M Feld TBM118
118
3. Rodzaje półfabrykatów i ich dobór
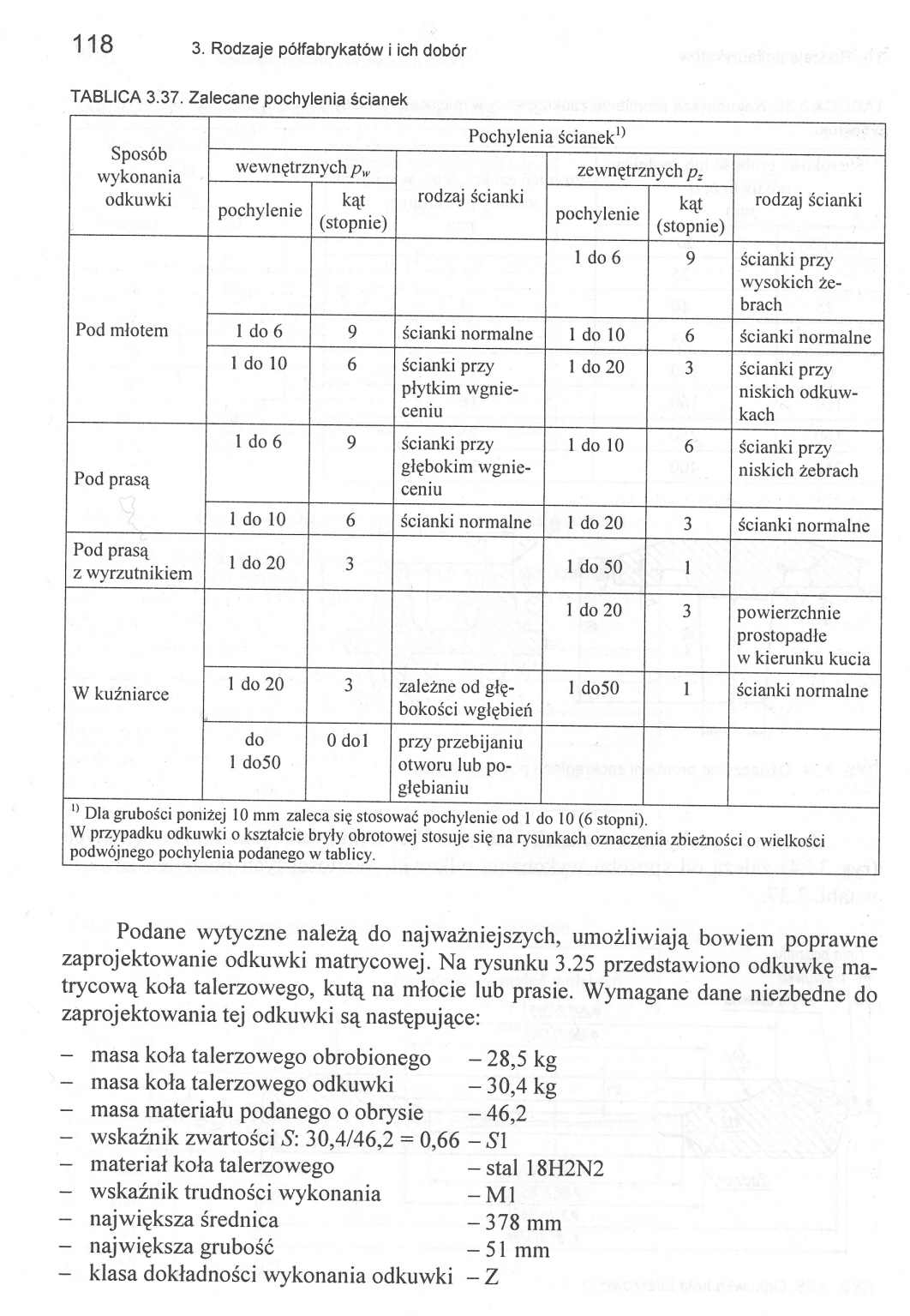
TABLICA 3.37. Zalecane pochylenia ścianek
|
Sposób wykonania odkuwki |
Pochylenia ścianek1* | |||||
|
wewnętrznych p„ |
rodzaj ścianki |
zewnętrznych pz |
rodzaj ścianki | |||
|
pochylenie |
kąt (stopnie) |
pochylenie |
kąt (stopnie) | |||
|
Pod młotem |
1 do 6 |
9 |
ścianki przy wysokich żebrach | |||
|
1 do 6 |
9 |
ścianki normalne |
1 do 10 |
6 |
ścianki normalne | |
|
1 do 10 |
6 |
ścianki przy płytkim wgnieceniu |
1 do 20 |
3 |
ścianki przy niskich odkuw-kach | |
|
Pod prasą |
1 do 6 |
9 |
ścianki przy głębokim wgnieceniu |
1 do 10 |
6 |
ścianki przy niskich żebrach |
|
1 do 10 |
6 |
ścianki normalne |
1 do 20 |
3 |
ścianki normalne | |
|
Pod prasą z wyrzutnikiem |
1 do 20 |
3 |
1 do 50 |
1 | ||
|
W kuźniarce |
1 do 20 |
3 |
powierzchnie prostopadłe w kierunku kucia | |||
|
1 do 20 |
3 |
zależne od głębokości wgłębień |
1 do50 |
1 |
ścianki normalne | |
|
do 1 do50 |
0 doi |
przy przebijaniu otworu lub pogłębianiu | ||||
0 Dla grubości poniżej 10 mm zaleca się stosować pochylenie od 1 do 10 (6 stopni).
W przypadku odkuwki o kształcie bryły obrotowej stosuje się na rysunkach oznaczenia zbieżności o wielkości podwójnego pochylenia podanego w tablicy.
Podane wytyczne należą do najważniejszych, umożliwiają bowiem poprawne zaprojektowanie odkuwki matrycowej. Na rysunku 3.25 przedstawiono odkuwkę matrycową koła talerzowego, kutą na młocie lub prasie. Wymagane dane niezbędne do zaprojektowania tej odkuwki są następujące:
masa koła talerzowego obrobionego - 28,5 kg masa koła talerzowego odkuwki - 30,4 kg
masa materiału podanego o obrysie - 46,2 wskaźnik zwartości S: 30,4/46,2 = 0,66 -51 materiał koła talerzowego - stal 18H2N2
wskaźnik trudności wykonania - M1
klasa dokładności wykonania odkuwki - Z
Wyszukiwarka
Podobne podstrony:
