img172 (13)
-10
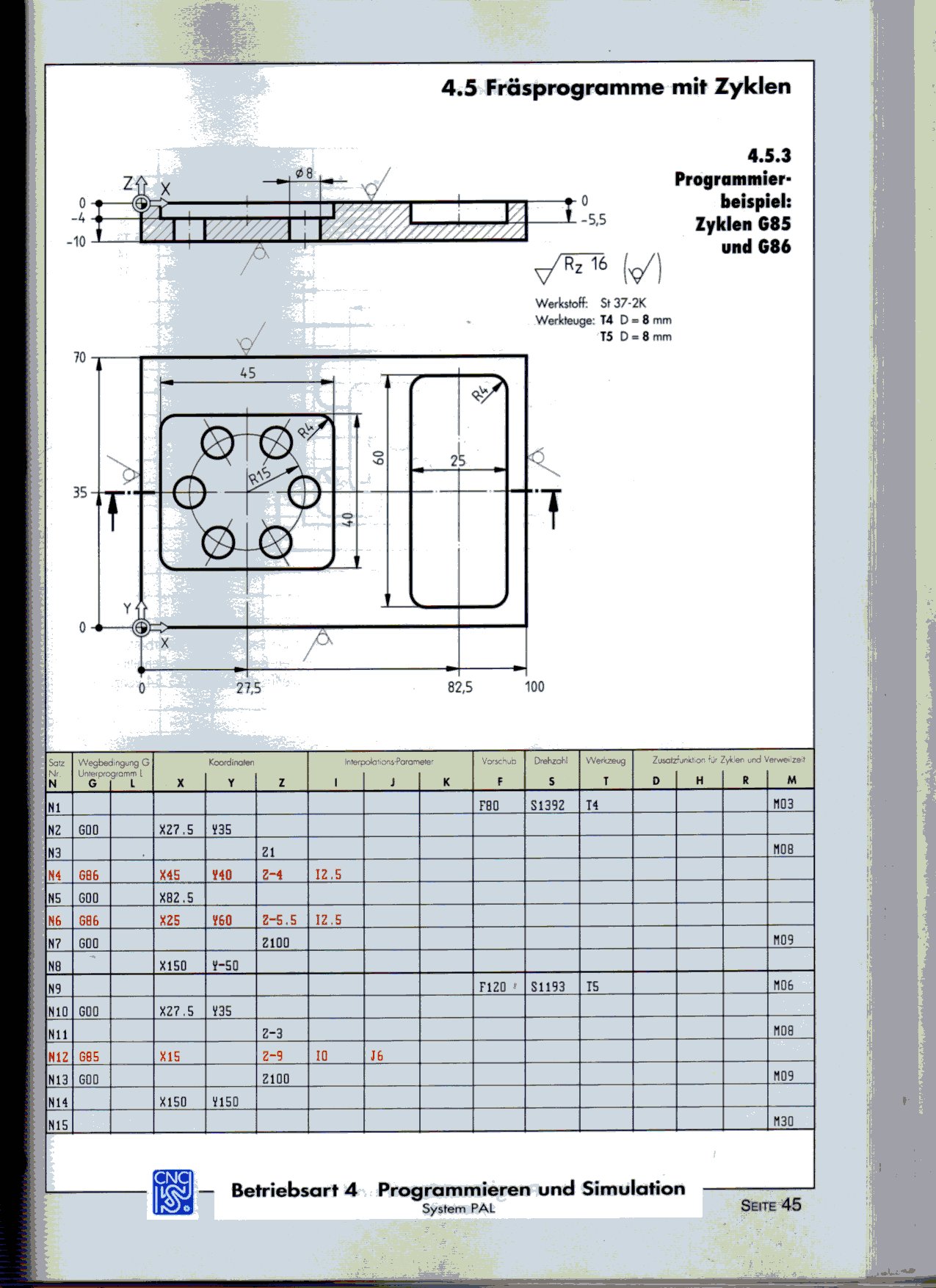
4.5 Frasprogramme mit Zyklen
4.5.3 Programmier-beispiel: Zyklen G85 und G86
;WUH
Werkstoff: St 37-2K Werkteuge: T4 D = 8 mm T5 D = 8 mm
70
35
A5
I
— —
27,5
82,5
100
|
Sarz Nr N |
Wegber Itarerpro G |
ingung G 3'omm l |
X |
Koordinofer Y |
— Z |
— Interp i |
>otońcy.i-Porcni J |
«fer K |
Vcxschub F |
DrehzcH s |
VVer<zeug T |
Zusolz D |
takfon te H |
?yłden und R |
erwerzei M |
|
NI |
F80 |
S1392 |
T4 |
no3 | |||||||||||
|
N2 |
600 |
X27,5 |
Y35 | ||||||||||||
|
N3 |
21 |
M08 | |||||||||||||
|
N4 |
G86 |
X45 |
740 |
2-4 |
12,5 | ||||||||||
|
N5 |
G00 |
X82.5 | |||||||||||||
|
N6 |
GS 6 |
X25 |
760 |
2-5,5 |
12,5 | ||||||||||
|
N7 |
G00 |
2100 |
M09 | ||||||||||||
|
N8 |
X150 |
7-50 | |||||||||||||
|
N9 |
F120 * |
Sil 93 |
15 |
no6 | |||||||||||
|
N10 |
G00 |
X27.5 |
735 | ||||||||||||
|
Nil |
2-3 |
nos | |||||||||||||
|
N1Z |
G85 |
X15 |
2-9 |
10 |
76 | ||||||||||
|
N13 |
G00 |
2100 |
M09 | ||||||||||||
|
N14 |
X150 |
7150 | |||||||||||||
|
N1S |
H30 |
SEITE 45
Wyszukiwarka
Podobne podstrony:
img171 (14) 4.5 Frasprogramme mit Zyklen Ein Zyklus ist ein in der Steuerung festgelegter Ablouf von
img189 (9) r4.7 Frasprogramme mit Unterprogramm - Technik L 4.7.3 Programmier-iibung: Unter*
48449 img189 (9) r4.7 Frasprogramme mit Unterprogramm - Technik L 4.7.3 Programmier-iibung: Unter*
48449 img189 (9) r4.7 Frasprogramme mit Unterprogramm - Technik L 4.7.3 Programmier-iibung: Unter*
img175 (13) 4.6 Frasprogramme mit Werkzeugbahn - Korrektur 4.6.1 Die Wegbe-dingungen G41/G42 - G40 B
img189 (9) r4.7 Frasprogramme mit Unterprogramm - Technik L 4.7.3 Programmier-iibung: Unter*
Poznaj C++ w$ godziny0197 188 Godzina 13Wartości domyślne czy przeciążanie funkcji Programy 13.1 i 1
13 z 31 Windows: Przegląd wybranych programów7 narzędziowych Opracow ał Jan T. Biernat Zarządzanie
więcej podobnych podstron