skanuj0029
j
174 4. Spawanie TI.G
elementów łączonych i spoiyya. które po ostygnięciu tworzą trwale złącze spnwan e ^-£1 e k t rodjfjite t opli w a jest wykonana z wolframu lub jego stopów, jako zaś'osłoni gazowa występują najczęściej gazy obojętne, tj. argon, bel luhJchjpicsząnki^ączkolwiek w niektórych przypadkach stosuje sięgazy redukujące, np. mieszankę argonu z wodorem. W n akcie spawania gaz osłonowy wypływa przez dyszę, chroniąc elektrodę nietopliwą, stapiające się spoiwo, jeziorko spawalnicze i przylegający do niego nagrzany obszar materiału podstawowego przed kontaktem z powietrzem. Ponieważ temperatura topnienia wolframu jest bardzo wysoka, elektroda nietopliwą nie uczestniczy w tworzeniu złączy spawanych. Gdy zachodzi więc potrzeba wypełnienia rowka spawalniczego, wówczas stosuje się materiał dodatkowy w postaci pręta (spawanie ręczne) lub drutu (spawanie zmechanizowane).
Spawanie metodą TIG może przebiegać we wszystkich pozycjach przestrzennych w sposób ręczny,. h|lwanechQłUZQ\V»'iny,.. półautomatyczny • lub..aJrfómat^jUiy,.7/?1istosowaniein prądu stałego lub przemiennego.
Metoda TIG umożliwia łączenie większości znanych metali i ich stopów, jednak najczęściej stosuje się ją do spawania stali Nyy^okpstopowycl^orąz niskostopowych stali żarowytrzymalych. jak również niklu, aluminium, tytanut..inagnezu7-nlicdzi;:;ęyj[konu,'',‘'hYetali reaktywnych i ich stopów. Z powyższych materiałów są wytwarzane konstrukcje i wyroby w przemyśle chemicznym, lotniczym, kosmicznym, energetycznym, spożywczym, zbrojeniowym, samochodowym i wielu, wielu innych. Zakies grubości spawanych materiałów waha się w bardzo szerokim zakresie (od mniej niż 1 mm do kilkudziesięciu, a nawet kilkuset milimetrów), jednak najczęściej metodę TIG stosuje się do łączenia elementów o względnie małej grubości, nieprzekraczającej kiiku milimetrów. Metodą tą w złączach grubościennych wykonuje się ściegi graniowe, a pozostałą część rowka wypełnia się przy użyciu innych, bardziej wydajnych metod spawania, np. z zastosowaniem elektrod óiulonych, drutów proszkowych lub metody MIG/MAG.
Do zalet spawania metodą TIG należy zaliczyć:
- wysoką jakość złączy spawanych, które na ogól charakteryzują się * korzystnym kształtem i są pozbawione niezgodności spawalniczych,
-/możliwość łączenia prawie wszystkich metali i ich stopów, jak również j materiałów różnorodnych,
-f doskonałą kontrolę zachowania się jeziorka spawalniczego pod-/ czas spawania, szczególnie przydatną przy wykonaniu ściegu gra-; niowego, » l
— łatwość ustawiania i kontroli parametrów spawania, \\
’ możliwość precyzyjnego sterowania ilością wprowadzanego ciepła \
• oraz materiału dodatkowego, brak rozprysku,
I ** możliwość spawania zarówno z zastosowaniem spoiwa, jak i bez jego udziału.
4.2. URZĄDZENIA SPAWALNICZE
17
w“l
względnie mnie urządzenia spawalnicze, przystosowane zazwyczaj do spawania lak że innymi metodami, np elektrodami otulonymi.

oda TIG ma lez szereg niedostatków, do których zalicza się:
alit wydajność procesu,
— przy spawaniu ręcznym konieczność większej koncentracji uwagi oraz skoordynowania ruchów spawacza w porównaniu ze spawaniem innymi metodami lukowymi,
— mniejszy efektywność ekonomiczna spawania elementów o grubości powyżej 10 mm w porównaniu z innymi metodami spawania lukowego elektrodą topliwą,
— konieczność stosowania w większości przypadków dodatkowej osłony grani spoiny,
— możliwość przedostania się. wolframu w postaci wtrąceń do spoiny w przypadku niewłaściwego zajarzania luku (kontaktowe, bezpośrednio w miejscu układania ściegu) lub kontaktu elektrody nietopliwcj z jeziorkiem spawalniczym w trakcie spawania,
— konieczność dokładnego przygotowania i mocowania brzegów spawanych elementów podczas spawania bez dodatku spoiwa.