M Feld TBM068 68 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.1. Pręty stalowe walcowane okrągłe.
M Feld TBM070 70 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.3. Pręty stalowe walcowane płaskie.
M Feld TBM078 78 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.12. Pręty stalowe okrągłe łuszczone.
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM096 96 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.19. Wielkości naddatków na obróbkę m
M Feld TBM100 100 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.21. Wielkości naddatków na obróbkę
M Feld TBM104 104 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.22 (cd.) Jednostronne naddatki n na
M Feld TBM116 116 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.33. Najmniejsze grubości ścianek (ż
M Feld TBM124 124 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.42. Naddatki na obróbkę skrawaniem
M Feld TBM126 126 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.44. Tolerancje wymiarowe określając
M Feld TBM074 74 3. Rodzaje półfabrykatów i ich dobór
M Feld TBM082 82 3. Rodzaje półfabrykatów i ich dobór Blachy są to wyroby walcowane, najczęściej na
M Feld TBM084 84 3. Rodzaje półfabrykatów i ich dobór Przedstawione półfabrykaty, jakimi są pręty wa
M Feld TBM086 86 3. Rodzaje półfabrykatów i ich dobór wanego decyduje nie tyle technolog, co konstru
M Feld TBM088 88 3. Rodzaje półfabrykatów i ich dobór nych półfabrykatów, np. odlewów, możliwością s
M Feld TBM102 102 3. Rodzaje półfabrykatów i ich dobór RYS. 3.16. Bryła opisana na odkuwkach walcowy
M Feld TBM130 130 3. Rodzaje półfabrykatów i ich dobór RYS. 3.30. Wytłoczka walcowa bez kołnierza RY
M Feld TBM132 132 3. Rodzaje półfabrykatów i ich dobór obróbce lub są obrabiane sporadycznie. Te ist
M Feld TBM134 134 3. Rodzaje półfabrykatów i ich dobór Widać więc, że możliwości wyboru półfabrykatu
więcej podobnych podstron