strona 9 (3)
I
4
5./. Temperatura tworzywa
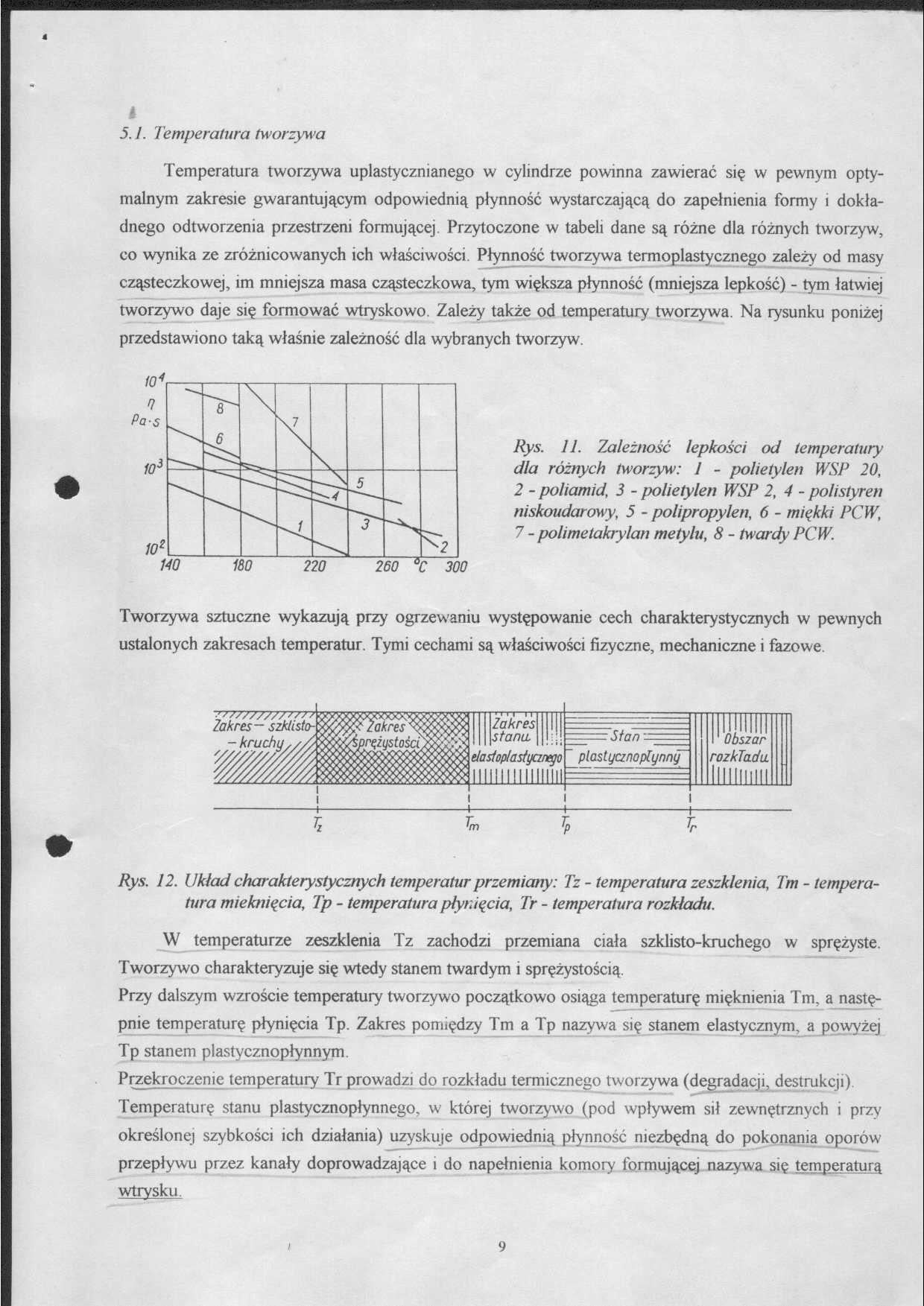
Temperatura tworzywa uplastycznianego w cylindrze powinna zawierać się w pewnym optymalnym zakresie gwarantującym odpowiednią płynność wystarczającą do zapełnienia formy i dokładnego odtworzenia przestrzeni formującej. Przytoczone w tabeli dane są różne dla różnych tworzyw, co wynika ze zróżnicowanych ich właściwości. Płynność tworzywa termoplastycznego zależy od masy cząsteczkowej, im mniejsza masa cząsteczkowa, tym większa płynność (mniejsza lepkość) - tym łatwiej tworzywo daje się formować wtryskowo. Zależy także od temperatury tworzywa. Na rysunku poniżej przedstawiono taką właśnie zależność dla wybranych tworzyw.

