skanuj0005 (382)
W wiertłach krętych przeznaczonych do wiercenia pełnego zwiększenie trwało ści narzędzia można uzyskać przez korekcję ścina (rys. 2.3a). Skrócenie ścina wydłuża główne krawędzie skrawające oraz powoduje zmniejszenie siły poosiowej. Zaostrzenie części skrawającej pod dwoma kątami wierzchołkowymi 2h'r = 11K" i 2k,c = 70-75° (rys. 2.3b) zwiększa okres trwałości wiertła nawet kilkakrotnie, szczególnie podczas wiercenia pełnego w żeliwie wiertłami ze stali szybkotnącej. Podwójny kąt wierzchołkowy wydłuża krawędzie skrawające, wzmacnia naroża oraz zmniejsza koncentrację ciepła na odcinkach głównych krawędzi skrawających położonych w pobliżu naroży [2.2].
Wiertła jednolite z pokrywanych węglików spiekanych (rys. 2.4) są wykonywane w zakresie średnic od ok. 3 do 20 mm. Narzędzia te jednak wymagają specjalistycznej obsługi serwisowej podczas ich regeneracji. Poprawne ostrzenie narzędzi węglikowych wymaga zapewnienia dokładności geometrii ostrza ±1° i bardzo gładkich powierzchni. Dlatego obecnie coraz częściej dla średnic od ok. 9 do ok. 30 mm stosowane są wiertła składane z płytką z węglików spiekanych (rys. 2.5). Cechą charakterystyczną tych wierteł jest stosowanie jednej (centralnej) płytki skrawającej, która ma wszystkie najważniejsze elementy nowoczesnego, wysokowydajnego wiertła węglikowego, zapewniając uzyskiwanie wyników zbliżonych do wierteł litych. Korpus takiego wiertła jest wykonany ze stali narzędziowej o dużej wytrzymałości. Powierzchnie zewnętrzne są chromowane, co zapewnia lepszy spływ wiórów i zabezpiecza przed korozją [2.4].

Rys. 2.4. Jednolite wiertło z węglików spiekanych chłodzone wewnętrznie firmy Giihring [2.4]
Rys. 2.5. Wiertło składane z płytką z węglików spiekanych chłodzone wewnętrznie firmy Giihring [2.4]

Rys. 2.6. Schemat budowy wiertła ze śrubowymi kanałkami w korpusie narzędzia [2.7]
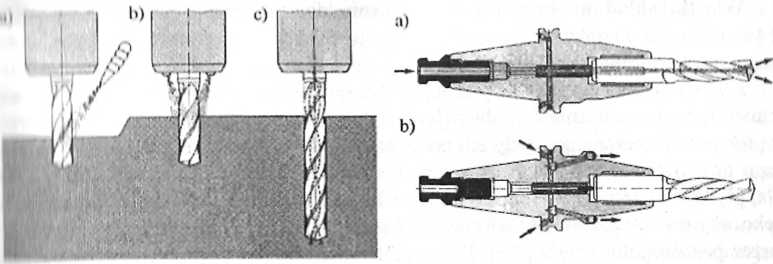
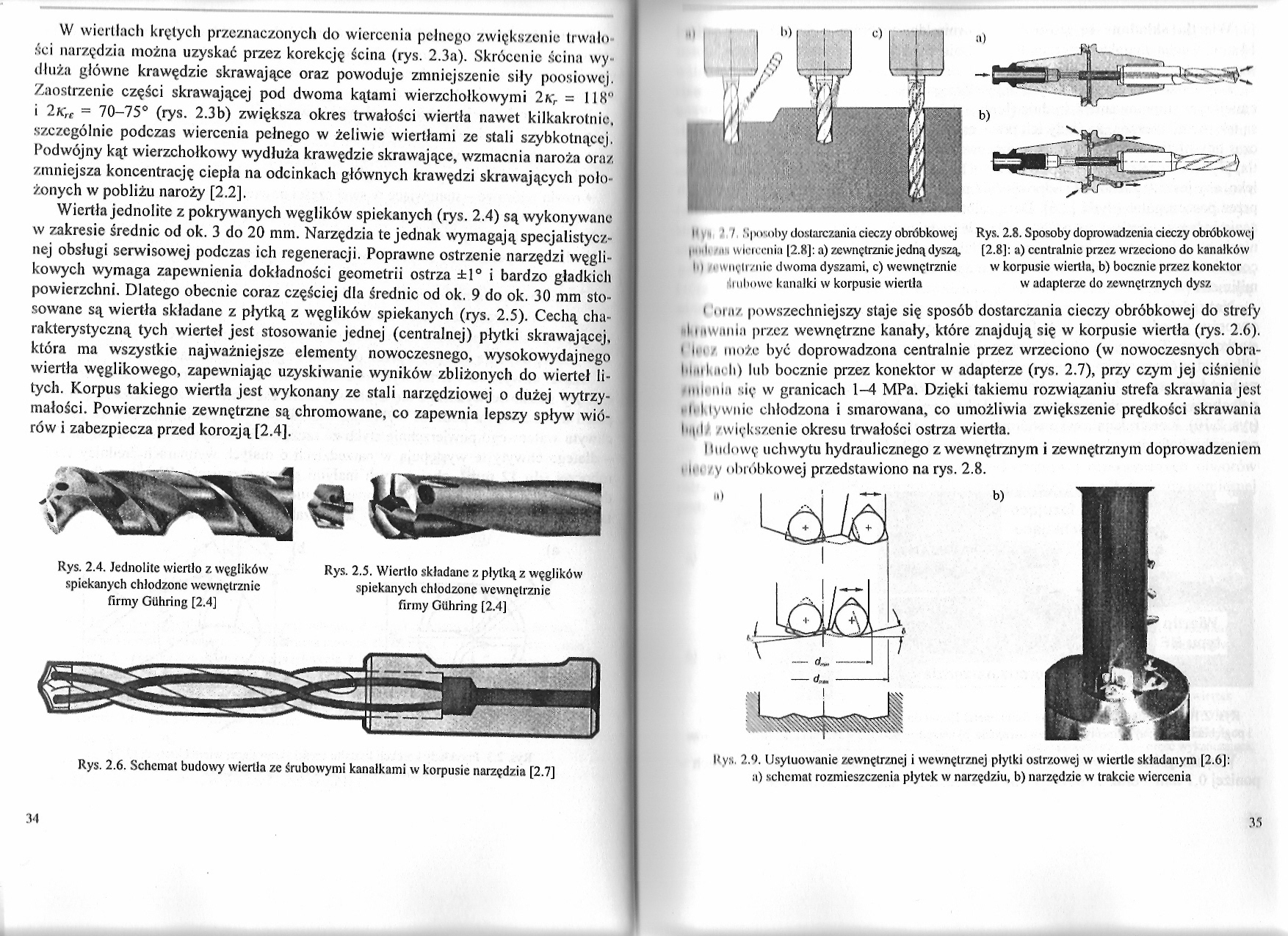
|iv.i 1 / , Sposoby dostarczania cieczy obróbkowej i. \vi«i> cnia [2.8]: a) zewnętrznie jedną dyszą. In <i wiii, li7iiie dwoma dyszami, c) wewnętrznie .1 nlmwe kanalki w korpusie wiertła
