M Feld TBM084
84
3. Rodzaje półfabrykatów i ich dobór
Przedstawione półfabrykaty, jakimi są pręty walcowane, ciągnione, szlifowane, łuszczone, rury i blachy, dotyczą tylko wyrobów stalowych. Pozostają jeszcze wyroby z metali kolorowych i stopów aluminium. Niestety ramy tej pracy uniemożliwiają ich zaprezentowanie. W przypadku konieczności ich użycia należy skorzystać z odpowiednich norm.
Technolog bardzo często korzysta z wygodnych postaci półfabrykatów, jakimi są pręty walcowane i ciągnione, dostarczane przez huty w gotowej postaci wg wymiarów znormalizowanych. Dotyczy to przede wszystkim produkcji jednostkowej i mało-seryjnej, co wynika z faktu, że kształt półfabrykatu najczęściej znacznie odbiega od gotowej części i duża część materiału jest zamieniana w wióry.
Pręty walcowane i ciągnione różnią się między sobą nie tylko technologią wykonania, ale przede wszystkim wielkością tolerancji i stanem powierzchni. Pręty ciągnione są znacznie dokładniejsze od walcowanych i dlatego stosowanie ich musi być zróżnicowane. Błędem popełnianym często przez technologów jest przyjmowanie jako półfabrykatów prętów ciągnionych, mimo że w jednej z pierwszych operacji będzie obrabiana cała powierzchnia zewnętrzna. Należy tego unikać, pamiętając, że pręty ciągnione są znacznie droższe od walcowanych.
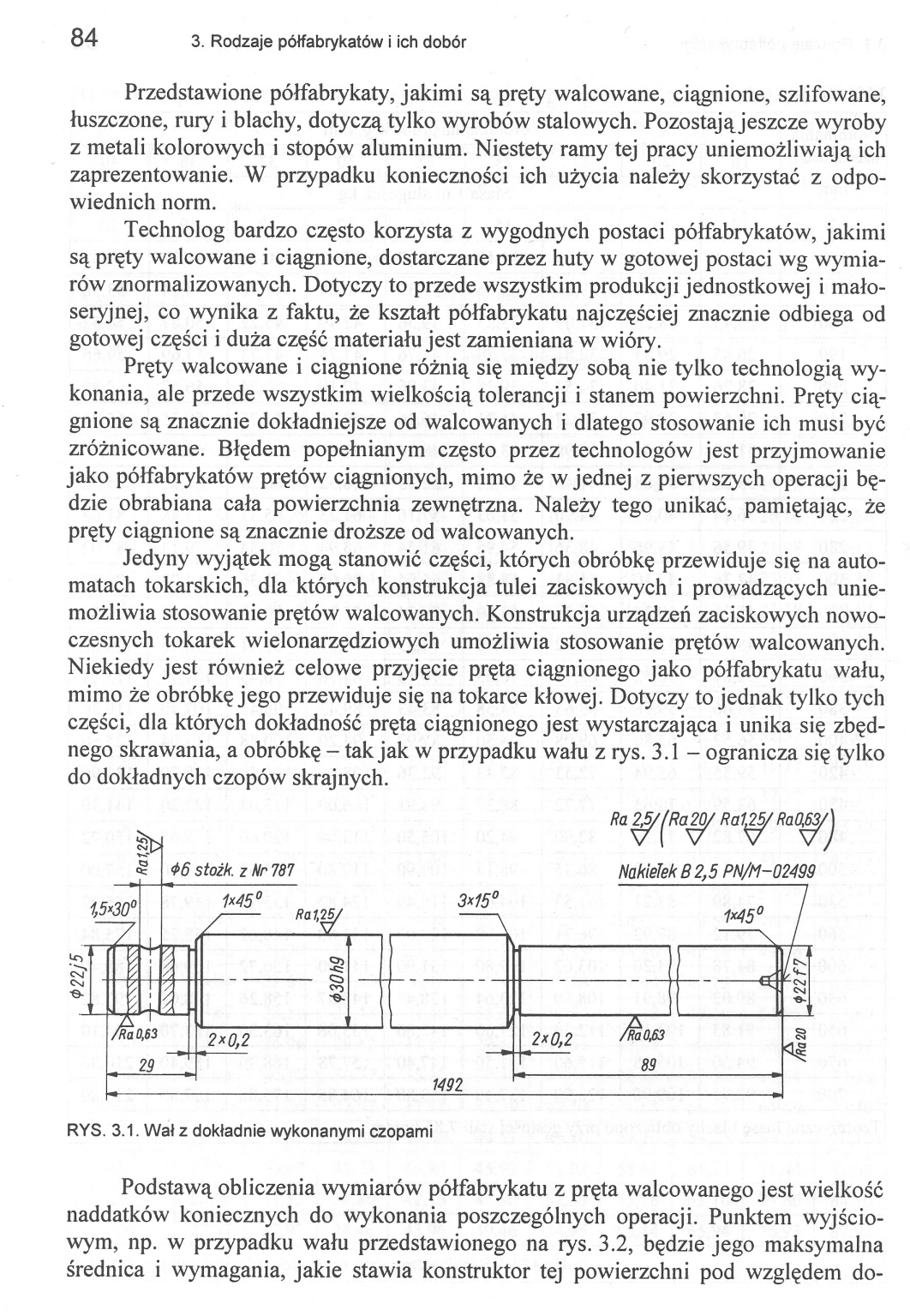
Jedyny wyjątek mogą stanowić części, których obróbkę przewiduje się na automatach tokarskich, dla których konstrukcja tulei zaciskowych i prowadzących uniemożliwia stosowanie prętów walcowanych. Konstrukcja urządzeń zaciskowych nowoczesnych tokarek wielonarzędziowych umożliwia stosowanie prętów walcowanych. Niekiedy jest również celowe przyjęcie pręta ciągnionego jako półfabrykatu wału, mimo że obróbkę jego przewiduje się na tokarce kłowej. Dotyczy to jednak tylko tych części, dla których dokładność pręta ciągnionego jest wystarczająca i unika się zbędnego skrawania, a obróbkę - tak jak w przypadku wału z rys. 3.1 - ogranicza się tylko do dokładnych czopów skrajnych.
Ra Z5/(Ra20/ Ral^RaOJj^J
$ <P6 stoik. Z Nr 787 Nakielek B 2,5 PN/M-02499
|
1,5*30° |
1*45° yr- Rai, |
3*15° |
MS” / | |||||
|
+ |
I |
oj |
I « |
E | ||||
|
ij |
i |
l___ |
r ^ | |||||
|
$10,63 29 |
2x0,2 /$J°Ó3 89 |
§ | ||||||
|
2x0,2 | ||||||||
|
1492 | ||||||||
