img175 (13)
4.6 Frasprogramme mit Werkzeugbahn - Korrektur
4.6.1
Die Wegbe-dingungen G41/G42 - G40
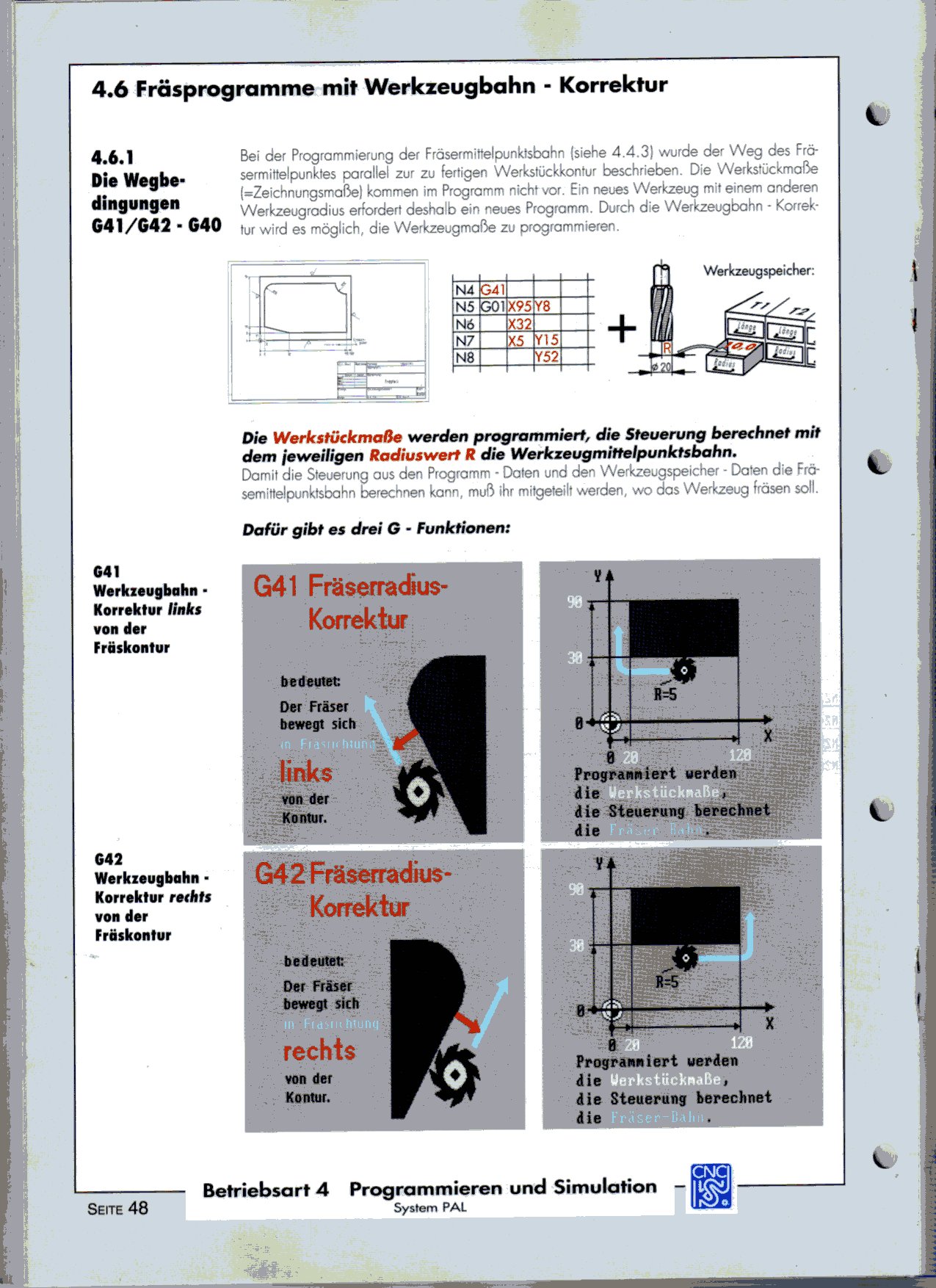
Bei der Programmierung der Frdsermittelpunktsbahn (siehe 4.4.3} wurde der Weg des Fra-sermittelpunktes parallel zur zu fertigen Werkstuckkontur beschrieben. Die Werkstuckmabe (=Zeichnungsmabe| kommen im Programm nicht vor. Ein neues Werkzeug mit einem anderen Werkzeugradius erfordert deshalb ein neues Programm. Durch die Werkzeugbahn - Korrektur wird es moglich, die WerkzeugmaBe zu programmieren.
|
N4 |
G4I | |||
|
N5 |
GOI |
X95 |
Y8 | |
|
N6 |
X32 | |||
|
N 7 |
X5 |
Y15 | ||
|
N8 |
Y52 |
Die Werkstuckmafie werden programmiert, die Steuerung berechneł mit dem jeweiligen Radiuswert R die Werkzeugmittelpunktsbahn.
Damit die Steuerung aus den Programm - Daten und den Werkzeugspeicher - Daten die Fra-semittelpunktsbahn berechnen kann, mub ihr mitgeteilt werden, wo das Werkzeug frasen soli.
Dafiir gibt es drei G - Funktionen:
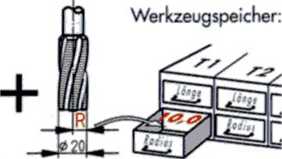
G41
Werkzeugbahn • Korrektur links von der Frdskontur
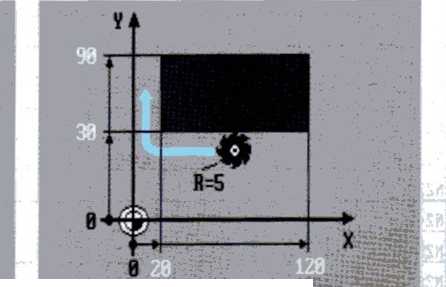
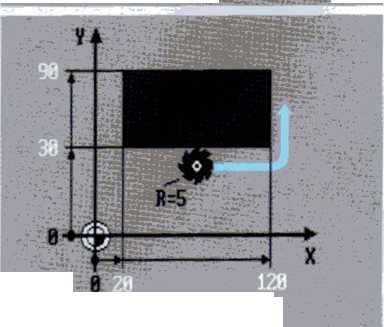
G42
Werkzeugbahn * Korrektur reihts von der Frdskontur
von der Kontur.
bedeutet:
Der Fraser bewegt sich

