 124 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.42. Naddatki na obróbkę skrawaniem
M Feld TBM126 126 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.44. Tolerancje wymiarowe określając
więcej podobnych podstron