Rys. 2.8. Sposoby doprowadzenia cieczy obróbkowej [2.8]: a) centralnie przez wrzeciono do kanałków w korpusie wiertła, b) bocznie przez konektor w adapterze do zewnętrznych dysz
i mu/ powszechniejszy staje się sposób dostarczania cieczy obróbkowej do strefy 11,u..iniii przez wewnętrzne kanały, które znajdują się w korpusie wiertła (rys. 2.6).
11.. .- iiio/e być doprowadzona centralnie przez wrzeciono (w nowoczesnych obra-l-i,ii I. ii, h) lub bocznie przez konektor w adapterze (rys. 2.7), przy czym jej ciśnienie • ml, mu się w granicach 1-4 MPa. Dzięki takiemu rozwiązaniu strefa skrawania jest ■ i-1 lywnic chłodzona i smarowana, co umożliwia zwiększenie prędkości skrawania i i-l. zwiększenie okresu trwałości ostrza wiertła.
Ilndowę uchwytu hydraulicznego z wewnętrznym i zewnętrznym doprowadzeniem
11., : y obróbkowej przedstawiono na rys. 2.8.
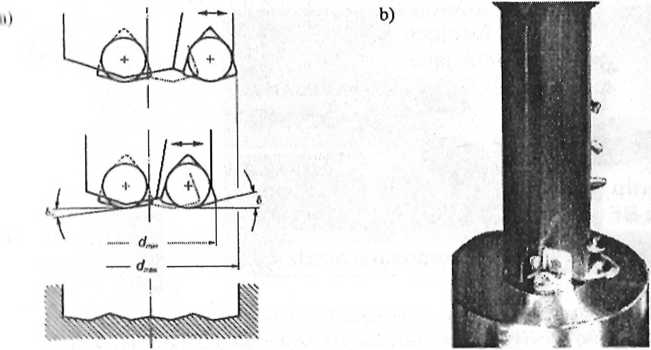
Rys, 2.Ó. Usytuowanie zewnętrznej i wewnętrznej płytki ostrzowej w wiertle składanym [2.6]: a) schemat rozmieszczenia płytek w narzędziu, b) narzędzie w trakcie wiercenia
Wyszukiwarka
Podobne podstrony:
Slajd87 2 WIERCENIA RĘCZNE Do wiercenia sposobem udarowym stosowane są narzędzia zwane wiertłami. Wi
24 (99) Wiertarki stołowe Wiertarki stołowe - przeznaczone do wiercenia otworow o małej średnicy 6-1
m. Sandvik Coromant dysponuje kompletnym asortymentem narzędzi standardowych, przeznaczonych do wier
CHWYTY GITAROWE 1(1) Strony 3132., 33. i 34. przeznaczone do wyrwania ze śpiewnika, po to by można b
skanuj0013 (220) l kwiczenie .1 siali frezowanie współbieżne zapewnia 2-3-krotnie większą trwałość o
P1020960 (4) Uzupełnienie do 2 (zu2) Z definicji wynika, że uzupełnienie r-te można uzyskać przez do
P1020960 (4) Uzupełnienie do 2 (zu2) Z definicji wynika, że uzupełnienie r-te można uzyskać przez do
DSC02254 (dostfp do specjalistycznej wiedzy branżowej (w tym wiedzy technicznej) można uzyskać, prac
skanuj0011 (10) stron i doprowadził do pełnego porozumienia. Spośród najważniejszych wymienić można:
więcej podobnych podstron