RYS. 3.1. Wał z dokładnie wykonanymi czopami
Podstawą obliczenia wymiarów półfabrykatu z pręta walcowanego jest wielkość naddatków koniecznych do wykonania poszczególnych operacji. Punktem wyjściowym, np. w przypadku wału przedstawionego na rys. 3.2, będzie jego maksymalna średnica i wymagania, jakie stawia konstruktor tej powierzchni pod względem do-
Wyszukiwarka
Podobne podstrony:
M Feld TBM071 71 3.1. Rodzaje półfabrykatówZakres produkowania prętów stalowych walcowanych o przekr
M Feld TBM077 77 3.1. Rodzaje półfabrykatów TABLICA 3.10. Pręty i druty stalowe kwadratowe TABLICA 3
M Feld TBM068 68 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.1. Pręty stalowe walcowane okrągłe.
M Feld TBM070 70 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.3. Pręty stalowe walcowane płaskie.
M Feld TBM074 74 3. Rodzaje półfabrykatów i ich dobór
M Feld TBM078 78 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.12. Pręty stalowe okrągłe łuszczone.
M Feld TBM082 82 3. Rodzaje półfabrykatów i ich dobór Blachy są to wyroby walcowane, najczęściej na
M Feld TBM086 86 3. Rodzaje półfabrykatów i ich dobór wanego decyduje nie tyle technolog, co konstru
M Feld TBM088 88 3. Rodzaje półfabrykatów i ich dobór nych półfabrykatów, np. odlewów, możliwością s
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM096 96 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.19. Wielkości naddatków na obróbkę m
M Feld TBM100 100 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.21. Wielkości naddatków na obróbkę
M Feld TBM102 102 3. Rodzaje półfabrykatów i ich dobór RYS. 3.16. Bryła opisana na odkuwkach walcowy
M Feld TBM104 104 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.22 (cd.) Jednostronne naddatki n na
M Feld TBM116 116 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.33. Najmniejsze grubości ścianek (ż
M Feld TBM118 118 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.37. Zalecane pochylenia
M Feld TBM124 124 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.42. Naddatki na obróbkę skrawaniem
M Feld TBM126 126 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.44. Tolerancje wymiarowe określając
M Feld TBM130 130 3. Rodzaje półfabrykatów i ich dobór RYS. 3.30. Wytłoczka walcowa bez kołnierza RY
więcej podobnych podstron