Zdjęcie031 (6)
i yrtykladpc iiimm pbAig pIjny tm pomoc* poiujsag^rcj s:ę y^/t -~ - *r
Mechanizmy laserowego gięcia płyt i blach
W Itarraturar zostały inkftwwwwnc tref mcchani/rny kształtom .u.u pł,-
I Mirkiiu* pęcii oparty o (radiral temperatury (MCT).
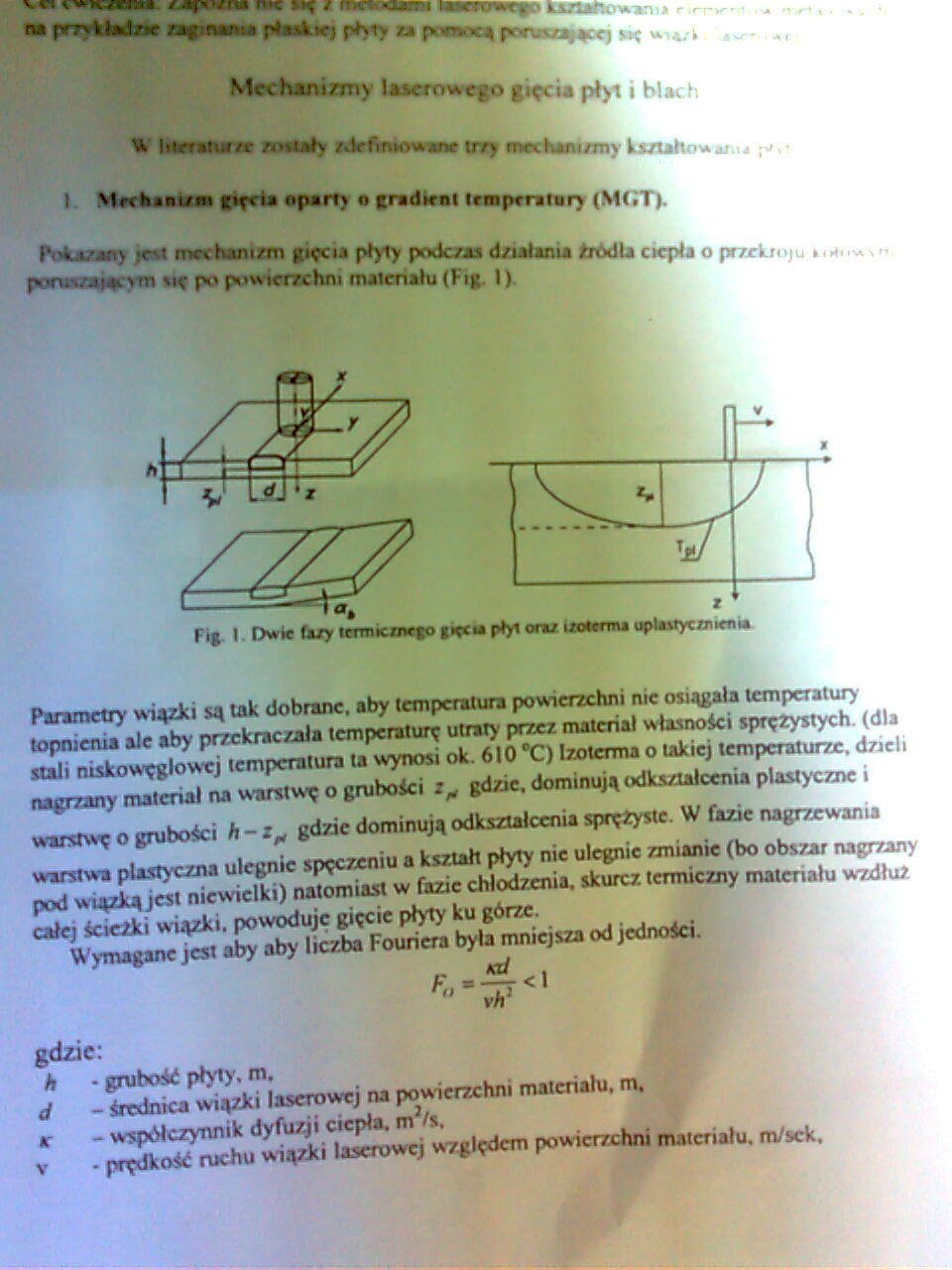
Monny jest mcc ban izm gięcia płyty podczas działania tródU ciepła o przekroju porwaaigym ut po powierzchni materiału (Fig. 1).
