Gwinty013
METODY DOSUWU NARZĘDZIA
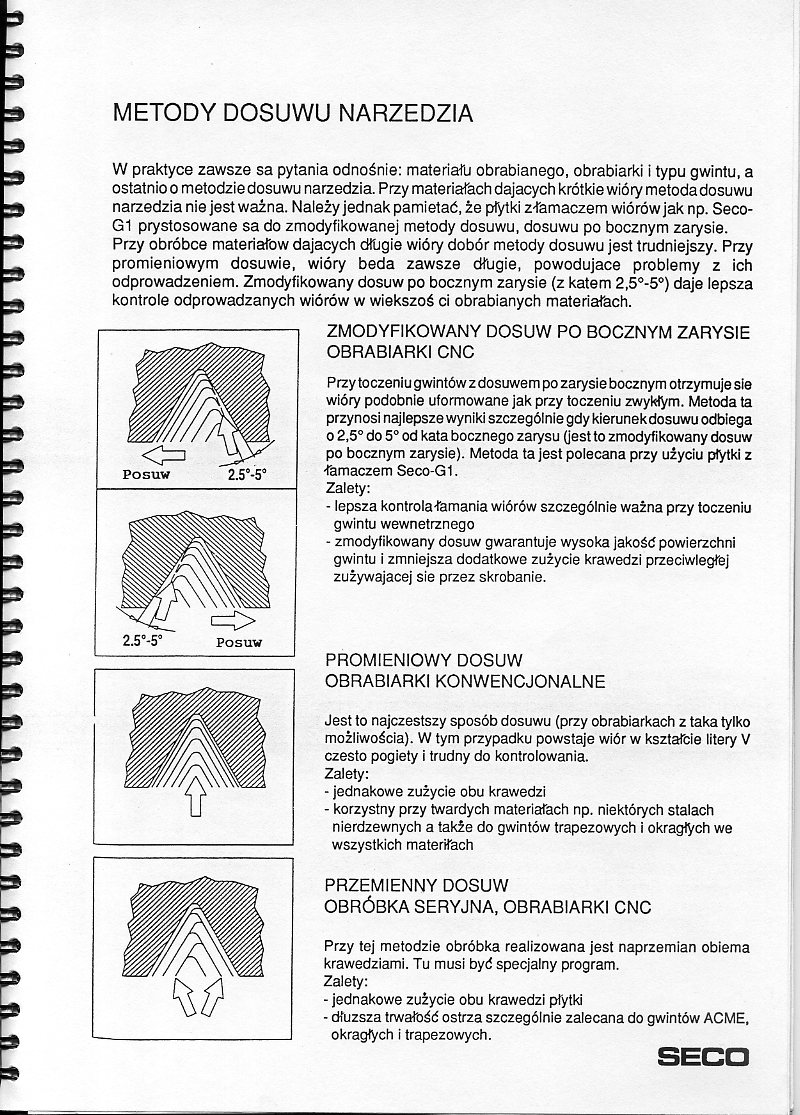
W praktyce zawsze sa pytania odnośnie: materiału obrabianego, obrabiarki i typu gwintu, a ostatnio o metodzie dosuwu narzędzia. Przy materiałach dających krótkie wióry metoda dosuwu narzędzia nie jest ważna. Należy jednak pamiętać, że płytki zgarniaczem wiórów jak np. Seco-G1 prystosowane sa do zmodyfikowanej metody dosuwu, dosuwu po bocznym zarysie. Przy obróbce materiałów dających długie wióry dobór metody dosuwu jest trudniejszy. Przy promieniowym dosuwie, wióry beda zawsze długie, powodujące problemy z ich odprowadzeniem. Zmodyfikowany dosuw po bocznym zarysie (z katem 2,5°-5°) daje lepsza kontrole odprowadzanych wiórów w wiekszoś ci obrabianych materiałach.
