JJ06 (2)
Dział Naukowo-Techniczny
Tablica 1. Parametry charakterystyki o-e stali niskostopowej i wysokowytrzymałośeiowej
|
Stal |
Fy/f,, |
£st/£y |
eiA |
E/Est | |
|
Niskostopowa |
0,71 |
10 |
25 |
136 |
30 |
|
Wysokowytrzymalościowa |
0,74 |
2 |
10 |
50 |
46 |
Tablica 2. Porównanie nośności i sztywności belek stalowych i zespolonych
|
Belka stalowa |
Nośność belki stalowej Ms [kNm] |
Sztywność belki stalowej [kNm2] |
Nośność belki zespolonej* Mz [kNm] |
Sztywność belki zespolonej* B% [kNm2] |
M Z X |
b7 Bs |
|
IPE 240 |
69,7 |
7970 |
209,9 |
35500 |
3,01 |
4,45 |
|
IPE 300 |
119,7 |
17100 |
314,7 |
67600 |
2,63 |
3,95 |
|
IPE 360 |
194,4 |
33300 |
456,8 |
111000 |
2,35 |
3,33 |
|
IPE 450 |
322,5 |
69200 |
687,0 |
176000 |
2,13 |
2,54 |
* obliczenia wykonano dla płyty o grubości 15 cm z betonu B20; stal profilowa S235
W tabl. 1 zestawiono parametry charakterystyki o-e otrzymane ze statycznej próby rozciągania elementów ze stali niskostopowej o dobrej ciągliwości oraz ze stali wy-sokowytrzymalościowej wyprodukowanej w Japonii, o granicy plastyczności ok. 500 MPa, Stal wysokowytrzymalościowa, która charakteryzuje się współczynnikiem fy/fu < 0,75, zapewnia wyrobom stalowym zdolność do odkształcenia wymaganą do wystąpienia plastycznych form zniszczenia konstrukcji [25].
Technologie produkcji stali są dostosowywane do wymagań specjalnych stawianych przez inwestorów i użytkowników. Dotyczą one przede wszystkim odporności na korozję atmosferyczną, chemiczną i naprężeniową. Galwaniczne cynkowanie i nowe technologie proszkowego pokrywania powierzchni wyrobów umożliwiają szersze wykorzystanie stali, szczególnie tam, gdzie występuje trudny dostęp do konserwacji oraz w przypadku kształtowników giętych i cienkich blach profilowanych na zimno (rys. 2). Od chwili pojawienia się pierwszych gatunków stali typu COR-TEN przemysł konstrukcji stalowych dostarcza wyroby z różnych gatunków stali trudnordzewiejących, zarówno w postaci blach, jak i kształtowników. Osiągnięcie trwałej odporności na korozję przez wyroby z tych gatunków stali jest możliwe w warunkach korozji atmosferycznej, natomiast nie do uzyskania przy podwyższonej agresywności środowiska (warunki miejskie i przemysłowe). Podwyższenie cech trwałości w ekstremalnych warunkach eksploatacji uzyskuje się przez zmniejszenie zawartości węgla (poniżej 0,08%), redukcję domieszek siarki i fosforu, a także przez wykorzystanie wielu szlachetnych dodatków stopowych i rozdrobnienie struktury. Hutnictwo wprowadziło do oferty sprzedaży wyroby ze stali nierdzewnej, które ze względu na wysoki koszt mają w budownictwie, jak na razie, ograniczone zastoso-
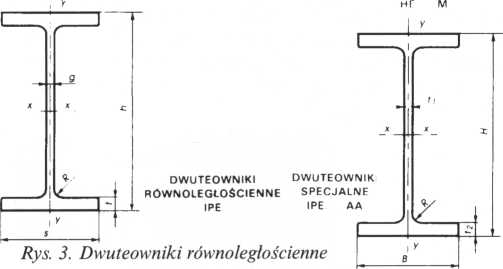
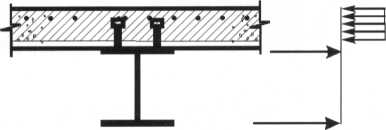
Rys. 4 Przekrój belki zespolonej
ZV ihimstkiikoe
k * stalowe
wanie. Wyroby z cienkich blach profilowanych na zimno są wykonane ze stali z zawartością 12% chromu i bez dodatku niklu, co sprawia, że wyroby ze stali nierdzewnej są pozbawione charakterystycznego połysku. Stałym kierunkiem poszukiwań objęto obszar odporności stali na podwyższone temperatury. Przemysł stalowy produkuje już obecnie stale charakteryzujące się wolniejszą degradacją cech mechanicznych wraz ze wzrostem temperatury, a także redukcją zjawisk Teologicznych związanych z pełzaniem w wysokich temperaturach.