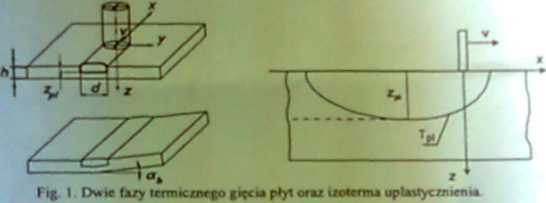
Parametry wiązki są tak dobrane, aby temperatura powierzchni nic osiągała temperatury topnienia ale aby przekraczała temperaturę utraty przez materiał własności sprężystych, (dla stali nisko węglowej temperatura ta wynosi ok. 610 *C) Izoterma o takiej temperaturze, dzieli nagrzany materiał na warstwę o grubości xM gdzie, dominują odkształcenia plastyczne i warstwę o grubości h-s# gdzie dominują odkształcenia sprężyste. W fazie nagrzewania warstwa plastyczna ulegnie spęczeniu a kształt płyty nie ulegnie zmianie (bo obszar nagrzany pod wiązką jest niewielki) natomiast w fazie chłodzenia, skurcz termiczny materiału wzdłuż całej ścieżki wiązki, powoduje gięcie płyty ku górze.
Wymagane jest aby aby liczba Fouriera była mniejsza od jedności.
gdzie:
h • grubość płyty, m,
d - średnica wiązki laserowej na powierzchni materiału, m, r - współczynnik dyfuzji ciepła. m3/i,
v - prędkość ruchu wiązki laserowej względem powierzchni materiału, m/sek.
Wyszukiwarka
Podobne podstrony:
Zdjęcie0157 5*—"TT? «*<*•« w puypmlku szcŁUady wyou*, tm u,^
Zdjęcie0703 (3) I Bffi 1 WtlW^ L ffiMW 1 MB! 1
Zdjecie1275 f. I^lmu/na, 1 wótttttif iHut01 tm PtAHtem dn hutom wychowana 229 Dzienniki (o również (
Zdjęcie0402 S?**; **** **®"®*u wurtMATrcfiu - mu^mMLlM i %ryt?* J «*tm&mm
Zdjęcie0169 0»ftm w ońw/ tfff¥f»fUU TM f "**n ******* amonit* *>, I ONOftf
Zdjęcie0703 (3) I Bffi 1 WtlW^ L ffiMW 1 MB! 1
57327 zdjęcie0518 (3) M^yA wp t pnPt> fcy<n^t
25419 Zdjęcie0264 (7) Dśder wnrttwczeege " ^ nomom Bm - <tm ^HC9CV prj^dir
JEDNO ZDJĘCIE -< YSIIJCE ODSŁON KRZYWDY DZIECKA mozesz pomóc - reaguj, zgłoi *, dyżurnet®pl
44998 Zdjęcie0643 (5) RownowilnoU z«ru uk&Mlu tM Dmł UMadtrt (Ą ncywiiytowrvow
21783 Zdjęcie1235 (5) Typ Ił reakcji nadwrażliwości /est realizowany przez trzygłówne mechanizmy: 1
Zdjęcia 0055 (3) OBUDOWA FAZOS M .-.i • - r. . pivS trop mci pr z ec • *..; i Mechanizm krvw<c
więcej podobnych podstron