metalurgia046
90
W przypadku krystalizacji objętościowej wzrastające kryształy mogą rozdzielać pewne partie cieczy na niezależne obszary, z których czerpią ciekły metal potrzebny do swego wzrostu. Prowadzi to do powstania rozproszonej porowatości skurczowej. Zatem metale czyste i stopy eutektyczne mają skłonność do tworzenia skoncentrowanej jamy skurczowej. Sprzyja temu także duży gradient temperatury w ściance odlewu. Tworzeniu rozproszonej porowatości skurczowej sprzyjają natomiast szeroki zakres temperatury krzepnięcia metalu i mały gradient temperatury w ściance odlewu.
W czasie krzepnięcia odlewu na skutek spadku rozpuszczalności z ciekłego metalu mogą się wydzielać gazy. Tworzą one pęcherze, które w pewnych przypadkach, np. gdy istnieją w cieczy szkielety kryształów fazy stałej, nie mogą wypływać na powierzchnię metalu. Wówczas w odlewie powstaje tzw. porowatość gazowa. Suma objętości pustek skurczowych i porowatości gazowej jest wielkością stałą w danych warunkach odlewania.
Zapobieganie występowaniu jamy skurczowej w odlewach
Jama skurczowa występująca w dowolnej postaci w odlewie dyskwalifikuje go pod względem użytkowym. Powstawaniu jam zapobiega się przez odpowiednie sterowanie krzepnięciem odlewu. Ma ono na celu spowodowanie jednego z dwóch sposobów krzepnięcia odlewów: jednoczesnego lub kierunkowego. Krzepnięcie jednoczesne i kierunkowe odlewów nie ma związku z przedstawionymi przypadkami krystalizacji objętościowej i warstwowej. Pojęcie krystalizacji dotyczy mi-kroobszarów lub niewielkich fragmentów odlewu, natomiast krzepnięcie odnosi się do całego odlewu lub wybranego dużego jego fragmentu związanego z węzłem cieplnym, czyli skupieniem metalu krzepnącym dłużej niż pozostałe części odlewu.
Krzepnięcie jednoczesne i kierunkowe. Krzepnięcie jednoczesne zachodzi wówczas, gdy wszystkie części odlewu stygną i krzepną równocześnie, tak że początek krzepnięcia na powierzchni ścianek odlewu i koniec w środku tychże ścianek następują w tym samym czasie we wszystkich częściach odlewu. Uzyskanie jednoczesnego krzepnięcia zapewniają przede wszystkim dwa czynniki: 1) właściwa konstrukcja odlewu, cechująca się równomierną grubością ścianek i brakiem węzłów cieplnych, oraz 2) konstrukcja formy odlewniczej, pozwalająca na wyrównanie czasów krzepnięcia części odiewu o różnej grubości.
Drugi sposób uzyskiwania krzepnięcia jednoczesnego polega na:
- doprowadzeniu układu wlewowego do miejsc o małym przekroju; uzyskuje się przez to przegrzanie formy i wyższą temperaturę metalu w tych miejscach, co umożliwia wyrównanie czasu krzepnięcia cienkiego przekroju z czasem krzepnięcia pozostałych części odlewu;
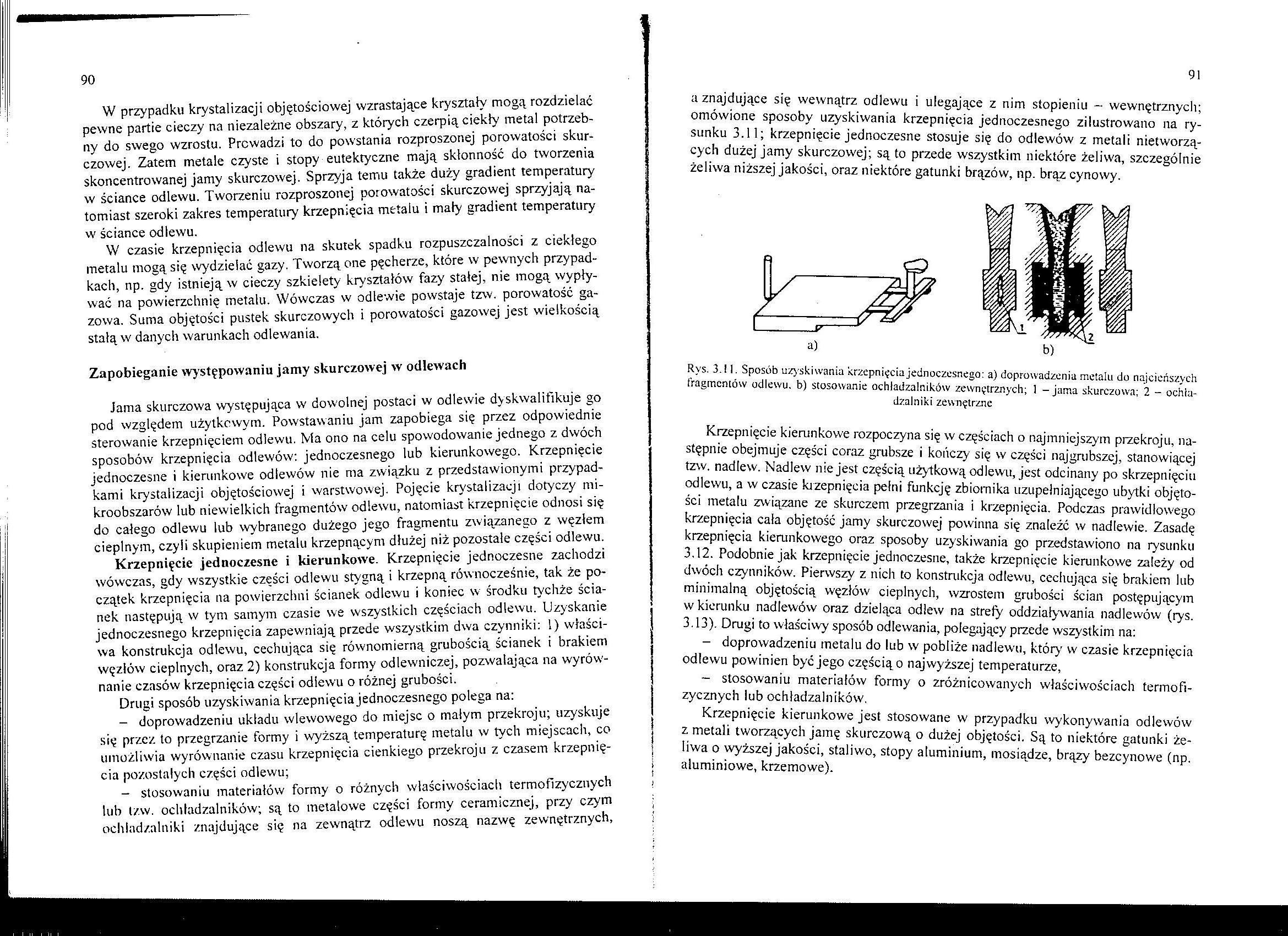