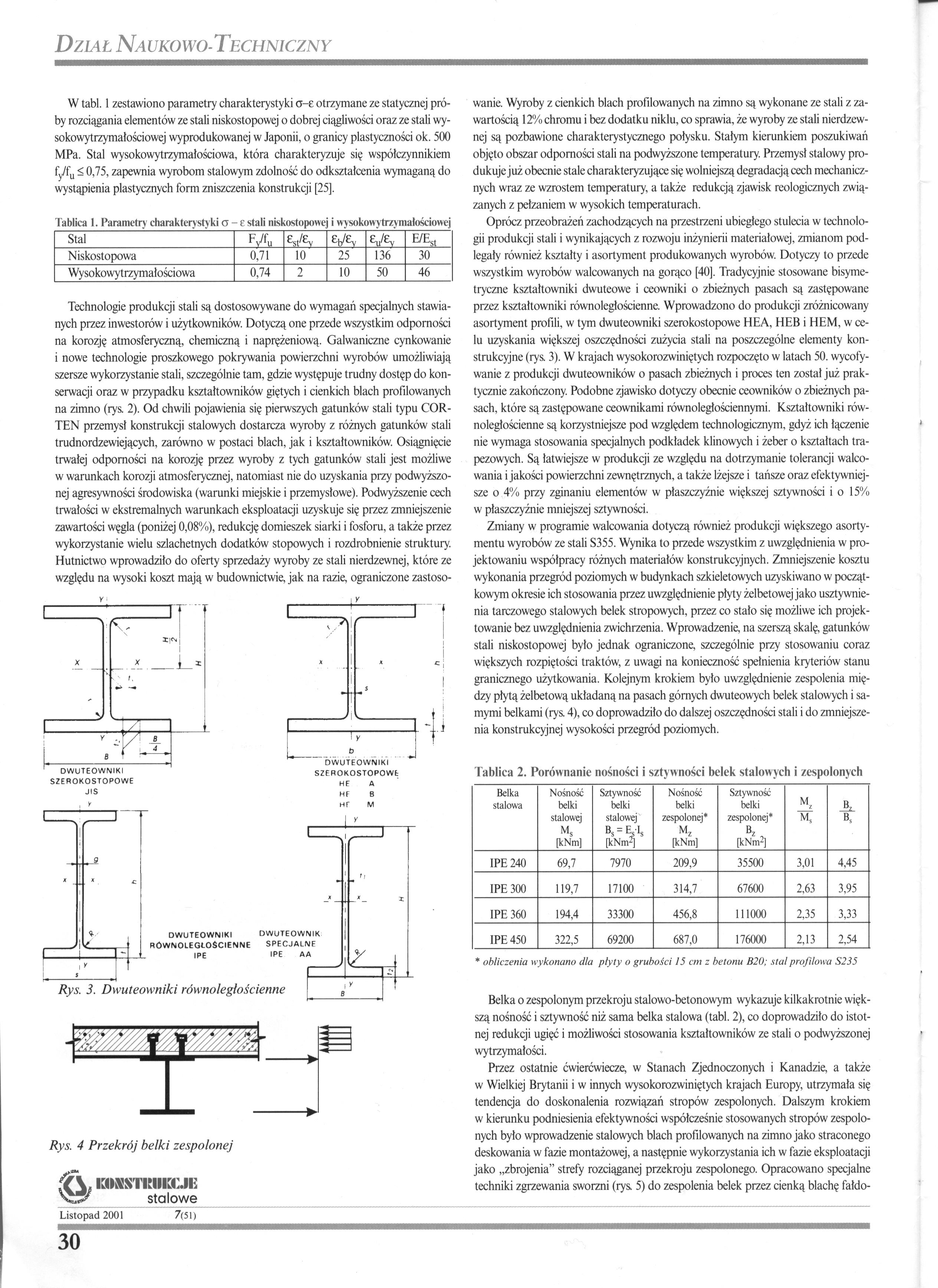
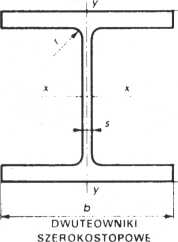
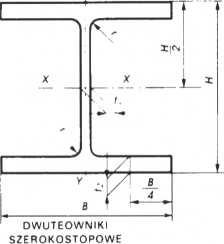
Oprócz przeobrażeń zachodzących na przestrzeni ubiegłego stulecia w technologii produkcji stali i wynikających z rozwoju inżynierii materiałowej, zmianom podlegały również kształty i asortyment produkowanych wyrobów. Dotyczy to przede wszystkim wyrobów walcowanych na gorąco [40], Tradycyjnie stosowane bisyme-tryczne kształtowniki dwuteowe i ceowniki o zbieżnych pasach są zastępowane przez kształtowniki równoległościenne. Wprowadzono do produkcji zróżnicowany asortyment profili, w tym dwuteowniki szerokostopowe HEA, HEB i HEM, w celu uzyskania większej oszczędności zużycia stali na poszczególne elementy konstrukcyjne (rys. 3). W krajach wysokorozwiniętych rozpoczęto w latach 50. wycofywanie z produkcji dwuteowników o pasach zbieżnych i proces ten został już praktycznie zakończony. Podobne zjawisko dotyczy obecnie ceowników o zbieżnych pasach, które są zastępowane ceownikami równoległościennymi. Kształtowniki równoległościenne są korzystniejsze pod względem technologicznym, gdyż ich łączenie nie wymaga stosowania specjalnych podkładek klinowych i żeber o kształtach trapezowych. Są łatwiejsze w produkcji ze względu na dotrzymanie tolerancji walcowania i jakości powierzchni zewnętrznych, a także lżejsze i tańsze oraz efektywniejsze o 4% przy zginaniu elementów w płaszczyźnie większej sztywności i o 15% w płaszczyźnie mniejszej sztywności.
