M Feld TBM123
123
3.1. Rodzaje półfabrykatów
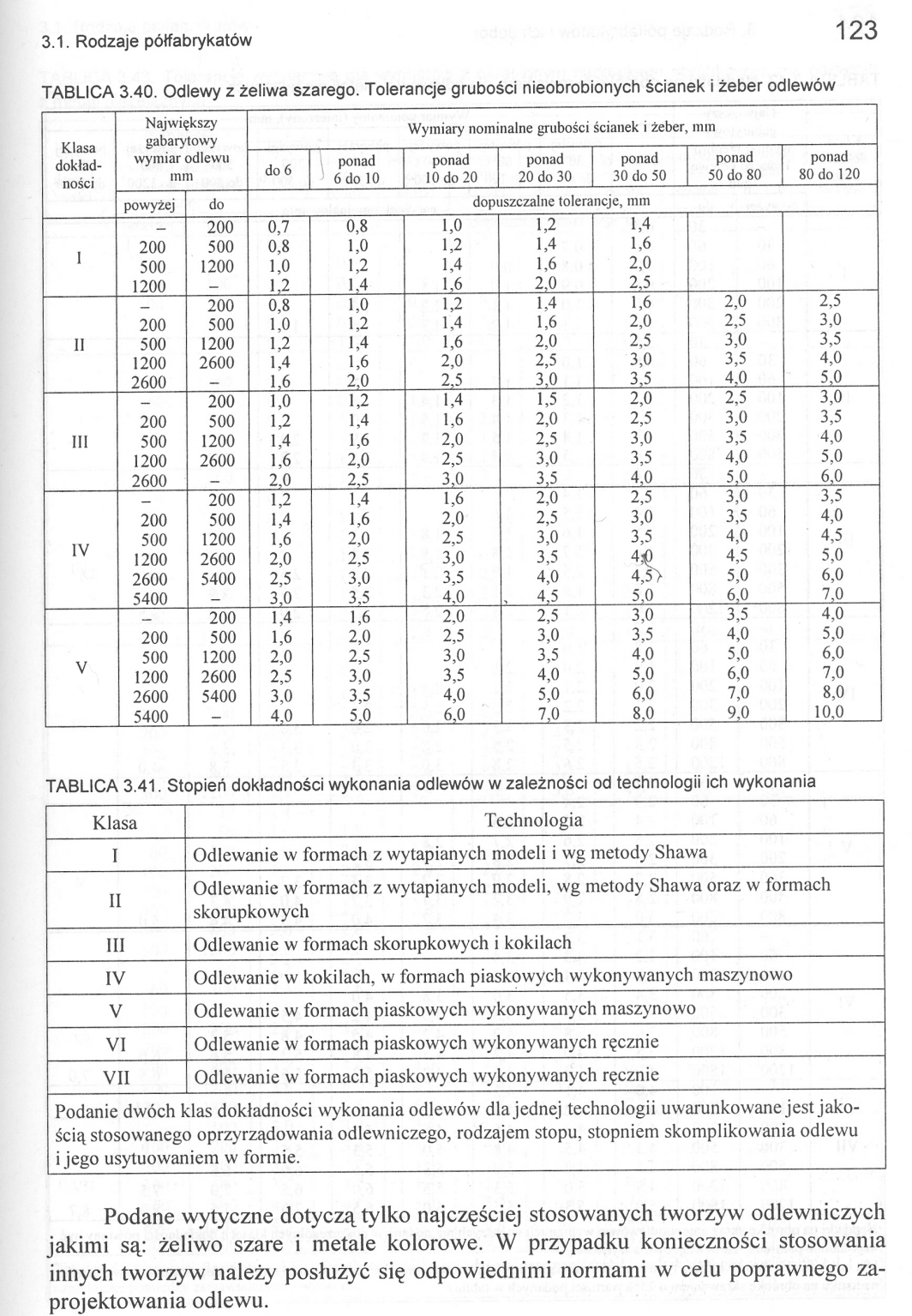
TABLICA 3.40. Odlewy z żeliwa szarego. Tolerancje grubości nieobrobionych ścianek i żeber odlewów
|
Największy gabarytowy |
Wymiary nominalne grubości |
ścianek i żeber |
- | ||||||
|
wymiar |
odlewu |
i ponad |
ponad |
ponad |
ponad |
ponad |
ponad | ||
|
do |
6 do 10 |
1Ó do 20 |
20 do 30 |
30 do 50 |
50 do 80 |
80 do 120 | |||
|
powyżei |
do |
dopuszczalne tolerancje, mm | |||||||
|
- |
200 |
0,7 |
0,8 |
1,0 |
1,2 |
1,4 | |||
|
200 |
500 |
0,8 |
1,0 |
1,2 |
1,4 |
1,6 | |||
|
1 |
500 |
1200 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 | ||
|
1200 |
- |
1,2 |
L4 |
1,6 |
2,0 |
2,5_ | |||
|
- |
200 |
o.s |
1,0 |
1,2 |
1.4 |
1,6 |
2,0 |
2,5 | |
|
200 |
500 |
1,0 |
1,2 |
1,4 |
1,6 |
2,0 |
2,5 |
3,0 | |
|
11 |
500 |
1200 |
1,2 |
1,4 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
|
1200 |
2600 |
1,4 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 | |
|
2600 |
— |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4.-0 . |
5,0 | |
|
- |
200 |
1.0 |
U |
1,4 |
1.S |
2.0 |
2.5 |
3,0 | |
|
200 |
500 |
1,2 |
1.4 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 | |
|
III |
500 |
1200 |
1.4 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
|
1200 |
2600 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 | |
|
2600 |
- |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 | |
|
- |
200 |
Tr |
1,4 |
1,6 |
2,0 |
2,5 |
3.0 |
3,5 | |
|
200 |
500 |
1.4 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 | |
|
500 |
1200 |
1,6 |
2.0 |
2,5 |
3,0 |
3,5 |
4,0 |
4,5 | |
|
IV |
1200 |
2600 |
2,0 |
2,5 |
3,0 |
3,5 |
4^ |
4,5 |
5,0 |
|
2600 |
5400 |
2,5 |
3,0 |
3,5 |
4,0 |
43> |
5,0 |
6,0 | |
|
5400 |
_ |
3,0 |
3,5 |
4,0 |
. 4,5 |
5,0 |
6,0 |
7,0 | |
|
- |
200 |
1.4 |
1,6 |
2.0 |
2,5 |
3.0 |
3,5 |
4,0 | |
|
200 |
500 |
1,6 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 | |
|
500 |
1200 |
2,0 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 | |
|
v |
1200 |
2600 |
2,5 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
|
2600 |
5400 |
3,0 |
3,5 |
4,0 |
5,0 |
6,0 |
7,0 |
8,0 | |
|
5400 |
- |
4,0 |
5.0 |
6,0 |
7,0 |
8,0 |
9,0 |
10,0 | |
TABLICA 3.41. Stopień dokładności wykonania odlewów w zależności od technologii ich wykonania
|
Klasa |
Technologia |
|
I |
Odlewanie w formach z wytapianych modeli i wg metody Shawa |
|
II |
Odlewanie w formach z wytapianych modeli, wg metody Shawa oraz w formach skorupkowych |
|
III |
Odlewanie w formach skorupkowych i kokilach |
|
IV |
Odlewanie w kokilach, w formach piaskowych wykonywanych maszynowo |
|
