r52
182 Odlewnictwo - Laboratorium
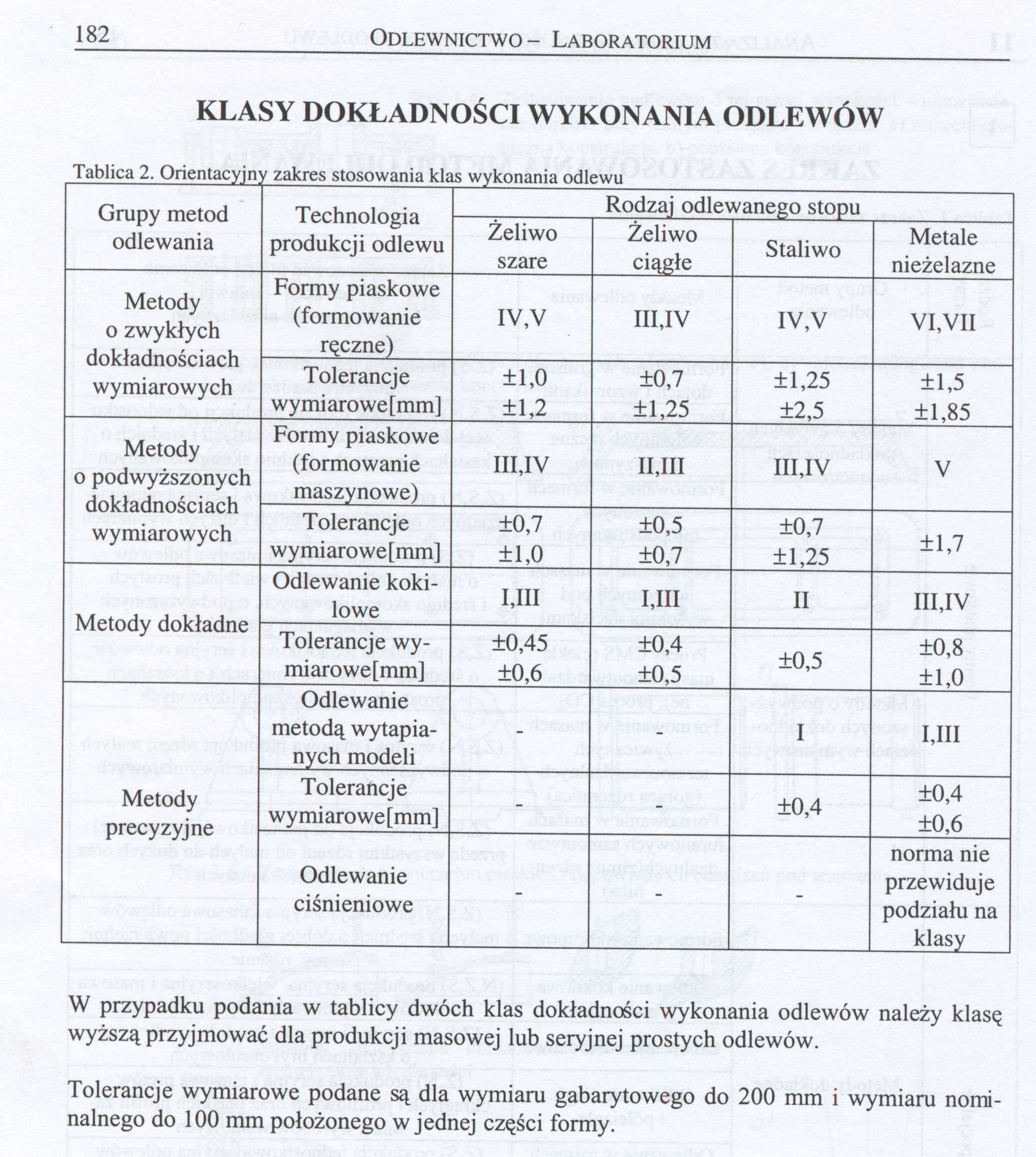
KLASY DOKŁADNOŚCI WYKONANIA ODLEWÓW
Tablica 2. Orientacyjny zakres stosowania klas wykonania odlewu
|
Grupy metod odlewania |
Technologia produkcji odlewu |
Rodzaj odlewanego stopu | |||
|
Żeliwo szare |
Żeliwo ciągłe |
Staliwo |
Metale nieżelazne | ||
|
Metody o zwykłych dokładnościach wymiarowych |
Formy piaskowe (formowanie ręczne) |
IV,V |
III,IV |
IV,V |
VI,VII |
|
Tolerancje wymiarowe [mm] |
±1,0 ±1,2 |
±0,7 ±1,25 |
±1,25 ±2,5 |
±1,5 ±1,85 | |
|
Metody o podwyższonych dokładnościach wymiarowych |
Formy piaskowe (formowanie maszynowe) |
III,IV |
II,III |
III,IV |
V |
|
Tolerancje wymiarowe[mm] |
±0,7 ±1,0 |
±0,5 ±0,7 |
±0,7 ±1,25 |
±1,7 | |
|
Metody dokładne |
Odlewanie koki-lowe |
I,III |
1,111 |
II |
III,IV |
|
Tolerancje wymiarowe [mm] |
±0,45 ±0,6 |
±0,4 ±0,5 |
±0,5 |
±0,8 ±1,0 | |
|
Metody precyzyjne |
Odlewanie metodą wytapianych modeli |
- |
- |
I |
1,111 |
|
Tolerancje wymiarowe[mm] |
- |
- |
±0,4 |
±0,4 ±0,6 | |
|
Odlewanie ciśnieniowe |
- |
- |
- |
norma nie przewiduje podziału na klasy | |
W przypadku podania w tablicy dwóch klas dokładności wykonania odlewów należy klasę wyższą przyjmować dla produkcji masowej lub seryjnej prostych odlewów.
Tolerancje wymiarowe podane są dla wymiaru gabarytowego do 200 mm i wymiaru nominalnego do 100 mm położonego w jednej części formy.
Wyszukiwarka
Podobne podstrony:
metalurgia071 142 142 Tablica 3.10Naddatki na obróbkę skrawaniem Klasy dokładności wykonania odlewów
r32 40 Odlewnictwo - Laboratorium Luzy znaków rdzeniowych - Wielkości orientacyjne luzów w mm na str
88729 strona166 166 9. KOŁA ZĘBATE TABLICA 9.2. Klasy dokładności wykonania kół zębatych Grupa
skanuj0020 (132) Do zalet technologii należy zaliczyć: □ dużą dokładność wymiarową
Tablica 1.2 Główne metody produkcji odlewów, ich klasyfikacja i zakres
skanuj0004 dokładność wykonania(w niezmiennych warunkach,bez nieograniczonego czasu),np.pchniecie
Str184 (2) 184 Tabl. 12.4.5. Zalecana chropowatość powierzchni ślimaków Klasa dokładności wykonania
skanowanie0001(2) Technologia wody i ścieków • laboratorium Data wykonania 15.03.2010 Dnia oddania 1
skanuj0183 182 Specjalne detale architektoniczne13.2. Wykonanie wolno stojących murów Wolno stojące
INŻYNIERIA ŚRODOWISKA - MŁODYM OKIEM TOM 7. 2014 Próbki laboratoryjne zostały wykonane w dziesięciu
więcej podobnych podstron