CCI20101229�037
■09
.7.2. . V/ y c i s k a
stali
n o
Do wyciskanie na zimno używa się stali zawierającej do 0,3,6 węgla craz stali niskostopowych zawierających takie dodatki stopowe jak chrom,.wolfram, molibden, natomiast stale zawierające podwyższone ilości•manganu i krzemu, ze względu na większą twardość
nie nadają się no ogól do wyciskania. Stal przeznaczona do wycis-
. , . p
kania powinna mieć granicę plastyczności mniejszą od 400 LtN/m
i twardość mniejszą od 150-113. Vs‘ celu obniżenia twardości stali, przed rozpoczęciem wyciskania przeprowadza się -wyżarzanie zmiękczające, najczęściej w atmosferze ochronnej. W celu zmniejszenia tarcia stali o powierzchnię narzędzi stosuje się fosforanowanie jej powierzchni.
Konstrukcja i wykonanie narzędzi do wyciskania steli na zimno ze względu, na duże naciski jednostkowe muszą być szczególnie
■\ ' , . p
poprawne, r.acisai jednostkowe dochodzą zwykle do 30CG MK/m , a w
i- '
niektórych przypadkach nawet do 45CC yy/m , nic więc dziwnego, że na narzędzia do wyciskania muszą być stosowane stale narzędziowe i
i P <■?•»* o r; oy:• i nn
n I v—' y iJ 1| 3 J y ^ O fi I 4 V J
szybkotnące o najwyższej jakości takie jak:
NWC craz hCó.
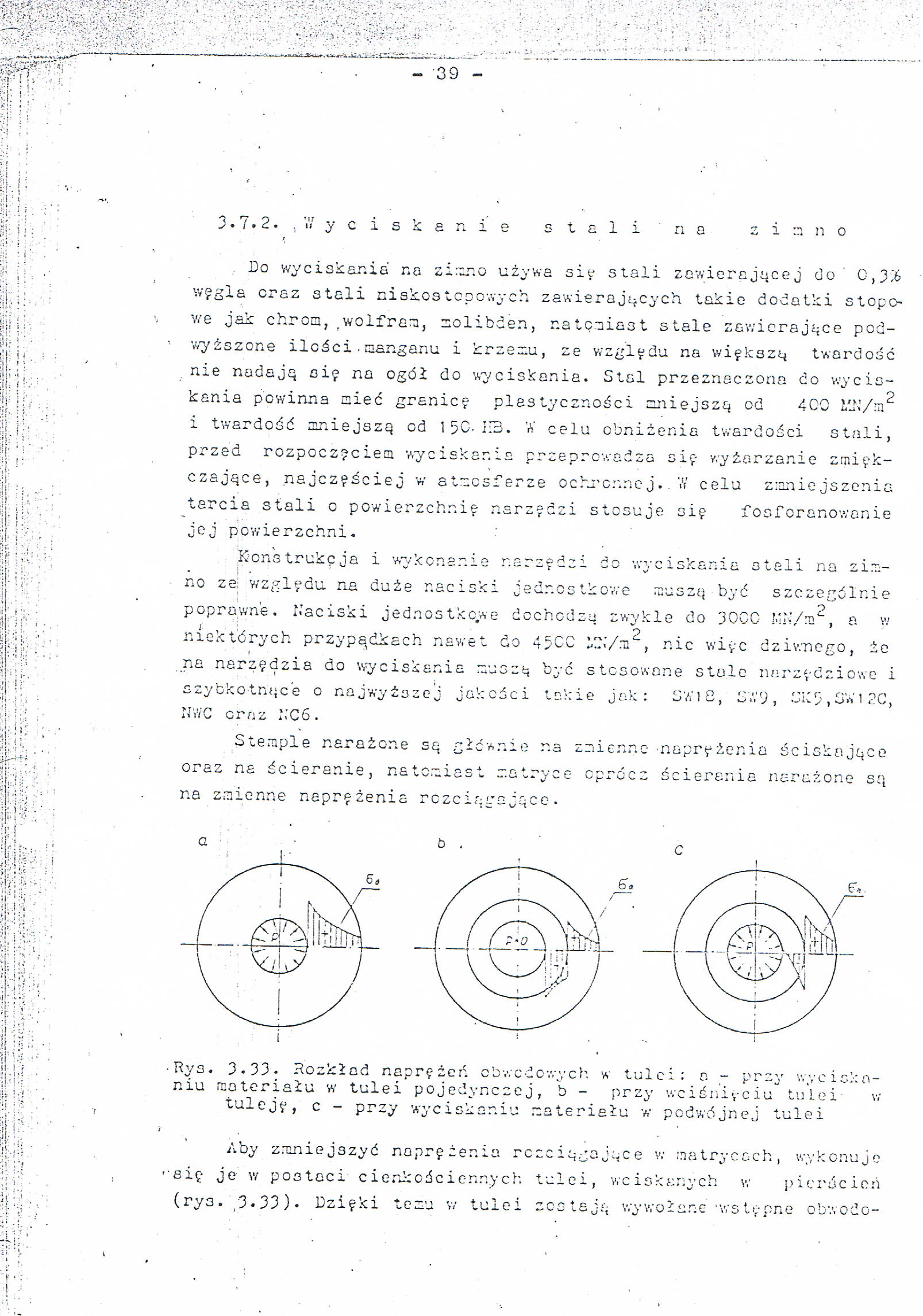
Stemple narażone są głównie na zmienne naprężenia ściskające oraz na ścieranie, natomiast matryce cprćcz ścierania narażone są na zmienne naprężenia rozciągające.
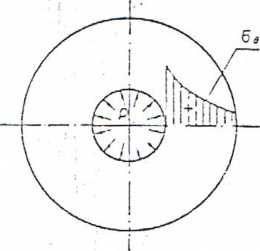
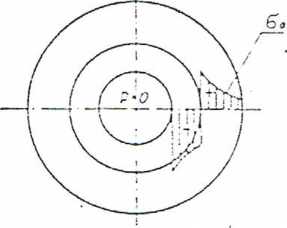
