M Feld TBM073
73
3.1. Rodzaje półfabrykatów
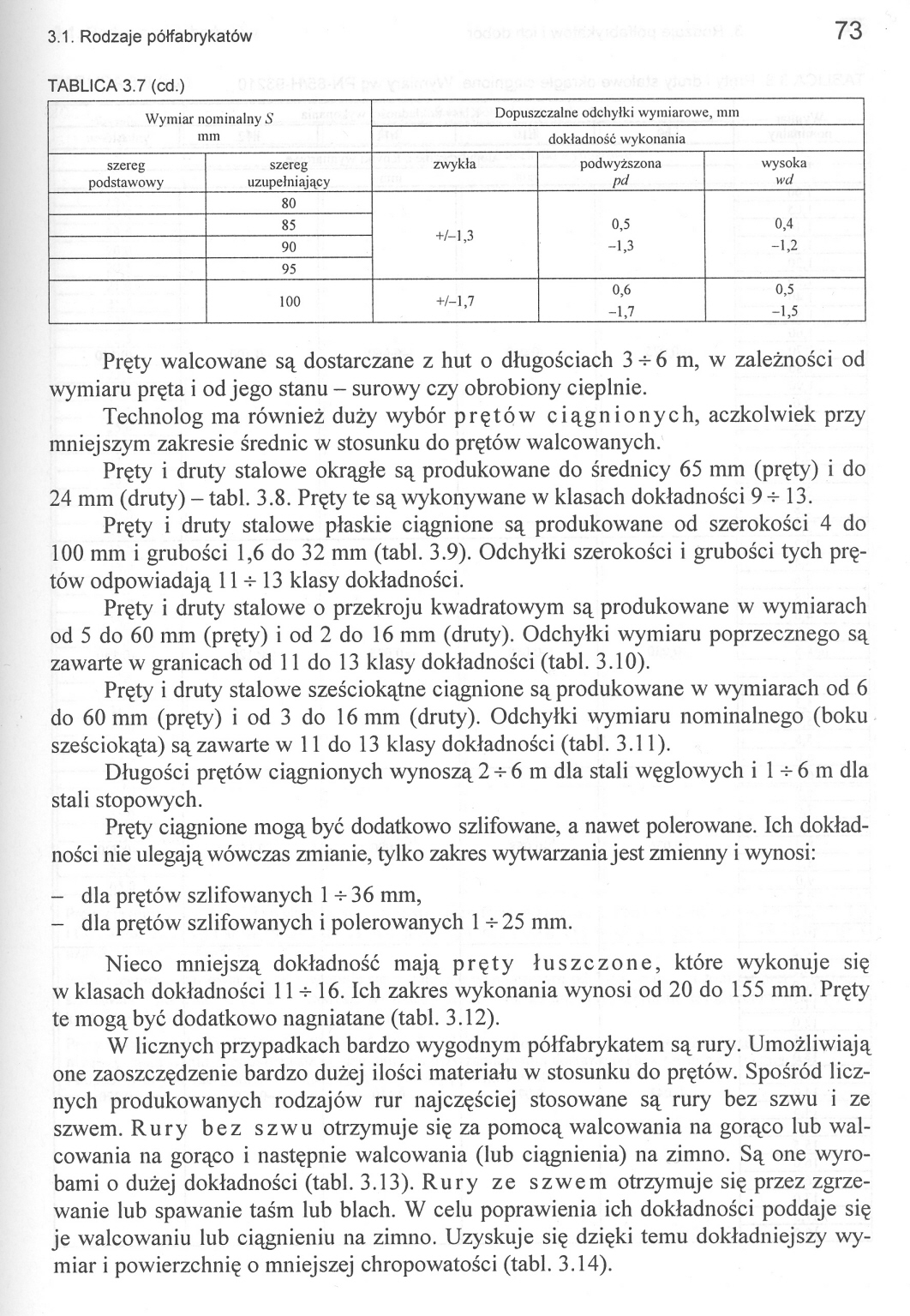
TABLICA 3.7 (cd.)
|
Dopuszczalne odchyłki wymiarowe, mm | ||||
|
dokładność wykonania | ||||
|
szereg podstawowy |
szereg uzupełniający |
zwykła |
podwyższona pd |
wysoka |
|
80 | ||||
|
85 |
0,5 |
0,4 | ||
|
90 |
’ |
-1,3 |
-1,2 | |
|
95 | ||||
|
100 |
+/—1,7 |
0,6 -1,7 |
0,5 -1,5 | |
Pręty walcowane są dostarczane z hut o długościach 3v6m, w zależności od wymiaru pręta i od jego stanu - surowy czy obrobiony cieplnie.
Technolog ma również duży wybór prętów ciągnionych, aczkolwiek przy mniejszym zakresie średnic w stosunku do prętów walcowanych.