- stosowaniu materiałów formy o różnych właściwościach termofizycznych lub l/.w. ochladzalników; są to metalowe części formy ceramicznej, przy czym ochladzalniki znajdujące się na zewnątrz odlewu noszą nazwę zewnętrznych, a znajdujące się wewnątrz odlewu i ulegające z nim stopieniu - wewnętrznych; omówione sposoby uzyskiwania krzepnięcia jednoczesnego zilustrowano na rysunku 3.11; krzepnięcie jednoczesne stosuje się do odlewów z metali nietworzą-cycli dużej jamy skurczowej; są to przede wszystkim niektóre żeliwa, szczególnie żeliwa niższej jakości, oraz niektóre gatunki brązów, np. brąz cynowy.
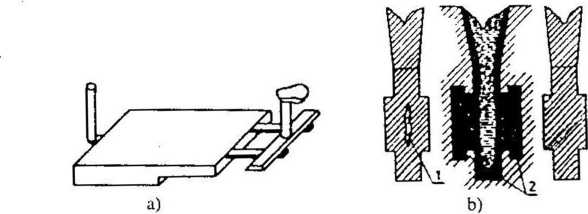
Rys. 3.! 1. Sposób uzyskiwania krzepnięcia jednoczesnego: a) doprowadzenia metalu do najcieńszych fragmentów odlewu, b) stosowanie ochladzalników zewnętrznych; 1 - jama skurczowa; 2 - ochla-
dzalniki zewnętrzne
Krzepnięcie kierunkowe rozpoczyna się w częściach o najmniejszym przekroju, następnie obejmuje części coraz grubsze i kończy się w części najgrubszej, stanowiącej tzw. nadiew. Nadlew nie jest częścią użytkową odlewu, jest odcinany po skrzepnięciu odlewu, a w czasie krzepnięcia pełni funkcję zbiornika uzupełniającego ubytki objętości metalu związane ze skurczem przegrzania i krzepnięcia. Podczas prawidłowego krzepnięcia cała objętość jamy skurczowej powinna się znaleźć w nadlewie. Zasadę krzepnięcia kierunkowego oraz sposoby uzyskiwania go przedstawiono na rysunku 3.12. Podobnie jak krzepnięcie jednoczesne, także krzepnięcie kierunkowe zależy od dwóch czynników. Pierwszy z nich to konstrukcja odlewu, cechująca się brakiem lub minimalną objętością węzłów cieplnych, wzrostem grubości ścian postępującym w kierunku nadlewów oraz dzieląca odlew na strefy oddziaływania nadlewów (rys. 3.13). Drugi to właściwy sposób odlewania, polegający przede wszystkim na:
- doprowadzeniu metalu do lub w pobliże nadlewu, który' w czasie krzepnięcia odlewu powinien być jego częścią o najwyższej temperaturze,
~ stosowaniu materiałów formy o zróżnicowanych właściwościach termofi-zycznych lub ochladzalników.
Krzepnięcie kierunkowe jest stosowane w przypadku wykonywania odlewów z metali tworzących jamę skurczową o dużej objętości. Są to niektóre gatunki żeliwa o wyższej jakości, staliwo, stopy aluminium, mosiądze, brązy bezcynowe (np. aluminiowe, krzemowe).
Wyszukiwarka
Podobne podstrony:
pracownika powinno przypadać wolnej objętości pomieszczenia co najmniej : Wysokość dojść do
W wyniku zużycia elementów ciernych, w przypadku braku regulacji, wzrastałby skok siłowników
IMG 0 201 (2) 200 & Defekty struktury krystalicznej Oba rodzaje granic mogą być symetryczne, jeż
IMG 90 WfiMŚ&Ui W zimie filtry gruntowe mogą być używane nawet w dość chłodnym klimacie. Zwiększ
img005 (19) - układ krystalograficzny (oceniany laboratoryjnie) Kryształy formowane są w jednej z 32
DSC00141 Ostre zapalenie śródpiersia ponad 90% przypadków jest wywołane perforacją przełyku. Może by
41218 IMGC85 [slajdy] Zmiana objętości w zależności od temperatury materiałów krystalicznych Objętoś
90% przypadków dotyczy kobiet w wieku 40-50 lat.
CCF20090408�005 2009-04-02Kierunki badań współczesnej krystalografii Badanie struktury kryształów us
więcej podobnych podstron