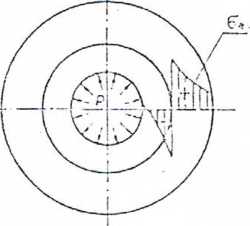
Rys. 3.33. Rozkład naprężeń obwodowych w tulci: a - przy wyciskaniu materiału w tulei pojedynczej, b - przy wciśnięciu tulei w tuleję, c - przy wyciskaniu materiełu w podwójnej tulei
Aby zmniejszyć naprężenia rozciągające w matrycach, wykonuje się je w postaci cienkościennych (ry3. ;3.33). Dzięki temu w tulei
tulę
wc is.-:snach
w
p 1 cruclen
ą wywołane -wstępne obwodo-
Wyszukiwarka
Podobne podstrony:
CCI20101229�041 Przedmioty wykonywane metodą wyciskania na zimno mają lepsze własności, niż wykonywa
Znak gatunku stali narzędziowej stopowej do pracy na zimno składa się z liter i z liczby. Litera N n
55 (6) Olej lniany Jj lini oleum Otrzymvvanv jest przez wyciskanie na zimno nasion lnu zwy czajnego.
P1000096 Do pomiarów na mapie używa się cyrkla - przenośnika, w którym oba ramiona zakończone są igł
Kolo3 rozw Rodzaj kosztów Technologia Skrawanie Kucie na gorąco Wyciskanie na zimno Materiał
P1000096 Do pomiarów na mapie używa się cyrkla - przenośnika, w którym oba ramiona zakończone są igł
55 (6) Olej lniany Jj lini oleum Otrzymvvanv jest przez wyciskanie na zimno nasion lnu zwy czajnego.
Img00315 319Stal krzemowa zimnowalcowana 5.55. Blachy walcowane na zimno dzieli się na orientowane i
UCZĘ SIĘ PIĘKNIE PISAĆ (09) Opowiedz, co widzisz na obrazku. Przyjrzyj się uważnie
Za pomocą wyciskania na gorąco wyrabia się wydłużone wyroby hutnicze, jak rury, kształtowniki, pręty
więcej podobnych podstron