M Feld TBM096
96
3. Rodzaje półfabrykatów i ich dobór
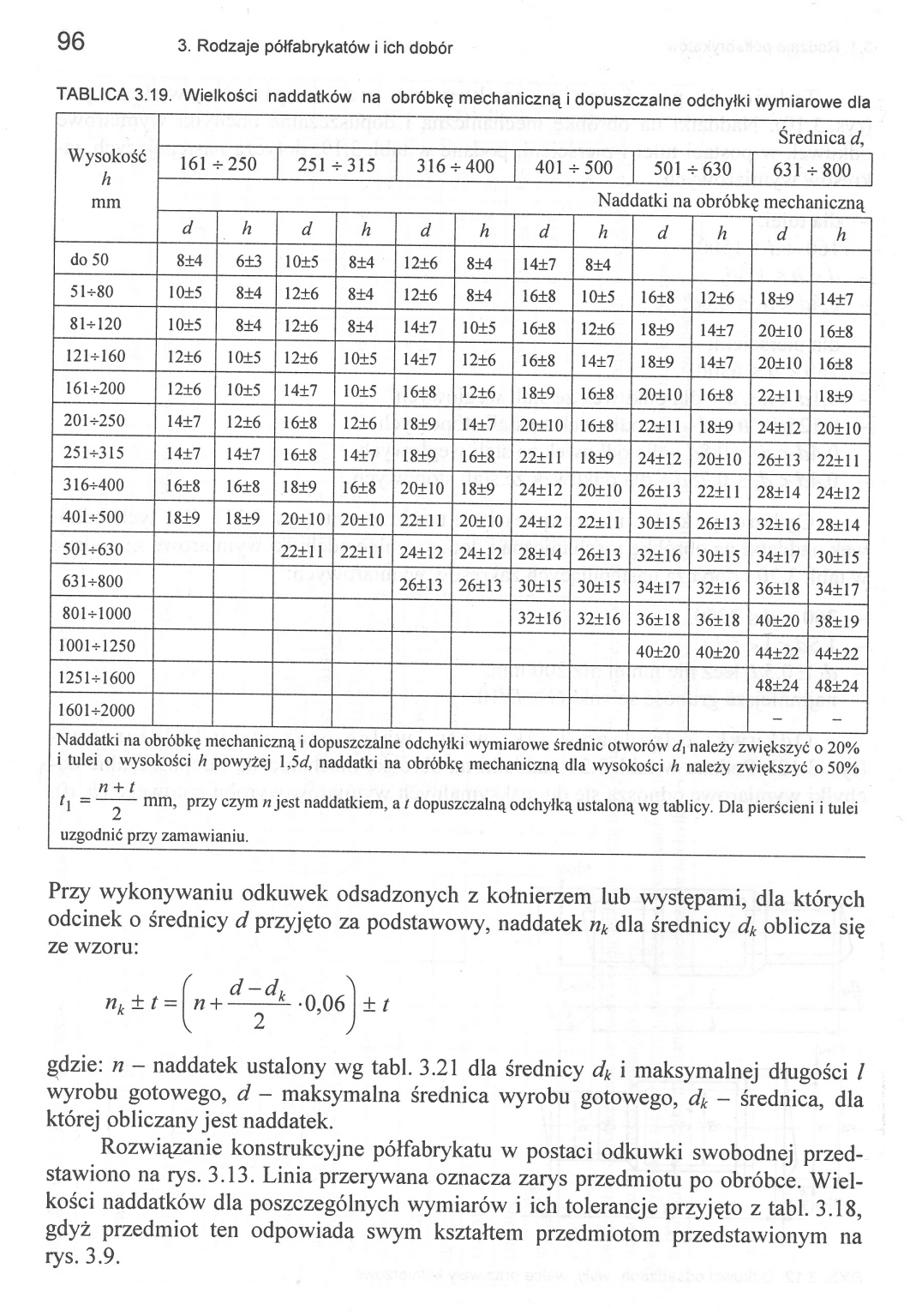
TABLICA 3.19. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymiarowe dla
|
Wysokość h mm |
Średnica d, | |||||||||||
|
161 +250 | 251+315 | 316 + 400 | 401 +500 j 501 +630 | 631 +800 | ||||||||||||
|
Naddatki na obróbkę mechaniczną | ||||||||||||
|
d |
h |
d |
h |
d |
h |
d |
h |
d |
h |
d |
h | |
|
do 50 |
8±4 |
6±3 |
10±5 |
8±4 |
12±6 |
8±4 |
14±7 |
8±4 | ||||
|
51-5-80 |
10±5 |
8±4 |
12±6 |
8±4 |
12±6 |
8±4 |
16±8 |
10±5 |
16±8 |
12±6 |
18±9 |
14±7 |
|
81-5-120 |
10±5 |
8±4 |
12±6 |
8±4 |
14±7 |
10±5 |
16±8 |
12±6 |
18+9 |
14±7 |
20±10 |
16+8 |
|
121-5-160 |
12±6 |
10±5 |
12±6 |
10+5 |
14±7 |
12±6 |
16±8 |
14±7 |
18+9 |
14±7 |
20±10 |
16±8 |
|
161-200 |
12±6 |
10±5 |
14±7 |
10±5 |
16±8 |
12±6 |
18±9 |
16±8 |
20±10 |
16+8 |
22±11 |
18±9 |
|
201-250 |
14±7 |
12±6 |
16±8 |
12±6 |
18±9 |
14±7 |
20±10 |
16±8 |
22+11 |
18±9 |
24±12 |
20±10 |
|
251-315 |
14±7 |
14+7 |
16±8 |
14±7 |
18±9 |
16±8 |
22±11 |
18±9 |
24±12 |
20+10 |
26±13 |
22±11 |
|
316+400 |
16+8 |
16±8 |
18±9 |
16±8 |
20±10 |
18±9 |
24±12 |
20±10 |
26±13 |
22+11 |
28+14 |
24±12 |
|
401+500 |
18±9 |
18+9 |
20±10 |
20±10 |
22+11 |
20±10 |
24±12 |
22±11 |
30+15 |
26±13 |
32±16 |
28±14 |
|
501+630 |
22±11 |
22+11 |
24±12 |
24+12 |
28±14 |
26±13 |
32±16 |
30±15 |
34±17 |
30±15 | ||
|
631+800 |
26±13 |
26±13 |
30±15 |
30±15 |
34±17 |
32±16 |
36±18 |
34±17 | ||||
|
801+1000 |
32±16 |
32±16 |
36±18 |
36±18 |
40±20 |
38+19 | ||||||
|
1001+1250 |
40±20 |
40±20 |
44±22 |
44±22 | ||||||||
|
1251+1600 |
48±24 |
48±24 | ||||||||||
|
1601+2000 |
- |
- | ||||||||||
|
Naddatki na obróbkę mechaniczną i dopuszczalne odchyłki wymiarowe średnic otworów d, należy zwiększyć o 20% i tulei o wysokości h powyżej 1,5d, naddatki na obróbkę mechaniczną dla wysokości h należy zwiększyć o 50% n + t = —-— mm, przy czym n jest naddatkiem, a / dopuszczalną odchyłką ustaloną wg tablicy. Dla pierścieni i tulei uzgodnić przy zamawianiu. | ||||||||||||
Przy wykonywaniu odkuwek odsądzonych z kołnierzem lub występami, dla których odcinek o średnicy d przyjęto za podstawowy, naddatek nk dla średnicy dk oblicza się ze wzoru:
nk±t = \^n + -O.Oój ± t
