333 (7)

14.62. Jakie są metody wytwarzania narzędzi ze stali szybkotnącej?
)b wiaśowc ' izezafae i krost ziarna rc-laniu roras
:Ji?
tnących P^' dnorodni®* cie w »
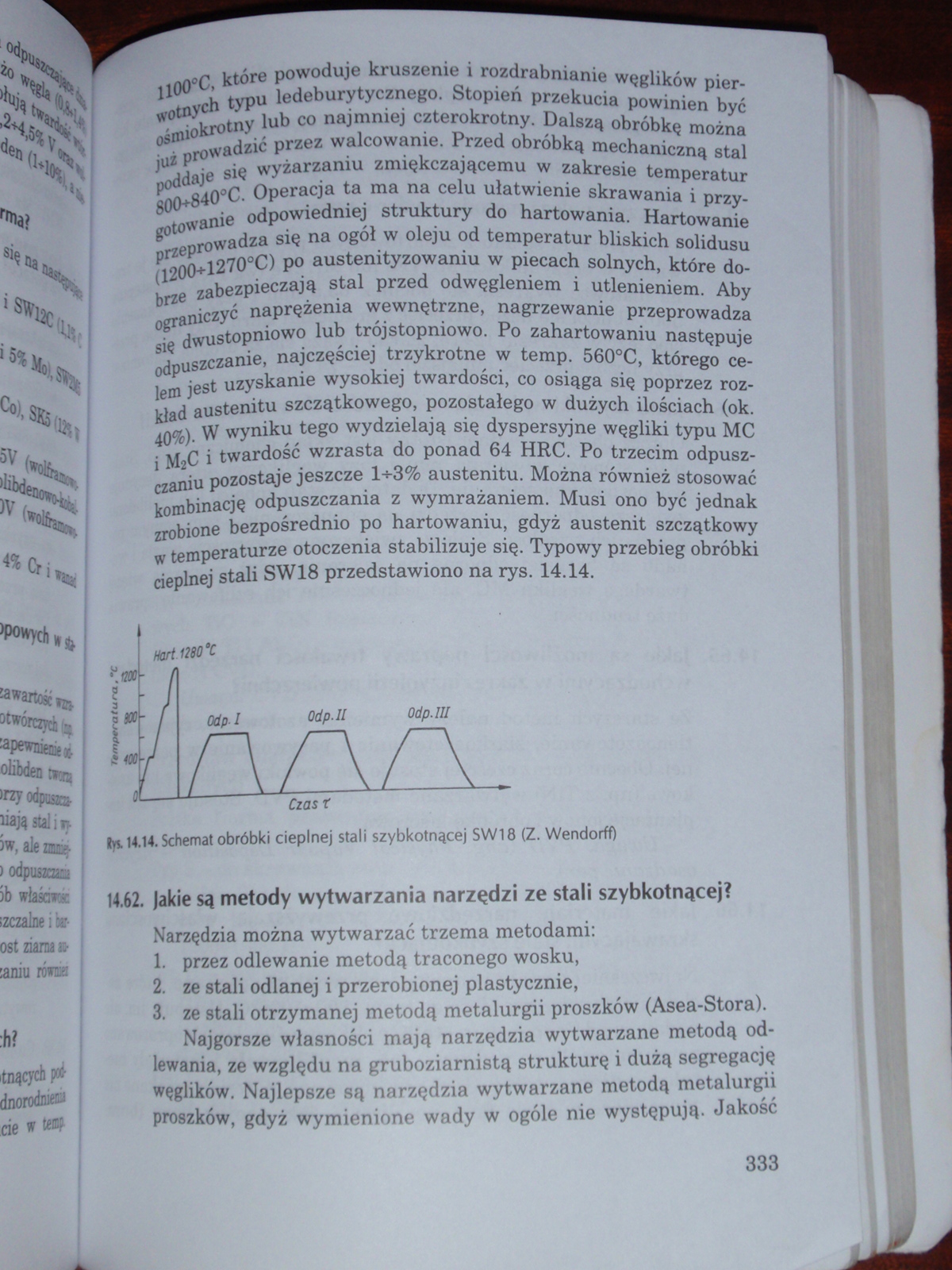
1100°C, które powoduje kruszenie i rozdrabnianie węglików pierwotnych typu ledeburytycznego. Stopień przekucia powinien być ośmiokrotny lub co najmniej czterokrotny. Dalszą obróbkę można już prowadzić przez walcowanie. Przed obróbką mechaniczną stal poddaje się wyżarzaniu zmiękczającemu w zakresie temperatur 800+840°C. Operacja ta ma na celu ułatwienie skrawania i przygotowanie odpowiedniej struktury do hartowania. Hartowanie przeprowadza się na ogół w oleju od temperatur bliskich solidusu (1200+1270°C) po austenityzowaniu w piecach solnych, które dobrze zabezpieczają stal przed odwęgleniem i utlenieniem. Aby ograniczyć naprężenia wewnętrzne, nagrzewanie przeprowadza się dwustopniowo lub trójstopniowo. Po zahartowaniu następuje odpuszczanie, najczęściej trzykrotne w temp. 560°C, którego celem jest uzyskanie wysokiej twardości, co osiąga się poprzez rozkład austenitu szczątkowego, pozostałego w dużych ilościach (ok. 40%). W wyniku tego wydzielają się dyspersyjne węgliki typu MC i M2C i twardość wzrasta do ponad 64 HRC. Po trzecim odpuszczaniu pozostaje jeszcze 1-5-3% austenitu. Można również stosować kombinację odpuszczania z wymrażaniem. Musi ono być jednak zrobione bezpośrednio po hartowaniu, gdyż austenit szczątkowy w temperaturze otoczenia stabilizuje się. Typowy przebieg obróbki cieplnej stali SW18 przedstawiono na rys. 14.14.
Narzędzia można wytwarzać trzema metodami:
1. przez odlewanie metodą traconego wosku,