Zmiany w programie walcowania dotyczą również produkcji większego asortymentu wyrobów ze stali S355. Wynika to przede wszystkim z uwzględnienia w projektowaniu współpracy różnych materiałów konstrukcyjnych. Zmniejszenie kosztu wykonania przegród poziomych w budynkach szkieletowych uzyskiwano w początkowym okresie ich stosowania przez uwzględnienie płyty żelbetowej jako usztywnienia tarczowego stalowych belek stropowych, przez co stało się możliwe ich projektowanie bez uwzględnienia zwichrzenia. Wprowadzenie, na szerszą skalę, gatunków stali niskostopowej było jednak ograniczone, szczególnie przy stosowaniu coraz większych rozpiętości traktów, z uwagi na konieczność spełnienia kryteriów stanu granicznego użytkowania. Kolejnym krokiem było uwzględnienie zespolenia między płytą żelbetową układaną na pasach górnych dwuteowych belek stalowych i samymi belkami (rys. 4), co doprowadziło do dalszej oszczędności stali i do zmniejszenia konstrukcyjnej wysokości przegród poziomych.
Belka o zespolonym przekroju stalowo-betonowym wykazuje kilkakrotnie większą nośność i sztywność niż sama belka stalowa (tabl. 2), co doprowadziło do istotnej redukcji ugięć i możliwości stosowania kształtowników ze stali o podwyższonej wytrzymałości.
Przez ostatnie ćwierćwiecze, w Stanach Zjednoczonych i Kanadzie, a także w Wielkiej Brytanii i w innych wysokorozwiniętych krajach Europy, utrzymała się tendencja do doskonalenia rozwiązań stropów zespolonych. Dalszym krokiem w kierunku podniesienia efektywności współcześnie stosowanych stropów zespolonych było wprowadzenie stalowych blach profilowanych na zimno jako straconego deskowania w fazie montażowej, a następnie wykorzystania ich w fazie eksploatacji jako „zbrojenia” strefy rozciąganej przekroju zespolonego. Opracowano specjalne techniki zgrzewania sworzni (rys. 5) do zespolenia belek przez cienką blachę fałdo-
Listopad 2001
7(51)
■■MMMM
30
Wyszukiwarka
Podobne podstrony:
JJ01 (2) Dział Naukowo-Techniczny Prof. dr ini. Jan AUGUSTYN, Mostostal Projekt S.A. Dr hab. ini. Ma
JJ03 (2) Dział Naukowo-Techniczny Rys. 24. Konstrukcje składane Innym, nowoczesnym rozwiązaniem są k
JJ04 (2) Dział Naukowo-Techniczny Rys. 28. Maszt Rys. 29. Radioteleskop w Solcu
JJ08 (2) Dział Naukowo-Techniczny Rys. 11. Montaż śrub „ślepych" Zj wykorzystanie ogranicza się
JJ09 (2) Dział Naukowo-Techniczny Rys. 14. Technologicznie preferowane rozwiązania węzłów
JJ02 (2) Dział Naukowo-Techniczny .C/Zaz/CBlEBiCBiE.£7. ES B3.cn t w/cn/as/GB, aj.aiim im; m i fz/m/
83557 JJ05 (2) Dział Naukowo-Techniczny Profi dr ini. Jan AUGUSTYN, Mostostal Projekt S.A. Dr hab. i
więcej podobnych podstron