4.2. Urządzenia spawalnicze
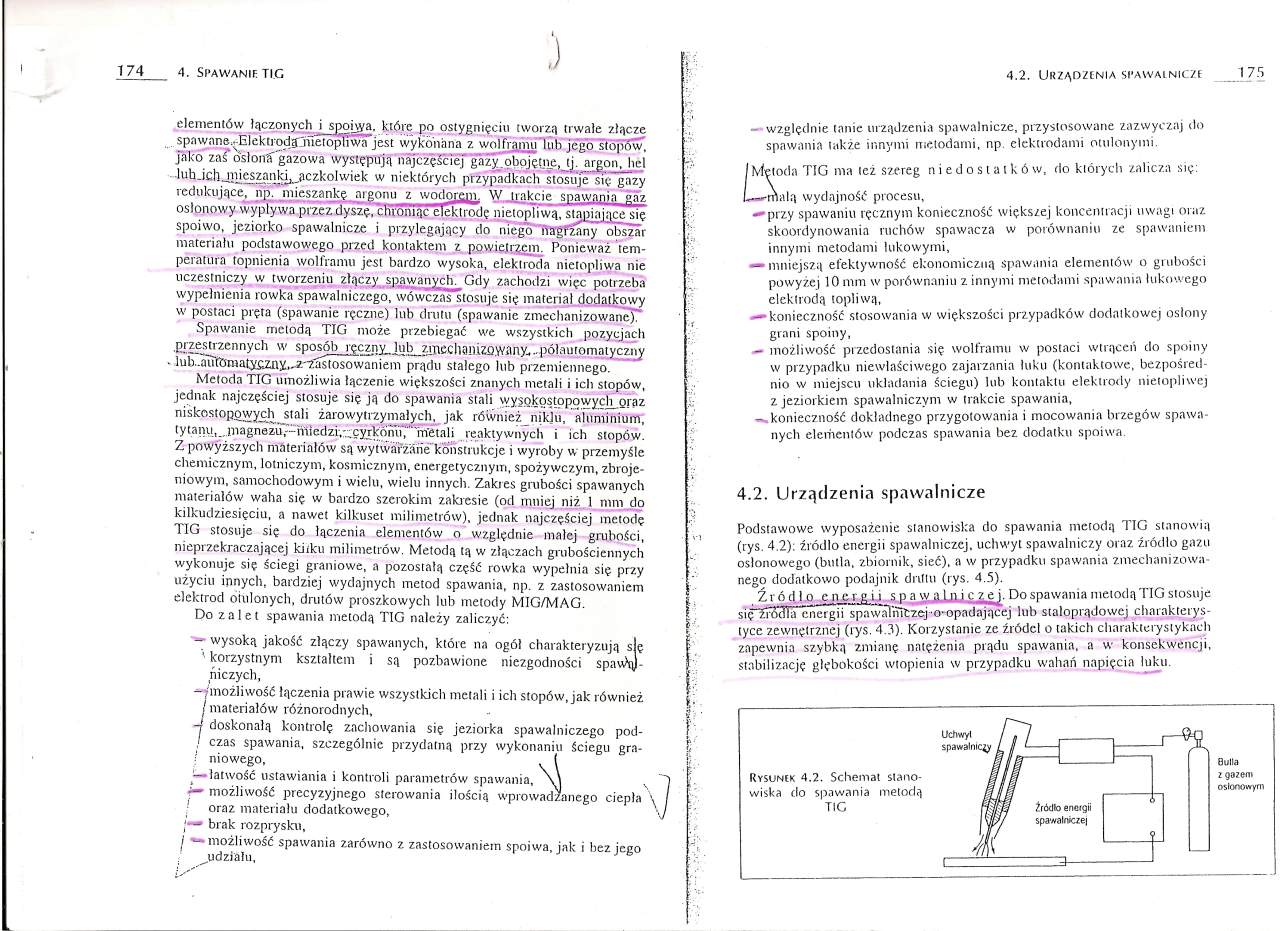
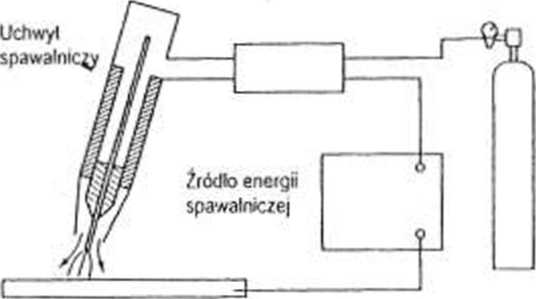
Podstawowe wyposażenie stanowiska do spawania metodą TIG stanowią (rys. 4.2): źródło energii spawalniczej, uchwyt spawalniczy oraz źródło gazu osłonowego (butla, zbiornik, sieć), a w przypadku spawania zmechanizowa nego dodatkowo podajnik dnftu (rys. 4.5).
ŹródJ o energii s p a w y Ln j c z eh Do spawania metodą TIG stosuje sir^Tocinr energii spawnlnltzęj o-opadającej lub staloprądowcj charakterystyce zewnętrznej (lys. 4.3). Korzystanie ze źródeł o takich charakterystykach zapewnia szybką zmianę natężenia prądu spawania, a w konsekwencji, stabilizację głębokości wtopienia w przypadku wahań napięcia luku.
TIG
Rysunek 4.2. Schemat stanowiska do spawania metodą
Bulla 2 go2ent osłonowym
Wyszukiwarka
Podobne podstrony:
SSA42264 Forma odlewnicza - zespół elementów, które po złożeniu tworzą wnękę o kształcie odpowiadają
Materiały dydaktyczneDane ogólne Forma odlewnicza jest zespołem elementów, które po złożeniu tworzą
55292 skanuj0022 (174) AP3 stopień kontroli i siła są słabo wyczuwalne (jest to tzw. czas reakcji mi
IMG00199 14. Obliczanie połączeń spawanych przyjmuje się takie, jak dla elementów łączonych, jak to
skanuj0009 (174) E. Michlowicz: Badania operacyjne i eksploatacyjne - Podstawy3. Podział liniowych z
więcej podobnych podstron