mo 8
254 -
18.4. tfypowe prace montażowe
Części przeznaczone do montażu powinny być starannie umyte i pozbawione obcych zanieczyszczeń, jak opiłki, wióry itp. Proces mycia przeprowadza się przy pomocy specjalnych maszyn. Cały proces powinien przebiegać w zamkniętej przestrzeni i bez udziału pracy robotników. Do mycia najczęściej stosujemy roztwory ługów o temperaturze 60 - 80°C. Części po umyciu ługiem muszą być bezpośrednio spłukane czystą wodą i wysuszone. Suszenie polega najczęściej na odmuchaniu sprężonym powietrzem. W przypadku kiedy bezpośrednio po umyciu części nie podlegają montażowi, należy je zakonserwować*
W wyrobach przemysłu montażowego występuje ogromna ilość różnego rodzaju połączeń części. Pod względem konstrukcyjnym i warunków eksploatacyjnych połączenia części można podzielić na ruchowe i spoczynkowe. Mogą one być rozłączne i nierozłączne, Pod względem technologicznym rozróżniamy połączenia : gwint ow e, wtłac zane, nitowane, walcowane, spawane, lutowane, klejone, zginane itp.
|
— |
r_ |
|
_ |
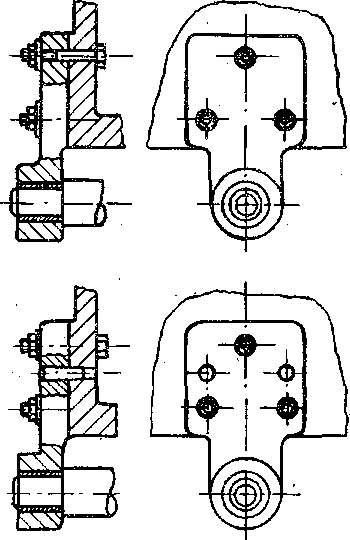
Rys.18.4. Wzajemne ustalanie położenia części łączonych śru- lokrotnego łączenia
bami . .
tązu. Stanowią one 15 - 30%
Do najczęściej stosowanych połączeń należą połączenia gwintowe. Połączenia gwintowe są bardzo chętnie stosowane dzięki możliwości wie-
i demon-
Wyszukiwarka
Podobne podstrony:
100 70 Powierzchnie przeznaczone do lutowania powinny być metalicznie czyste i dlatego należy je wcz
mogą przebywać ludzie w grupach ponad 50 osób; B)kat. II - budynki lub ich części przeznaczone do uż
MASA PRZEZNACZONYCH DO PONOWNEGO UŻYCIA PRZEDMIOTÓW WYPOSAŻENIA I CZĘŚCI przeznaczonych do ponownego
img086 (24) 86Rys. 97 dać części z żelaz3, 2) igła magnetyczna powinna "być. wystarczająco czuł
img086 86Rys. 97 dać części z żelaza, 2) igła znagcetyczna powinna "być. wystarcza jąco czuła,
Niektóre z części studium techniczno-ekonomicznego powinny być elementem zamówienia na opracowanie
DSC04189 Centrum pozyskiwania nasienia Nasienie przeznaczone do obrotu może być pobierane wyłącznie
2012 06 30 41 18 a * c>fy^^,ne s*ę*en e solanki podczas zabiegów inhalacyjnych,, powinno być: od
12) egzemplarz przeznaczony do akt musi być wydrukowany dwustronnie i zawierać
nia powietrza w przestrzeni pomiarowej lm, przeznaczona do cwiczen laboratoryjnych. Dalsze starania
4 HN-7S/S026-69 Każda partia p-n:trotolucnu technicznego przeznaczona do badania p
mo 1 18., MOUTAŻ Opracował dr inż. TADEUSZ STRZELECKI 18.1. Pojęcia podstawowe Montażem nazywamy sze
więcej podobnych podstron