Pręty i druty stalowe okrągłe są produkowane do średnicy 65 mm (pręty) i do 24 mm (druty) - tabl. 3.8. Pręty te są wykonywane w klasach dokładności 9 13.
Pręty i druty stalowe płaskie ciągnione są produkowane od szerokości 4 do 100 mm i grubości 1,6 do 32 mm (tabl. 3.9). Odchyłki szerokości i grubości tych prętów odpowiadają 11^-13 klasy dokładności.
Pręty i druty stalowe o przekroju kwadratowym są produkowane w wymiarach od 5 do 60 mm (pręty) i od 2 do 16 mm (druty). Odchyłki wymiaru poprzecznego są zawarte w granicach od 11 do 13 klasy dokładności (tabl. 3.10).
Pręty i druty stalowe sześciokątne ciągnione są produkowane w wymiarach od 6 do 60 mm (pręty) i od 3 do 16 mm (druty). Odchyłki wymiaru nominalnego (boku sześciokąta) są zawarte w 11 do 13 klasy dokładności (tabl. 3.11).
Długości prętów ciągnionych wynoszą 2 -5- 6 m dla stali węglowych i 1 6 m dla
stali stopowych.
Pręty ciągnione mogą być dodatkowo szlifowane, a nawet polerowane. Ich dokładności nie ulegają wówczas zmianie, tylko zakres wytwarzania jest zmienny i wynosi:
- dla prętów szlifowanych 1 -5- 36 mm,
- dla prętów szlifowanych i polerowanych 1 -^25 mm.
Nieco mniejszą dokładność mają pręty łuszczone, które wykonuje się w klasach dokładności 11 ^ 16. Ich zakres wykonania wynosi od 20 do 155 mm. Pręty te mogą być dodatkowo nagniatane (tabl. 3.12).
W licznych przypadkach bardzo wygodnym półfabrykatem są rury. Umożliwiają one zaoszczędzenie bardzo dużej ilości materiału w stosunku do prętów. Spośród licznych produkowanych rodzajów rur najczęściej stosowane są rury bez szwu i ze szwem. Rury bez szwu otrzymuje się za pomocą walcowania na gorąco lub walcowania na gorąco i następnie walcowania (lub ciągnienia) na zimno. Są one wyrobami o dużej dokładności (tabl. 3.13). Rury ze szwem otrzymuje się przez zgrzewanie lub spawanie taśm lub blach. W celu poprawienia ich dokładności poddaje się je walcowaniu lub ciągnieniu na zimno. Uzyskuje się dzięki temu dokładniejszy wymiar i powierzchnię o mniejszej chropowatości (tabl. 3.14).
Wyszukiwarka
Podobne podstrony:
M Feld TBM083 83 3.1. Rodzaje półfabrykatów TABLICA 3.15 (cd.) Nominalna grubość g, mm szerokość
M Feld TBM077 77 3.1. Rodzaje półfabrykatów TABLICA 3.10. Pręty i druty stalowe kwadratowe TABLICA 3
M Feld TBM105 105 3.1. Rodzaje półfabrykatów TABLICA 3.23. Jednostronne naddatki na obróbkę odkuwek
M Feld TBM111 3.1. Rodzaje półfabrykatówTABLICA 3.28. Tolerancje i dopuszczalne odchyłki grubości or
M Feld TBM121 121 3.1. Rodzaje półfabrykatów TABLICA 3.39. Odlewy z żeliwa szarego. Tolerancje wymia
M Feld TBM123 123 3.1. Rodzaje półfabrykatów TABLICA 3.40. Odlewy z żeliwa szarego. Tolerancje grubo
M Feld TBM125 125 3.1. Rodzaje półfabrykatów TABLICA 3.43. Tolerancje wymiarowe dla wymiarów z okreś
M Feld TBM104 104 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.22 (cd.) Jednostronne naddatki n na
M Feld TBM068 68 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.1. Pręty stalowe walcowane okrągłe.
M Feld TBM070 70 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.3. Pręty stalowe walcowane płaskie.
M Feld TBM078 78 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.12. Pręty stalowe okrągłe łuszczone.
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM096 96 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.19. Wielkości naddatków na obróbkę m
M Feld TBM100 100 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.21. Wielkości naddatków na obróbkę
M Feld TBM116 116 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.33. Najmniejsze grubości ścianek (ż
M Feld TBM117 117 3.1. Rodzaje półfabrykatów RYS. 3.24. Oznaczenie promieni zaokrągleń i pochylenia
M Feld TBM118 118 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.37. Zalecane pochylenia
M Feld TBM124 124 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.42. Naddatki na obróbkę skrawaniem
M Feld TBM126 126 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.44. Tolerancje wymiarowe określając
więcej podobnych podstron