V |
Odlewanie w formach piaskowych wykonywanych maszynowo |
|
VI |
Odlewanie w formach piaskowych wykonywanych ręcznie |
|
VII |
Odlewanie w formach piaskowych wykonywanych ręcznie |
|
Podanie dwóch klas dokładności wykonania odlewów dla jednej technologii uwarunkowane jest jakością stosowanego oprzyrządowania odlewniczego, rodzajem stopu, stopniem skomplikowania odlewu i jego usytuowaniem w formie. | |
Podane wytyczne dotyczą tylko najczęściej stosowanych tworzyw odlewniczych jakimi są: żeliwo szare i metale kolorowe. W przypadku konieczności stosowania innych tworzyw należy posłużyć się odpowiednimi normami w celu poprawnego zaprojektowania odlewu.
Wyszukiwarka
Podobne podstrony:
M Feld TBM121 121 3.1. Rodzaje półfabrykatów TABLICA 3.39. Odlewy z żeliwa szarego. Tolerancje wymia
M Feld TBM073 73 3.1. Rodzaje półfabrykatów TABLICA 3.7 (cd.) Dopuszczalne odchyłki wymiarowe,
M Feld TBM077 77 3.1. Rodzaje półfabrykatów TABLICA 3.10. Pręty i druty stalowe kwadratowe TABLICA 3
M Feld TBM083 83 3.1. Rodzaje półfabrykatów TABLICA 3.15 (cd.) Nominalna grubość g, mm szerokość
M Feld TBM105 105 3.1. Rodzaje półfabrykatów TABLICA 3.23. Jednostronne naddatki na obróbkę odkuwek
M Feld TBM125 125 3.1. Rodzaje półfabrykatów TABLICA 3.43. Tolerancje wymiarowe dla wymiarów z okreś
M Feld TBM120 TABLICA 3.38. Odlewy z żeliwa szarego. Naddatki na obróbkę
M Feld TBM068 68 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.1. Pręty stalowe walcowane okrągłe.
M Feld TBM070 70 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.3. Pręty stalowe walcowane płaskie.
M Feld TBM078 78 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.12. Pręty stalowe okrągłe łuszczone.
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM096 96 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.19. Wielkości naddatków na obróbkę m
M Feld TBM100 100 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.21. Wielkości naddatków na obróbkę
M Feld TBM104 104 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.22 (cd.) Jednostronne naddatki n na
M Feld TBM116 116 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.33. Najmniejsze grubości ścianek (ż
M Feld TBM117 117 3.1. Rodzaje półfabrykatów RYS. 3.24. Oznaczenie promieni zaokrągleń i pochylenia
M Feld TBM118 118 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.37. Zalecane pochylenia
M Feld TBM124 124 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.42. Naddatki na obróbkę skrawaniem
M Feld TBM126 126 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.44. Tolerancje wymiarowe określając
więcej podobnych podstron