gdzie: n - naddatek ustalony wg tabl. 3.21 dla średnicy dk i maksymalnej długości / wyrobu gotowego, d - maksymalna średnica wyrobu gotowego, dk - średnica, dla której obliczany jest naddatek.
Rozwiązanie konstrukcyjne półfabrykatu w postaci odkuwki swobodnej przedstawiono na rys. 3.13. Linia przerywana oznacza zarys przedmiotu po obróbce. Wielkości naddatków dla poszczególnych wymiarów i ich tolerancje przyjęto z tabl. 3.18, gdyż przedmiot ten odpowiada swym kształtem przedmiotom przedstawionym na rys. 3.9.
Wyszukiwarka
Podobne podstrony:
M Feld TBM092 92 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.17. Wielkości naddatków na obróbkę m
M Feld TBM100 100 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.21. Wielkości naddatków na obróbkę
M Feld TBM068 68 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.1. Pręty stalowe walcowane okrągłe.
M Feld TBM070 70 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.3. Pręty stalowe walcowane płaskie.
M Feld TBM078 78 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.12. Pręty stalowe okrągłe łuszczone.
M Feld TBM104 104 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.22 (cd.) Jednostronne naddatki n na
M Feld TBM116 116 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.33. Najmniejsze grubości ścianek (ż
M Feld TBM118 118 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.37. Zalecane pochylenia
M Feld TBM124 124 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.42. Naddatki na obróbkę skrawaniem
M Feld TBM126 126 3. Rodzaje półfabrykatów i ich dobór TABLICA 3.44. Tolerancje wymiarowe określając
M Feld TBM102 102 3. Rodzaje półfabrykatów i ich dobór RYS. 3.16. Bryła opisana na odkuwkach walcowy
M Feld TBM090 TABLICA 3.16. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
M Feld TBM094 TABLICA 3.18. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
M Feld TBM098 TABLICA 3.20. Wielkości naddatków na obróbkę mechaniczną i dopuszczalne odchyłki wymia
M Feld TBM074 74 3. Rodzaje półfabrykatów i ich dobór
M Feld TBM082 82 3. Rodzaje półfabrykatów i ich dobór Blachy są to wyroby walcowane, najczęściej na
M Feld TBM084 84 3. Rodzaje półfabrykatów i ich dobór Przedstawione półfabrykaty, jakimi są pręty wa
M Feld TBM086 86 3. Rodzaje półfabrykatów i ich dobór wanego decyduje nie tyle technolog, co konstru
więcej podobnych podstron