spaw2 (2)
. -i
s>30n;n
a~?
g-lKń\m a=fO° '
s> f 2 m;.t a=ż*3(k™ ę=2+5> run a=50°-
s< 12/niy-o=t* Zsuń q=1*2mm o-JO0
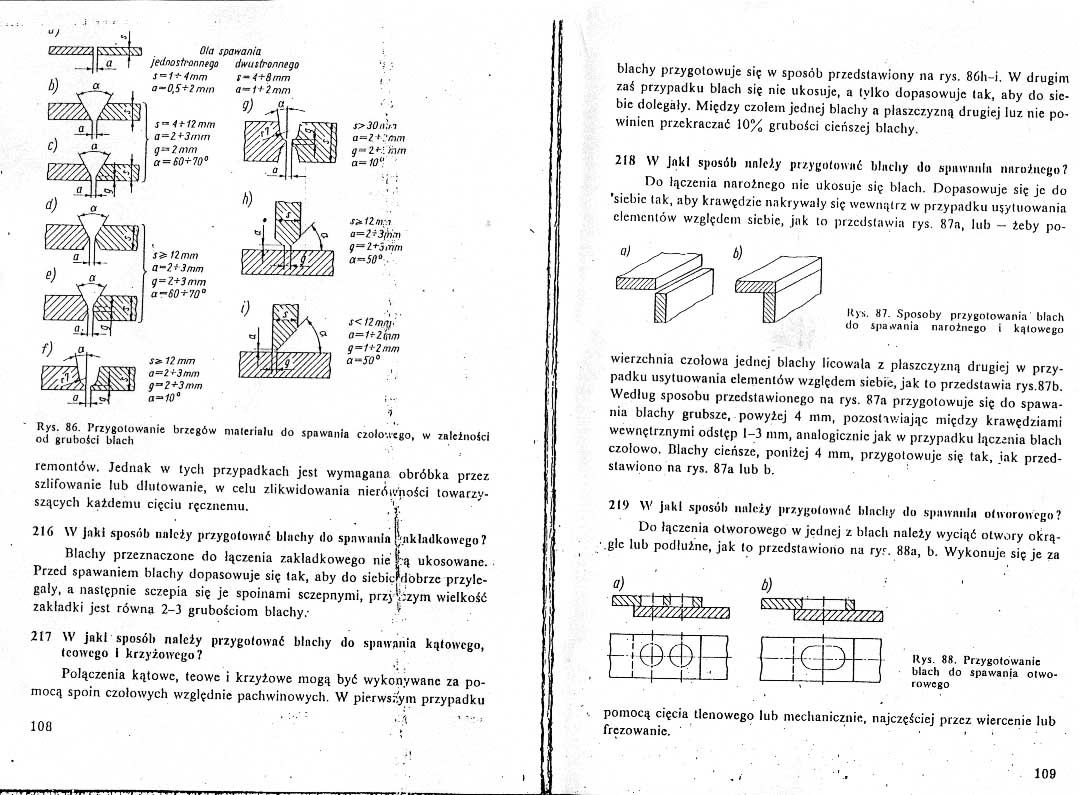
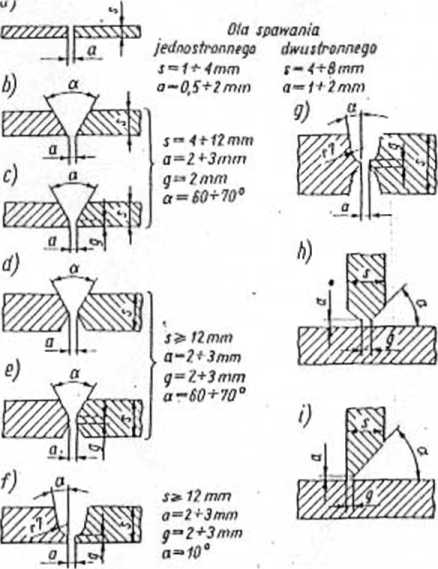
Rys. 86. Przygotowanie brzegów materiału do spawania czołowego, w zależności od grubości blach
remontów. Jednak w tych przypadkach jest wymagana obróbka przez szlifowanie lub dłutowanie, w celu zlikwidowania nierówności towarzyszących każdemu cięciu ręcznemu. ,V.