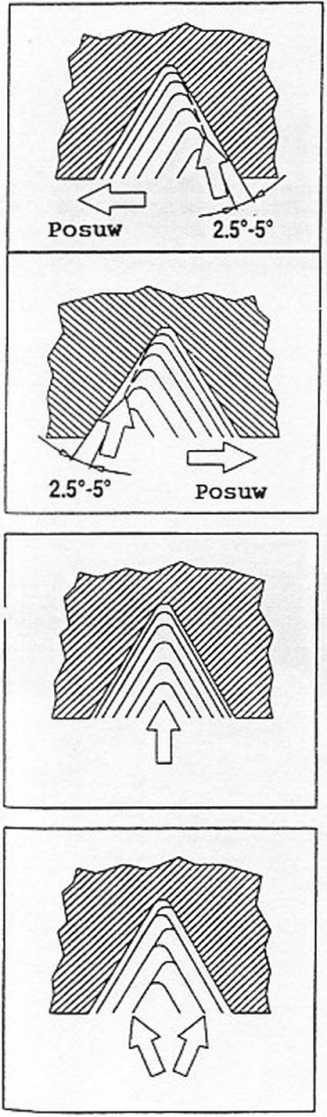
ZMODYFIKOWANY DOSUW PO BOCZNYM ZARYSIE OBRABIARKI CNC
Przy toczeniu gwintów z dosuwem po zarysie bocznym otrzymuje sie wióry podobnie uformowane jak przy toczeniu zwykłym. Metoda ta przynosi najlepsze wyniki szczególnie gdy kierunekdosuwu odbiega o 2,5° do 5° od kata bocznego zarysu (jest to zmodyfikowany dosuw po bocznym zarysie). Metoda ta jest polecana przy użyciu płytki z •łamaczem Seco-G1.
Zalety:
- lepsza kontrolałamania wiórów szczególnie ważna przy toczeniu gwintu wewnętrznego
- zmodyfikowany dosuw gwarantuje wysoka jakość powierzchni gwintu i zmniejsza dodatkowe zużycie krawędzi przeciwległej zużywającej sie przez skrobanie.
PROMIENIOWY DOSUW OBRABIARKI KONWENCJONALNE
Jest to najczęstszy sposób dosuwu (przy obrabiarkach z taka tylko możliwością). W tym przypadku powstaje wiór w kształcie litery V często pogięty i trudny do kontrolowania.
Zalety:
- jednakowe zużycie obu krawędzi
- korzystny przy twardych materiałach np. niektórych stalach nierdzewnych a także do gwintów trapezowych i okrągłych we wszystkich materiłach
PRZEMIENNY DOSUW
OBRÓBKA SERYJNA, OBRABIARKI CNC
Przy tej metodzie obróbka realizowana jest naprzemian obiema krawędziami. Tu musi być specjalny program.
Zalety:
- jednakowe zużycie obu krawędzi płytki
- dfuzsza trwałość ostrza szczególnie zalecana do gwintów ACME, okrągłych i trapezowych.
Wyszukiwarka
Podobne podstrony:
333 (7) 14.62. Jakie są metody wytwarzania narzędzi ze stali szybkotnącej? )b wiaśowc izezafae i k
13. Narzędzia/metody/formy dydaktyczne praktyka zawodowa 14. Sposoby oceny (weryfikacja
autyzm metody pracy teoria i praktyka 13 728 MOWA CZYNNA KOMUNIKOWANIE SIĘ 1. Odpo
autyzm metody pracy teoria i praktyka 22 728 PODPOWIEDZI Podpowiedziami są instrukcje, gesty, dotyk,
skanuj0010 124 Marcel Mauss znamionują się mniejszą świadomą ścisłością, choć w praktyce zasady są o
• Wskazania i przeciwwskazania do stosowania metody Część II praktyczna •
Zdjęcie0305 aclania przesiewowe (ang. Screening programs Metody diagnostyczne stadiów przed kliniczn
Zdj?cie2580 Metody radialne - podsumowanie • Metody bazujące na funkcjach radialny
Slajd42 (20) Ochrona wód - sposoby i narzędziaDobra Praktyka RolniczaDobra Praktyka Rolnicza□ Zwykła
SNC00320 (2) Ocena istotności wymienionych zmian nie jest łatwa. Istnieje więc, praktycznie zawsze,
więcej podobnych podstron