2. ze stali odlanej i przerobionej plastycznie,
3. ze stali otrzymanej metodą metalurgii proszków (Asea-Stora). Najgorsze własności mają narzędzia wytwarzane metodą od*
lewania, ze względu na gruboziarnistą strukturę i dużą segregację węglików. Najlepsze są narzędzia wytwarzane metodą metalurgii proszków, gdyż wymienione wady w ogóle nie występują. Jakość
333
Wyszukiwarka
Podobne podstrony:
DSCN0371 37 36 nie szybkości skrawania /w porównaniu z narzędziami ze stali szybkotnącej/. 9. METATR
DSCN0371 37 36 nie szybkości skrawania /w porównaniu z narzędziami ze stali szybkotnącej/. 9. METATR
Jakie są metody przeciwdziałania zagrożeniom?> systemy lojalnościowe •
55931 img293 (3) 287 Elementarne wprowadzenie do techniki sieci neuronowych12.2. Jakie są dostępne r
img293 (3) 287 Elementarne wprowadzenie do techniki sieci neuronowych12.2. Jakie są dostępne rodzaje
Część 4. Jakie są metody badawcze nauk politycznych? Często myli się metody z technikami; rozróżnien
Jakie jest ryzyko wystąpienia ponownego udaru mózgu oraz jakie są metody leczenia udaru? Ryzy
Jakie jest ryzyko wystąpienia ponownego udaru mózgu oraz jakie są metody leczenia udaru? Uważ
img293 (3) 287 Elementarne wprowadzenie do techniki sieci neuronowych12.2. Jakie są dostępne rodzaje
DSCN6541 (Kopiowanie) . ffoyląd świata istot żywych i ich klasyfikacja 25 14 jyworodność (wyjątkiem
41573 SNC00352 Dano techniczne Rozłączniki SHS2 i odłączniki są umieszczone w obudowie cylindrycznej
1890 rok skonstruowano automat tokarski wielowrzecionowy, 1900 rok wprowadzenie narzędzi ze stali
m IMG)46 Zadanie 14 IX, przecięcia elementu o mniej średnicy wykonanego /. ze stali hartowanej użyje
więcej podobnych podstron