Rys. 11. Zależność lepkości od temperatury dla różnych tworzyw: 1 - polietylen WSP 20, 2 - poliamid, 3 - polietylen WSP 2, 4 - polistyren niskoudarowy, 5 - polipropylen, 6 - miękki PCW, 7 - polimetakrylan metylu, 8 - twardy PCW.
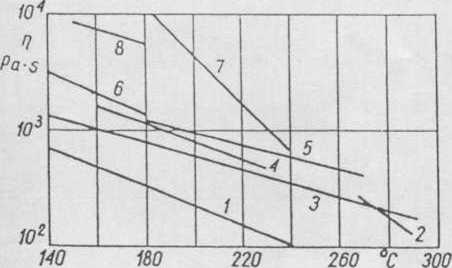
Tworzywa sztuczne wykazują przy ogrzewaniu występowanie cech charakterystycznych w pewnych ustalonych zakresach temperatur. Tymi cechami są właściwości fizyczne, mechaniczne i fazowe.
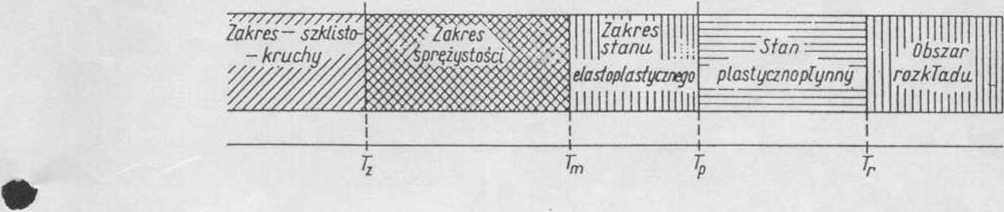
Rys. 12. Układ charakterystycznych temperatur przemiany: Tz - temperatura zeszklenia, Tm - temperatura mięknięcia, Tp - temperatura płynięcia, Tr - temperatura rozkładu.
W temperaturze zeszklenia Tz zachodzi przemiana ciała szklisto-kruchego w sprężyste. Tworzywo charakteryzuje się wtedy stanem twardym i sprężystością.
Przy dalszym wzroście temperatury tworzywo początkowo osiąga temperaturę miękmenia Tm, a następnie temperaturę płynięcia Tp. Zakres pomiędzy Tm a Tp nazywa się stanem elastycznym, a powyżej Tp stanem plastycznopłynnym.
Przekroczenie temperatury Tr prowadzi do rozkładu termicznego tworzywa (degradaqi, destrukcji). Temperaturę stanu plastycznopłynnego, w której tworzywo (pod wpływem sił zewnętrznych i przy określonej szybkości ich działania) uzyskuje odpowiednią płynność niezbędną do pokonania oporów przepływu przez kanały doprowadzające i do napełnienia komory formującej nazywa się temperaturą wtrysku
I 9
Wyszukiwarka
Podobne podstrony:
tolerancja geometryczna Tolerancja geometryczna jest zdefiniowana jako obszar (pole tolerancji), w k
pyt (2) 19. W 6-7 tygodniu prawidłowo przebiegającej ciąży stężenia betaHCG powinno zawierają się w
pyt VS 19. 19. W 6-7 tygodniu prawidłowo przebiegającej ciąży stężenia betaHCG powinno zawierają się
Strona�15 wewnętrznej. Temperatura ta w warunkach obliczeniowych powinna być o 1 K (°C) wyższa od pu
strona 5 (6) i Wtrysk tworzywa do formy poprzedzony jest zamknięciem formy i dosunięciem układu upla
1661061h7790467944093511715298355204543 n Obliczyć temperaturę spalin opuszczających cylinder silnik
terma liczyć temperaturę spalin opuszczających cylinder silnika spalinowego pracującego ze spalanłąm
100571543994442393305 8240463 n Obliczyć temperaturę spalin opuszczających cylinder silnika spalinow
100D57 Schemat wytłaczarki: 1 - tworzywo, 2 - zasobnik, 3 - cylinder, 4 - ślimak, 5 - głowica, 6 - ś
10665701E0107201799252!6567130451508334 n Obliczyć temperaturę spalin opuszczających cylinder silnik
zadanka Obliczyć temperaturę spalin opuszczających cylinder silnika spalinowego pracującego ze spala
359 przemiana, np. w temperaturze 350°C powinna charakteryzować się oddzieleniem etapu I od etapu II
DSCN3034 Przetwórstwo tworzyw polimerowych 5.2.60. Wtryskowy układ uplastyczniający Do wtryskiwania
więcej podobnych podstron