216 W Jaki sposób należy przygotownć blachy do spawania '.okładkowego?
V
Blachy przeznaczone do łączenia zakładkowego nie rą ukosowanc. Przed spawaniem blachy dopasowuje się tak, aby do sicbicMobrzc przylegały, a następnie sczepia się je spoinami sczcpnymi, przj^zym wielkość zakładki jest równa 2-3 grubościom blachy.-
217 W jaki sposób należy przygotować blachy do spawania kątowego, leowego I krzyżowego?
Połączenia kątowe, teowc i krzyżowe mogą być wykonywane za pomocą spoin czołowych względnie pachwinowych. W pierwszym przypadku
.li 1
blachy przygotowuje się w sposób przedstawiony na rys. 86h-i. W drugim zaś przypadku blach się nic ukosuje, a tylko dopasowuje lak, aby do siebie dolegały. Między czołem jednej blachy a płaszczyzno drugiej luz nie powinien przekraczać 10% grubości cieńszej blachy.
218 W Jaki sposób należy przygotować blachy do .spawania narożnego?
Do łączenia narożnego nic ukosuje się blach. Dopasowuje się jc do 'siebie tak, aby krawędzie nakrywały się wewnątrz w przypadku usytuowania elementów względem siebie, jak to przedstawia rys. 87a, lub — żeby po-
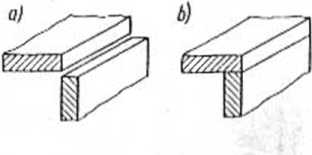
Rys. 87. Sposoby przygotowania blach do spawania narożnego i kątowego
wierzchnia czołowa jednej blachy licowała z płaszczyzną drugiej w przypadku usytuowania elementów względem siebie, jak to przedstawia rys.87b. Według sposobu przedstawionego na rys. 87a przygotowuje się do spawania blachy grubsze, powyżej 4 mm, pozostawiając między krawędziami wewnętrznymi odstęp 1-3 mm, analogicznie jak w przypadku łączenia blach czołowo. Dlachy cieńsze, poniżej 4 mm, przygotowuje się tak, jak przedstawiono na rys. 87a lub b.
21*> W juki sposób należy przygotować blachy do spawania otworowego?
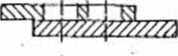
Do łączenia otworowego w jednej z blach należy wyciąć otwory okrągłe lub podłużne, jak to przedstawiono na ryr. 88a, b. Wykonuje się je za
|
—I—1-h -I rprr |
\ |
|
—*-i—i- |
) |
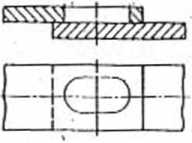
Rys. 88. Przygotowanie blach do spawania otworowego
pomocą cięcia tlenowego lub mechanicznie, najczęściej przez wiercenie lub frezowanie. ' '
109
Wyszukiwarka
Podobne podstrony:
pict3373 t dJot/ł k ^cdtWw i?Ł=a 0.‘r - % fi T ®a *-tfo-frt
11120 P1210119 i K w tok i r & jF- W fol 1
P1190373 V ^■ih» tetete twfc»teM ■k 1 -*■ — W» V —-- —a--4Pr A PfenA ■K
Można go uogólnić: f ib :: (Monoid a, Num n)^-a->-a->-n-»a fib _ fO 0 = fO fib f 1 _ 1 =
Kto się w opiekę Kto się w opiekę -j j d--d—j •(fo"k—&-J—J— J r r r- ,r J f r - * ■
sz16 □ wartość lm1 pomniejsza się o 50% wartości gruntów, z których wydzielono gru
c r, m 9 Ź i c o W m o p. 2 -- o - o "8 % 2 □ M łji 4- W Sn . S 2 •K
72438 P1040356 (3) -t*r4-4 4ę) fFW%hj§ «a A, -A* “*p ■ok »k- U r 4v . ~v 4x_L_ .: ■ 8 J
□ >-Sł_ PC K£D2 1 POttfiOl 1_1—l_
DSCN1862 «k%d równana: -50-5y+2»ai O, • . / 5-(42-fS*)~2(-6S-2»)
więcej podobnych podstron