skanuj0006 [800x600]
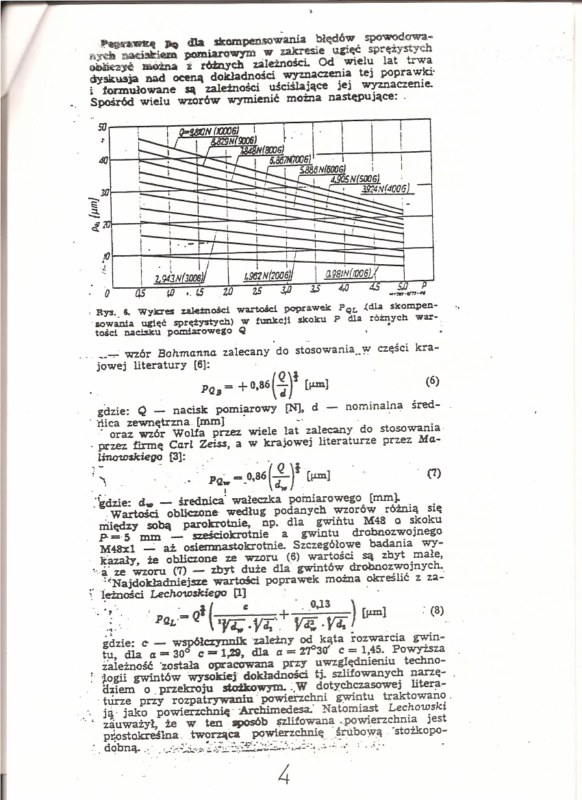
**«ev*wtc* >q dla skompensowania błędów spowodowanych naciskiem pomiarowym w zakresie ugiąć sprężystych ooiKrsyć omozna £ różnych zależności. Od wielu lat trwa dyskusja nad ocena dokładności wyznaczenia tej poprawki-i formułowane są zależności uściślające jej wyznaczenie. Spośród wielu wzorów wymienić można następujące:
wzór Bohmcnna zalecany do stosowania .w części krajowej literatury [6]:
but] (6)
gdzie: Q — nacisk pomiarowy [N], d — nominalna średnica zewnętrzna [mm]
oraz wzór Wolfa przez wiele lat zalecany do stosowania przez firmę Carl Zeiss, a w krajowej literaturze przez Afa-Unowskiego [3]:
’ > . j>a_-».“(£)* (na] p)
'gdzie: d„ — średnica’ wałeczka pomiarowego [mm]
Wartości obliczone według podanych wzorów różnią się między sobą parokrotnie, np. dla gwińtu M48 o skoku P — 5 nun — sześciokrotnie a gwintu drobnozwojnego M48xl — ai osiemnastokrotnie. Szczegółowe badania wykazały, ie obliczone ze wzoru (6) wartości są zbyt małe, ' a ze wzoru (7) — zbyt duże dla gwintów drobnozwojnych.
'Najdokładniejsze wartości poprawek można określić z za-; leżnośd Lechowskiego [1]
i (8)
gdzie: c — współczynnik zależny od kąta rozwarcia gwintu, dla a - 30® c - 1,23, dla a « 27*30' c - 1,45. Powyższa zależność została opracowana przy uwzględnieniu technologii gwintów wysokiej dokładności tj. szlifowanych narzędziem o przekroju stożkowym. W dotychczasowej literaturze przy rozpatrywaniu powierzchni gwintu traktowano ją jako powierzchnię Archimedesa. Natomiast Lechowski zauważył, ie w ten sposób szlifowana .powierzchnia jest pśostokreślna tworząca powierzchnię śrubową stoźkopo-
4
Wyszukiwarka
Podobne podstrony:
skanuj0061 [800x600] 68. Kołysanka dla Puchatka - wydłużanie fiuty wydechowej -
skanuj0065 [800x600] 72 Kołysanka dla laleczki Ćwiczenie oddechowe - wydłużanie fa
skanuj0357 (2) 372 PHP i MySQL dla każdego Kliknięcie takiego odnośnika spowoduje wykonanie skryptu
skanuj0357 (2) 372 PHP i MySQL dla każdego Kliknięcie takiego odnośnika spowoduje wykonanie skryptu
skanuj0011 [800x600] minięty; dla: dokładnych — uwzględniony jako poprawka po obliczeniu zastępujące
skanuj0012 [800x600] Procedura projektowania sprawdzianu dla gwintu wewnętrznego M14 -6H Gwint specj
skanuj0013 [800x600] Wymiary rzeczywiste średnic podziałowych sprawdzianu trzpieniowego dla gwintu M
skanuj0080 [800x600] Tak zwierzęta zbudowały dla kur z grzędą kurnik mały. Kury na to: Ko, ko,
skanuj0016 50. Podaj konfigurację E/Z dla następujących związków: HjC H A.
skanuj0018 Motywowanie podwładnych ków dla twórczej pracy to największy potencjał każdej organizacji
więcej podobnych podstron