Programniert uerden
die 3
die Steuerung berechnet die
bedeutet:
Der Fraser bewegt sich
rechts
von der Kontur.

Progranniert uerden die
die Steuerung berechnet die
Seite 48
Betriebsart 4 Programmieren und Simulation -
System PAL

Wyszukiwarka
Podobne podstrony:
img176 (14) 4.6 Frasprogramme mit Werkzeugbahn-Korrektur Mit der Funktion G40 wird die Werkzeugbohn
img172 (13) -104.5 Frasprogramme mit Zyklen 4.5.3 Programmier-beispiel: Zyklen G85 und
patrones�5 Schablonenmotiv Herz Seite 12 -13 Bild mit dem kleinen und groften Herz: Die Herz-Schablo
img168 (16) 4.4 Frasprogramme mit Frdsermittelpunktsbahn4.4.2 v/Rz 16 (v*1 Werkstoff: St 37-2K Werkz
img171 (14) 4.5 Frasprogramme mit Zyklen Ein Zyklus ist ein in der Steuerung festgelegter Ablouf von
img189 (9) r4.7 Frasprogramme mit Unterprogramm - Technik L 4.7.3 Programmier-iibung: Unter*
KK109 284) Frau mit flachem Kopftuch. Um 1490. 2S5J Frau mit flachem Kopftuch. Die lan= gen Armel si
więcej podobnych podstron