img176 (14)
4.6 Frasprogramme mit Werkzeugbahn-Korrektur
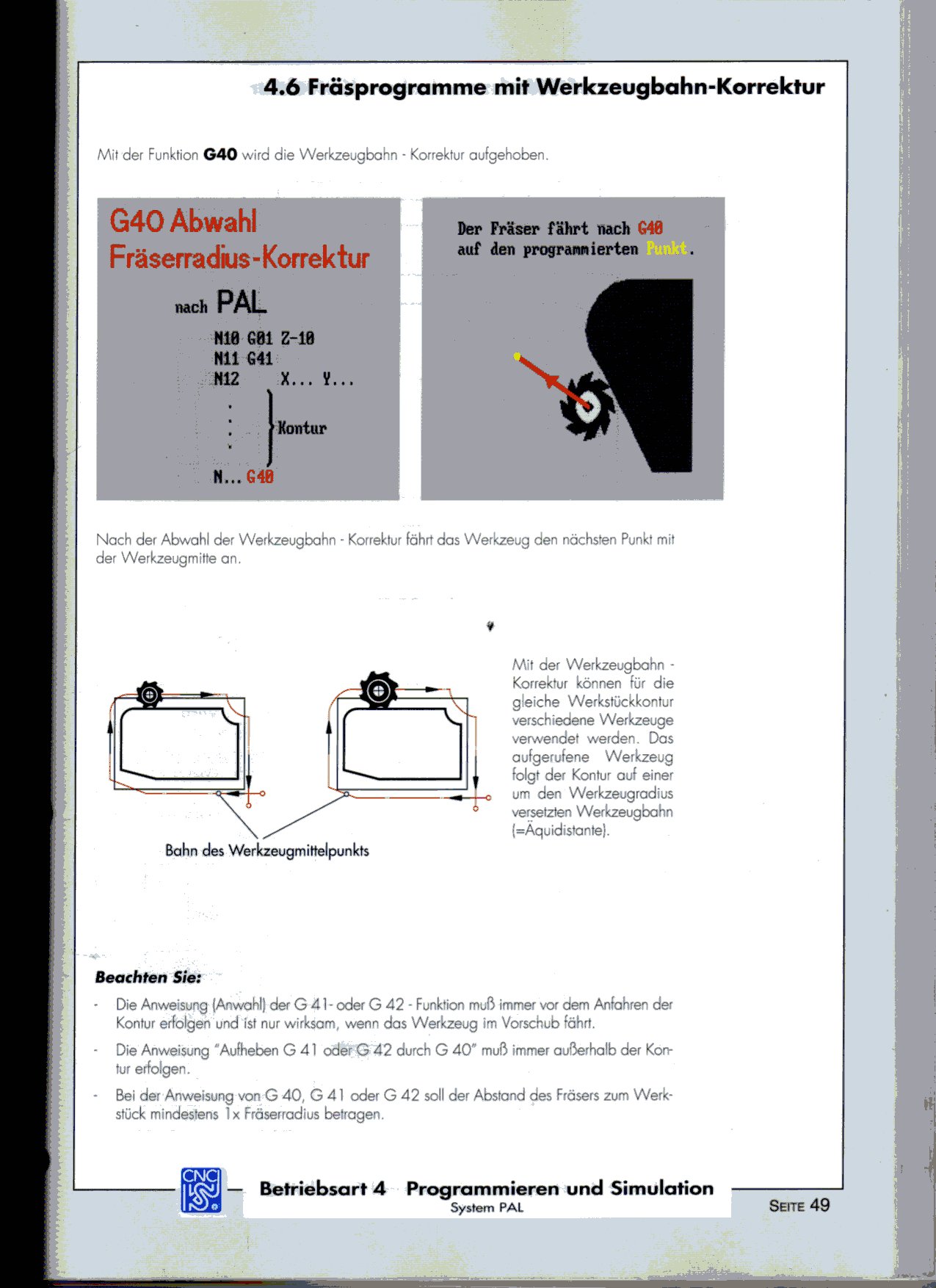
Mit der Funktion G40 wird die Werkzeugbohn - Korrektur aufgehoben.
|
G40 Abwahl | |
|
Fra$erradiu$-Korrektur | |
|
nach PAL | |
|
N10 G01 Z-10 | |
|
Nil G41 | |
|
N12 < |
X V |
|
■ |
Kontur |
|
N...G4E |
f |

Nach der Abwahl der Werkzeugbohn - Korrektur fdhrt das Werkzeug den nachsten Punkt mit der Werkzeugmitte an.
*
6
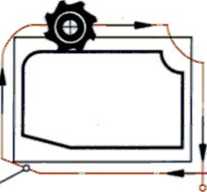
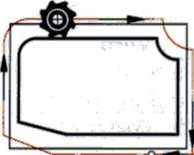
Bahn des Werkzeugmittelpunkts
Mit der Werkzeugbohn -Korrektur kónnen fur die gleiche Werkstuckkontur verschiedene Werkzeuge verwendet werden. Das aufgerufene Werkzeug folgt der Kontur auf einer um den Werkzeugradius versetzten Werkzeugbohn (=Aquidistante).
Beachten Sie:
Die Anweisung (Anwahl) der G 41 - oder G 42 - Funktion mufó immer vor dem Anfahren der Kontur erfolgen und ist nur wirksam, wenn das Werkzeug im Vorschub fdhrt.
Die Anweisung "Aufheben G 41 oder G 42 durch G 40" mufi immer auBerhalb der Kontur erfolgen.
- Bei der Anweisung von G 40, G 41 oder G 42 soli der Abstand des Frdsers zum Werk-stuck mindestens lx Fraserradius betragen.

SEITE 49
Wyszukiwarka
Podobne podstrony:
img171 (14) 4.5 Frasprogramme mit Zyklen Ein Zyklus ist ein in der Steuerung festgelegter Ablouf von
46054 img190 (8) £P W**- 14.7 Frasprogramme mit Unterprogramm - Technik i W«gb« l>WełOfO G ltng
img175 (13) 4.6 Frasprogramme mit Werkzeugbahn - Korrektur 4.6.1 Die Wegbe-dingungen G41/G42 - G40 B
S14 14 Luftzylinder (2) mit Luftkolben (4) in den Uberzylinder (1) einfiihren. Hierbei mu0 der Rasth
1 (14) c^/ch bin der Starkste! Oie rundę Laterne wird mit der Zackcn-scliere ausgcschnit-łen. ihre A
img168 (16) 4.4 Frasprogramme mit Frdsermittelpunktsbahn4.4.2 v/Rz 16 (v*1 Werkstoff: St 37-2K Werkz
więcej podobnych podstron